1. Introduction
Torque transducers are widely used in rotating machinery [
1,
2], such as engines, motors, generators, propellers, etc. The calibration, measurement, and analysis of torque transducers is the key to ensure the normal and safe operation of this equipment [
3]. However, the calibration of torque transducers is still in the laboratory static calibration stage, and the research on dynamic calibration models and calibration method is not very extensive. Thomas [
4] carried out a sinusoidal torque calibration using the laser interferometric method, and initially realized the calibration of a sinusoidal excitation torque with a maximum frequency of 100 Hz and amplitude of 100 N·m. Then, Georg et al. [
5] realized the calibration of the torque sensor under a dynamic torque and rotation conditions, respectively. Zhang et al. [
6] developed a dynamic torque calibration device with a calibration range of 0.1–200 N·m and a maximum frequency of 100 Hz.
In the dynamic torque calibration system, the circular grating angle encoder (referred to as “circular grating” for short) is a common angle measuring component. The application of the high-precision and high-resolution circular grating can improve the accuracy of the torque calibration results. The error of the circular grating angle measurement can be introduced by different conditions, such as the eccentricity of the rotating shafting [
7] (referred to as “eccentricity error” for short), the inclination between the axis of rotation and the geometric axis of the rotating shafting [
8,
9] (abbreviated as “inclination error”), the axial movement of the rotating shafting, the roundness of the radial section of the rotating shafting [
10,
11], and the circular grating itself [
12], etc.
The methods to improve the angle measurement accuracy of circular gratings proposed in previous studies can be summarized as increasing the number of reading heads and using a compensation algorithm. Scholars have conducted a lot of research on the angle measurement of multi-reading heads of circular grating [
13,
14,
15,
16,
17,
18]. Some important studies are listed below. Zhang [
13] proved the error elimination principle of the multi-reading heads structure by using the harmonic analysis method. Ralf et al. [
14] developed a self-calibration method for the fast and precise in situ calibration of angle encoders without recourse to external reference standards. It depended on the proper geometric arrangement of multiple reading heads, and the use of an algorithm based on Fourier transform to analyze the measurement difference of double heads in order to recover the indexing error of the grating. Liu et al. [
15] developed an optimization-based arrangement method for the self-calibration of angle encoders. Ren et al. [
16] analyzed the error sources affecting the angle measurement accuracy, and proposed the compensation method of multi-reading heads reading averaging. Based on the Back Propagation neural network, Xue et al. [
17] established a model that can compensate the error over the whole circumference. Lou et al. [
18] proposed a novel self-calibration method for five degrees-of-freedom error motions of rotary tables, and they installed two encoders with multiple reading heads on the spindle’s different positions to measure rotation angles. The above-mentioned studies all use two or more reading heads to compensate the angle measurement error of the circular grating, but they have not analyzed the specific angle measurement error model of the single reading head. Moreover, when only increasing the number of reading heads without algorithm compensation, the accuracy of the angle measurement is mostly not enough. Therefore, they all provided different error compensation algorithms to improve the accuracy of the angle measurement. However, many commercial grating encoders are equipped with only one reading head, and increasing the number of reading heads would, inevitably, increase the cost of the project. It would, inevitably, increase the error items caused by the installation of the reading heads, and increase the complexity of the error analysis. Furthermore, for some special applications, such as in article [
19], the angle measuring system is required to be as light as possible, and a single reading head is usually used. In addition, when using semi-circular gratings and circular arc gratings for an angle measurement, only a single reading head can be used instead of multi-reading heads.
In order to improve the angle measurement accuracy of circular gratings with a single reading head, researchers have conducted a lot of work on the compensation algorithm [
7,
8,
20,
21,
22,
23,
24,
25,
26,
27,
28,
29,
30]. Chen et al. [
7,
8], respectively, derived the eccentricity error model and the inclination error model of the circular grating angle measurement based on the Moiré fringe equations. However, the above research did not consider the influence of the eccentricity error phase and inclination error phase, as well as the interaction between them. Ralf et al. [
20] proposed an in-depth treatment of the use of the Fourier approach, including transfer functions for the calibration of angle encoders. Li et al. [
21] analyzed the angle measurement error distribution characteristics of the circular grating encoder, and established a method to obtain the angle error compensation value through the uncertainty calculation based on the Monte Carlo method (MCM). Deng et al. [
22] presented a method based on the adaptive differential evolution Fourier neural network (ADE-FNN). Mark et al. [
23] established a simple method for a high-precision rotary angle encoder calibration for long-range angular errors. Cai et al. [
24] proposed a novel error compensation method based on the empirical mode decomposition (EMD) method. Jia et al. [
26] established a method based on the Fourier expansion-back propagation (BP) neural network optimized by the genetic algorithm (FE-GABPNN). Gao et al. [
27] designed an angle compensation scheme based on Fourier fitting. Different novel error compensation algorithms are proposed in the above studies, but the error model is not discussed in detail. Zheng et al. [
28] discussed the influence of the circular grating eccentricity error on the measurement accuracy of the articulated arm coordinate measuring machine, proposed an error compensation parameter method, and established a six-circular grating eccentricity error compensation model. Yu et al. [
19] presented an eccentricity error compensation method based on the calibration experiment using a single reading head. The above studies only derive the corresponding eccentricity error model, but do not fully consider the combined influence of the eccentricity error and inclination error. Based on the Abbe principle, Li et al. [
29] used a new method to analyze the angular positioning error of the rotary table by using a circular grating with multi-reading heads. Based on compressed sensing and sparsity decomposition, Chen et al. [
30] proposed a novel method to improve the angle measurement accuracy of circular grating. Although the above research gave the corresponding eccentricity error model and inclination error model, they did not consider the phase relationship between them. Moreover, when analyzing the inclination error model, the eccentricity caused by the inclination error was not considered. In summary, most of the existing research on the angle measurement of the circular grating with a single reading head is only in the compensation algorithm. In terms of the error model analysis, there is more research on the eccentric error model, and less on the inclination error, and especially less on the relationship between them.
