
Strategy to Decrease the Angle Measurement Error Introduced by the Use of Circular Grating in Dynamic Torque Calibration

 ,
,
Abstract
:1. Introduction
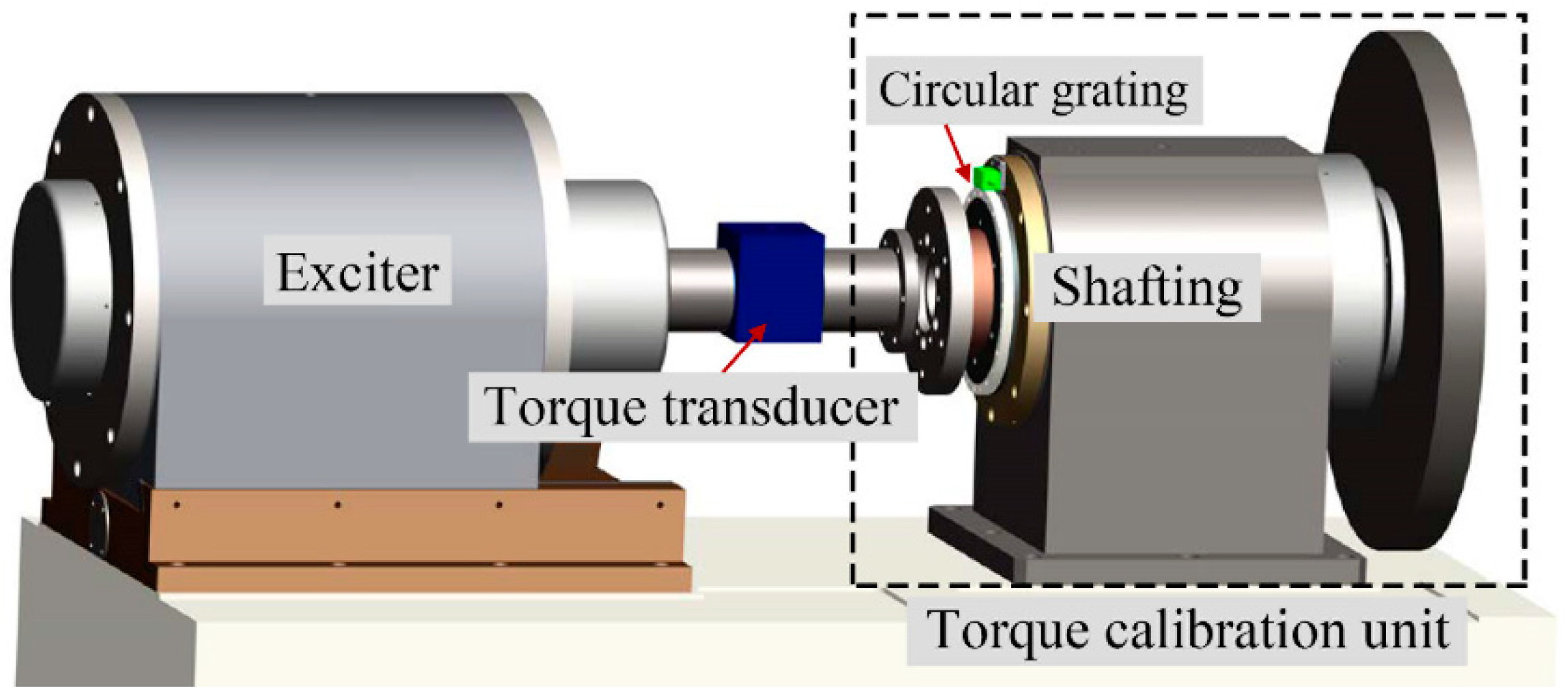
2. Dynamic Torque Calibration System
3. Establishment and Simulation Analysis of Angle Measurement Error Model
3.1. Angle Measurement Error Modeling
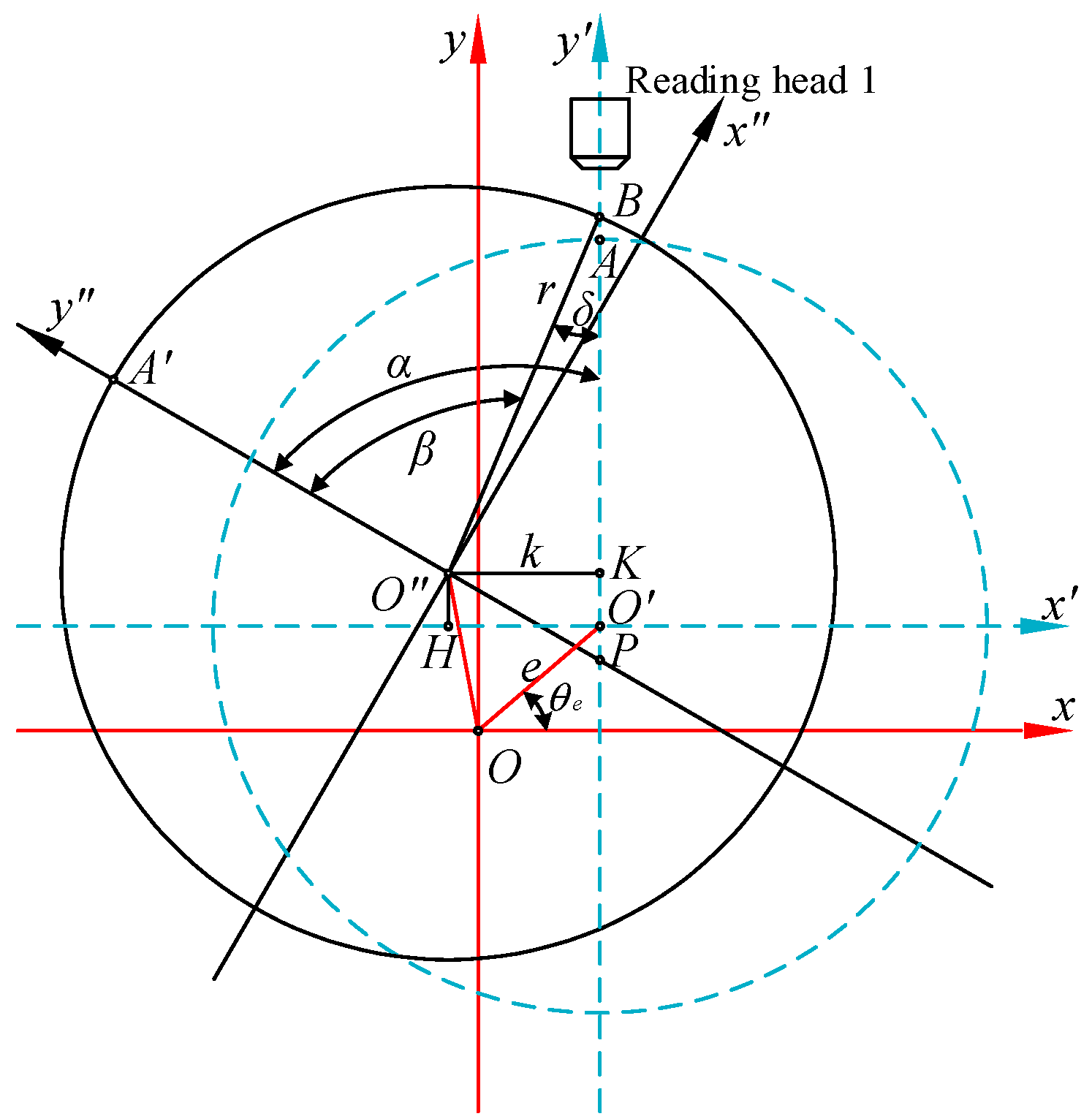
3.1.1. Eccentricity Error Modeling
- When θe = ±π/2, and . In this case, the initial y′-axis of the RCS coincides with the y-axis of the FCS. Then, Equation (7) can be simplified to:
- When θe = 0 or θe = π, , . In this case, the initial x′-axis of the RCS coincides with the x-axis of the FCS. Then, Equation (7) can be simplified to:
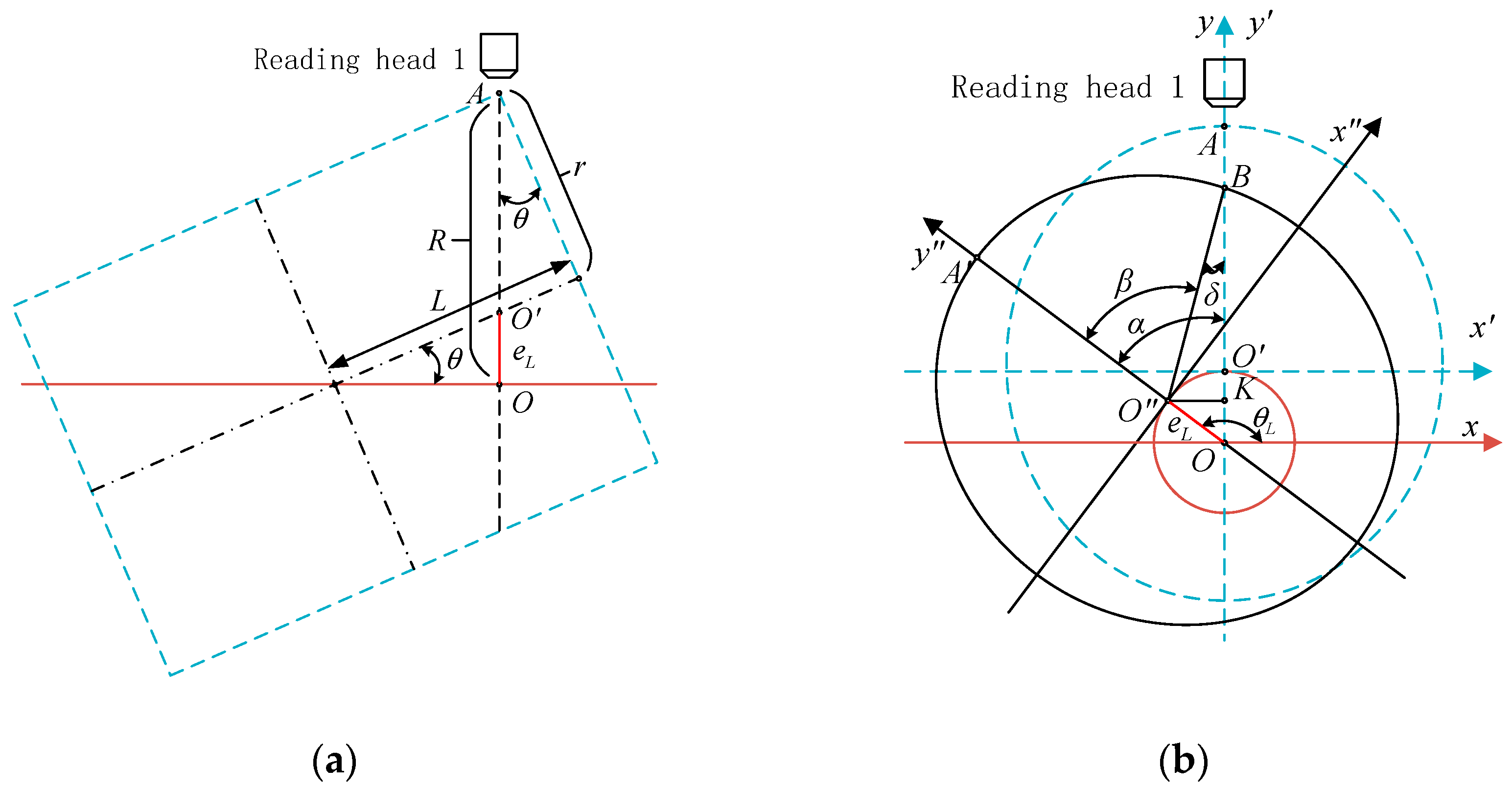
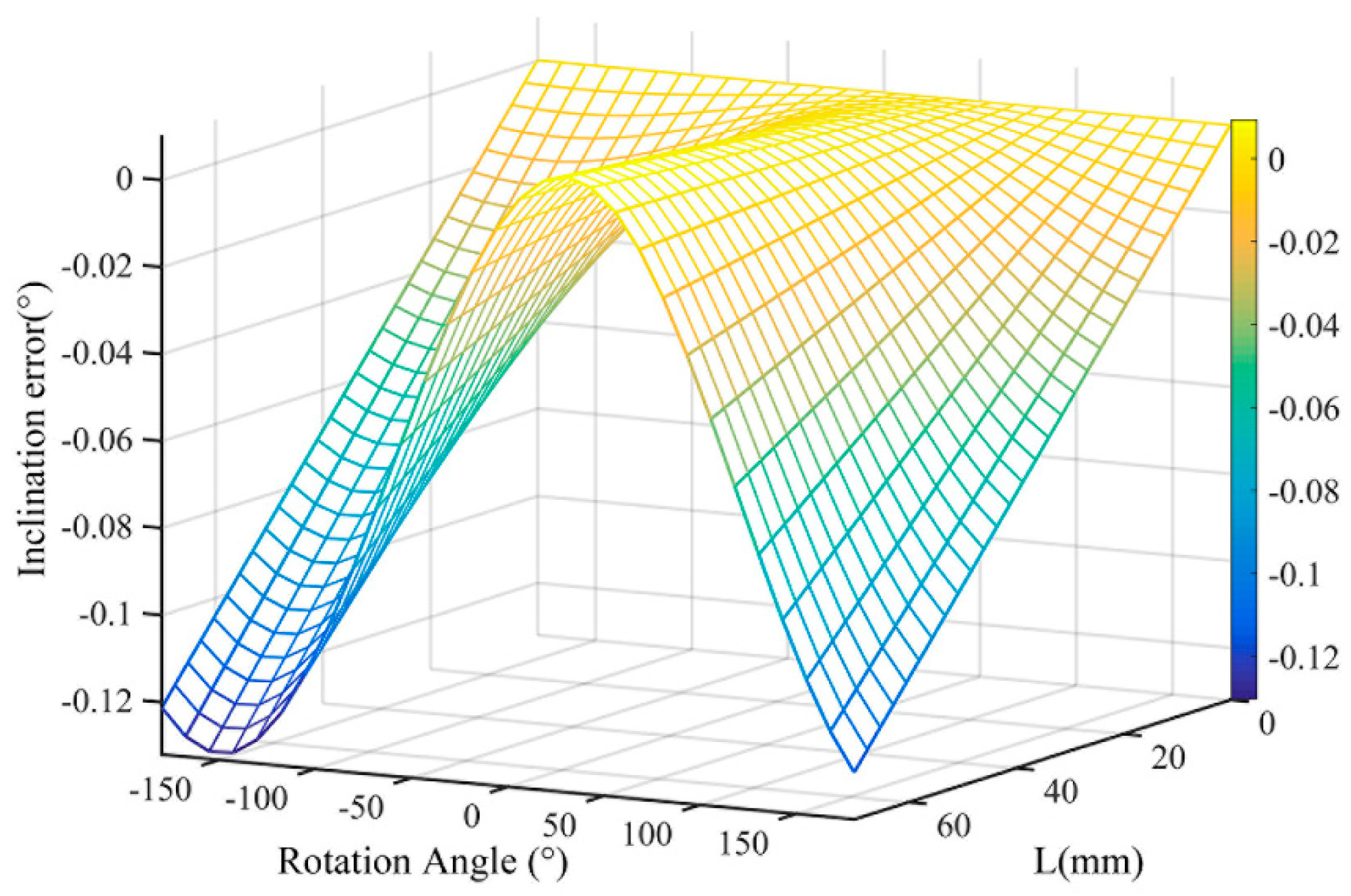
3.1.2. Inclination Error Modeling
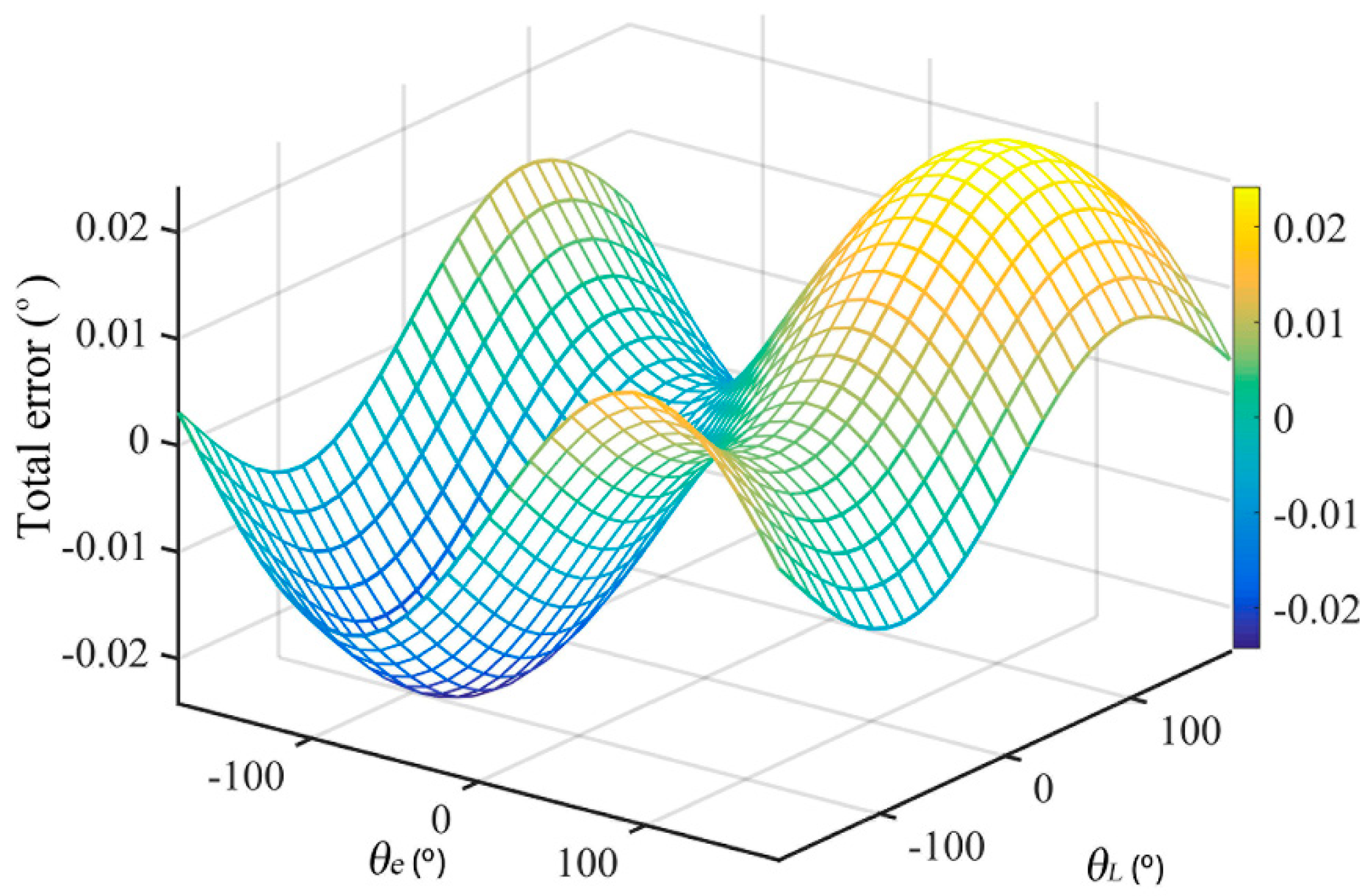
3.1.3. Total Error Model
3.2. Simulation Comparison of Various Models of Angle Measurement Error
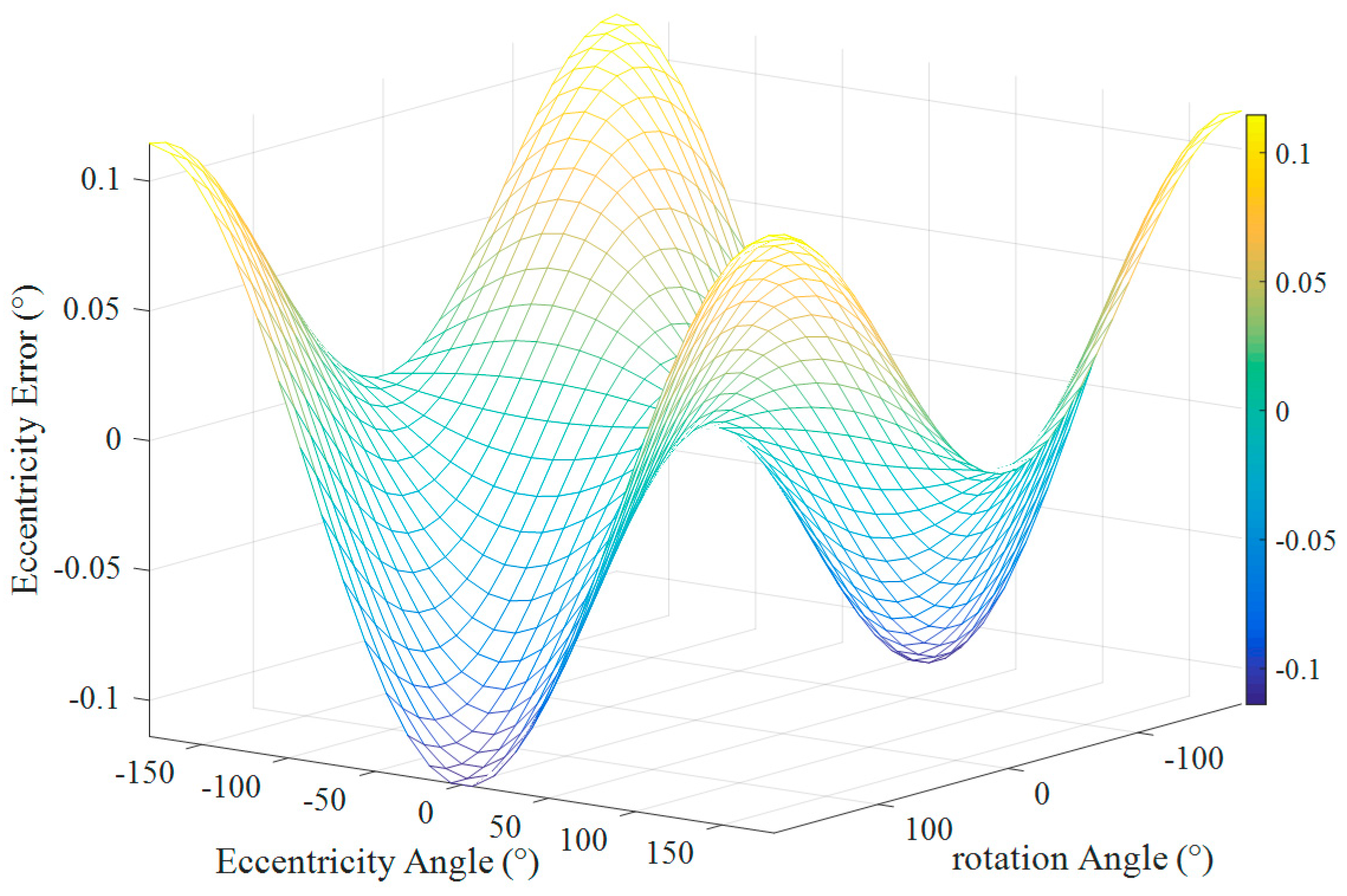
3.2.1. Simulation Comparison between the Eccentricity Error Model and the Inclination Error Model
3.2.2. Total Error Simulation
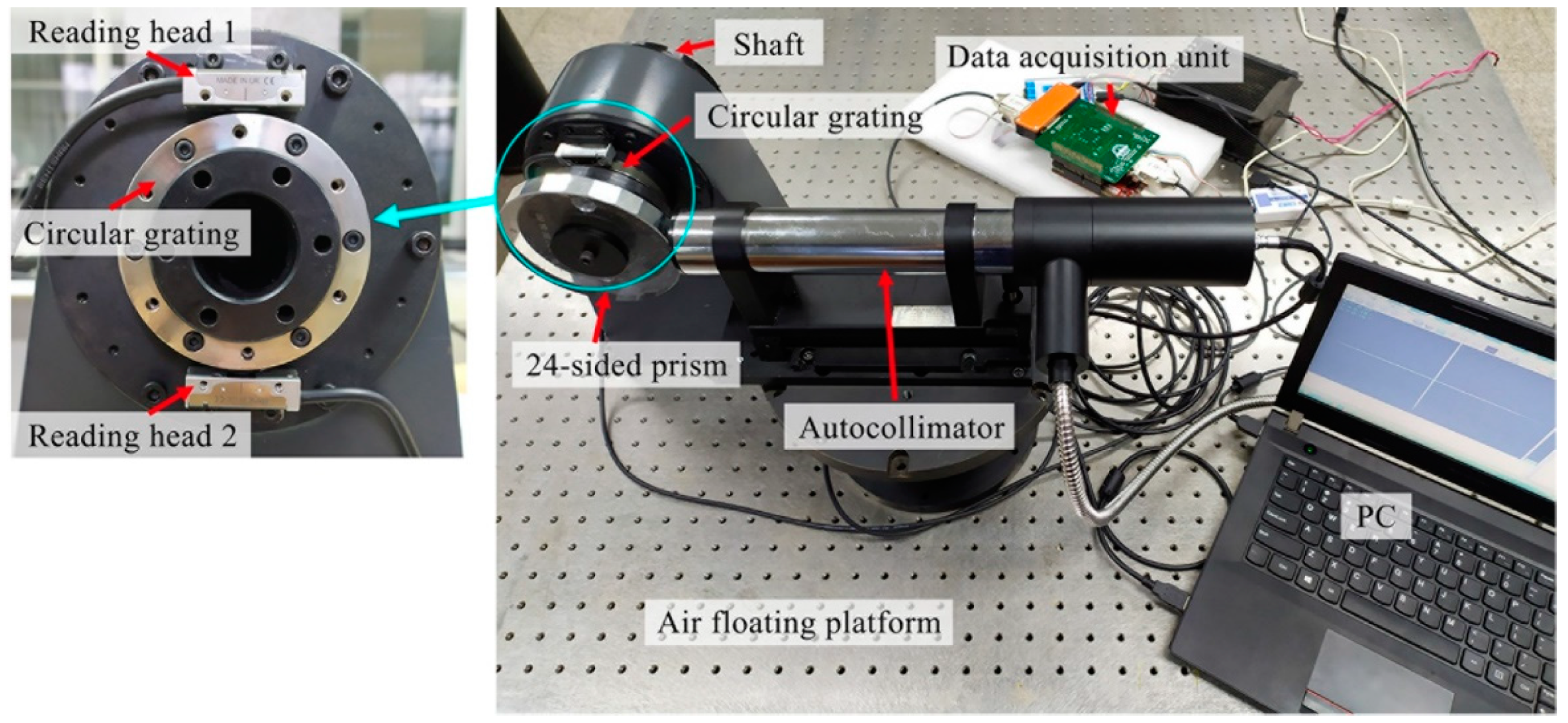
4. Error Calibration and Compensation Experiment
4.1. Experiment Setup
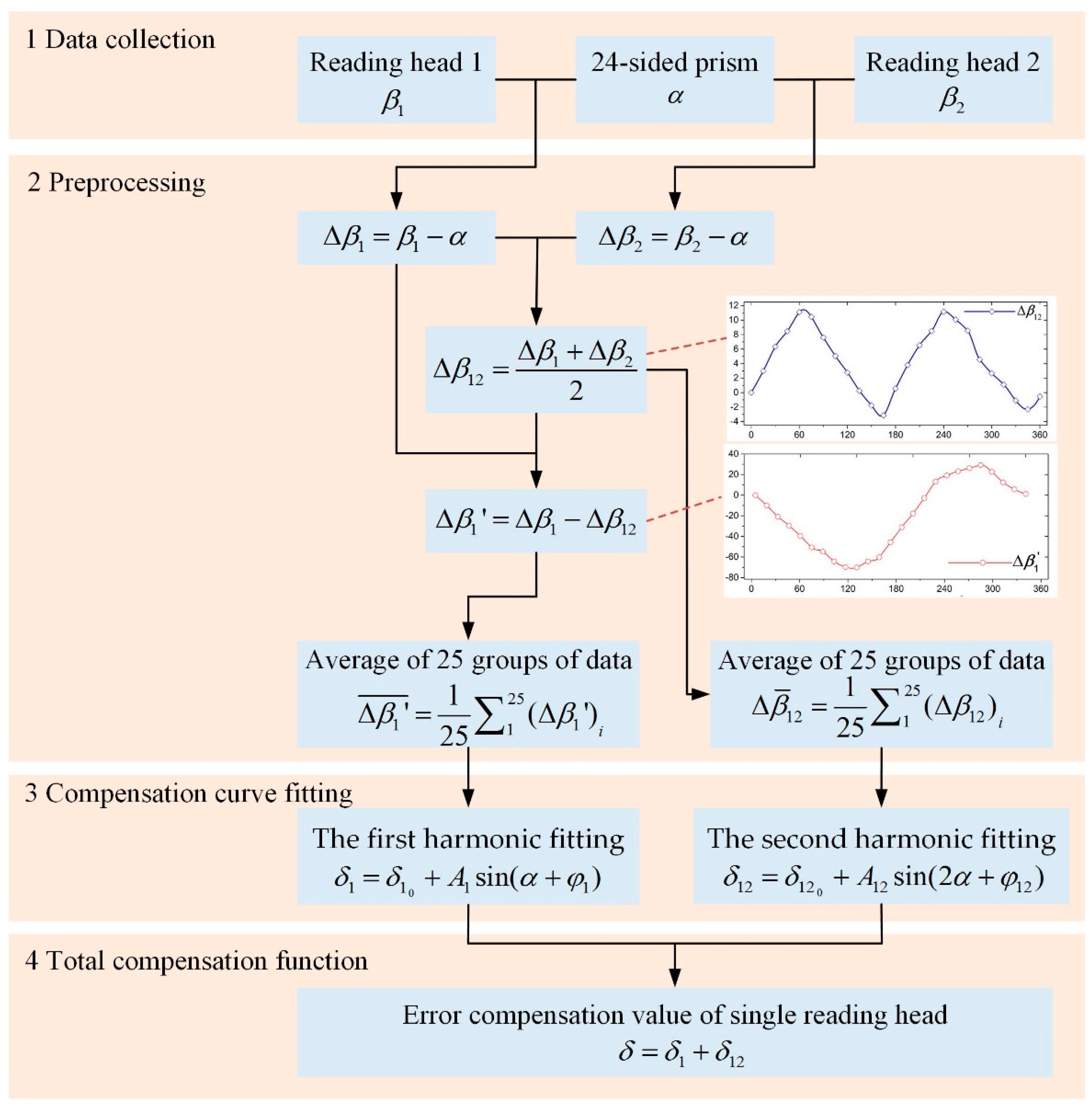
4.2. Calibration and Compensation Method for the Angle Measurement Error
5. Results and Discussion
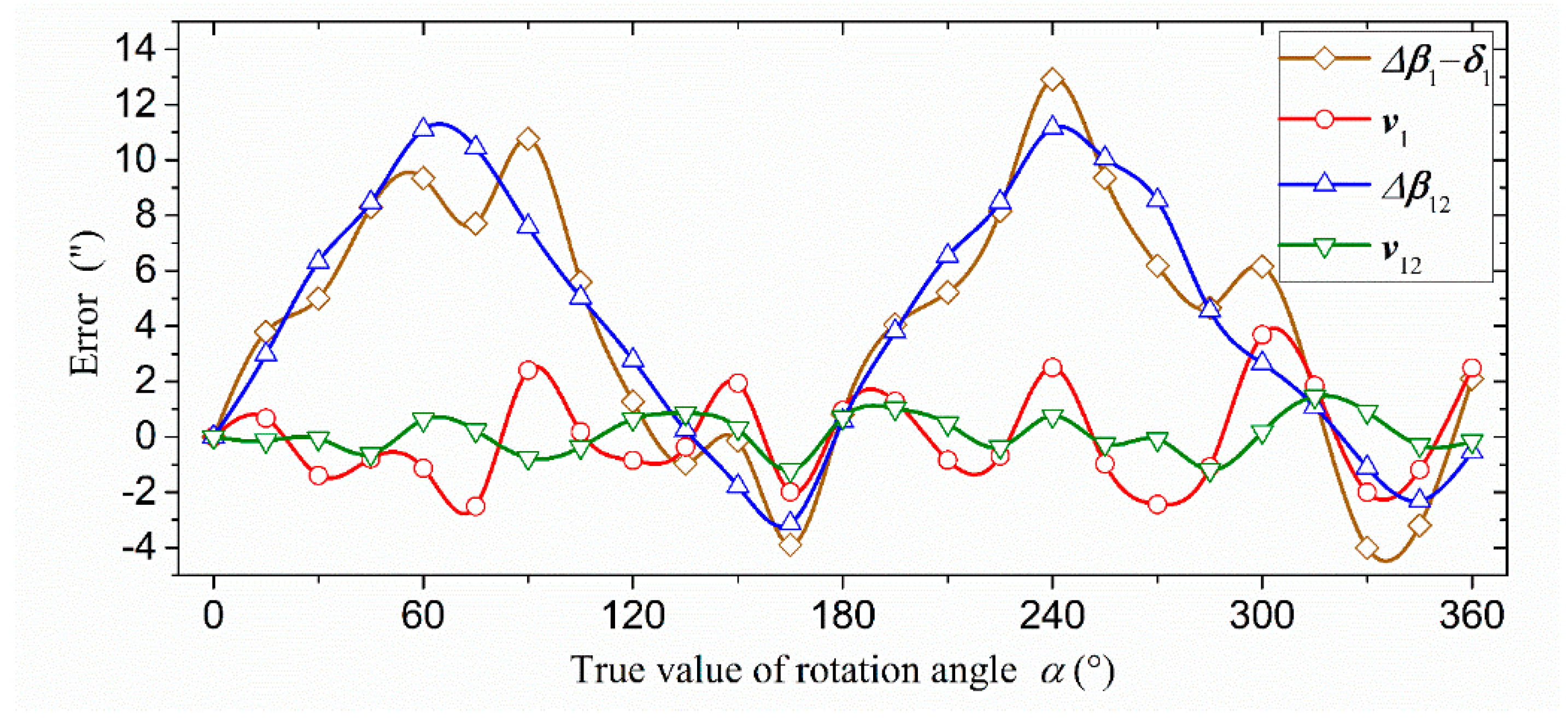
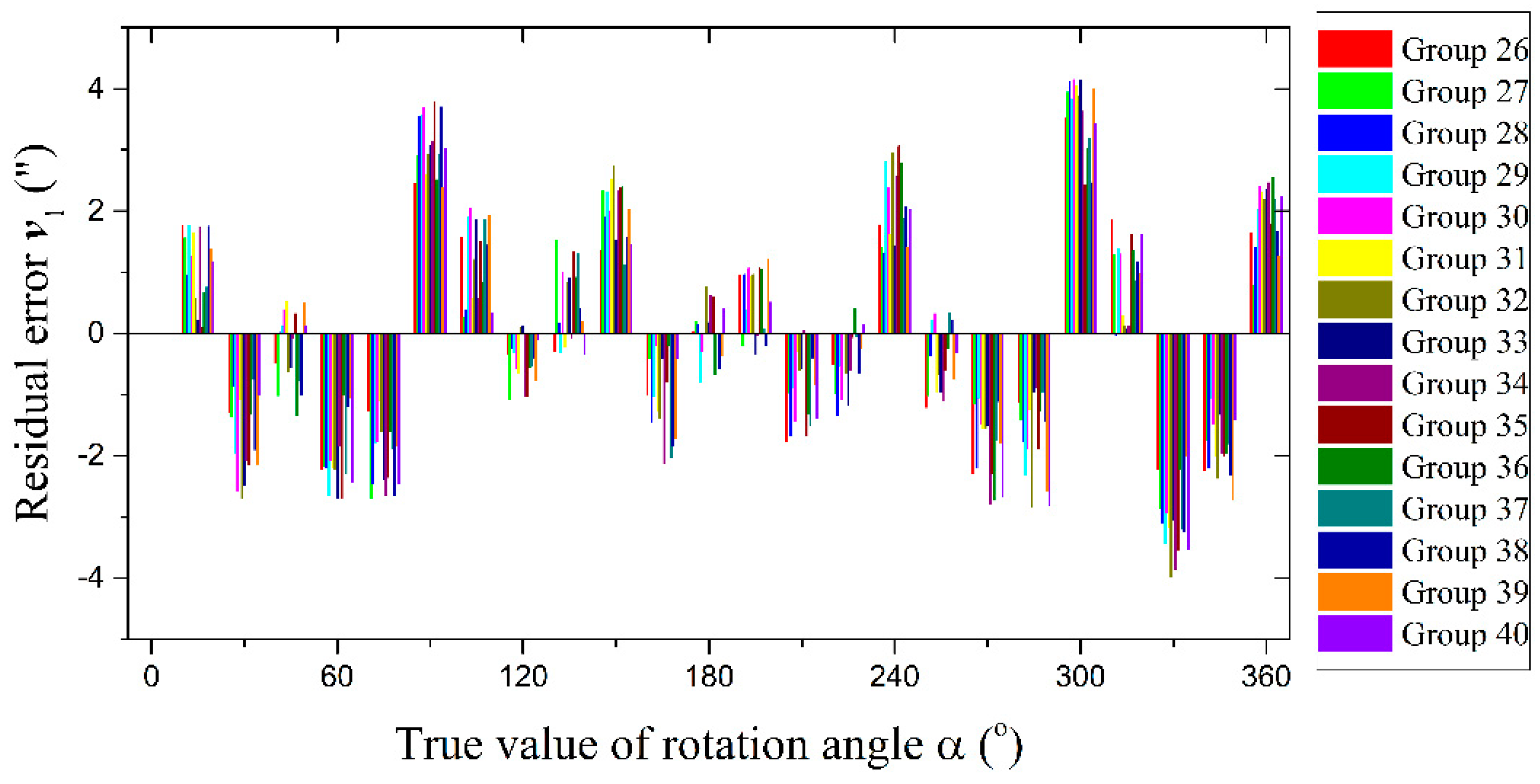
5.1. Experimental Results and Discussion of the Angle Measurement Error
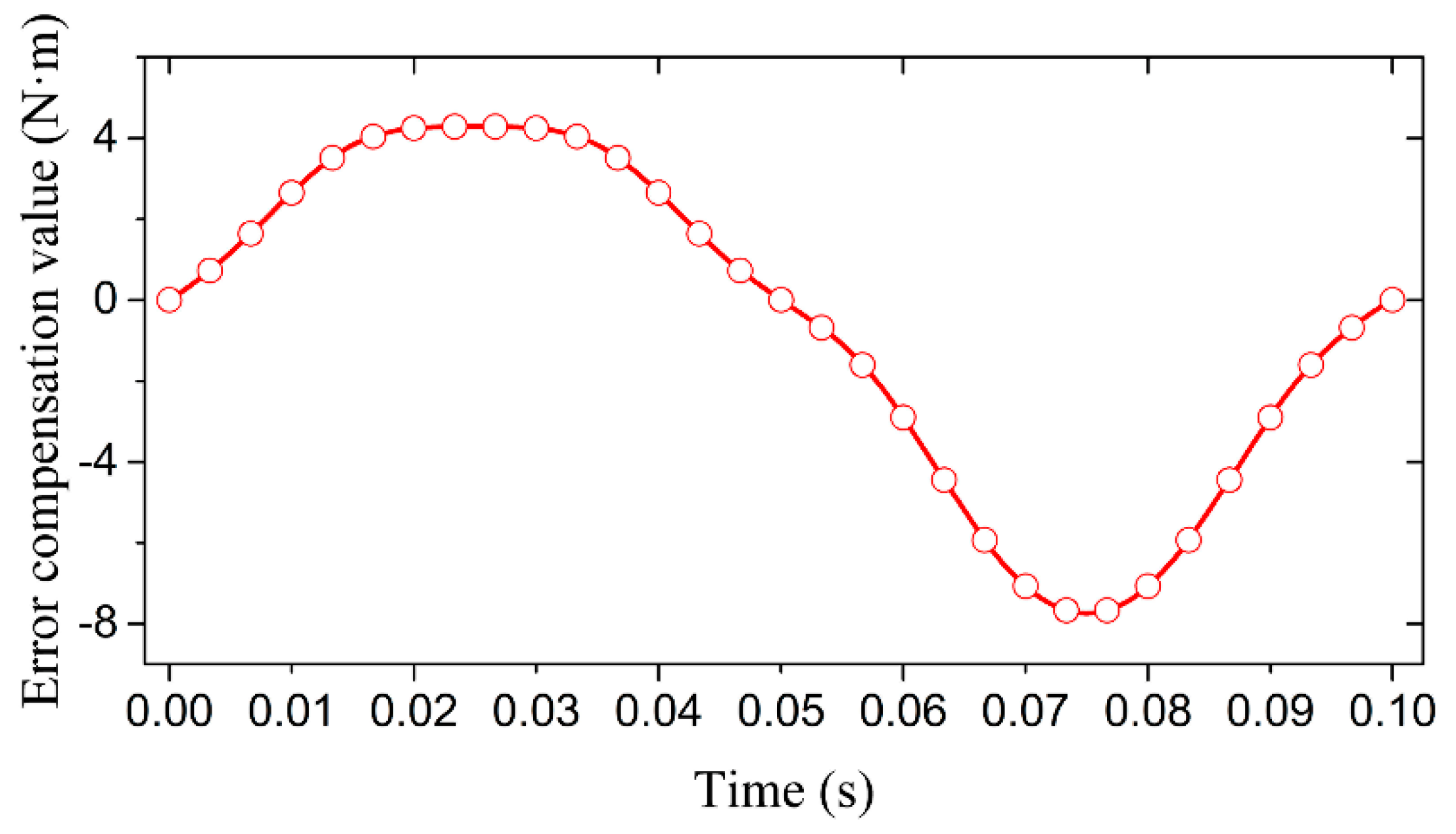
