
Quality Control Approach for the Detection of Internal Lower Density Areas in Composite Disks in Industrial Conditions Based on a Combination of NDT Techniques



Abstract
:1. Introduction
2. Materials and Methods
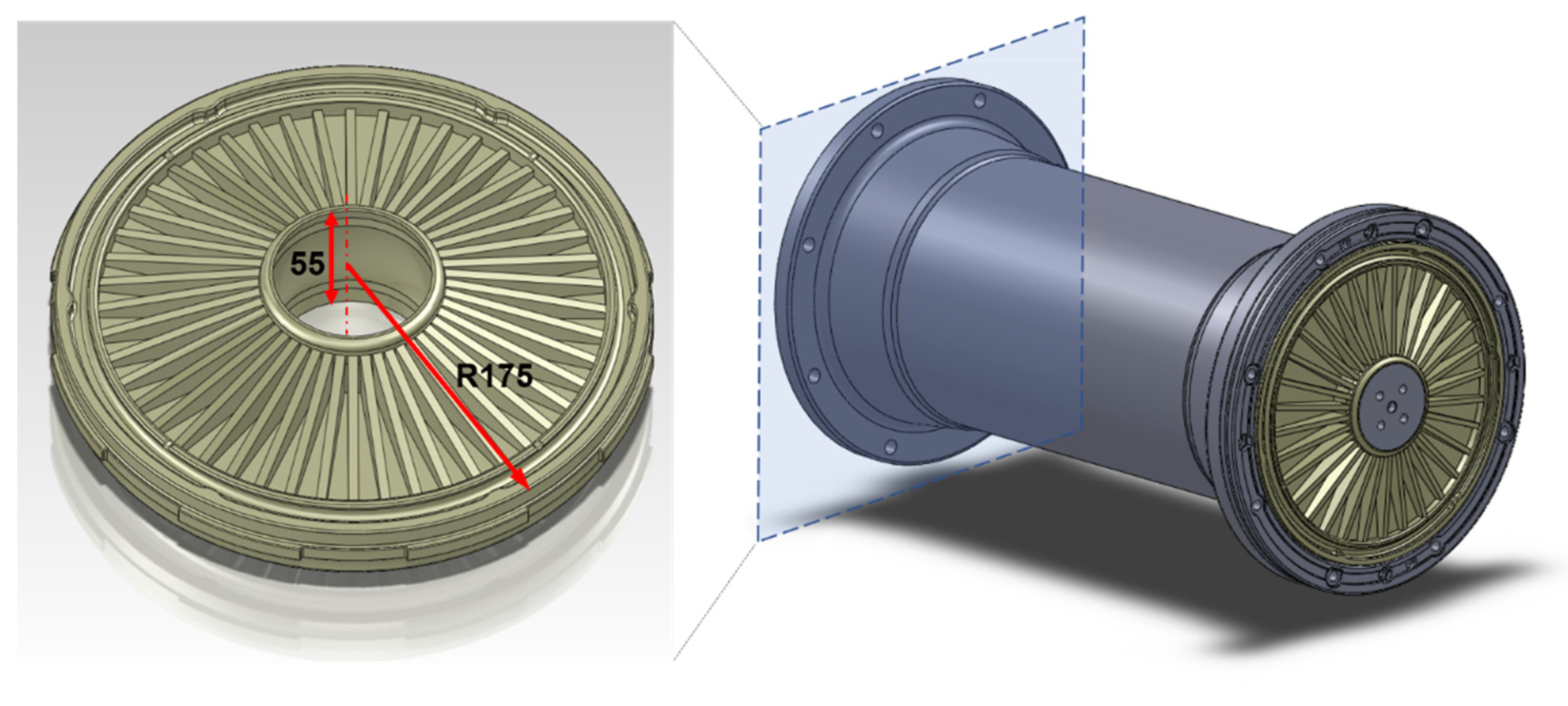
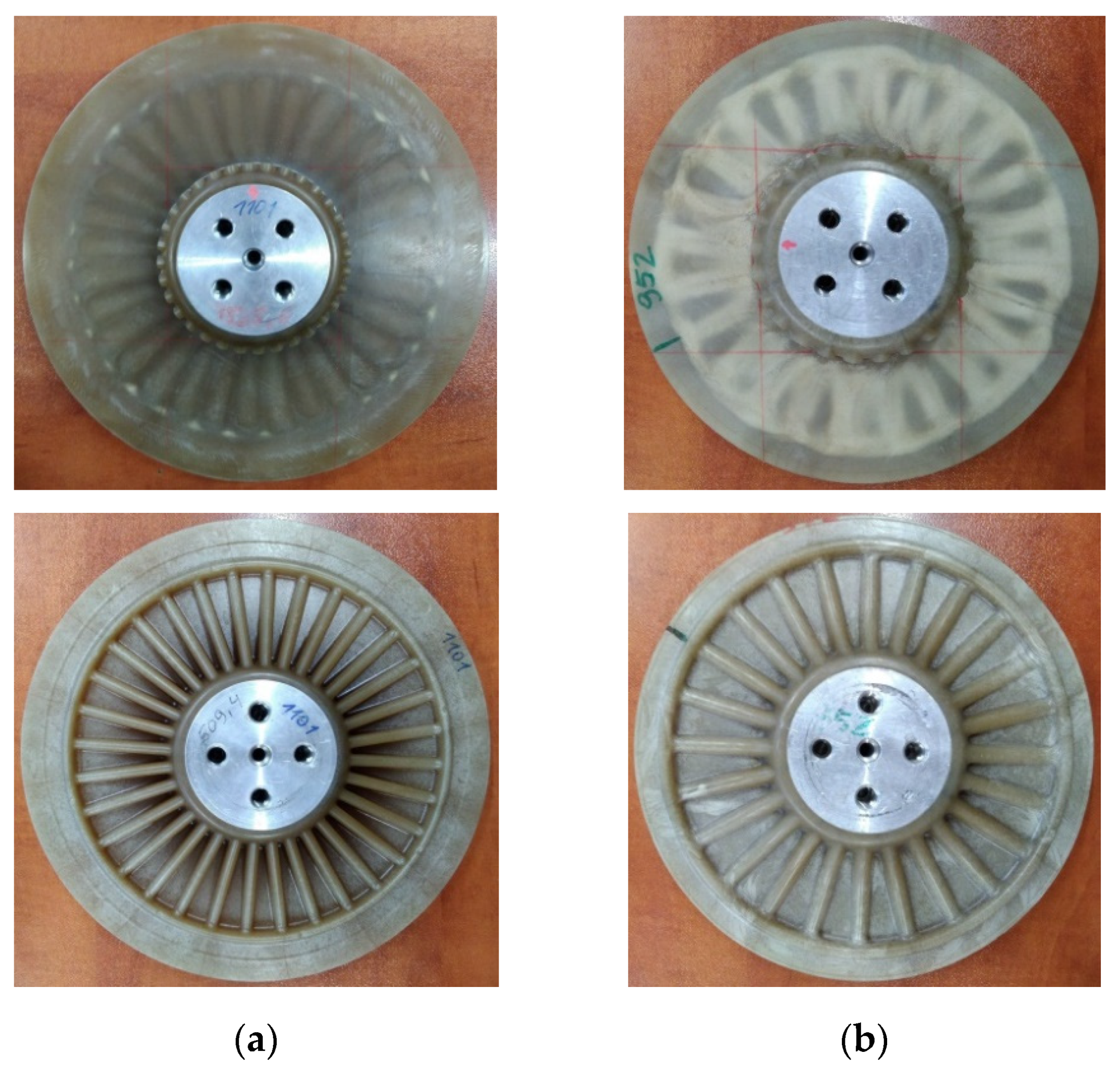
2.1. Tested Structures
2.2. Applied Non-Destructive Testing Techniques
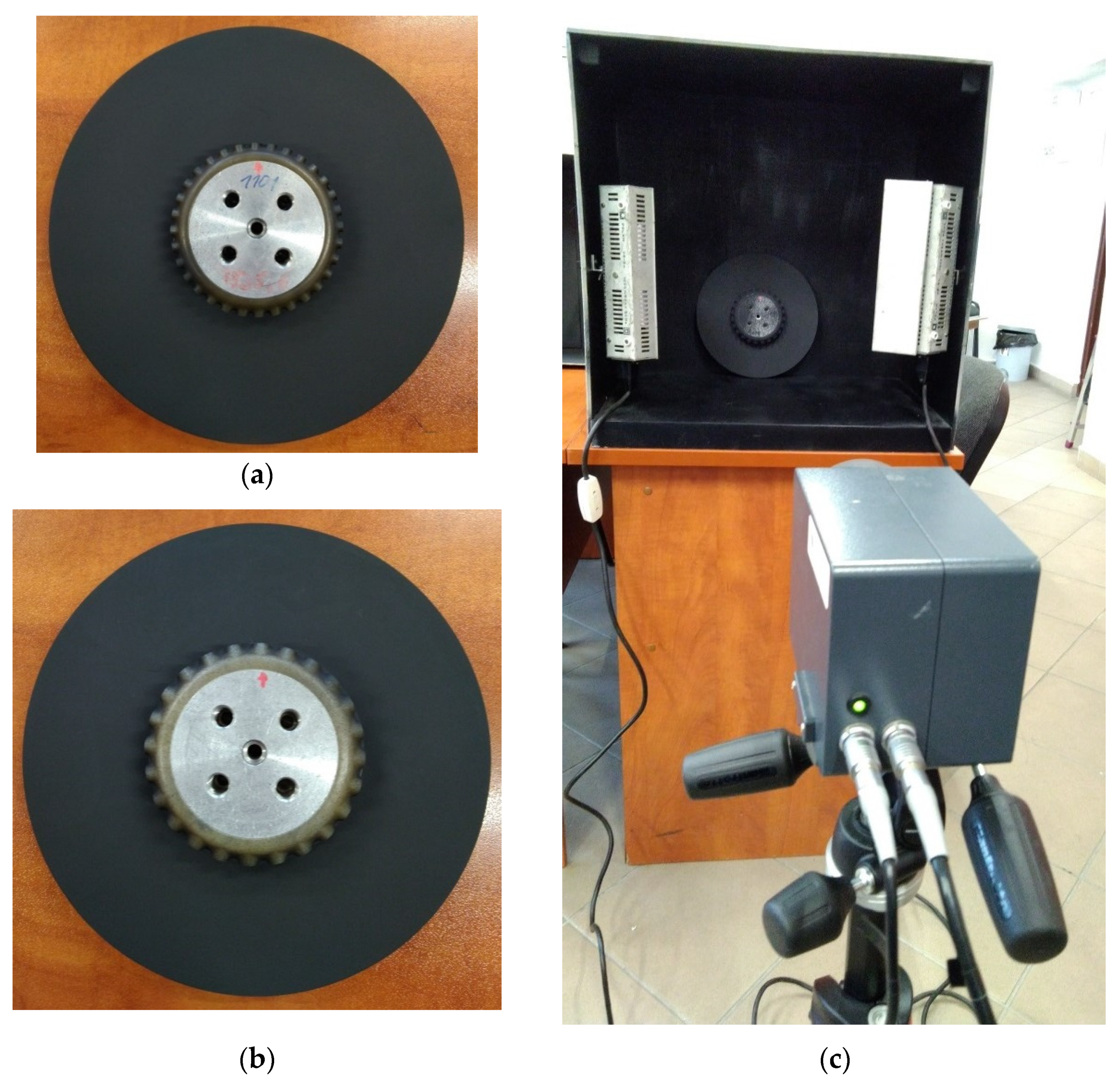
2.2.1. Damage Identification Based on Modal Analysis
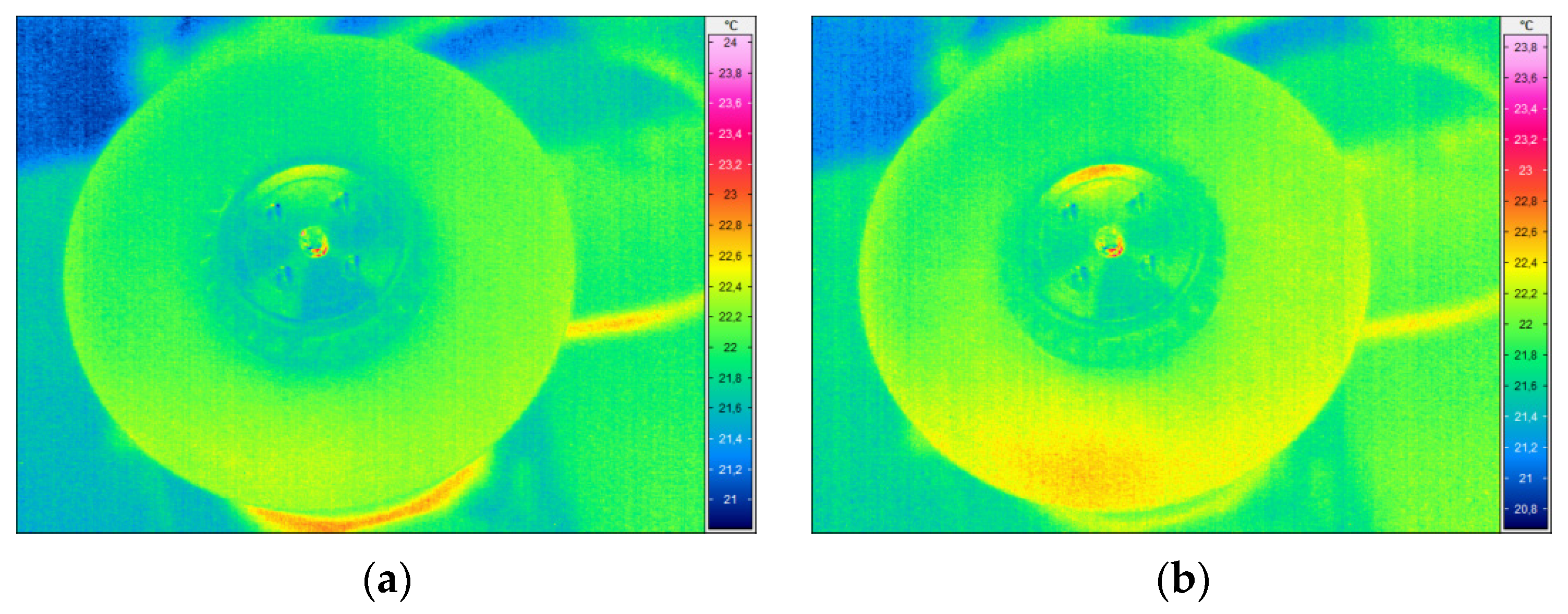
