
Gear Shape Measurement Potential of Laser Triangulation and Confocal-Chromatic Distance Sensors



Abstract
1. Introduction
1.1. Motivation
1.2. State of the Art
1.3. Aim and Structure of the Article
2. Measurement Principle
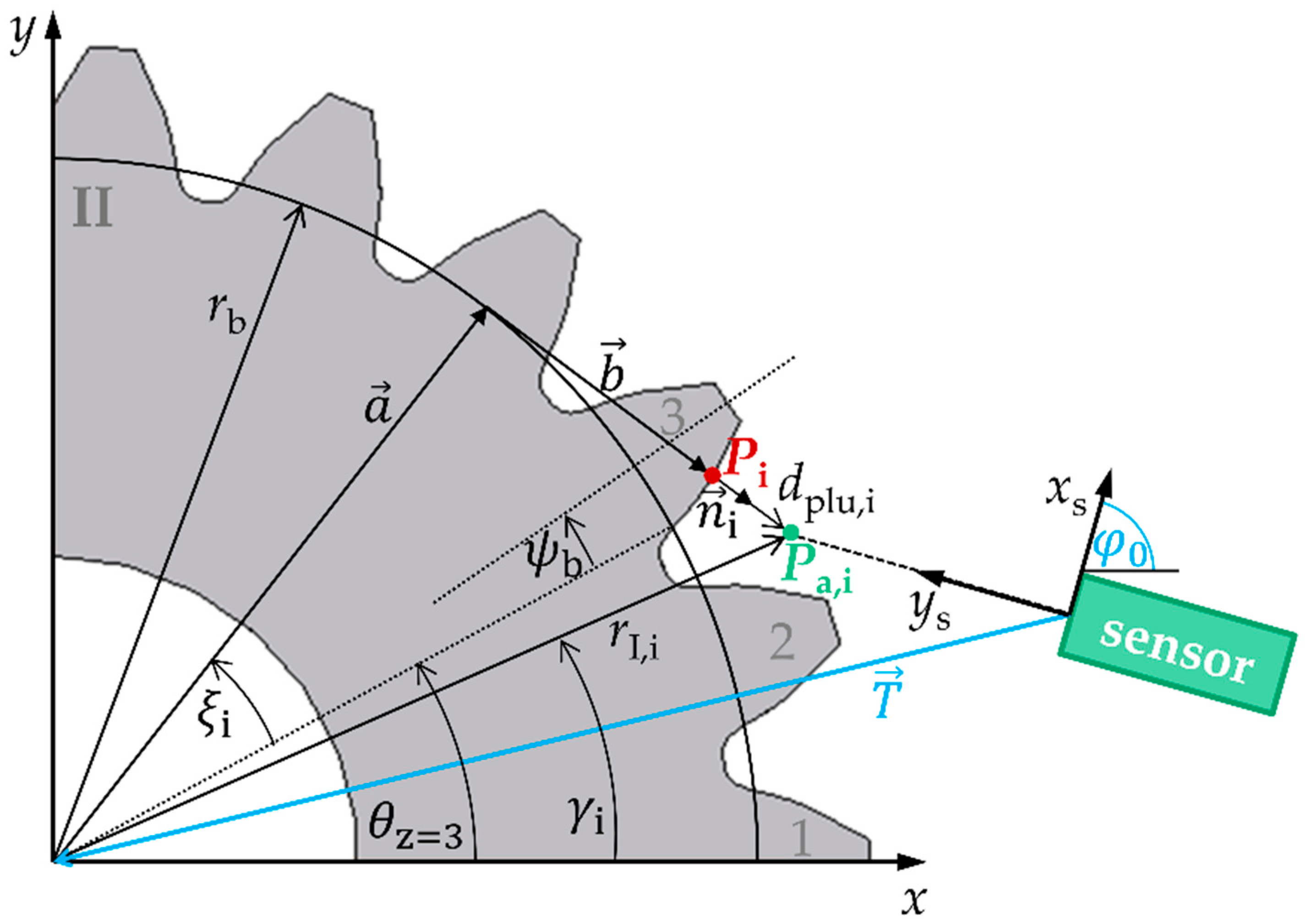
2.1. Gear Shape Measurement Principle Using Optical Position Measurements
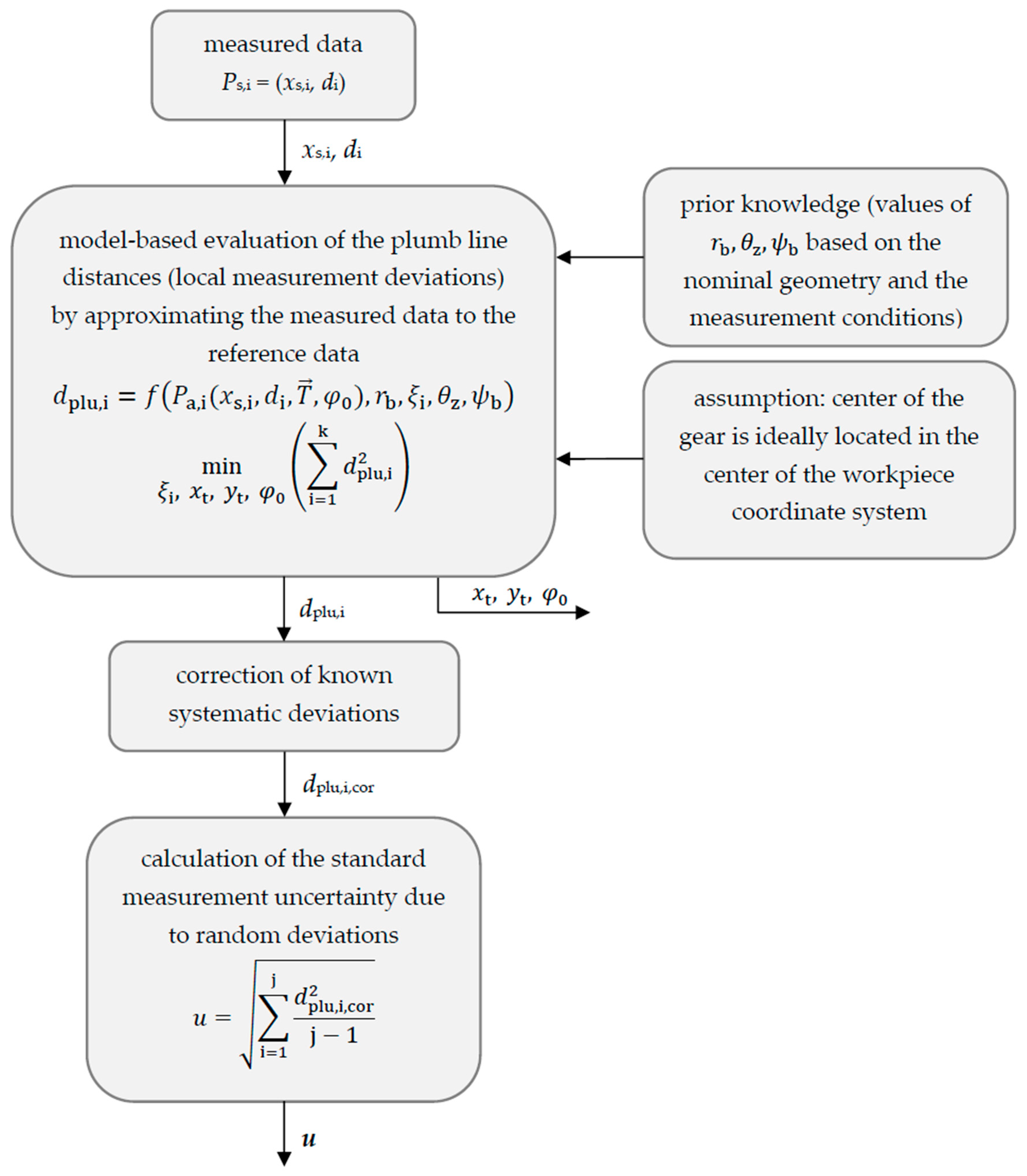
2.2. Assessment of the Gear Shape Standard Measurement Uncertainty