5.2. Simulation Results of the Error Compensation in the Dynamic Torque Calibration System
6. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Kim, J.-H. Multi-axis force-torque sensors for measuring zero-moment point in humanoid robots: A review. IEEE Sens. J. 2019, 20, 1126–1141. [Google Scholar] [CrossRef]
- Zhao, H. Present situation and development review of torque measurement. Appl. Mech. Mater. 2013, 422, 141–145. [Google Scholar] [CrossRef]
- Kai, L.; Feng, Y.; Yinghui, H. Torque measurement error analysis and compensation of electrical steering engine decelerator. Chin. J. Sci. Instrum. 2013, 34, 2271–2278. [Google Scholar]
- Bruns, T. Sinusoidal Torque Calibration: A Design for Traceability in Dynamic Torque Calibration. In Proceedings of the XVII IMEKO World Congress, Dubrovnik, Croatia, 22–27 June 2003; pp. 1–4. [Google Scholar]
- Wegener, G.; Bruns, T. Traceability of torque transducers under rotating and dynamic operating conditions. Measurement 2009, 42, 1448–1453. [Google Scholar] [CrossRef]
- Zhang, L.; Wang, Z.Y.; Yin, X. Research on new dynamic torque calibration system. In Proceedings of the AIP Conference Proceedings; AIP Publishing LLC: Melville, NY, USA, 2016; Volume 1740, p. 90004. [Google Scholar]
- Chen, X.J.; Wang, Z.H.; Zeng, Q.S. Angle measurement error and compensation for decentration rotation of circular gratings. J. Harbin Inst. Technol. 2010, 4, 536–539. [Google Scholar]
- Chen, X.J.; Wang, Z.H.; Wang, Z.B.; Zeng, Q.S. Angle measurement error and compensation for pitched rotation of circular grating. J. Harbin Inst. Technol. 2011, 18, 11–15. [Google Scholar]