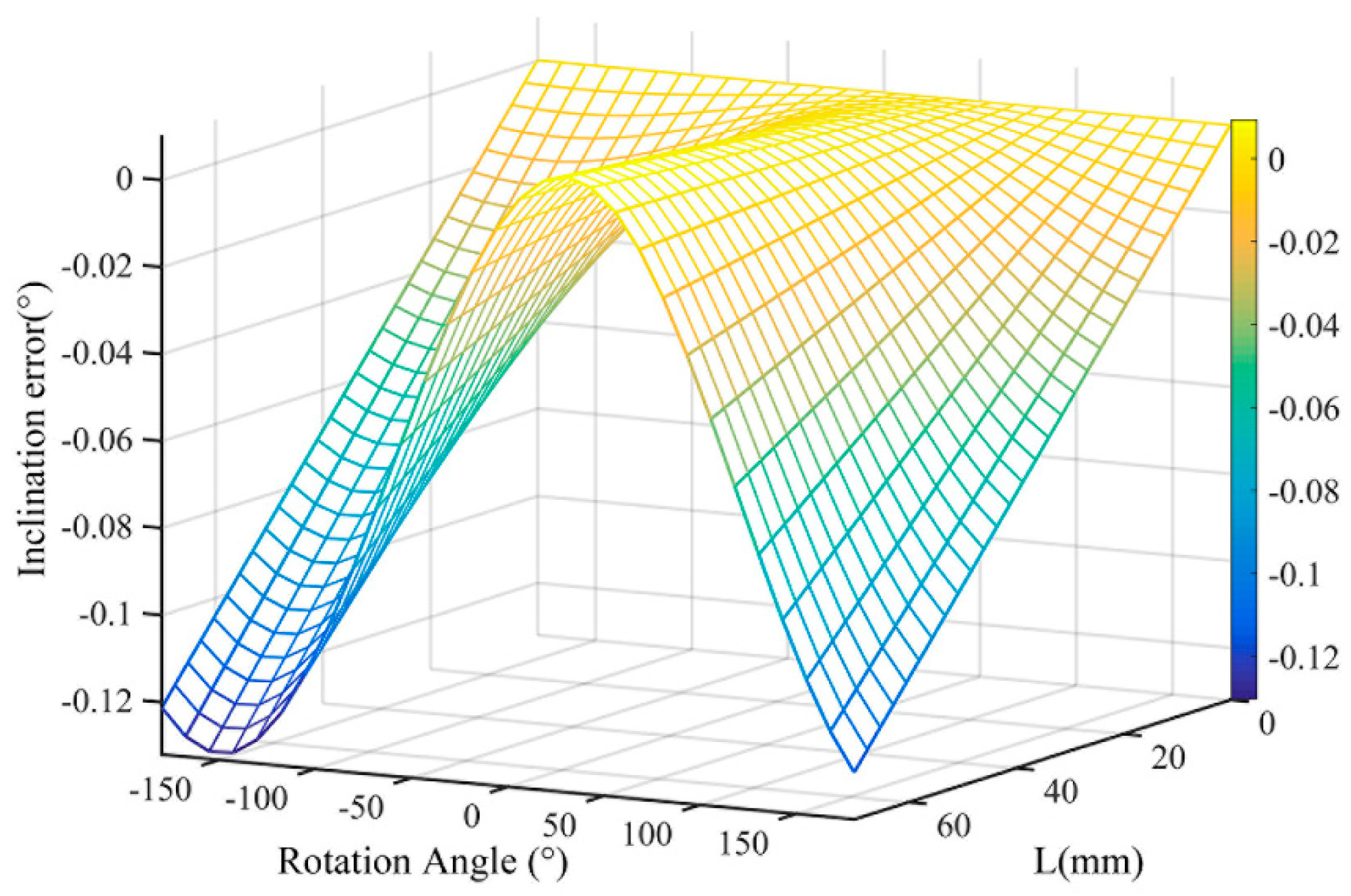
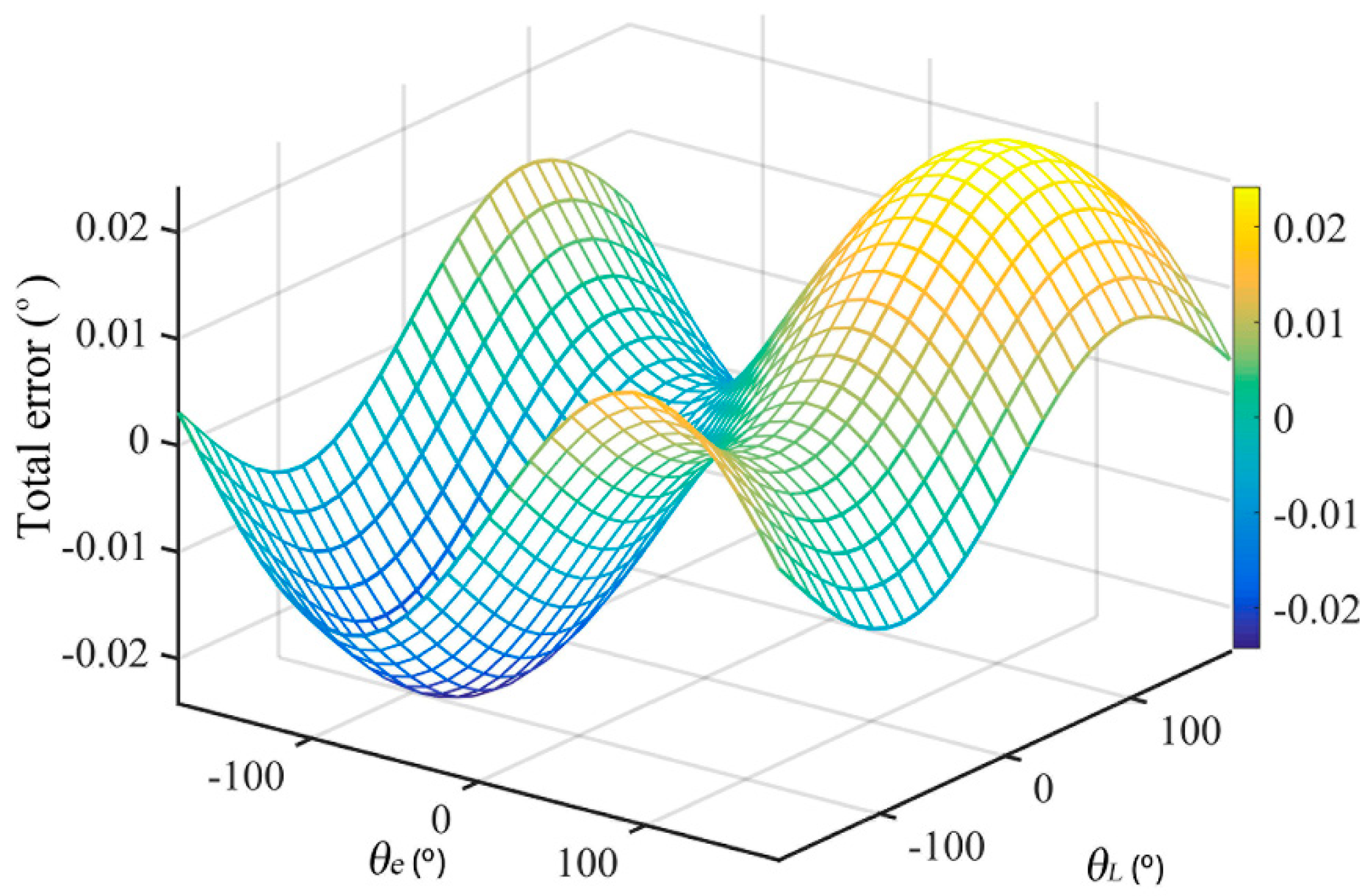
The correctness of the angle measurement error model of the circular grating directly affects the compensation accuracy of the error compensation method. The self-error of circular grating and the error caused by roundness can be reduce to a negligible degree by using the high-precision circular grating. Because the axial movement of the shaft is perpendicular to the measurement plane of the reading head, the axial movement error is orthogonal to the rotation angle, and generally does not affect the angle measurement error of the circular grating. Most of the current models of the angle measurement error of the circular grating do not consider the inclination error, or think that the inclination error is negligible relative to the eccentricity error. In fact, the influence of the inclination error on the angle measurement is also very obvious and, in some cases, it is consistent with the influence of the eccentricity error. Therefore, when analyzing the angle measurement error of the circular grating, the inclination angle error should not be ignored all the time.