3. Experimental Set-Up
3.1. Measurement Objects
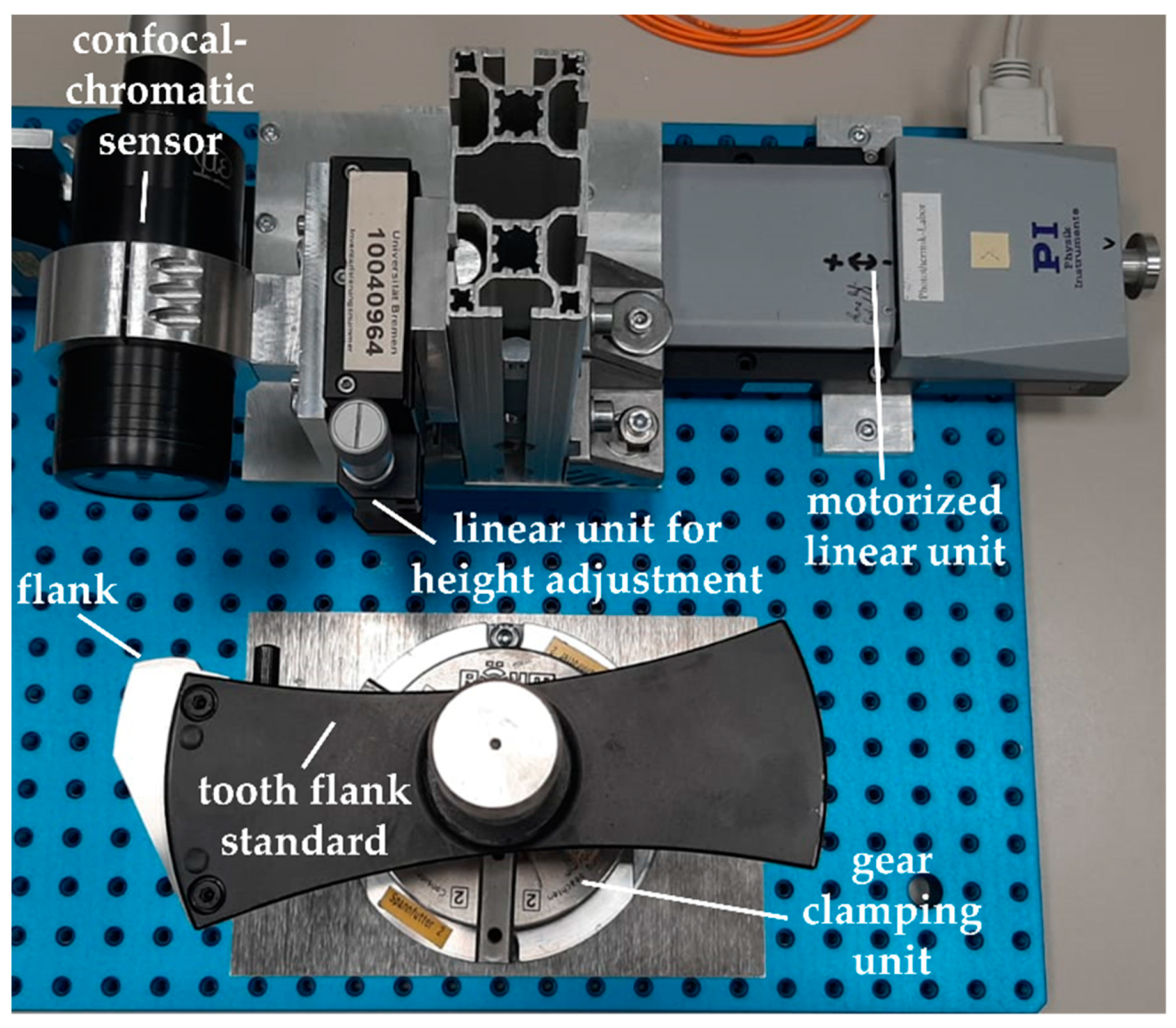
3.2. Measurement Arrangement
3.3. Specifications of the Optical Distance Sensors
3.4. Experimental Test Series
4. Results
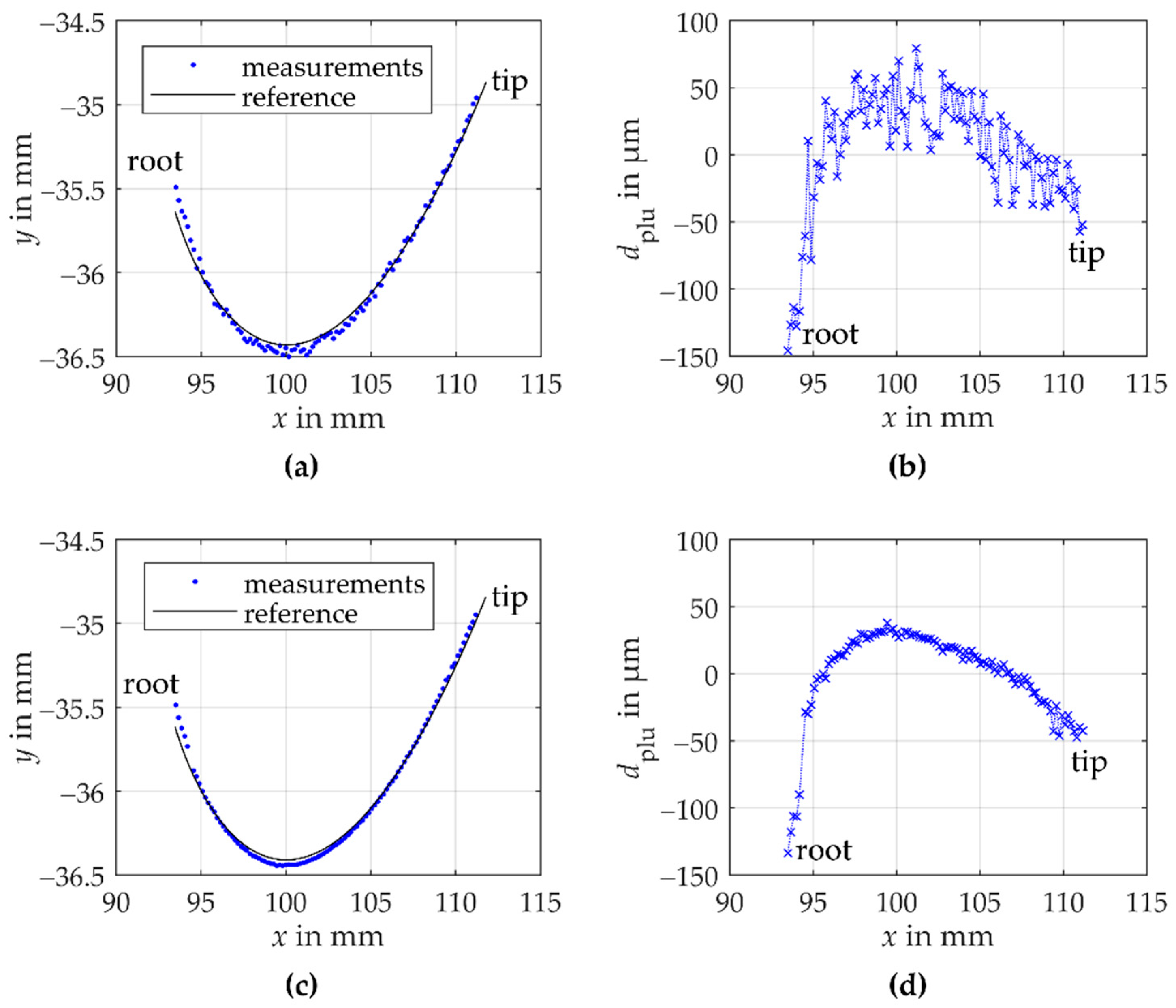