- Zhao, H.H.; Ding, L.; Zhu, L.; Liu, Q.; Tan, W.H.; Shao, C.G.; Luo, P.; Yang, S.Q.; Tu, L.C.; Luo, J. Influence of the tilt error motion of the rotation axis on the test of the equivalence principle with a rotating torsion pendulum. Rev. Sci. Instrum. 2021, 92, 34503. [Google Scholar] [CrossRef]
- Zhang, G.; Zheng, J.; Yu, H.; Zhao, R.; Shi, W.; Wang, J. Rotation Accuracy Analysis of Aerostatic Spindle Considering Shaft’s Roundness and Cylindricity. Appl. Sci. 2021, 11, 7912. [Google Scholar] [CrossRef]
- Chen, D.; Zhao, Y.; Liu, J. Characterization and Evaluation of Rotation Accuracy of Hydrostatic Spindle under the Influence of Unbalance. Shock Vib. 2020, 2020, 5181453. [Google Scholar] [CrossRef]
- Matsuzoe, Y.; Tsuji, N.; Nakayama, T.; Fujita, K.; Yoshizawa, T. High-performance absolute rotary encoder using multitrack and M-code. Opt. Eng. 2003, 42, 124–131. [Google Scholar] [CrossRef]
- Zhang, S.Z. The Principle of Eliminating Errors of Multi-reading Head Structure in High-precision Circular Index Measuring Device. Tool Eng. 1982, 6, 42–46. [Google Scholar]
- Geckeler, R.D.; Link, A.; Krause, M.; Elster, C. Capabilities and limitations of the self-calibration of angle encoders. Meas. Sci. Technol. 2014, 25, 55003. [Google Scholar] [CrossRef] [Green Version]
- Jiao, Y.; Dong, Z.; Ding, Y.; Liu, P. Optimal arrangements of scanning heads for self-calibration of angle encoders. Meas. Sci. Technol. 2017, 28, 105013. [Google Scholar] [CrossRef] [Green Version]