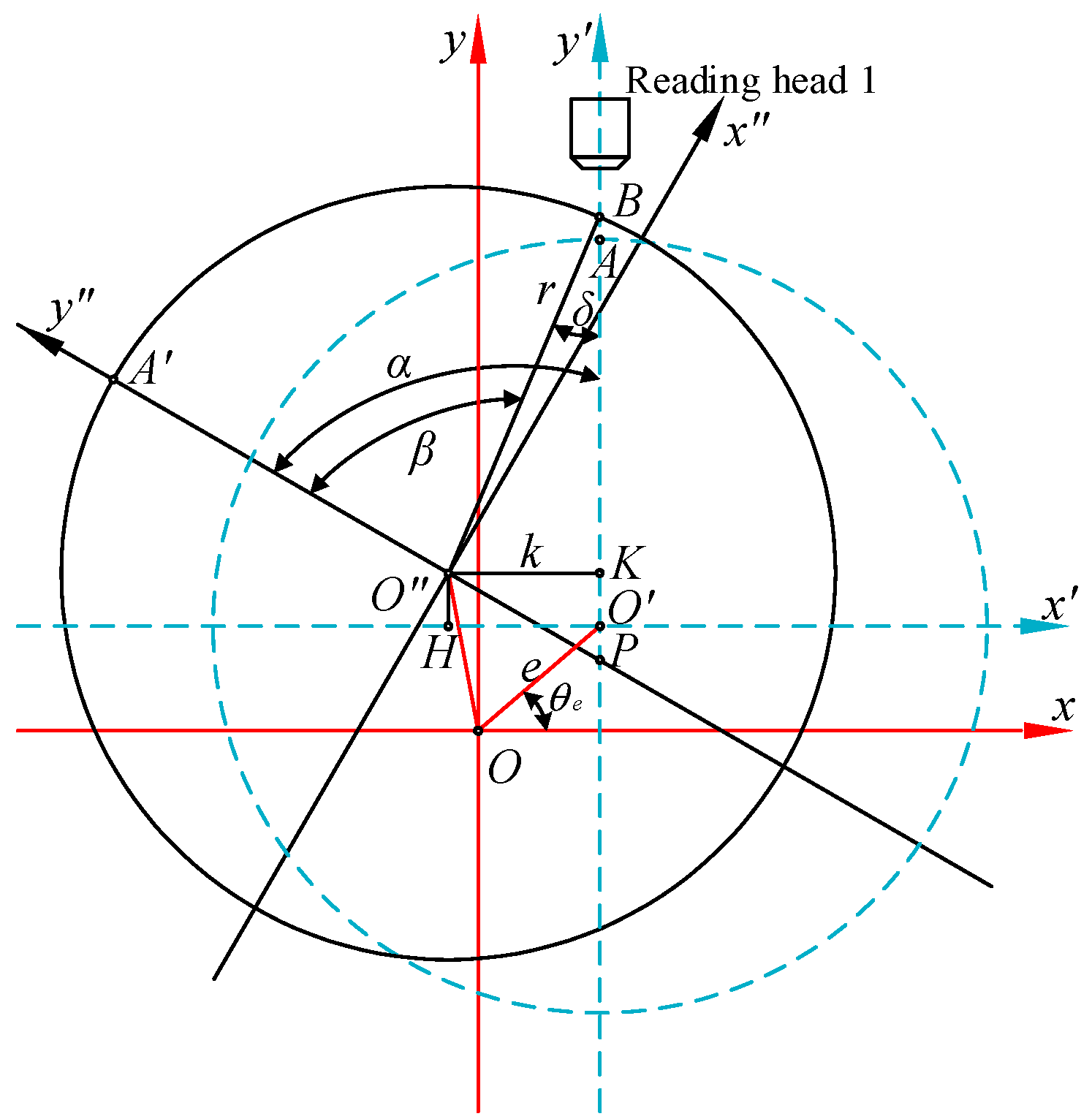
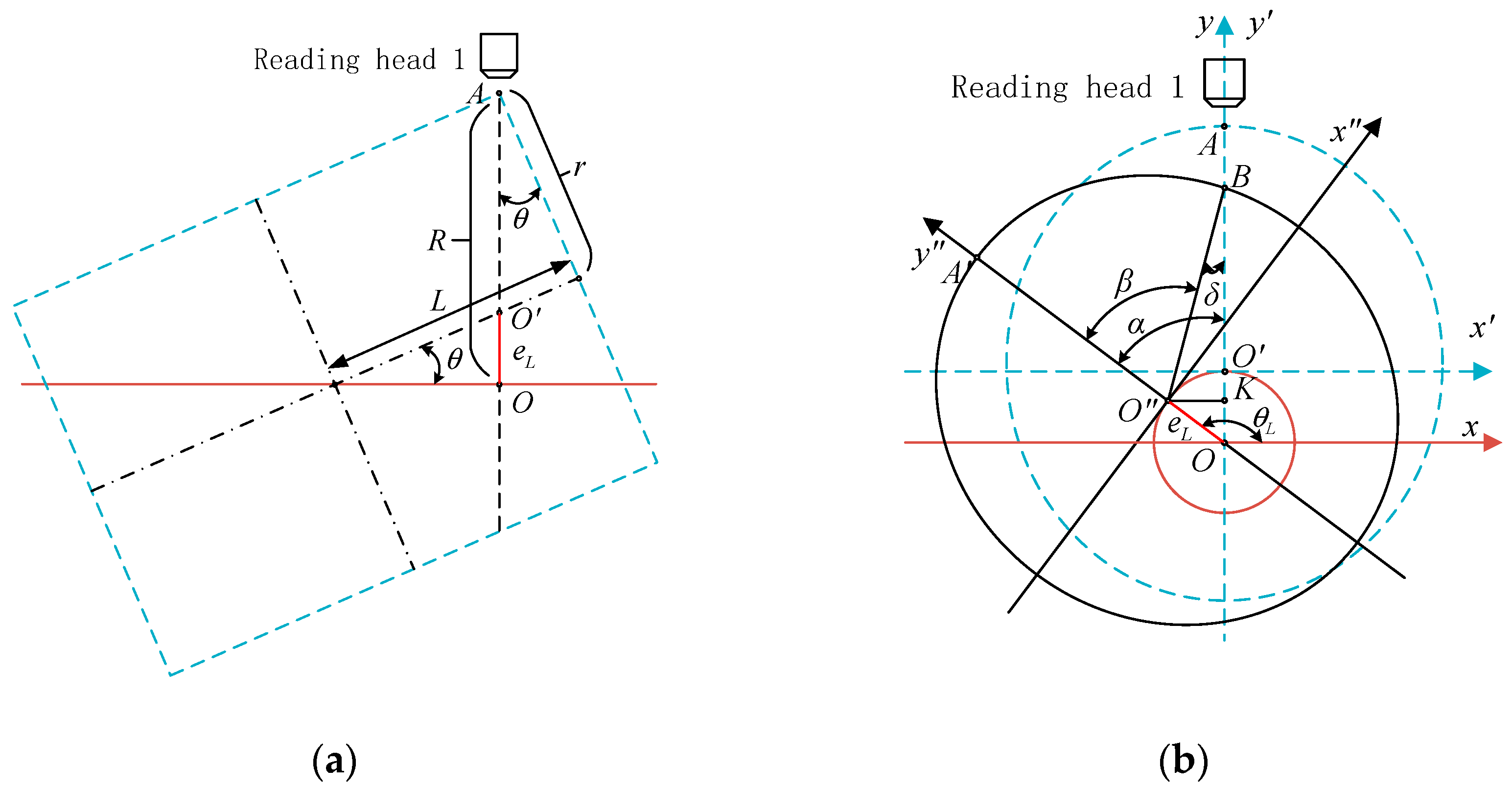
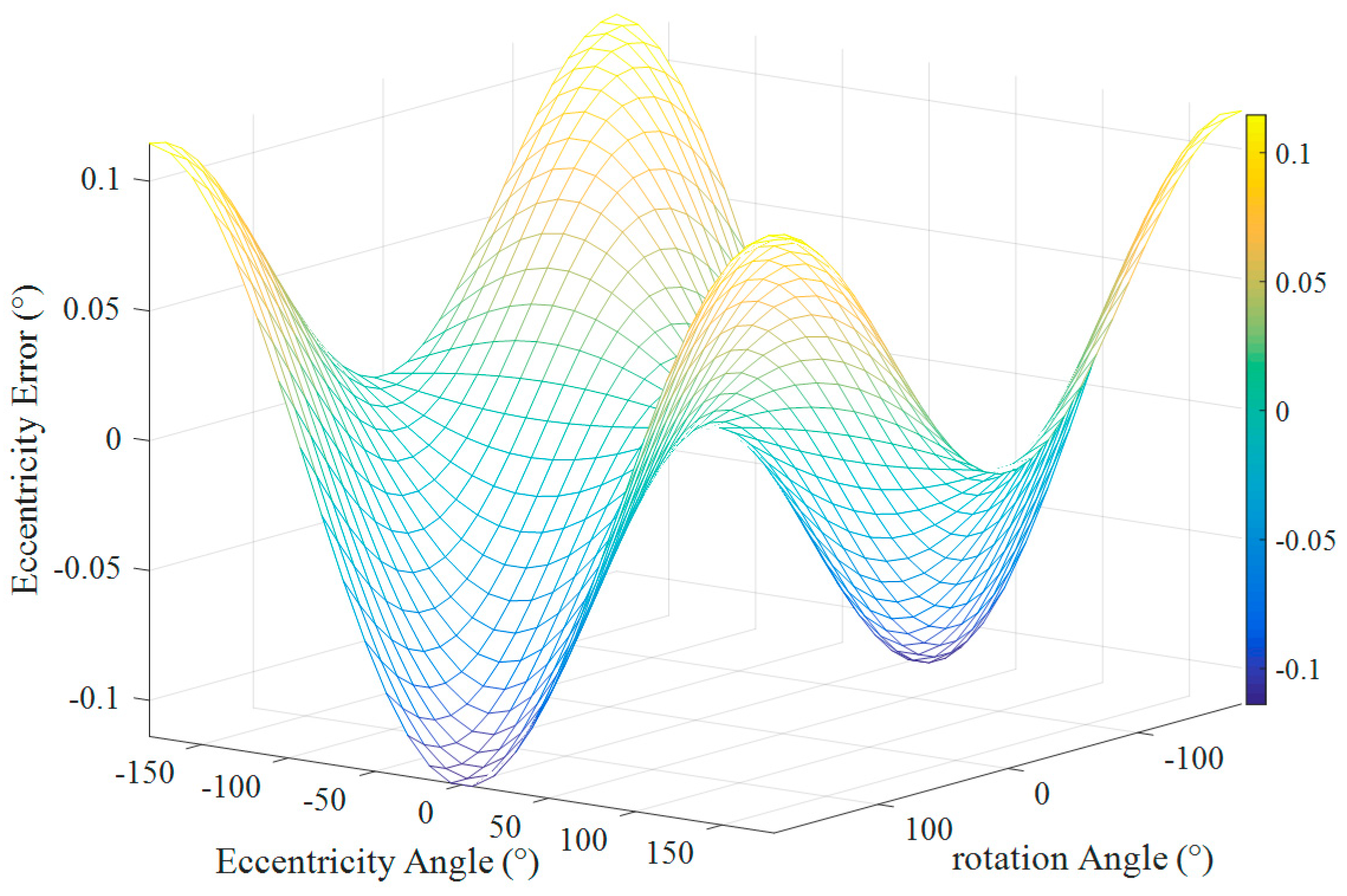
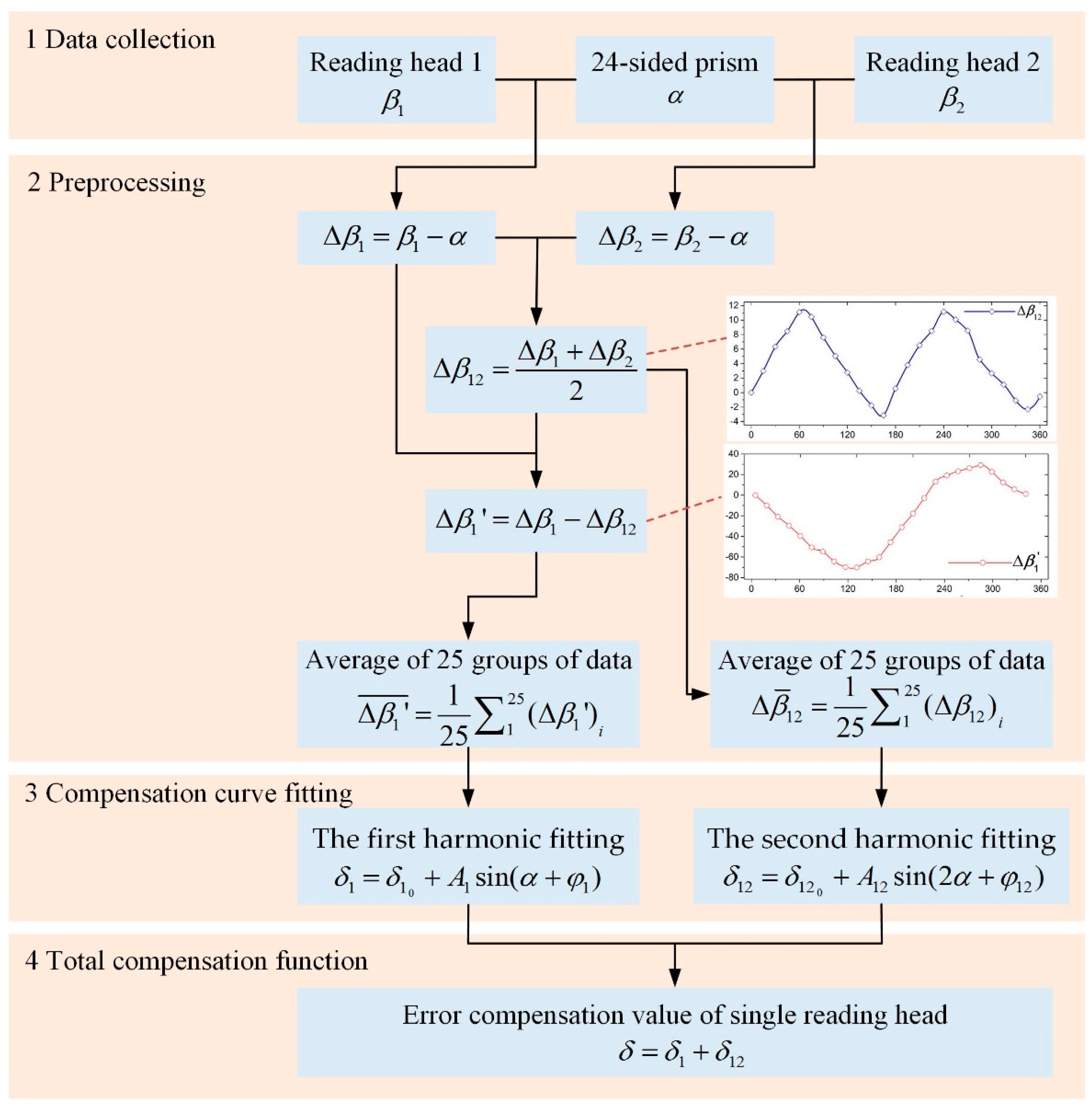
The contributions of this paper are as follows: (1) After analyzing the sources of errors, the eccentricity error model and the inclination error model are, respectively, proposed. Further, a total error model combining the two models is established. (2) According to the characteristics in each model, the applicable conditions and approximate simplified application formulas of each model are given. Through the simulation study with the models, the conditions, in which the eccentricity error or inclination error can be ignored, are discussed. (3) The calibration and compensation methods of the angle measurement error are given, and the progressive error compensation function which integrates the first harmonic fitting and the second harmonic fitting is obtained. Then, an experiment is performed to verify the proposed calibration and compensation methods. The angle measurement accuracy after the compensation of the single reading head is consistent with that acquired with the double reading heads. (4) The angle measurement error calibration function is applied to the dynamic torque calibration system, and the simulation results show that this method can improve the accuracy of the dynamic torque calibration system.
The structure of the article is introduced as follows: The dynamic torque calibration system is briefly introduced in the next section. In
Section 3, the eccentricity error model and the inclination error model of the angle measurement error of the circular grating are, respectively, derived, and the comprehensive angle measurement error model is given. Then, different simulations are executed based on the three error models, and their results are compared.
Section 4 introduces the error calibration experiment and proposes the error compensation method.
Section 5 discusses the results of the calibration experiments. The conclusions are presented in
Section 6.
2. Dynamic Torque Calibration System
Without considering the friction damping, the torque
T of the rotating shafting can be expressed as the following formula.
where
J is the moment of inertia,
is the angular acceleration.