2.2.2. Infrared Thermography
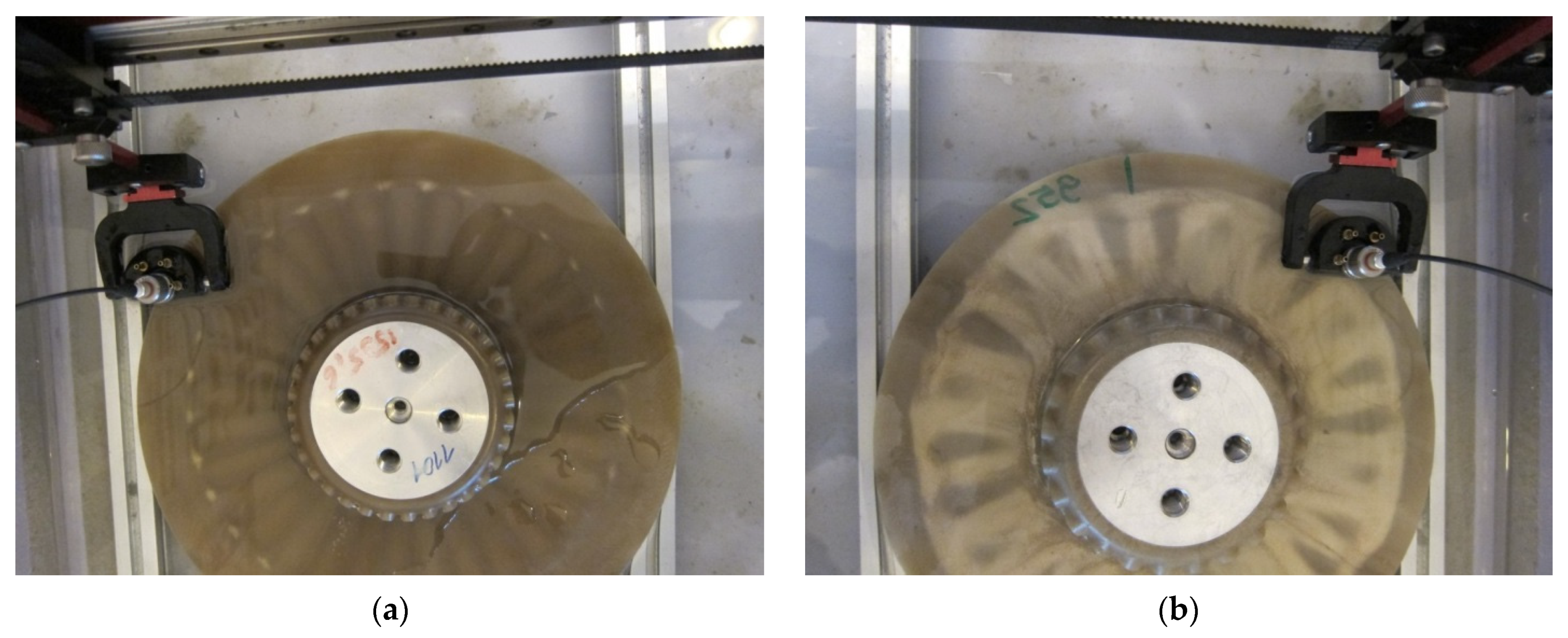
2.2.3. Self-Beating Based Vibrothermography
2.2.4. Ultrasonic Testing
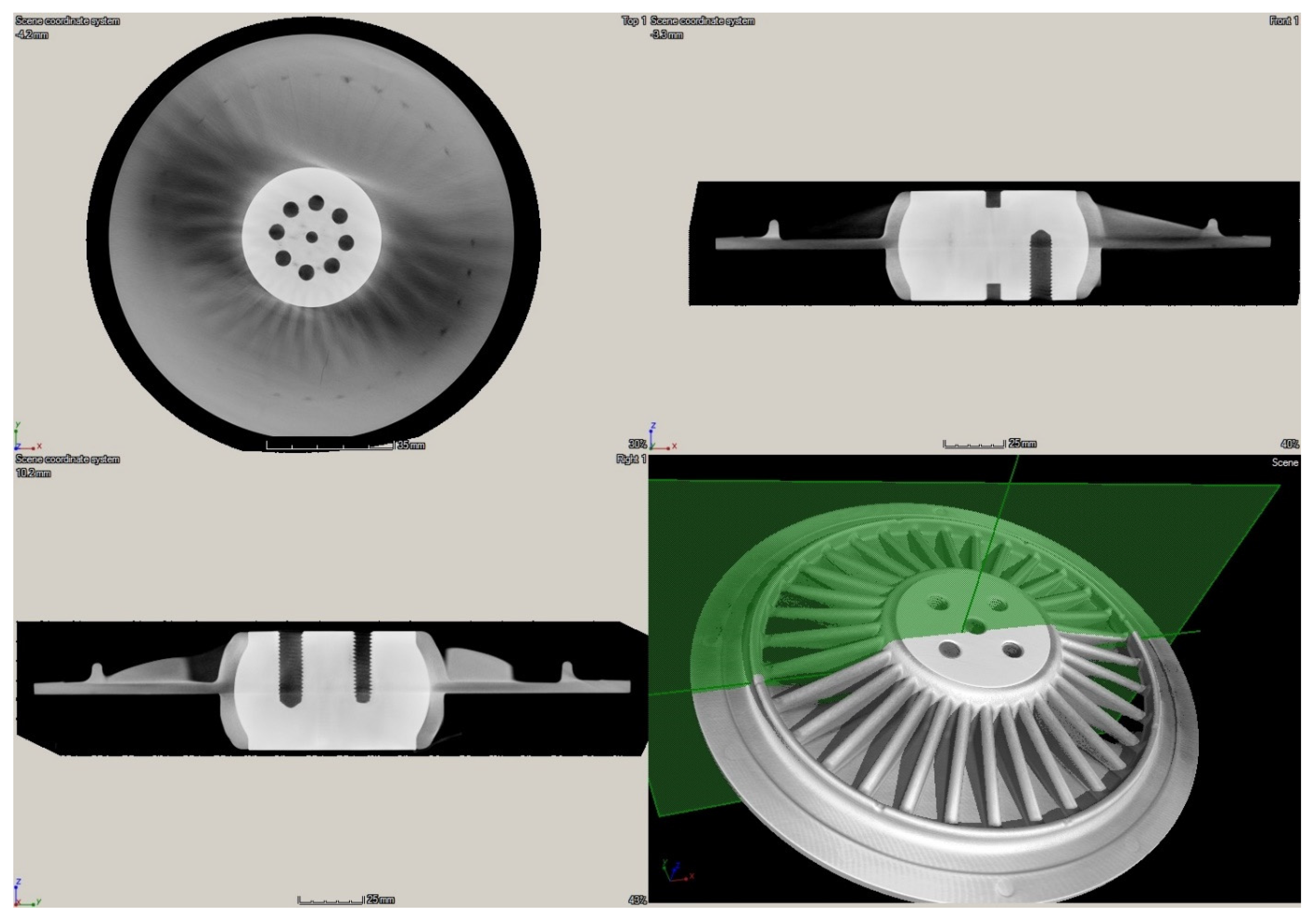
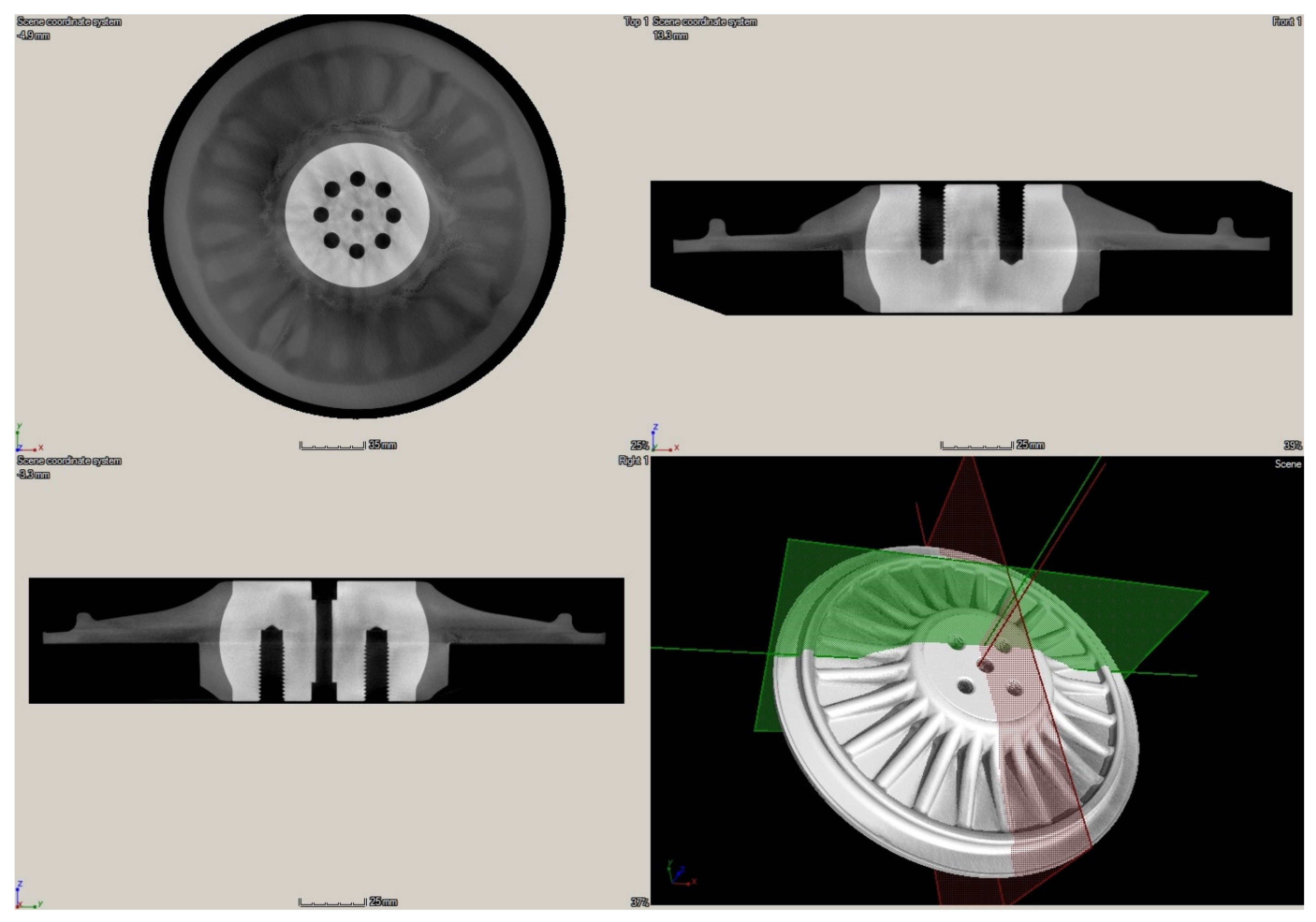
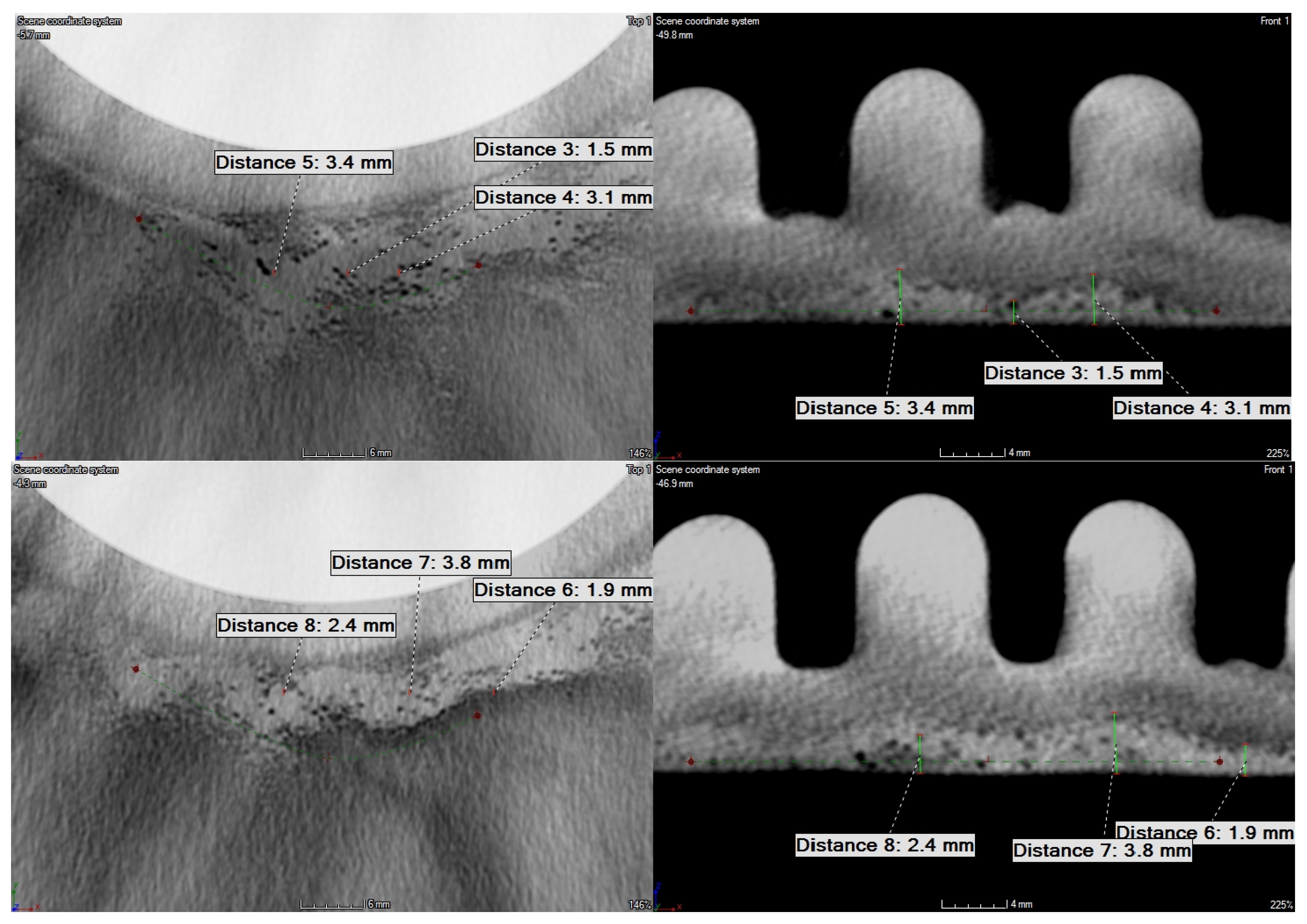
2.2.5. X-ray Computed Tomography
3. Results
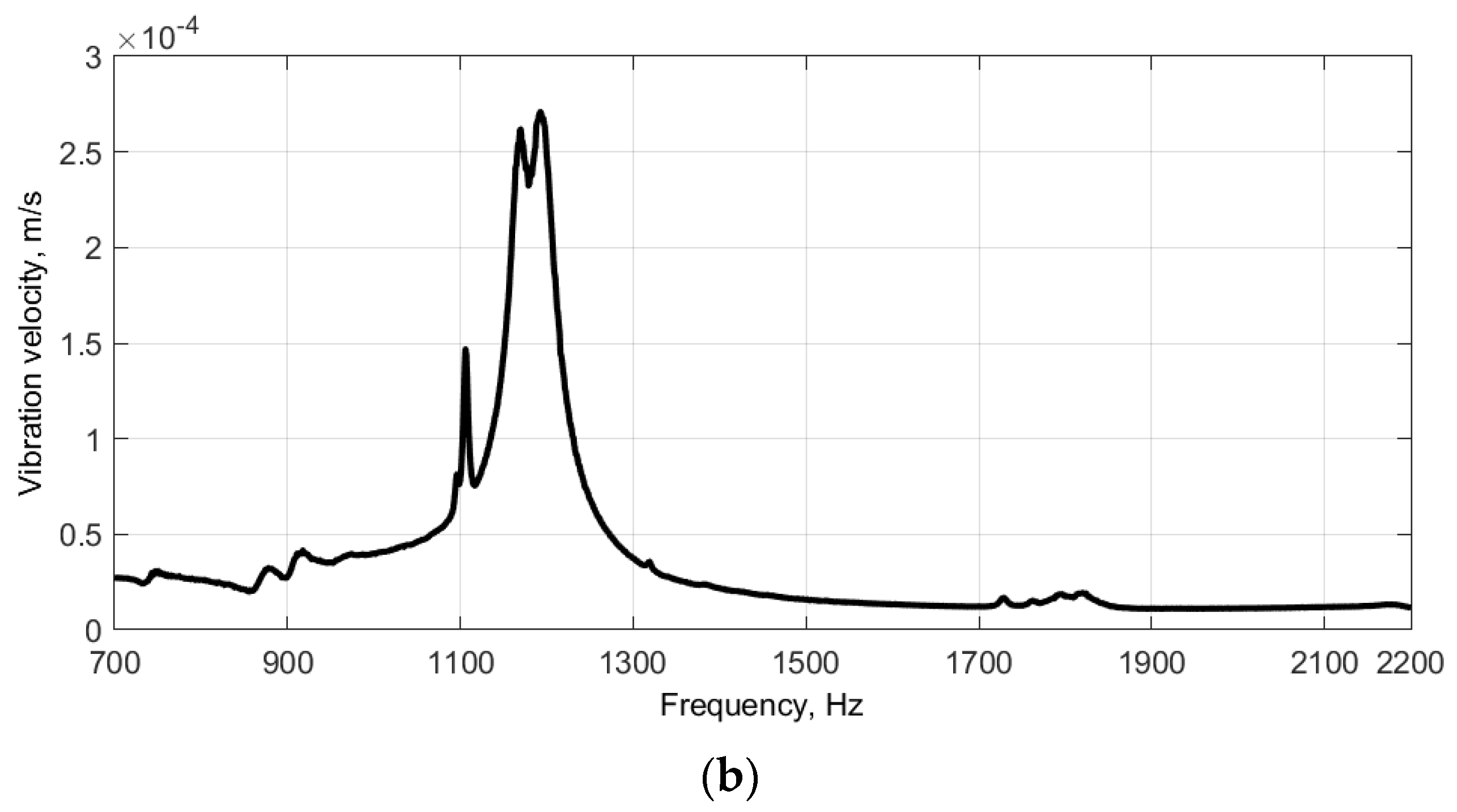
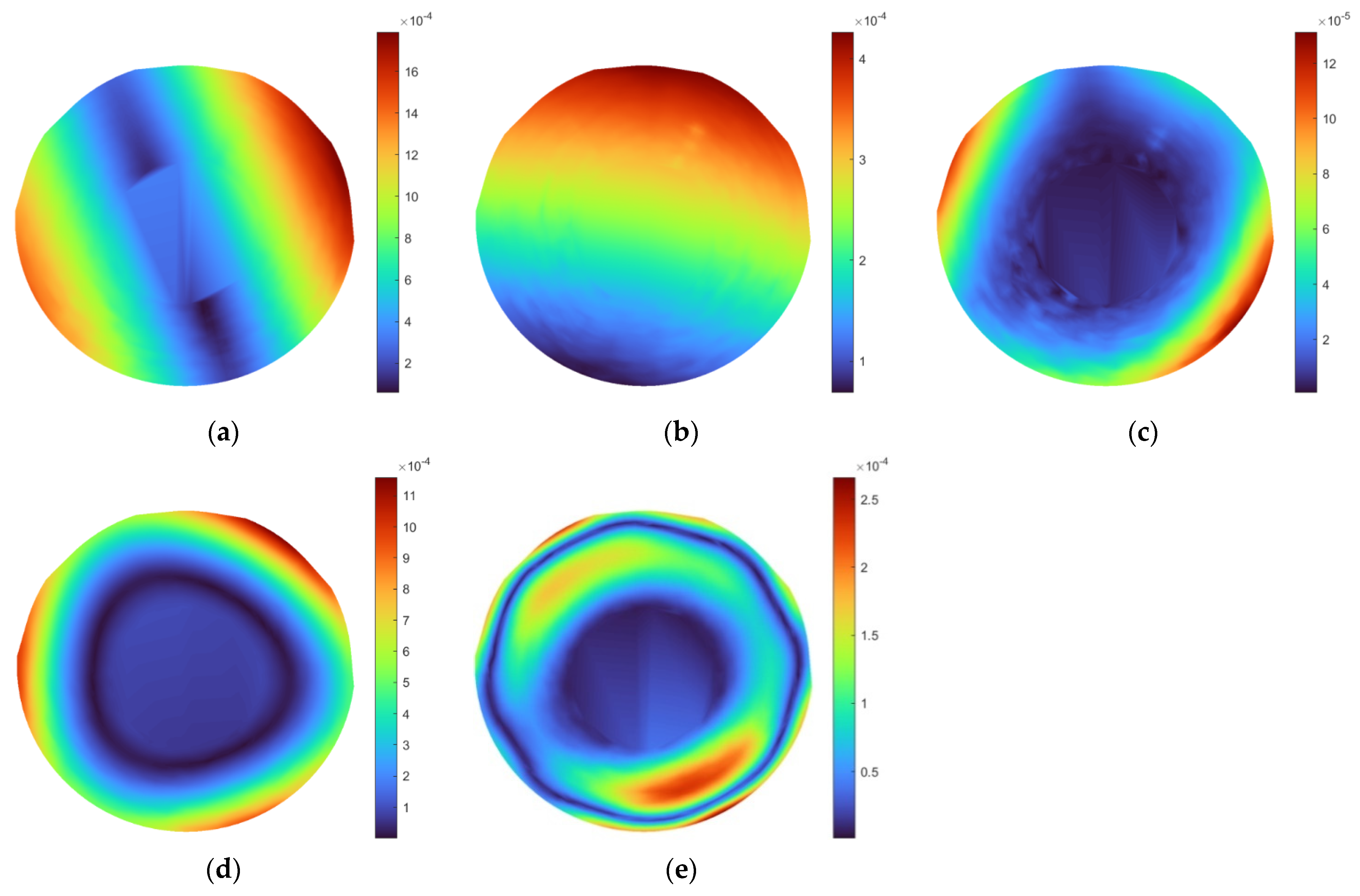
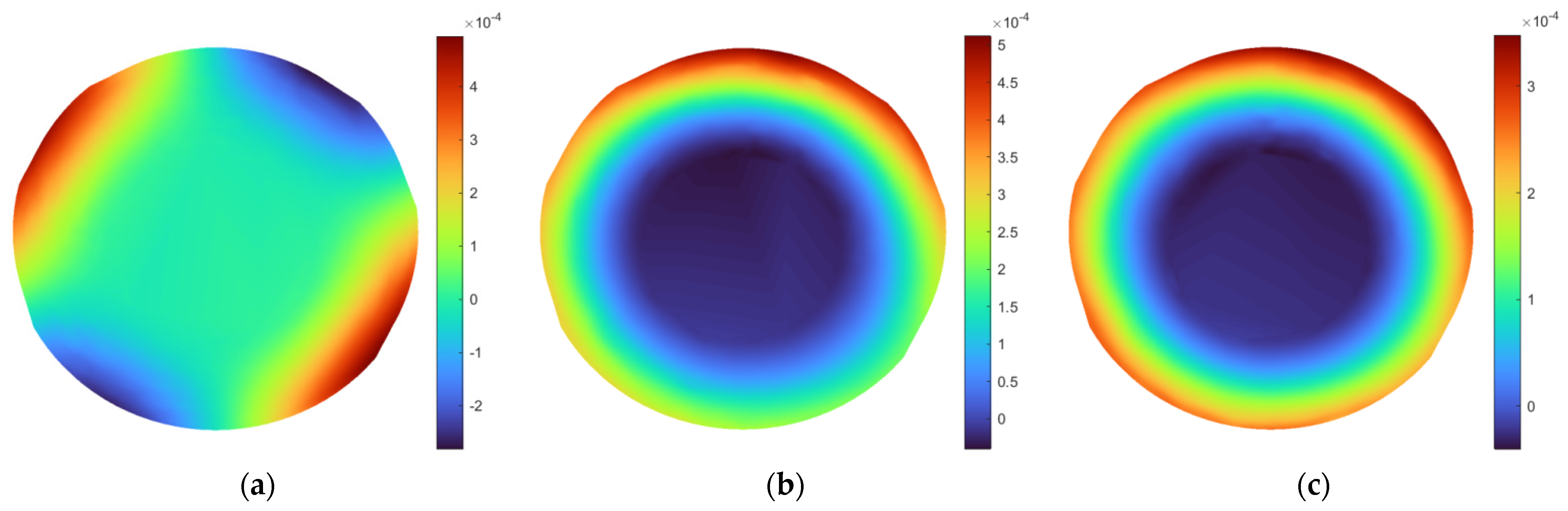
3.1. Damage Identification Based on Modal Analysis