- Xi, R.; Shengping, D.; Ke, C.; Jihong, W. Error source and spectrum analysis for angle measurement of circular grating encoder. Laser Optoelectron. Prog. 2020, 57, 171205. [Google Scholar]
- Xue, J.; Qiu, Z.; Fang, L.; Lu, Y.; Hu, W. Angular measurement of high precision reducer for industrial robot. IEEE Trans. Instrum. Meas. 2020, 70, 1–10. [Google Scholar]
- Lou, Z.-F.; Liu, L.; Zhang, J.-Y.; Fan, K.; Wang, X.-D. A self-calibration method for rotary tables’ five degrees-of-freedom error motions. Measurement 2021, 174, 109067. [Google Scholar] [CrossRef]
- Yu, Y.; Dai, L.; Chen, M.-S.; Kong, L.-B.; Wang, C.-Q.; Xue, Z.-P. Calibration, compensation and accuracy analysis of circular grating used in single gimbal control moment gyroscope. Sensors 2020, 20, 1458. [Google Scholar] [CrossRef] [Green Version]
- Geckeler, R.D.; Fricke, A.; Elster, C. Calibration of angle encoders using transfer functions. Meas. Sci. Technol. 2006, 17, 2811–2818. [Google Scholar] [CrossRef]
- Li, K.; Yuan, F. Measuring angle’s error analysis and compensation of circular grating sensor based on Monte Carlo method. J. Optoelectron. 2014, 27, 115011. [Google Scholar]
- Deng, F.; Chen, J.; Wang, Y.; Gong, K. Measurement and calibration method for an optical encoder based on adaptive differential evolution-Fourier neural networks. Meas. Sci. Technol. 2013, 24, 55007. [Google Scholar] [CrossRef]
- Kinnane, M.N.; Hudson, L.T.; Henins, A.; Mendenhall, M.H. A simple method for high-precision calibration of long-range errors in an angle encoder using an electronic nulling autocollimator. Metrologia 2015, 52, 244–250. [Google Scholar] [CrossRef]