In Equation (1), the dynamic torque is directly traceable to the time, angle, and mass [
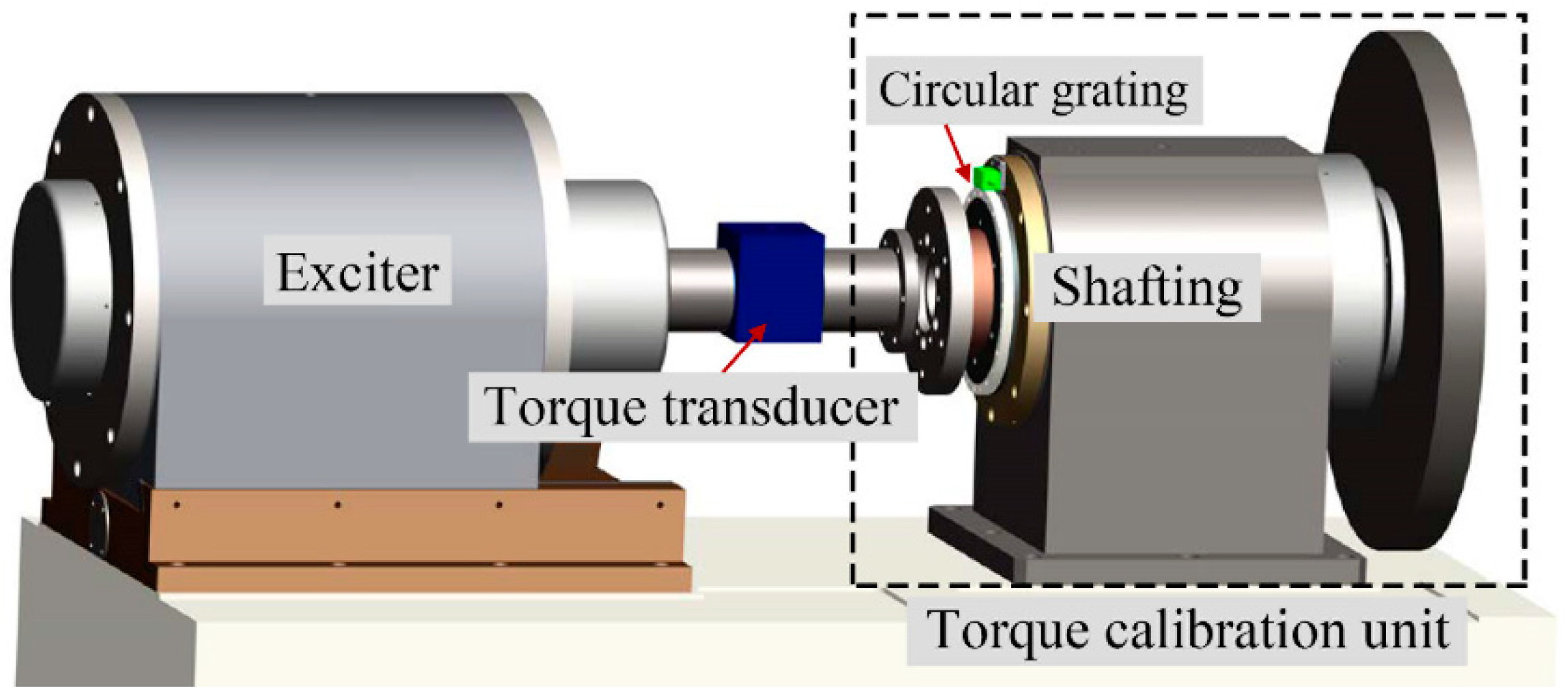
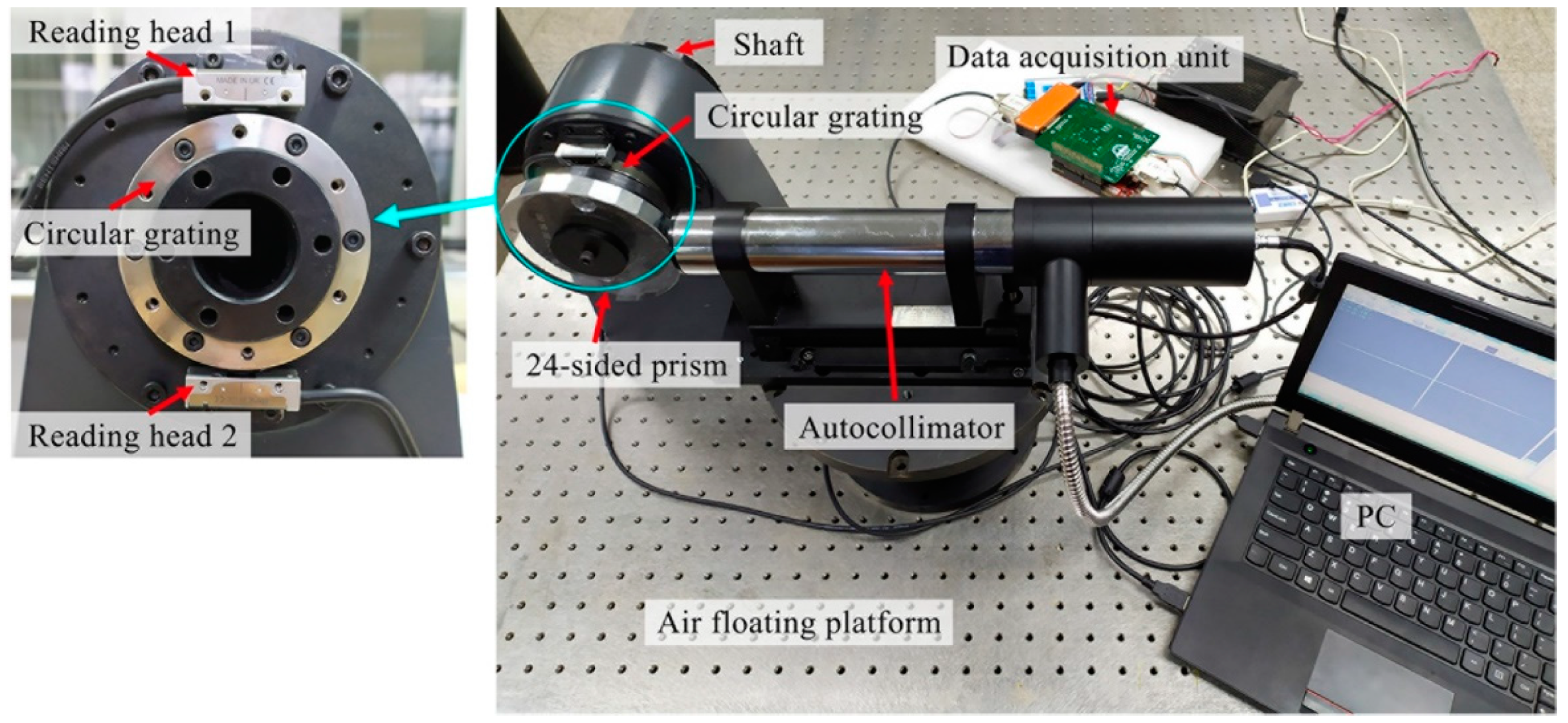
6]. Therefore, a dynamic torque calibration system was established based on this principle, as shown in
Figure 1.
The dynamic torque calibration system mainly included an exciter and a torque calibration unit. The calibrated torque transducer was installed between the exciter and the torque calibration unit. In order to realize the calibration of dynamic torque, we first controlled the exciter to generate a varying torque. Because there was a large error between the real value and the preset value of the torque generated by the exciter, we needed to use the torque calibration unit to accurately measure the actual dynamic torque of the shafting. During excitation, the generated torque was transferred via the torque transducer onto the torque calibration unit to generate the angular acceleration of its shafting. By measuring the angular acceleration and the moment of inertia of the shafting, the dynamic torque could be accurately determined according to Equation (1) [
4]. Then, the dynamic torque value measured by the dynamic torque calibration unit was compared with the value measured synchronously of the torque transducer to realize the dynamic calibration for the torque transducer.
As a dynamic torque calibration system, the accurate dynamic torque value had to first be obtained before it could be compared with the measured value of the torque transducer. Therefore, it was required to accurately measure the moment of inertia
J and angular acceleration
of the shafting. The moment of inertia
J of the shafting of the torque calibration unit was constant in a single experiment and could be measured in advance by the torsional pendulum method [
31]. In the calibration experiment, the rotation angle
α of the shafting was dynamically measured by a circular grating. The angular acceleration
could be obtained by twice differentiating the measured angle
α. Then, substituting
J and
into Equation (1), the dynamic torque could be obtained. Finally, the dynamic torque results were used to calibrate the torque transducer. In order to obtain a higher calibration accuracy, the dynamic torque calibration system was equipped with a high-precision circular grating for the angle measurement, and the error compensation was performed on the measured angle. In the following sections, the error model and compensation method of the circular grating angle measurement was discussed in detail.