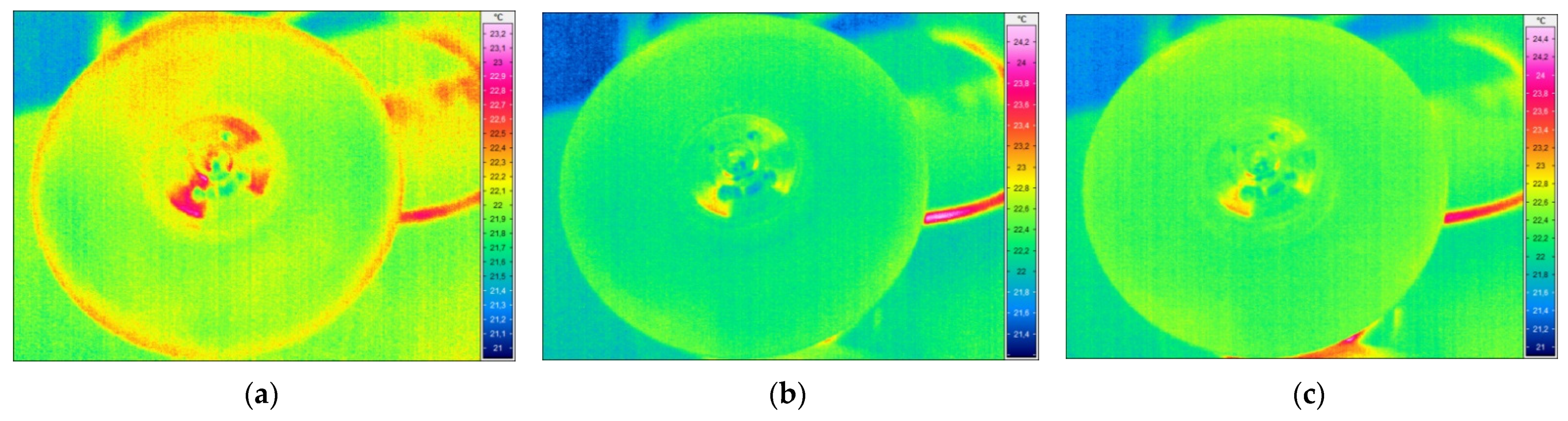
3.2. Infrared Thermography
3.3. Self-Heating Based Vibrothermography
3.4. Ultrasonic Testing
3.5. X-ray Computed Tomography
4. Discussion and Recommendations for NDT Inspection in Industrial Conditions
4.1. Discussion on the Testing Results
- the method based on modal analysis using the laser vibrometry measurement technique with post-processing of mode shapes works well for structures that are flexible enough and/or with sufficiently large defects, which would allow potential defects to affect changes in the mode shapes; these changes do not have to be directly identifiable in their mode shapes, the technique allows its application to even minor defects;
- the method based on modal analysis using the laser vibrometry measurement technique is a non-contact method and therefore it is effective for testing elements with complex geometry;
- based on the presented results, it can be seen that too high of stiffness in the location of defects prevents their successful and unequivocal detection;
- in the light of the research carried out within this study, it can be concluded that the approach based on modal analysis with further post-processing of mode shapes may find potential application in the identification of defects such as surface defects, delamination, foreign objects inclusions, and others, in particular for elements of relatively low stiffness, including thin-walled elements.