- Cai, N.; Wei, X.; Peng, H.; Han, W.; Yang, Z.; Xin, C. A novel error compensation method for an absolute optical encoder based on empirical mode decomposition. Mech. Syst. Signal Process. 2017, 88, 81–88. [Google Scholar] [CrossRef]
- Chen, B.; Peng, C.; Huang, J. A new error model and compensation strategy of angle encoder in torsional characteristic measurement system. Sensors 2019, 19, 3772. [Google Scholar] [CrossRef] [Green Version]
- Jia, H.-K.; Yu, L.-D.; Jiang, Y.-Z.; Zhao, H.-N.; Cao, J.-M. Compensation of rotary encoders using fourier expansion-back propagation neural network optimized by genetic algorithm. Sensors 2020, 20, 2603. [Google Scholar] [CrossRef]
- Gao, M.; Wang, L.; Zhao, F. Research on High Precision Angle Measurement and Compensation Technology Based on Circular Grating. J. Phys. Conf. Ser. 2021, 1838, 12075. [Google Scholar] [CrossRef]
- Zheng, D.; Yin, S.; Luo, Z.; Zhang, J.; Zhou, T. Measurement accuracy of articulated arm CMMs with circular grating eccentricity errors. Meas. Sci. Technol. 2016, 27, 115011. [Google Scholar] [CrossRef]
- Li, Y.-T.; Fan, K.-C. A novel method of angular positioning error analysis of rotary stages based on the Abbe principle. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2018, 232, 1885–1892. [Google Scholar] [CrossRef]
- Chen, G. Improving the angle measurement accuracy of circular grating. Rev. Sci. Instrum. 2020, 91, 65108. [Google Scholar] [CrossRef] [PubMed]
- Zhao, Y.; Tang, W.; Zhang, X.; Wang, J. An identification method of moment of inertia based on torsional pendulum vibration. J. Vib. Diagn. 2014, 34, 621–624. [Google Scholar]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| FCS Origin | RCS Origin | Measuring Point | |
