
Pad-Printing as a Fabrication Process for Flexible and Compact Multilayer Circuits


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
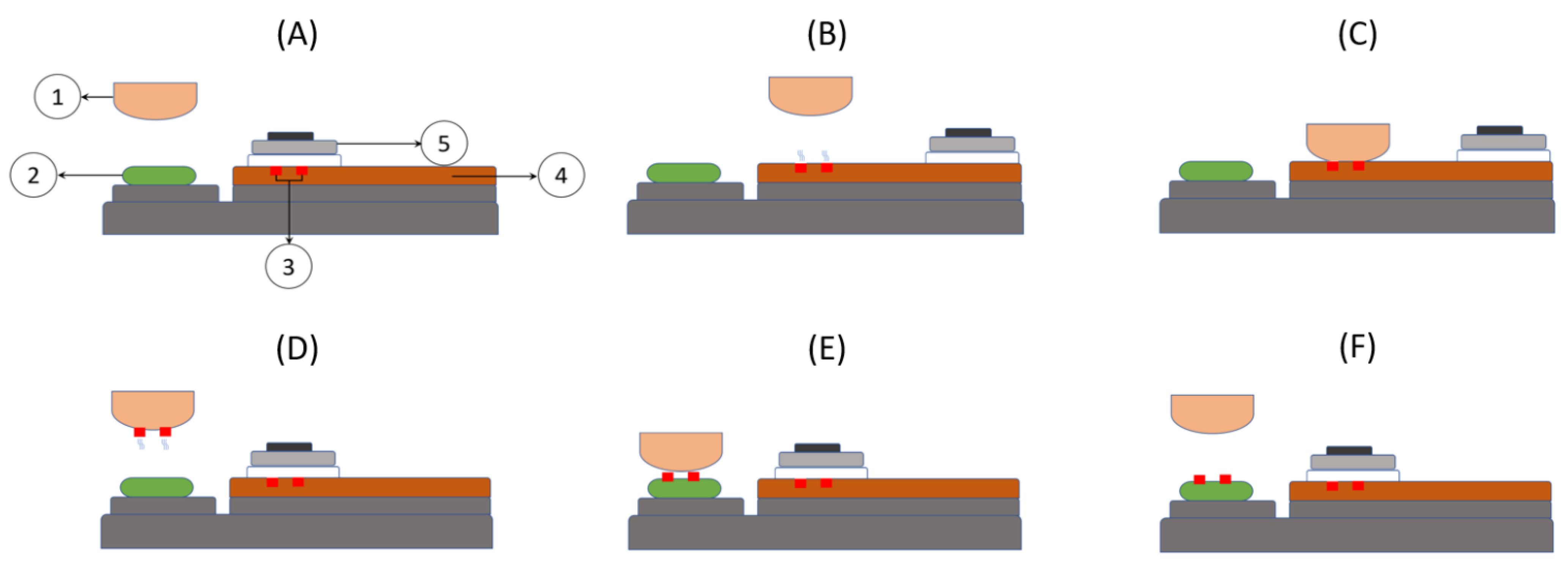
2.2.1. Fabrication Method
2.2.2. Characterization Device
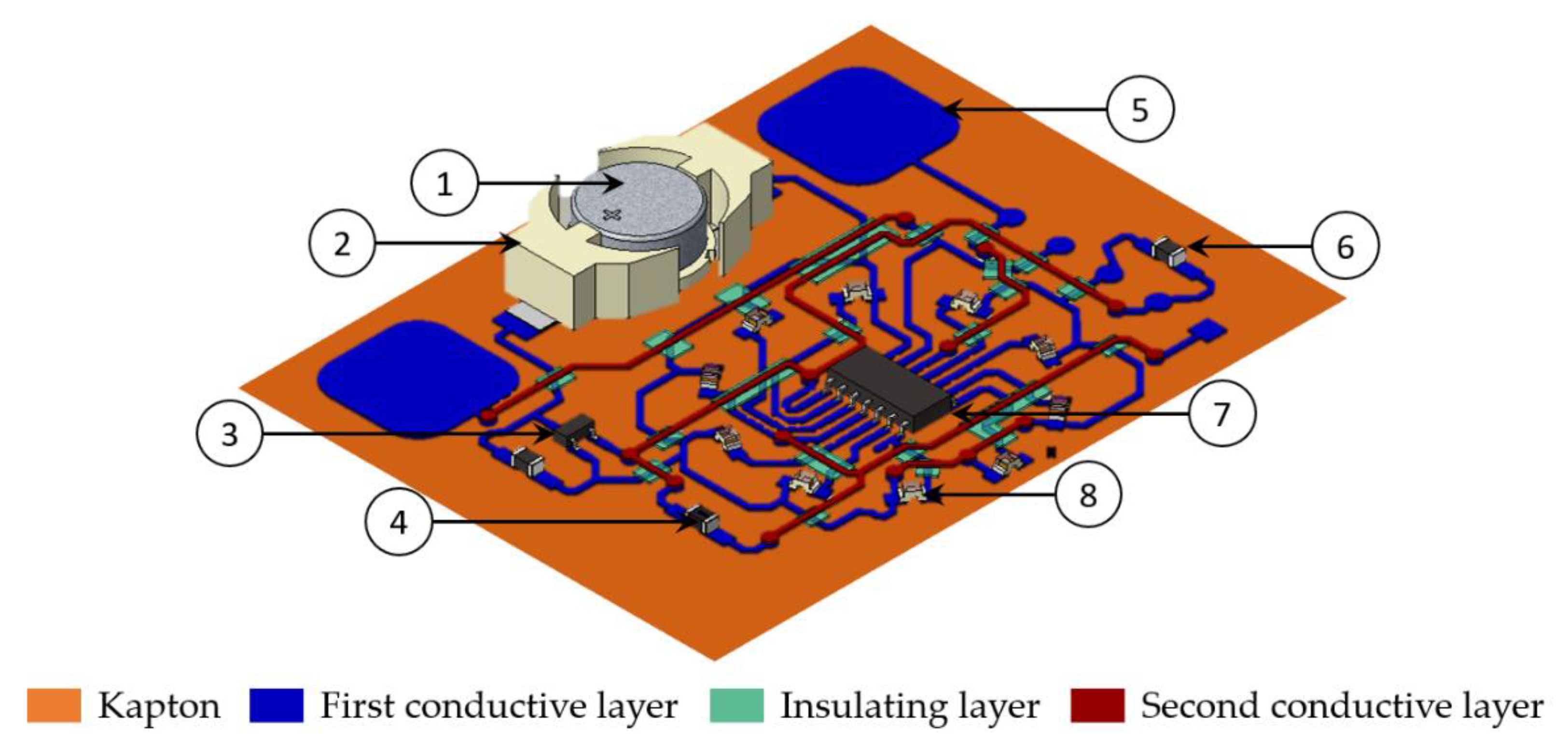
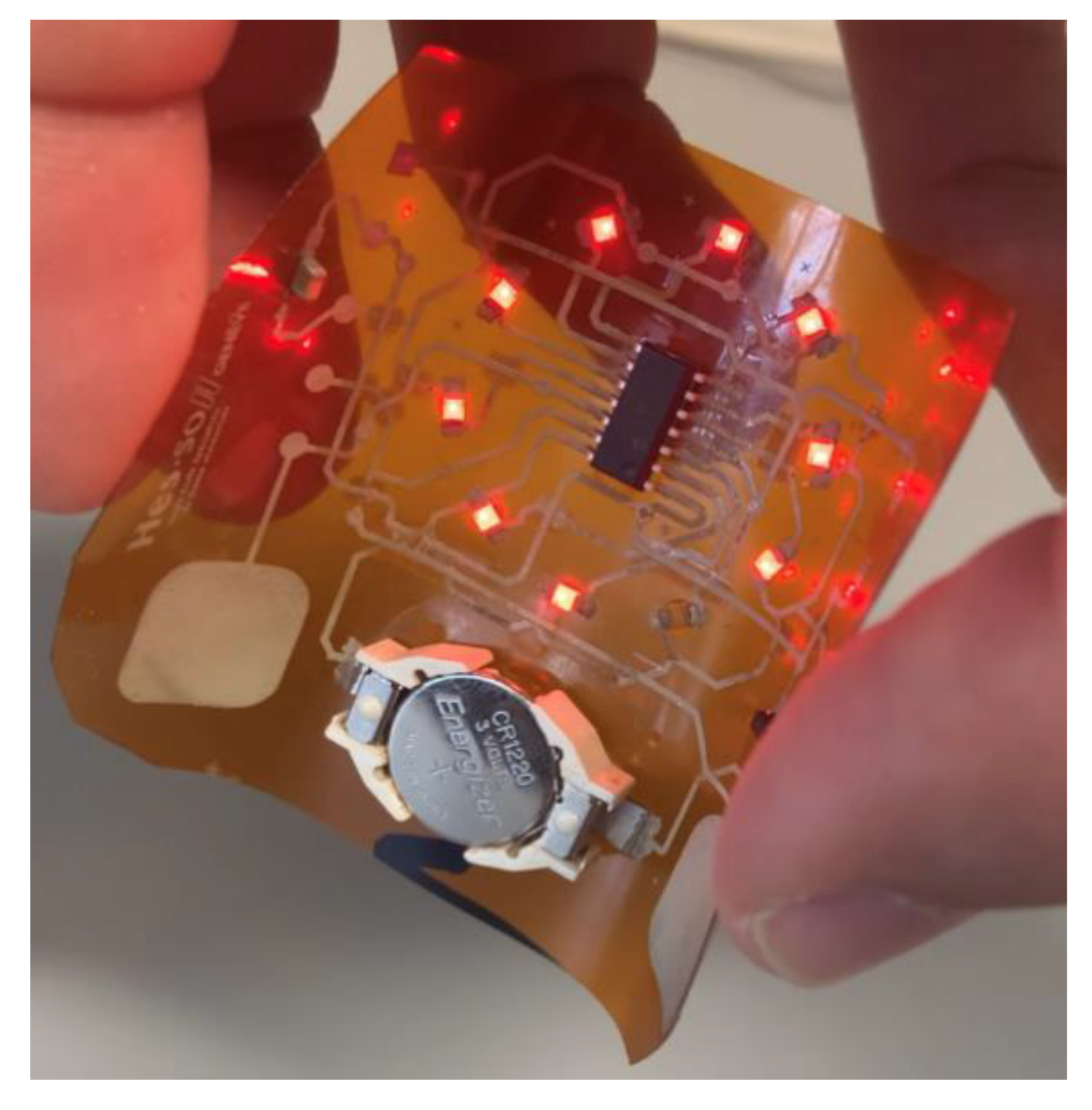
2.2.3. Demonstrator Fabrication
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Coherent Market Insights. Available online: https://www.coherentmarketinsights.com/market-insight/printed-electronics-market-595 (accessed on 17 August 2021).
- Maddipatla, D.; Narakathu, B.B.; Atashbar, M. Recent Progress in Manufacturing Techniques of Printed and Flexible Sensors: A Review. Biosensors 2020, 10, 199. [Google Scholar] [CrossRef]
- Wiklund, J.; Karakoç, A.; Palko, T.; Yiğitler, H.; Ruttik, K.; Jäntti, R.; Paltakari, J. A Review on Printed Electronics: Fabrication Methods, Inks, Substrates, Applications and Environmental Impacts. J. Manuf. Mater. Process. 2021, 5, 89. [Google Scholar] [CrossRef]
- Huang, Q.; Zhu, Y. Printing Conductive Nanomaterials for Flexible and Stretchable Electronics: A Review of Materials, Processes, and Applications. Adv. Mater. Technol. 2019, 4, 1800546. [Google Scholar] [CrossRef]
- Khan, S.; Lorenzelli, L.; Dahiya, R.S. Technologies for Printing Sensors and Electronics Over Large Flexible Substrates: A Review. IEEE Sens. J. 2015, 15, 3164–3185. [Google Scholar] [CrossRef]
- Saengchairat, N.; Tran, T.; Chua, C.-K. A review: Additive manufacturing for active electronic components. Virtual Phys. Prototyp. 2016, 12, 31–46. [Google Scholar] [CrossRef]
- Tan, H.W.; Tran, T.; Chua, C.K. A review of printed passive electronic components through fully additive manufacturing methods. Virtual Phys. Prototyp. 2016, 11, 271–288. [Google Scholar] [CrossRef]