- as a result of the conducted tests, it was not possible to detect damage in the form of lower density areas in the tested disks, however, in one of the elements it was possible to stimulate the self-heating effect at the edge, which allows for further consideration of the method in the study of other polymer and composite structures;
- the SHVT technique is a non-contact method and is therefore effective for testing elements with complex geometry;
- the SHVT technique is suitable for the detection and identification of surface defects, delamination, foreign object inclusions, etc., for elements with relatively low stiffness, including thin-walled structures. In particular, defects and damage located in the locations of stress concentration will be well detectable in this case due to the aforementioned relationship of stress and the amount of heat generated in the tested structure;
- the technique, apart from the limitations resulting from stiffness (which was observed in the conducted tests), has a limitation regarding the tested materials: SHVT allows testing only objects made of polymeric materials or containing polymers, such as polymer matrix composites, due to the fact that that the self-heating effect occurs due to the viscoelastic properties of the material from which the test object is made and subjecting it to forced cyclic loads.
- the method of transient thermography is well suited to the detection of surface and subsurface defects and damage, which was confirmed in the present studies, however, its sensitivity significantly decreases with an increase in distance to flaws from the inspected surface, and the closer flaws may mask the underneath ones (see Figure 12);
- an advantage of the IRT technique is the possibility of performing contactless measurements, which makes it possible to test elements with complex geometry;
- this method is characterized by a high speed of testing, which enables a rapid and less costly inspection of elements, e.g., as part of manufacturing quality control;
- the effectiveness of detecting a defect or damage largely depends on the thickness of the tested element and the thermal properties of the material of the tested element—in the case of thick structures, the quality of the obtained results and the detectability may be significantly limited. From the collected results it is visible that identification of lower density areas is possible, however, limited to locations close to the inspected surface. Deeper located flaws may not be visible due to the thermal energy dissipation and small temperature gradients to conclude the presence of a flaw.
- automated UT allowed for successfully identifying lower density areas in the tested disks. Within this study, the resin poor areas were detected and confirmed, which confirms the appropriateness of this technique in the detection and identification of lower density areas;
- automated UT tests allow for the visualization of the geometry of the tested element–determining the correctness of its implementation and determining the size and location of flaws. Moreover, when using signal normalization, it is possible to use time imaging, e.g., to determine the depth of damage;
- the UT testing has several limitations such as the necessity of ultrasonic signal coupling, difficulties in an inspection of thick materials due to high acoustic attenuation, limitations connected with the geometry of the inspected element, a strong influence of the entry surface condition which may influence on signal propagation, etc.
4.2. Recommendations for Industrial Applications of NDT Techniques
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kardos, J.L.; Duduković, M.P.; Dave, R. Void growth and resin transport during processing of thermosetting matrix composite. Adv. Polym. Sci. 1986, 80, 101–123. [Google Scholar]
- Bodaghi, M.; Cristóvão, C.; Gomes, R.; Correia, N.C. Experimental characterization of voids in high fibre volume fraction composites processed by high injection pressure RTM. Compos. Part A Appl. Sci. Manuf. 2016, 82, 88–99. [Google Scholar] [CrossRef]
- Liu, X.; Chen, F. A review of void formation and its effects on the mechanical performance of carbon fiber reinforced plastic. Eng. Trans. 2016, 64, 33–51. [Google Scholar]
- Bhudolia, S.K.; Perrotey, P.; Joshi, S.C. Optimizing polymer infusion process for thin ply textile composites with novel matrix system. Materials 2017, 10, 293. [Google Scholar] [CrossRef] [Green Version]
- Hergan, P.; Fauster, E.; Perkonigg, D.; Pinter, G.; Schledjewski, R. Flow-speed-controlled quality optimisation for one-shot-hybrid RTM parts. Adv. Manuf. Polym. Compos. Sci. 2020, 6, 29–37. [Google Scholar] [CrossRef]
- Nsengiyumva, W.; Zhong, S.; Lin, J.; Zhang, Q.; Zhong, J.; Huang, Y. Advances, limitations and prospects of nondestructive testing and evaluation of thick composites and sandwich structures: A state-of-the-art review. Compos. Struct. 2021, 256, 112951. [Google Scholar] [CrossRef]
- Wood, J.R.; Bader, M.G. Void control for polymer-matrix composites (1): Theoretical and experimental methods for determining the growth and collapse of gas bubbles. Compos. Manuf. 1994, 5, 139–147. [Google Scholar] [CrossRef]
- Mehdikhani, M.; Gorbatikh, L.; Verpoest, I.; Lomov, S.V. Voids in fiber-reinforced polymer composites: A review on their formation, characteristics, and effects on mechanical performance. J. Compos. Sci. 2019, 53, 1579–1669. [Google Scholar] [CrossRef]
- Sun, S.; Han, Z.; Fu, H.; Jin, H.; Singh Dhupia, J.; Wang, Y. Defect characteristics and online detection techniques during manufacturing of frps using automated fiber placement: A review. Polymers 2020, 12, 1337. [Google Scholar] [CrossRef]
- Griffith, A.A. The phenomena of rupture and flow in solids. Philos. Trans. R. Soc. Lond. Ser. A 1921, 221, 163–198. [Google Scholar]
- Gamstedt, E.K.; Berglund, L.A.; Peijs, T. Fatigue mechanisms in unidirectional glass-fibre-reinforced polypropylene. Compos. Sci. Techol. 1999, 59, 759–768. [Google Scholar] [CrossRef]
- Bureau, M.N.; Denault, J. Fatigue behavior of continuous glass fiber composites: Effect of the matrix nature. Polym. Compos. 2000, 21, 636–644. [Google Scholar] [CrossRef]
- Lee, C.-L.; Wei, K.-H. Resin Transfer Molding (RTM) process of a high performance epoxy resin. II: Effects of process variables on the physical, static and dynamic mechanical behavior. Polym. Eng. Sci. 2000, 40, 935–943. [Google Scholar] [CrossRef]
- Costa, M.L.; Rezende, M.C.; de Almeida, S.F.M. Strength of hygrothermally conditioned polymer composites with voids. J. Compos. Mater. 2005, 39, 1943–1961. [Google Scholar] [CrossRef]
- Costa, M.L.; Rezende, M.C.; de Almeida, S.F.M. Effect of void content on the moisture absorption in polymeric composites. Polym.-Plast. Technol. 2006, 45, 691–698. [Google Scholar] [CrossRef]
- Zhang, A.; Li, D.; Lu, H.; Zhang, D. Qualitative separation of the effect of voids on the bending fatigue performance of hygrothermal conditioned carbon/epoxy composites. Mater. Des. 2011, 32, 4803–4809. [Google Scholar] [CrossRef]
- Zhang, X.; Duan, Y.; Zhao, X.; Li, D. Effects of quasi-3D stacking architecture on interlaminar shear strength and void content of FRP. J. Appl. Polym. Sci. 2014, 131, 41076. [Google Scholar] [CrossRef]
- Yang, J.-S.; Ma, L.; Chaves-Vargas, M.; Huang, T.-X.; Schröder, K.-U.; Schmidt, R.; Wu, L.-Z. Influence of manufacturing defects on modal properties of composite pyramidal truss-like core sandwich cylindrical panels. Compos. Sci. Technol. 2017, 147, 89–99. [Google Scholar] [CrossRef]