6. Conclusions
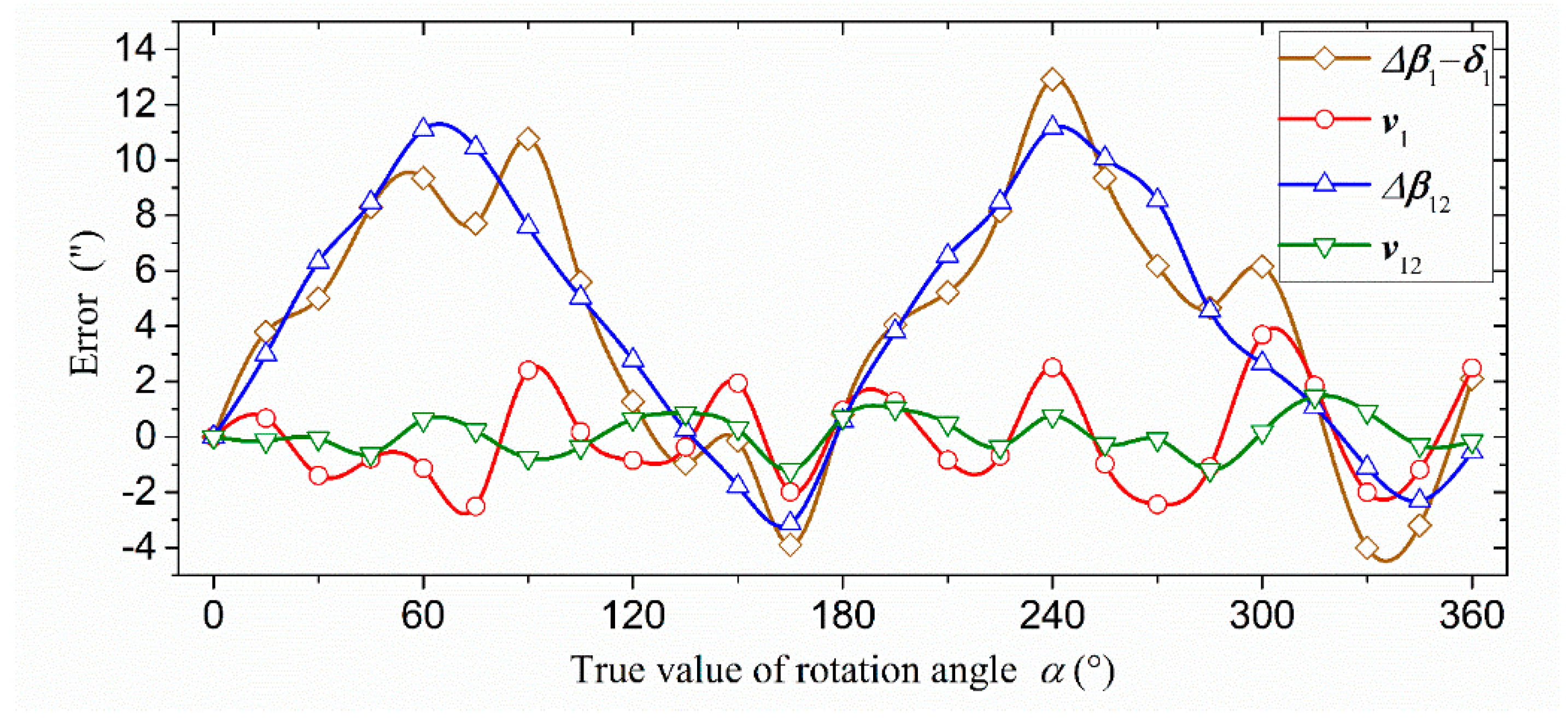
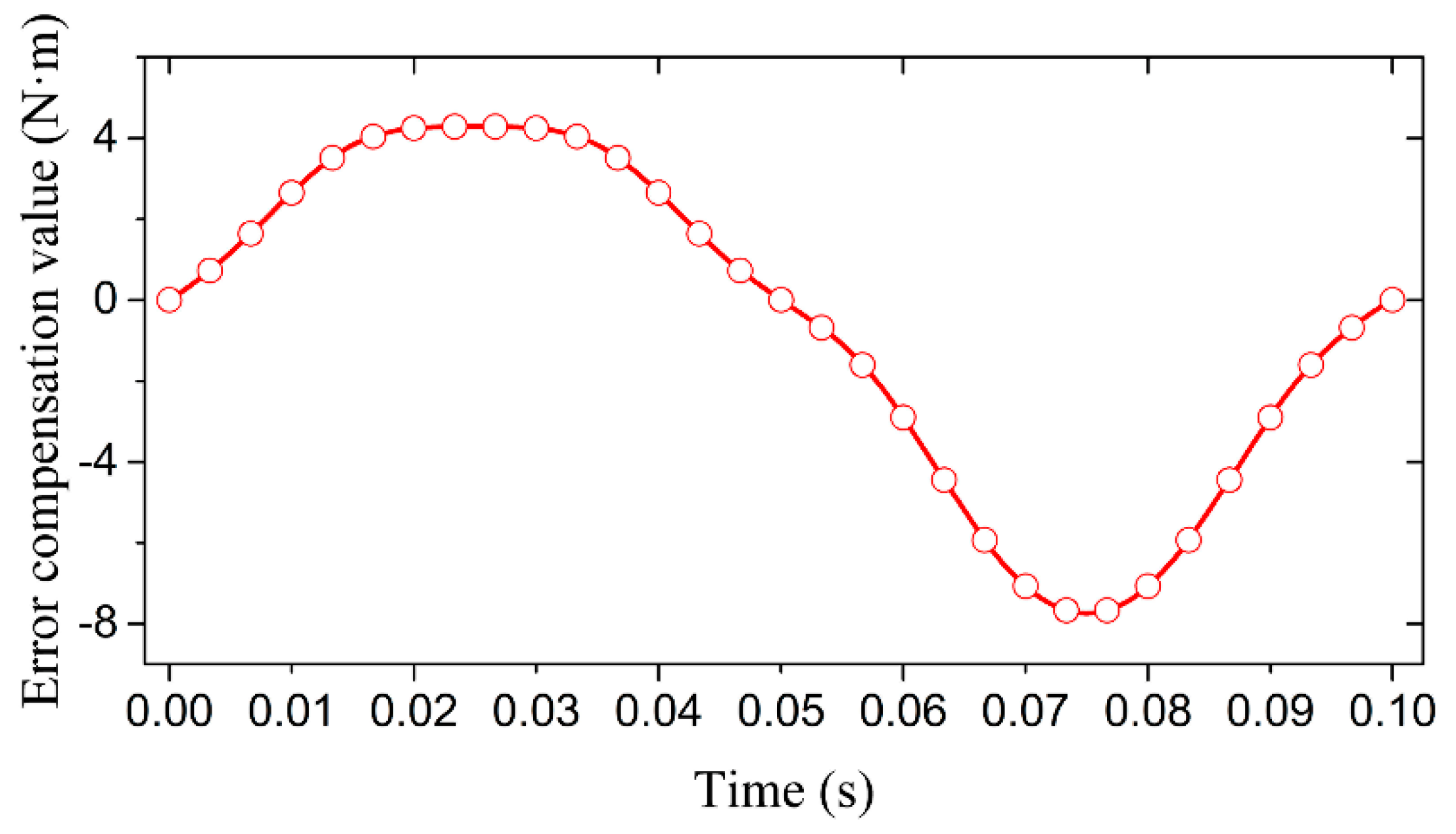
After analyzing the sources of the angle measurement error of the shafting, an eccentricity error model and an inclination error model were established, respectively, in this paper. Further, a total error model combining the two models was established. Through a simulation study with the models, the conditions, in which the eccentricity error or inclination error could be ignored, were discussed. The calibration and compensation methods of the angle measurement error were given, and the progressive error compensation function which integrated the first harmonic fitting and the second harmonic fitting was obtained. Then, an experiment was performed to verify the proposed calibration and compensation methods. Finally, the influence of the angle measurement error on the dynamic torque calibration system was simulated.