- Krebs, F.C. Fabrication and processing of polymer solar cells: A review of printing and coating techniques. Sol. Energy Mater. Sol. Cells 2009, 93, 394–412. [Google Scholar] [CrossRef]
- Secor, E.B.; Ahn, B.Y.; Gao, T.Z.; Lewis, J.A.; Hersam, M.C. Rapid and Versatile Photonic Annealing of Graphene Inks for Flexible Printed Electronics. Adv. Mater. 2015, 27, 6683–6688. [Google Scholar] [CrossRef]
- Hussain, M.M.; El-Atab, N. Handbook of Flexible and Stretchable Electronics; CRC Press: Boca Raton, FL, USA, 2019. [Google Scholar]
- Sowade, E.; Polomoshnov, M.; Willert, A.; Baumann, R. Towards Three-Dimensional Printed Electronics: Inkjet-Printed Vertical Metal Wire Interconnects and Screen-Printed Batteries. Adv. Eng. Mater. 2019, 21, 1900568. [Google Scholar] [CrossRef]
- Harrey, P.M.; Ramsey, B.J.; Evans, P.S.A.; Harrison, D.J. Capacitive-type humidity sensors fabricated using the offset lithographic printing process. Sens. Actuators B Chem. 2002, 87, 226–232. [Google Scholar] [CrossRef]
- Xiong, Y.; Qu, Z. Antenna 3D Pad printing solution evaluation. In Proceedings of the 2011 IEEE International Symposium on Antennas and Propagation (APSURSI), Spokane, WA, USA, 3–8 July 2011; pp. 2773–2776. [Google Scholar] [CrossRef]
- Merilampi, S.L.; Björninen, T.; Ukkonen, L.; Ruuskanen, P.; Sydänheimo, L. Characterization of UHF RFID tags fabricated directly on convex surfaces by pad printing. Int. J. Adv. Manuf. Technol. 2011, 53, 577–591. [Google Scholar] [CrossRef]