- Huang, H.; Talreja, R. Effects of void geometry on elastic properties of unidirectional fiber reinforced composites. Compos. Sci. Technol. 2005, 65, 1964–1981. [Google Scholar] [CrossRef]
- Chew, H.B.; Guo, T.F.; Cheng, L. Effects of pressure-sensitivity and plastic dilatancy on void growth and interaction. Int. J. Solids Struct. 2006, 43, 6380–6397. [Google Scholar] [CrossRef] [Green Version]
- Lambert, J.; Chambers, A.R.; Sinclair, I.; Spearing, S.M. 3D damage characterisation and the role of voids in the fatigue of wind turbine blade materials. Compos. Sci. Technol. 2012, 72, 337–343. [Google Scholar] [CrossRef]
- Protz, R.; Kosmann, N.; Gude, M.; Hufenbach, W.; Schulte, K.; Fiedler, B. Voids and their effect on the strain rate dependent material properties and fatigue behaviour of non-crimp fabric composites materials. Compos. Part B Eng. 2015, 83, 346–351. [Google Scholar] [CrossRef]
- Hernandez-Contreras, A.; Ruiz-Huerta, L.; Caballero-Ruiz, A.; Moock, V.; Siller, H.R. Extended CT void analysis in FDM additive manufacturing components. Materials 2020, 13, 3831. [Google Scholar] [CrossRef] [PubMed]
- Cheng, L.; Guo, T.F. Void interaction and coalescence in polymeric materials. Int. J. Solids Struct. 2007, 44, 1787–1808. [Google Scholar] [CrossRef] [Green Version]
- Chowdhury, K.A.; Talreja, R.; Benzerga, A.A. Effects of manufacturing-induced voids on local failure in polymer-based composites. J. Eng. Mater. Technol. 2008, 130, 021010. [Google Scholar] [CrossRef]
- Sisodia, S.M.; Bull, D.J.; George, A.R.; Gamstedt, E.K.; Mavrogordato, M.N.; Fullwood, D.T.; Spearing, S.M. The effects of voids in quasi-static indentation of resin-infused reinforced polymers. J. Compos. Mater. 2019, 53, 4399–4410. [Google Scholar] [CrossRef]
- Gutfleisch, F.; Niemeyer, L. Measurement and simulation of PD in epoxy voids. IEEE Trans. Dielectr. Electr. Insul. 1995, 2, 729–743. [Google Scholar] [CrossRef]
- Lopes, B.R.B.; Bezerra, J.M.B.; Ferreira, V.A.L. Study of the criticality of internal voids in polymeric insulators with 15 kV voltage class. In Proceedings of the 7th Brazilian Electrical Systems Symposium, Niteroi-Rio de Janeiro, Brazil, 12–16 May 2018; pp. 1–5. [Google Scholar]
- Rodriguez-Serna, J.M.; Albarracín-Sánchez, R.; Dong, M.; Ren, M. Computer simulation of partial discharges in voids inside epoxy resins using three-capacitance and analytical models. Polymers 2020, 12, 77. [Google Scholar] [CrossRef] [Green Version]
- Pawlak, A.; Galeski, A.; Rozanski, A. Cavitation during deformation of semicrystalline polymers. Prog. Polym. Sci. 2014, 39, 921–958. [Google Scholar] [CrossRef]
- Jolly, M.R.; Prabhakar, A.; Sturzu, B.; Hollstein, K.; Singh, R.; Thomas, S.; Shaw, A. Review of non-destructive testing (NDT) techniques and their applicability to thick walled composites. Proc. CIRP 2015, 38, 129–136. [Google Scholar] [CrossRef] [Green Version]
- Hernández, S.; Sket, F.; Molina-Aldareguía, J.M.; González, C.; LLorca, J. Effect of curing cycle on void distribution and interlaminar shear strength in polymer-matrix composites. Compos. Sci. Technol. 2011, 71, 1331–1341. [Google Scholar] [CrossRef] [Green Version]
- Little, J.E.; Yuan, X.; Jones, M.A. Characterisation of voids in fibre reinforced composite materials. NDTE Int. 2012, 46, 122–127. [Google Scholar] [CrossRef]
- Plank, B.; Mayr, G.; Reh, A.; Kiefel, D.; Stoessel, R.; Kastner, J. Evaluation and visualisation of shape factors in dependence of the void content within CFRP by means of X-ray computed tomography. In Proceedings of the 11th European Conference on Non-Destructive Testing (ECNDT 2014), Prague, Czech Republic, 6–10 October 2014; NDT.net. pp. 1–9. [Google Scholar]
- Landro, L.D.; Montalto, A.; Bettini, P.; Guerra, S.; Montagnoli, F.; Rigamonti, M. Detection of voids in carbon/epoxy laminates and their influence on mechanical properties. Polym. Polym. Compos. 2017, 25, 371–380. [Google Scholar] [CrossRef]
- Wang, P.; Lei, H.; Zhu, X.; Chen, H.; Wang, C.; Fang, D. Effect of manufacturing defect on mechanical performance of plain weave carbon/epoxy composite based on 3D geometrical reconstruction. Compos. Struct. 2018, 199, 38–52. [Google Scholar] [CrossRef]
- Mehdikhani, M.; Straumit, I.; Gorbatikh, L.; Lomov, S.V. Detailed characterization of voids in multidirectional carbon fiber/epoxy composite laminates using X-ray micro-computed tomography. Compos. Part A Appl. Sci. Manuf. 2019, 125, 105532. [Google Scholar] [CrossRef]
- Madra, A.; Van-Pham, D.-T.; Nguyen, M.-T.; Nguyen, C.-N.; Breitkopf, P.; Trochu, F. Automated identification of defect morphology and spatial distribution in woven composites. J. Compos. Sci. 2020, 4, 178. [Google Scholar] [CrossRef]
- Gholizadeh, S. A review of non-destructive testing methods of composite materials. Proc. Struct. Integr. 2016, 1, 50–57. [Google Scholar] [CrossRef] [Green Version]
- Birt, E.A.; Smith, R.A. A review of NDE methods for porosity measurement in fibre-reinforced polymer composites. Insight 2004, 46, 681–686. [Google Scholar] [CrossRef]
- Saenz-Castillo, D.; Martín, M.I.; Calvo, S.; Rodriguez-Lence, F.; Güemes, A. Effect of processing parameters and void content on mechanical properties and NDI of thermoplastic composites. Compos. Part A Appl. Sci. Manuf. 2019, 121, 308–320. [Google Scholar] [CrossRef]
- Ibrahim, M.E. Ultrasonic inspection of hybrid polymer matrix composites. Compos. Sci. Technol. 2021, 208, 10855. [Google Scholar] [CrossRef]
- Ashir, M.; Nocke, A.; Bulavinov, A.; Pinchuk, R.; Cherif, C. Sampling phased array technology for the detection of voids in carbon fiber-reinforced plastics. J. Text. Inst. 2019, 110, 1703–1709. [Google Scholar] [CrossRef]
- Wronkowicz-Katunin, A.; Katunin, A.; Dragan, K. Reconstruction of barely visible impact damage in composite structures based on non-destructive evaluation results. Sensors 2019, 19, 4629. [Google Scholar] [CrossRef] [Green Version]
- Katunin, A.; Wronkowicz-Katunin, A.; Danek, W.; Wyleżoł, M. Modeling of a realistic barely visible impact damage in composite structures based on NDT techniques and numerical simulations. Compos. Struct. 2021, 267, 113889. [Google Scholar] [CrossRef]
- Schmidt, F.; Rheinfurth, M.; Horst, P.; Busse, G. Multiaxial fatigue behaviour of GFRP with evenly distributed or accumulated voids monitored by various NDT methodologies. Int. J. Fatigue 2012, 43, 207–216. [Google Scholar] [CrossRef]
- Siegel, J.E.; Beemer, M.A.; Shepard, S.M. Automated non-destructive inspection of fused filament fabrication components using Thermographic Signal Reconstruction. Addit. Manuf. 2020, 31, 100923. [Google Scholar] [CrossRef]
- Meinlschmidt, P.; Aderhold, J. Thermographic inspection of rotor blades. In Proceedings of the 9th European Conference on Non-Destructive Testing (ECNDT 2006), Berlin, Germany, 25–29 September 2006; NDT.net, Tu.1.5.3. pp. 1–9. [Google Scholar]
- Yang, B.; Huang, Y.; Cheng, L. Defect detection and evaluation of ultrasonic infrared thermography for aerospace CFRP composites. Infrared Phys. Technol. 2013, 60, 166–173. [Google Scholar] [CrossRef]
- Yang, R.; He, Y. Optically and non-optically excited thermography for composites: A review. Infrared Phys. Technol. 2016, 75, 26–50. [Google Scholar] [CrossRef]