4.1. Tooth Flank Standard Measurements
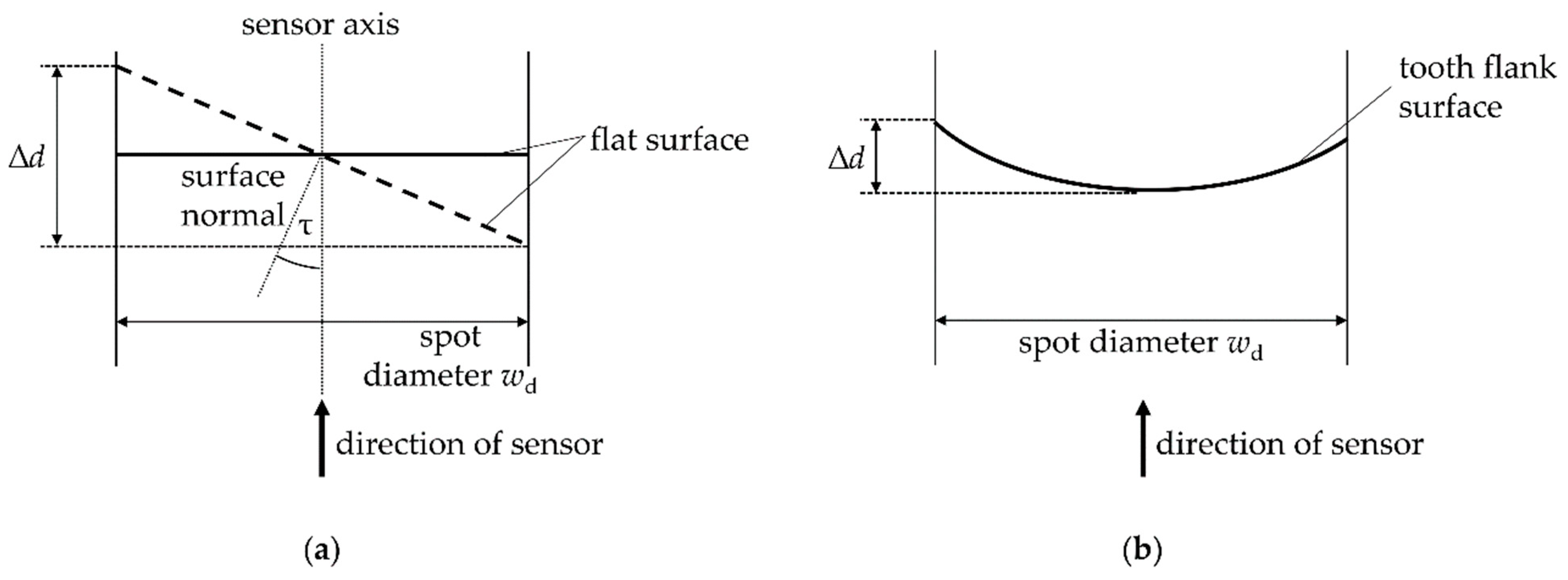
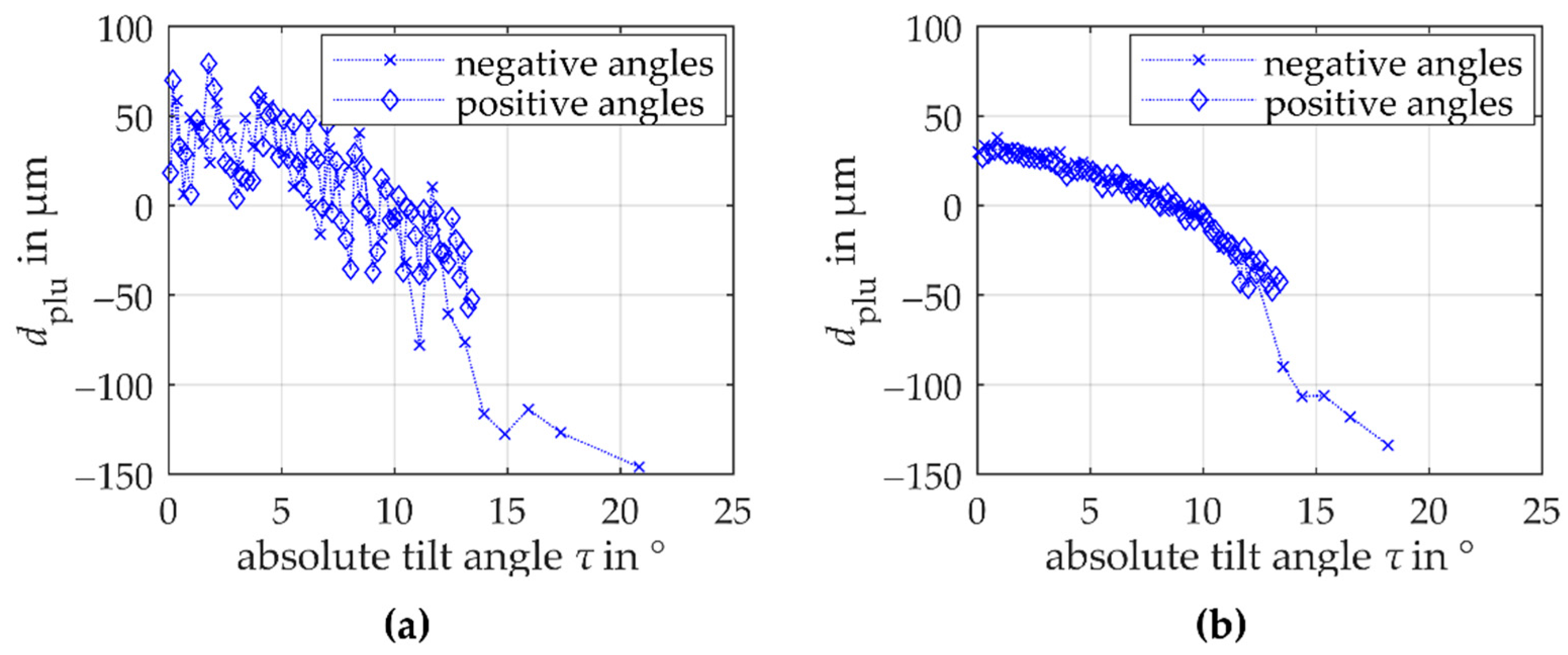
4.1.1. Systematic Deviations
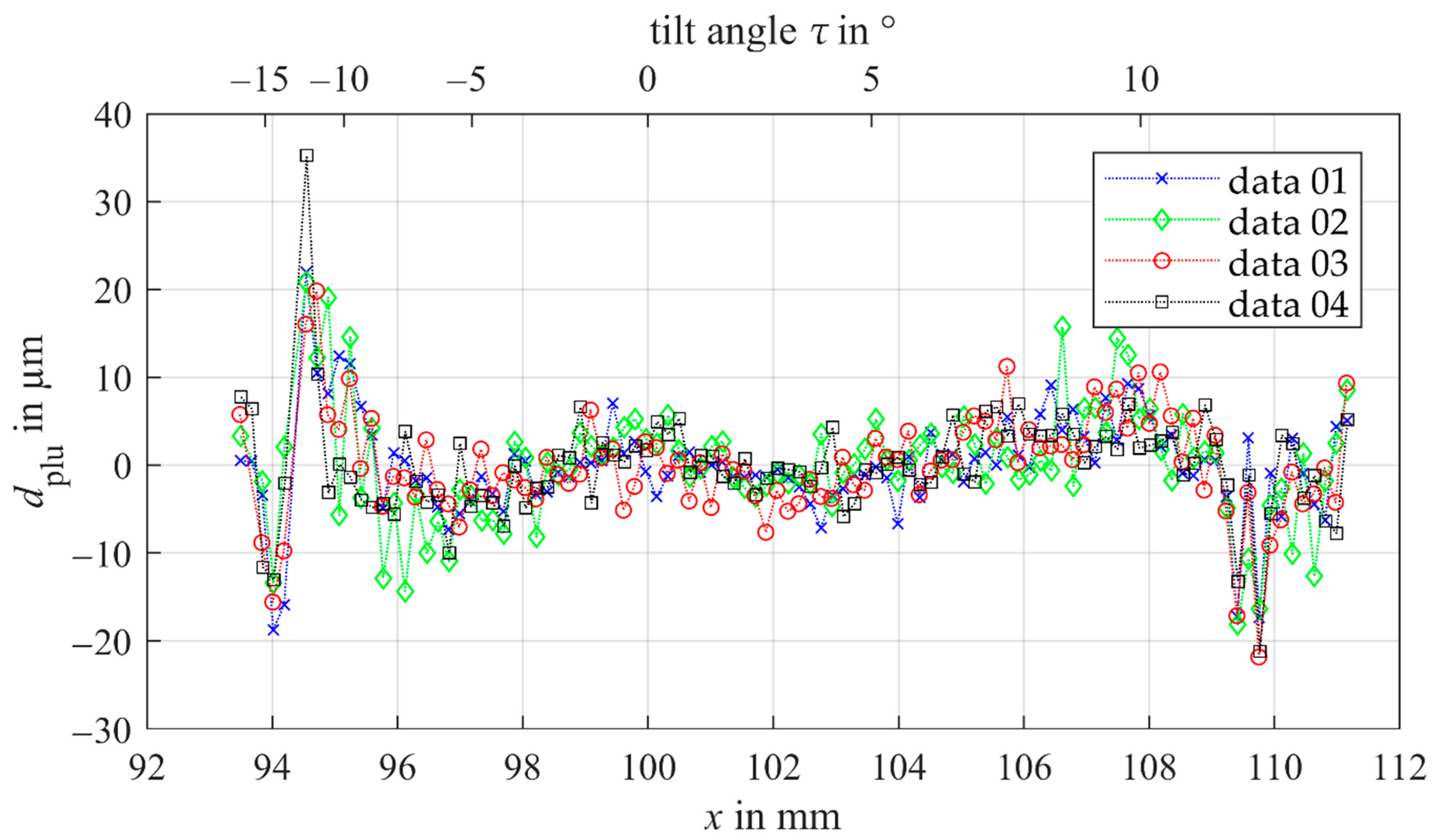
4.1.2. Random Deviations