|---|---|---|---|
| Before rotation | O(0, 0) | O′(xO′, yO′) | A(xA, yA) |
| After rotation | O(0, 0) | O″(xO″, yO″) | B(xB, yB) |
| θe | 0 | 15 | 30 | 45 | 90 | 180 | 270 | |
|---|---|---|---|---|---|---|---|---|
| α | ||||||||
| 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | |
| 15 | −0.002 | 0.002 | 0.006 | 0.009 | 0.015 | 0.002 | −0.015 | |
| 30 | −0.008 | 0 | 0.008 | 0.015 | 0.029 | 0.008 | −0.029 | |
| 45 | −0.017 | −0.006 | 0.006 | 0.017 | 0.041 | 0.017 | −0.041 | |
| 90 | −0.057 | −0.041 | −0.021 | 0 | 0.057 | 0.057 | −0.057 | |
| 180 | −0.115 | −0.111 | −0.099 | −0.081 | 0 | 0.115 | 0.000 | |
| 270 | −0.057 | −0.070 | −0.078 | −0.081 | −0.057 | 0.057 | 0.057 | |
| θL | 0 | 15 | 30 | 45 | 90 | 180 | 270 | |
|---|---|---|---|---|---|---|---|---|
| α | ||||||||
| 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | |
| 15 | −0.009 | 0.007 | −0.002 | −0.005 | 0.004 | 0.005 | −0.009 | |
| 30 | −0.018 | 0.013 | −0.001 | −0.011 | 0.006 | 0.013 | −0.018 | |
| 45 | −0.026 | 0.016 | 0.002 | −0.019 | 0.006 | 0.021 | −0.025 | |
| 90 | −0.041 | 0.012 | 0.023 | −0.046 | −0.008 | 0.048 | −0.035 | |
| 180 | −0.011 | −0.037 | 0.068 | −0.065 | −0.058 | 0.063 | 0.002 | |
| 270 | 0.030 | −0.049 | 0.045 | −0.019 | −0.050 | 0.015 | 0.036 | |
| θe | 0 | 15 | 30 | 45 | 90 | 180 | 270 | |
|---|---|---|---|---|---|---|---|---|
| α | ||||||||
| 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | |
| 15 | −0.011 | 0.009 | 0.004 | 0.004 | 0.019 | 0.007 | −0.024 | |
| 30 | −0.026 | 0.013 | 0.007 | 0.004 | 0.035 | 0.020 | −0.046 | |