- Katunin, A. A concept of thermographic method for non-destructive testing of polymeric composite structures using self-heating effect. Sensors 2018, 18, 74. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Katunin, A.; Wachla, D. Analysis of defect detectability in polymeric composites using self-heating based vibrothermography. Compos. Struct. 2018, 201, 760–765. [Google Scholar] [CrossRef]
- Amenabar, I.; Lopez, F.; Mendikute, A. In introductory review to THz non-destructive testing of composite mater. J. Infrared Millim. Terahertz Waves 2013, 34, 152–169. [Google Scholar] [CrossRef]
- Yakovlev, E.V.; Zytsev, K.I.; Dolganova, I.N.; Yurchenko, S.O. Non-destructive evaluation of polymer composite materials at the manufacturing stage using terahertz pulsed spectroscopy. IEEE Trans. Terahertz Sci. Technol. 2015, 5, 810–816. [Google Scholar] [CrossRef]
- Zhang, J.; Li, W.; Cui, H.-L.; Shi, C.; Han, X.; Ma, Y.; Chen, J.; Chang, T.; Wei, D.; Zhang, Y.; et al. Nondestructive evaluation of carbon fiber reinforced polymer composites using reflective terahertz imaging. Sensors 2016, 16, 875. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Friedrich, F.; May, K.H.; Baccouche, B.; Matheis, C.; Bauer, M.; Jonuscheit, J.; Moor, M.; Denman, D.; Bramble, J.; Savage, N. Terahertz radome inspection. Photonics 2018, 5, 1. [Google Scholar] [CrossRef] [Green Version]
- Zhang, X.; Guo, Q.; Chang, T.; Cui, H.-L. Broadband stepped-frequency modulated continuous terahertz wave tomography for non-destructive inspection of polymer materials. Polym. Test. 2019, 76, 455–463. [Google Scholar] [CrossRef]
- Pałka, N.; Rybak, A.; Jakubowski, T.; Florkowski, M.; Kowalski, M.; Zagrajek, P.; Życzkowski, M.; Ciurapiński, W.; Jodłowski, L.; Walczakowski, M. Monitoring of air voids at plastic-metal interfaces by terahertz radiation. Infrared Phys. Technol. 2020, 104, 103119. [Google Scholar] [CrossRef]
- Caniato, M.; Bettarello, F.; Marsich, L.; Ferluga, A.; Sbaizero, O.; Schmid, C. Impulse response method for defect detection in polymers: Description of the method and preliminary results. Polym. Test. 2016, 55, 78–87. [Google Scholar] [CrossRef]
- Bayissa, W.L.; Haritos, N.; Thelandersson, S. Vibration-based structural damage identification using wavelet transform. Mech. Syst. Signal Pr. 2008, 22, 1194–1215. [Google Scholar] [CrossRef]
- Katunin, A. Damage identification in composite plates using two-dimensional B-spline wavelets. Mech. Syst. Signal Process. 2011, 25, 3153–3167. [Google Scholar] [CrossRef]
- Katunin, A.; Dragan, K.; Dziendzikowski, M. Damage identification in aircraft composite structures: A case study using various non-destructive testing techniques. Compos. Struct. 2015, 127, 1–9. [Google Scholar] [CrossRef]
- Seixas, E.; Pereira, G.B.; Rebello, J.M.A.; Velloso, C.S.; Costa, C.A. Applicability of nondestructive testing to detect cavities in PVDF polymer. J. Mater. Res. Technol. 2020, 9, 13294–13300. [Google Scholar] [CrossRef]
- Katunin, A. Criticality of the self-heating effect in polymers and polymer matrix composites during fatigue, and their application in non-destructive testing. Polymers 2019, 11, 19. [Google Scholar] [CrossRef] [Green Version]
- Roach, D.; Neidigk, S.; Rice, T.; Duvall, R.; Paquette, J. Development and assessment of advanced inspection methods for wind turbine blades using a focused WINDIE experiment. In Proceedings of the 33rd Wind Energy Symposium, Kissimmee, FL, USA, 5–9 January 2015; pp. 1–25. [Google Scholar]
- Lizaranzu, M.; Lario, A.; Chiminelli, A.; Amenabar, I. Non-destructive testing of composite materials by means of active thermography-based tools. Infrared Phys. Technol. 2015, 71, 113–120. [Google Scholar] [CrossRef]
- Zhou, B.; Yu, F.; Li, H.; Xin, W. A quantitative study on the void defects evolving into damage in wind turbine blade based on internal energy storage. Appl. Sci. 2020, 10, 491. [Google Scholar] [CrossRef] [Green Version]
- Wronkowicz, A.; Dragan, K.; Lis, K. Assessment of uncertainty in damage evaluation by ultrasonic testing of composite structures. Compos. Struct. 2018, 203, 71–84. [Google Scholar] [CrossRef]
- Ibrahim, M.E. Nondestructive evaluation of thick-section composites and sandwich structures: A review. Compos. Part A Appl. Sci. Manuf. 2014, 64, 36–48. [Google Scholar] [CrossRef]
- Maurer, A.; Haase, W.; Henrich, R.; Koch, R.; de Odorico, W. Automated inspection of complex composite components in the production cycle. In Proceedings of the 17th World Conference on Nondestructive Testing, Shanghai, China, 25–28 October 2008; NDT.net. pp. 1–6. [Google Scholar]
- Godínez-Azcuaga, V.F.; Carlos, M.F.; Donahue, J. Automated ultrasonic testing during production: Avoiding bottlenecks and increasing throughput. In Proceedings of the 5th International Symposium on NDT in Aerospace, Singapore, 13–15 November 2013; NDT.net. pp. 1–8. [Google Scholar]
- Boichuk, A.S.; Dikov, I.A.; Chertishchev, V.Y.; Generalov, A.S. Determining porosity of monolithic zones in aircraft parts and assemblies made of PCMs using ultrasound pulse echo method. Russ. J. Nondestruct. Test. 2019, 55, 1–7. [Google Scholar] [CrossRef]
- Schroeder, J.A.; Ahmed, T.; Chaudhry, B.; Shepard, S. Non-destructive testing of structural composites and adhesively bonded composite joints: Pulsed thermography. Compos. Part A Appl. Sci. Manuf. 2002, 33, 1511–1517. [Google Scholar] [CrossRef]
- Hellstein, P.; Szwedo, M. 3D thermography in non-destructive testing of composite structures. Meas. Sci. Technol. 2016, 27, 124006. [Google Scholar] [CrossRef]
- Popow, V.; Gurka, M. Full factorial analysis of the accuracy of automated quantification of hidden defects in an anisotropic carbon fibre reinforced composite shell using pulse phase thermography. NDTE Int. 2020, 116, 102359. [Google Scholar] [CrossRef]
- Elenchezhian, M.R.P.; Vadlamudi, V.; Raihan, R.; Reifsnider, K.; Reifsnider, E. Artificial intelligence in real-time diagnostics and prognostics of composite materials and its uncertainties—A review. Smart Mater. Struct. 2021, 30, 083001. [Google Scholar] [CrossRef]
- Ciampaglia, A.; Mastropietro, A.; De Gregorio, A.; Vaccarino, F.; Busto, E.; Belingardi, G. Artificial Intelligence for damage detection in automotive composite parts: A use case. SAE Tech. Pap. 2021. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Katunin, A.; Dragan, K.; Nowak, T.; Chalimoniuk, M. Quality Control Approach for the Detection of Internal Lower Density Areas in Composite Disks in Industrial Conditions Based on a Combination of NDT Techniques. Sensors 2021, 21, 7174. https://doi.org/10.3390/s21217174
Katunin A, Dragan K, Nowak T, Chalimoniuk M. Quality Control Approach for the Detection of Internal Lower Density Areas in Composite Disks in Industrial Conditions Based on a Combination of NDT Techniques. Sensors. 2021; 21(21):7174. https://doi.org/10.3390/s21217174
Chicago/Turabian StyleKatunin, Andrzej, Krzysztof Dragan, Tomasz Nowak, and Marek Chalimoniuk. 2021. "Quality Control Approach for the Detection of Internal Lower Density Areas in Composite Disks in Industrial Conditions Based on a Combination of NDT Techniques" Sensors 21, no. 21: 7174. https://doi.org/10.3390/s21217174
APA StyleKatunin, A., Dragan, K., Nowak, T., & Chalimoniuk, M. (2021). Quality Control Approach for the Detection of Internal Lower Density Areas in Composite Disks in Industrial Conditions Based on a Combination of NDT Techniques. Sensors, 21(21), 7174. https://doi.org/10.3390/s21217174