- Wu, H.; Chiang, S.W.; Yang, C.; Lin, Z.; Liu, J.; Moon, K.-S.; Kang, F.; Li, B.; Wong, C.P. Conformal Pad-Printing Electrically Conductive Composites onto Thermoplastic Hemispheres: Toward Sustainable Fabrication of 3-Cents Volumetric Electrically Small Antennas. PLoS ONE 2015, 10, e0136939. [Google Scholar] [CrossRef] [PubMed]
- Levassort, F.; Lethiecq, M.; Filoux, E. P3Q-3 Curved Piezoelectric Thick Films for High Resolution Medical Imaging. In Proceedings of the 2006 IEEE Ultrasonics Symposium, Vancouver, BC, Canada, 2–6 October 2006; pp. 2361–2364. [Google Scholar] [CrossRef]
- Lee, T.-M.; Hur, S.; Kim, J.-H.; Choi, H.-C. EL device pad-printed on a curved surface. J. Micromech. Microeng. 2010, 20, 015016. [Google Scholar] [CrossRef]
- Bodenstein, C.; Sauer, H.M.; Dörsam, E.; Hirmer, K. Influence of Printing Parameters in Fully Pad-printed Electroluminescence Panels on Curved Surfaces. In Proceedings of the 19th International Coating Science and Technology Symposium, Long Beach, CA, USA, 16–19 September 2018. [Google Scholar]
- Bodenstein, C.; Sauer, H.M.; Hirmer, K.; Dörsam, E. Printing process and characterization of fully pad printed electroluminescent panels on curved surfaces. J. Coat Technol. Res. 2019, 16, 673–1681. [Google Scholar] [CrossRef]
- Mooring, L.; Karousos, N.G.; Livingstone, C.; Davis, J.; Wildgoose, G.G.; Wilkins, S.J.; Compton, R.G. Evaluation of a novel pad printing technique for the fabrication of disposable electrode assemblies. Sens. Actuators B Chem. 2005, 107, 491–496. [Google Scholar] [CrossRef]
- Schoinas, S.; El Guamra, A.-M.; Moreillon, F.; Passeraub, P. Fabrication and Characterization of a Flexible Fluxgate Sensor with Pad-Printed Solenoid Coils. Sensors 2020, 20, 2275. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Rosset, S.; Araromi, O.A.; Schlatter, S.; Shea, H.R. Fabrication Process of Silicone-based Dielectric Elastomer Actuators. JoVE 2016, 108, 53423. [Google Scholar] [CrossRef] [Green Version]