| 45 | −0.043 | 0.010 | 0.008 | −0.003 | 0.047 | 0.038 | −0.065 | |
| 90 | −0.098 | −0.029 | 0.002 | −0.046 | 0.049 | 0.105 | −0.092 | |
| 180 | −0.126 | −0.148 | −0.032 | −0.146 | −0.058 | 0.177 | 0.002 | |
| 270 | −0.028 | −0.119 | −0.034 | −0.100 | −0.107 | 0.072 | 0.094 | |
| α (°) | 15 | 30 | 45 | 60 | 75 | 90 | 105 | 120 |
| β1 (°) | 14.9972 | 29.9942 | 44.9918 | 59.9890 | 74.9859 | 89.9848 | 104.9821 | 119.9806 |
| β2 (°) | 15.0044 | 30.0093 | 45.0129 | 60.0172 | 75.0199 | 90.0194 | 105.0207 | 120.0209 |
| Δβ1′ (″) | −12.89 | −27.20 | −38.08 | −50.78 | −61.19 | −62.39 | −69.31 | −72.57 |
| Δβ12′ (″) | 2.98 | 6.33 | 8.47 | 11.10 | 10.45 | 7.60 | 5.04 | 2.78 |
| α (°) | 135 | 150 | 165 | 180 | 195 | 210 | 225 | 240 |
| β1 (°) | 134.9805 | 149.9821 | 164.9832 | 179.9873 | 194.9914 | 209.9951 | 224.9992 | 240.0037 |
| β2 (°) | 135.0196 | 150.0169 | 165.0150 | 180.0130 | 195.0107 | 210.0086 | 225.0055 | 240.0025 |
| Δβ1′ (″) | −70.33 | −62.49 | −57.20 | −46.30 | −34.89 | −24.31 | −11.25 | 2.03 |
| Δβ12′ (″) | 0.25 | −1.78 | −3.13 | 0.57 | 3.81 | 6.54 | 8.49 | 11.16 |
| α (°) | 255 | 270 | 285 | 300 | 315 | 330 | 345 | 360 |
| β1 (°) | 255.0053 | 270.0065 | 285.0073 | 300.0081 | 315.0063 | 330.0035 | 345.0016 | 360.0003 |
| β2 (°) | 255.0003 | 269.9983 | 284.9952 | 299.9934 | 314.9943 | 329.9959 | 344.9971 | 359.9994 |
| Δβ1′ (″) | 9.11 | 14.74 | 21.70 | 26.50 | 21.63 | 13.53 | 8.00 | 1.77 |
| Δβ12′ (″) | 10.07 | 8.54 | 4.56 | 2.65 | 1.10 | −1.10 | −2.31 | −0.55 |
| Parameter | A1 (″) | A12 (″) | (″) | (″) | ||
|---|---|---|---|---|---|---|