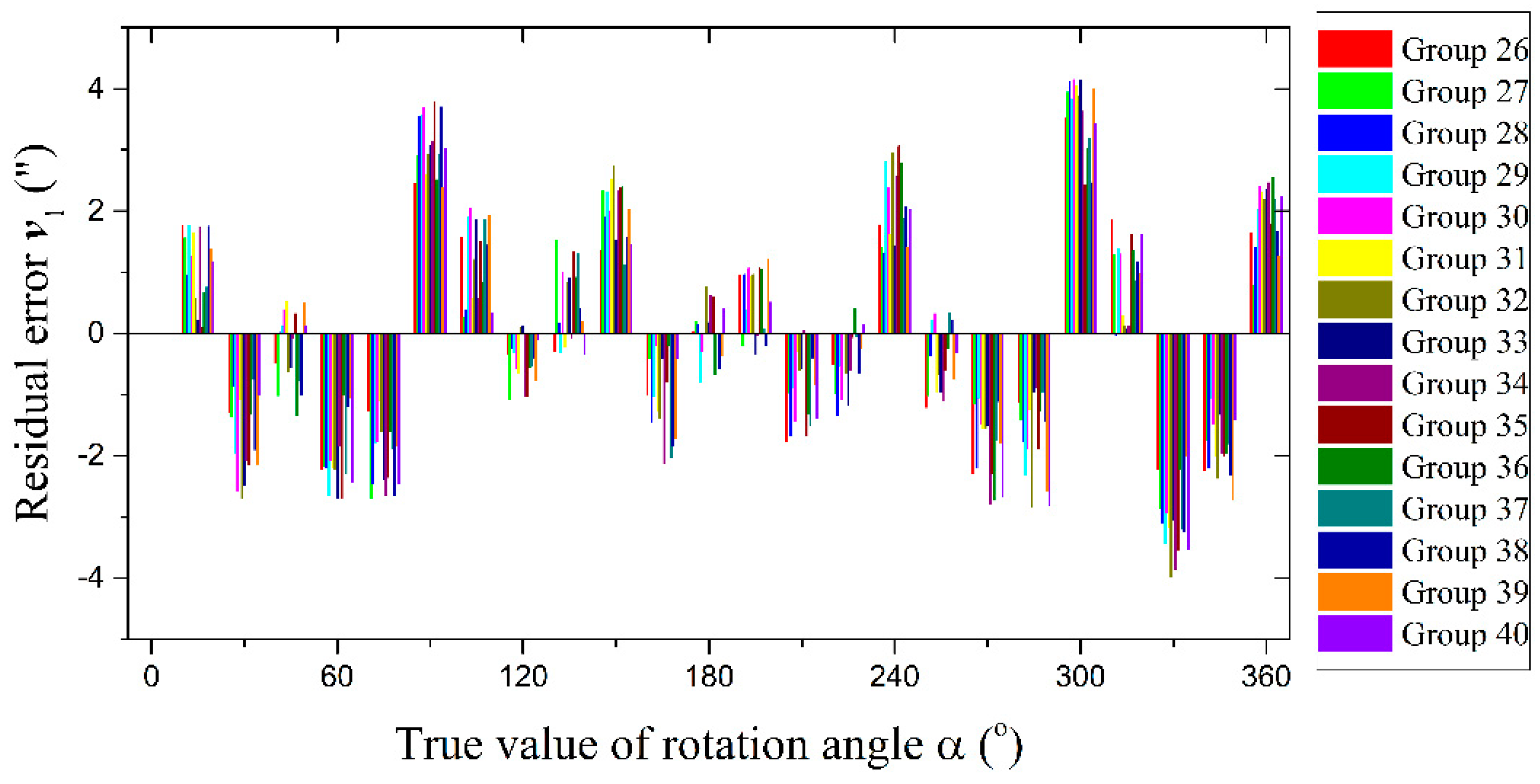
According to the experimental results, the peak-to-peak error of the single reading head after the first harmonic compensation was only about 17.05% of the peak-to-peak error before compensation, which was essentially the same as the mean value of the double reading heads. Further, the peak-to-peak error after the second harmonic compensation of the single reading head was only 6.24% of the peak-to-peak error before compensation, which was also very close to the error after the second harmonic compensation of the mean value of the double reading heads. After two progressive compensations, the peak-to-peak value of the compensated angle measurement error of the single reading head could be reduced by about 93.76%. In the verification experiment, the peak-to-peak value and uncertainty of residual errors in 15 groups could be obtained. In the calculated results, the maximum value of the peak-to-peak value was 7.88″ and the maximum value of the uncertainty was 2.08″. The experimental results showed that the error calibration and compensation method based on the proposed error model could effectively compensate the angle measurement error of the circular grating with a single reading head, and obtain a high-precision measurement angle.
The residual error after the second harmonic compensation also contained many other factors, mainly including the measurement error caused by the roundness and deformation of the circular grating, and the reading error caused by the reading head itself, etc. In the next work, we will conduct more in-depth research to obtain a higher angle measurement accuracy.


 ,
, 

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}