- Willfahrt, A. Examination of the printability of microstructures by means of pad printing for the realization of minimal structures for the use of conductive inks on PET-Substrate. In Proceedings of the Printing Future Days: 2nd International Student Conference on Print and Media Technology, Chemnitz, Germany, 5–8 November 2007; Verlag für Wissenschaft und Forschung: Berlin, Germany, 2007. [Google Scholar]
- Leppävuori, S.; Väänänen, J.; Lahti, M.; Remes, J.; Uusimäki, A. A novel thick-film technique, gravure offset printing, for the realization of fine-line sensor structures. Sens. Actuators A Phys. 1994, 42, 593–596. [Google Scholar] [CrossRef]
- Krebs, F.C. Pad printing as a film forming technique for polymer solar cells. Sol. Energy Mater. Sol. Cells 2009, 93, 484–490. [Google Scholar] [CrossRef]
- Laurila, M.-M.; Khorramdel, B.; Mantysalo, M. Combination of E-Jet and Inkjet Printing for Additive Fabrication of Multilayer High-Density RDL of Silicon Interposer. IEEE Trans. Electron. Devices 2017, 64, 1217–1224. [Google Scholar] [CrossRef]
- McKerricher, G.; Perez, J.G.; Shamim, A. Fully Inkjet Printed RF Inductors and Capacitors Using Polymer Dielectric and Silver Conductive Ink With Through Vias. IEEE Trans. Electron. Devices 2015, 62, 1002–1009. [Google Scholar] [CrossRef]
- Gamota, D.; Brazis, P.; Kalyanasundaram, K.; Zhang, J. Manufacturing Platforms for Printing Organic Circuits in “Printed Organic and Molecular Electronics”; Kluwer Academic Publishers: Boston, MA, USA, 2004. [Google Scholar]
- Izdebska-Podsiadły, J.; Thomas, S. Chapter 13: Offset Printing and Chapter 6: Rheology of Printing Inks. In Printing on Polymers: Fundamentals and Applications; William Andrew: Oxford, UK, 2015. [Google Scholar]