| Value | 208.711 | 19.791 | 47.05 | 6.40 | −24.04 | 4.18 |
| Peak-to-Peak Error before Compensation | Peak-to-Peak Error after First Harmonic Compensation | Peak-to-Peak Error after Second Harmonic Compensation | |
|---|---|---|---|
| Reading Head One | Δβ1 | Δβ1 − δ1 | v1 |
| 99.24 | 16.92 | 6.19 | |
| Double Reading Heads | Δβ12 | - | v12 |
| 14.29 | - | 2.68 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Du, Y.; Yuan, F.; Jiang, Z.; Li, K.; Yang, S.; Zhang, Q.; Zhang, Y.; Zhao, H.; Li, Z.; Wang, S. Strategy to Decrease the Angle Measurement Error Introduced by the Use of Circular Grating in Dynamic Torque Calibration. Sensors 2021, 21, 7599. https://doi.org/10.3390/s21227599
Du Y, Yuan F, Jiang Z, Li K, Yang S, Zhang Q, Zhang Y, Zhao H, Li Z, Wang S. Strategy to Decrease the Angle Measurement Error Introduced by the Use of Circular Grating in Dynamic Torque Calibration. Sensors. 2021; 21(22):7599. https://doi.org/10.3390/s21227599
Chicago/Turabian StyleDu, Yongbin, Feng Yuan, Zongze Jiang, Kai Li, Shuiwang Yang, Qingbai Zhang, Yinghui Zhang, Hongliang Zhao, Zhaorui Li, and Shunli Wang. 2021. "Strategy to Decrease the Angle Measurement Error Introduced by the Use of Circular Grating in Dynamic Torque Calibration" Sensors 21, no. 22: 7599. https://doi.org/10.3390/s21227599
APA StyleDu, Y., Yuan, F., Jiang, Z., Li, K., Yang, S., Zhang, Q., Zhang, Y., Zhao, H., Li, Z., & Wang, S. (2021). Strategy to Decrease the Angle Measurement Error Introduced by the Use of Circular Grating in Dynamic Torque Calibration. Sensors, 21(22), 7599. https://doi.org/10.3390/s21227599