- Ann-Sofie, J. Ultraviolet (UV) Curable Inks and Coatings. In Degree Programme in Environmental Engineering; Satakunta University of Applied Sciences: Pori, Finland, 2015. [Google Scholar]
- Tarapata, G.; Marzęcki, M. Methodology and technological aspects of the flexible substrate preparation for ink-jet printing technology. In Photonics Applications in Astronomy, Communications, Industry, and High-Energy Physics Experiments; International Society for Optics and Photonics: Wilga, Poland, 2013; p. 89032M. [Google Scholar] [CrossRef]
- Microprint. Available online: http://www.microprint.ch/pdf/The-pad-printing-book.pdf (accessed on 13 June 2021).
- Passeraub, P.; Moreillon, F.; Guamra, A.E. Fabrication de Circuits Imprimés Par Impression: Une Alternative Plus? Presented at the CONFREGE 2016 (CONférence FRancophone sur l’Eco-Conception et le Développement Dureable en Génie Electrique), Genève, Suisse, 29 June 2016. Available online: https://www.researchgate.net/publication/354254409_Fabrication_de_circuits_imprimes_par_impression_d%27encres_une_alternative_plus_durable (accessed on 31 August 2021).
- Nataliya, Y. Influence of Physical and Chemical Treatment of Polymeric Tapes on Their Wettability and Quality of Imprints in Flexography. Printing Future Days 2007. In Proceedings of the 2nd International Student Conference on Print and Media Technology, Chemnitz, Germany, 5–8 November 2007; Verlag für Wissenschaft und Forschung: Berlin, Germany, 2007. [Google Scholar]
- W. com-a F. Collective. ANSMANN AG. Available online: https://www.ansmann.de/en/primary-batteries/lithium-cr1225 (accessed on 6 June 2021).
- SMTU1225-LF. Renata Batteries. Available online: https://www.renatabatteries.us/products/holders/surface-mounting/smtu1225-lf (accessed on 6 June 2021).
- Available online: https://ww1.microchip.com/downloads/en/DeviceDoc/MCP1700-Low-Quiescent-Current-LDO-20001826E.pdf (accessed on 6 June 2021).
- Available online: https://www.yuden.co.jp/productdata/catalog/mlcc06_e.pdf (accessed on 6 June 2021).
- Available online: https://www.susumu.co.jp/common/pdf/n_catalog_partition01_en.pdf (accessed on 6 June 2021).
- Microcontrôleur PIC16F1825-I/SL, PIC 8bit 1024 kB, 256 B RAM, 14 kB Flash, SOIC 14-Pin 32MHz | Composants RS. Available online: https://ch.rs-online.com/web/p/mikrocontroller/7434728/?cm_mmc=CH-PPC-DS3A-_-google-_-3_CH_DE_Halbleiter_Mikrocontroller_BMM-_-Microchip+-+7434728+-+PIC16F1825-I/SL-_-pic16f1825+i+sl&matchtype=b&aud-1006505298650:kwd-357145345624&gclid=EAIaIQobChMIkYqm-_uC8QIVlKjVCh2xCg4lEAAYASAAEgITjvD_BwE&gclsrc=aw.ds (accessed on 6 June 2021).
- Available online: https://media.digikey.com/pdf/Data%20Sheets/Rohm%20PDFs/sml-210.pdf (accessed on 12 October 2021).
- Bodenstein, C.; Sauer, H.M.; Fernandes, F.; Dörsam, E.; Warsitz, E. Assessing the Quality of Pad-printed Images by evaluating Edge Sharpness. In Proceedings of the 45th International Research Conference of Iarigai, Warsaw, Poland, 3–7 October 2018; Volume 45, pp. 97–106. [Google Scholar]
- Hahne, P.; Hirth, E.; Reis, I.E.; Schwichtenberg, K.; Richtering, W.; Horn, F.M.; Eggenweiler, U. Progress in thick-film pad printing technique for solar cells. Sol. Energy Mater. Sol. Cells 2001, 65, 399–407. [Google Scholar] [CrossRef]
- Merilampi, S.; Laine-Ma, T.; Ruuskanen, P. The characterization of electrically conductive silver ink patterns on flexible substrates. Microelectron. Reliab. 2009, 49, 782–790. [Google Scholar] [CrossRef]
- Aydemir, C.; Özsoy, S.A.; Istanbul University Cerrahpasa, Vocational School of Technical Sciences, Printing and Publication Technologies Program, Istanbul, Turkey. Environmental impact of printing inks and printing process. J. Graph. Eng. Des. 2020, 11, 1–17. [Google Scholar] [CrossRef]
- Kamarudin, S.F.; Mustapha, M.; Kim, J.-K. Green Strategies to Printed Sensors for Healthcare Applications. Polym. Rev. 2020, 61, 1–41. [Google Scholar] [CrossRef]







Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jaafar, A.; Schoinas, S.; Passeraub, P. Pad-Printing as a Fabrication Process for Flexible and Compact Multilayer Circuits. Sensors 2021, 21, 6802. https://doi.org/10.3390/s21206802
Jaafar A, Schoinas S, Passeraub P. Pad-Printing as a Fabrication Process for Flexible and Compact Multilayer Circuits. Sensors. 2021; 21(20):6802. https://doi.org/10.3390/s21206802
Chicago/Turabian StyleJaafar, Ahmad, Spyridon Schoinas, and Philippe Passeraub. 2021. "Pad-Printing as a Fabrication Process for Flexible and Compact Multilayer Circuits" Sensors 21, no. 20: 6802. https://doi.org/10.3390/s21206802
APA StyleJaafar, A., Schoinas, S., & Passeraub, P. (2021). Pad-Printing as a Fabrication Process for Flexible and Compact Multilayer Circuits. Sensors, 21(20), 6802. https://doi.org/10.3390/s21206802