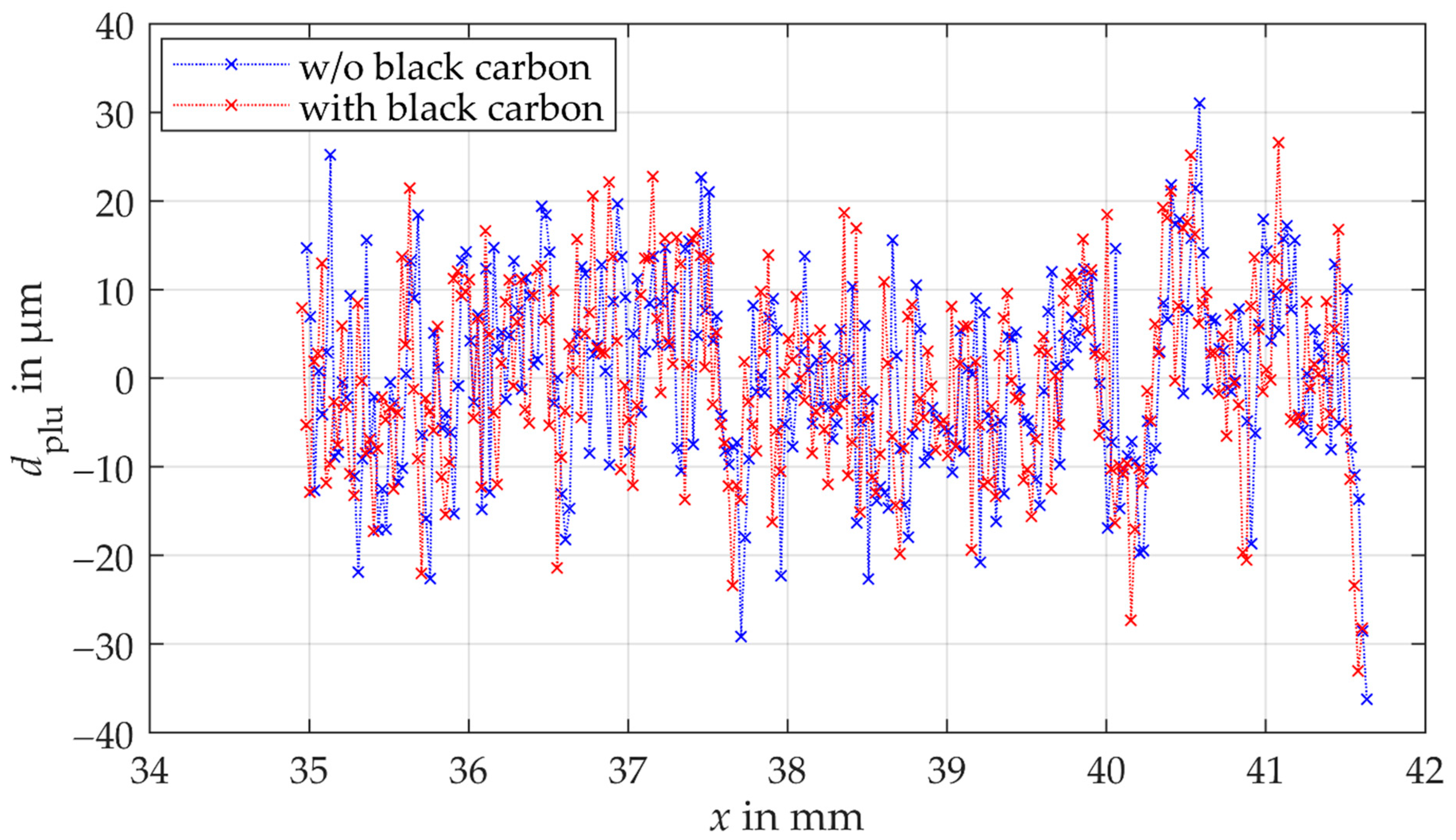
4.2. Spur Gear Measurements
5. Conclusions and Outlook
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- International Organization for Standardization. ISO1328-1: Cylindrical Gears—ISO System of Flank Tolerance Classification—Part 1: Definitions and Allowable Values of Deviations Relevant to Flanks of Gear Teeth; ISO: Geneva, Switzerland, 2013. [Google Scholar]
- Balzer, F.; Steffens, N.; Stein, M.; Kniel, K. Traceable measurement of large gears with micron accuracy: A mandatory basis for reliable wind energy systems. In Proceedings of the 59th IWK, Ilmenau Scientific Colloquium, Engineering for a Changing World, Ilmenau, Germany, 11–15 September 2017; Volume 59. [Google Scholar]
- Chen, Y.C.; Chen, J.Y. Optical Inspection System for Gear Tooth Surfaces Using a Projection Moiré Method. Sensors 2019, 19, 1450. [Google Scholar] [CrossRef] [PubMed]
- Wiemann, A.K.; Stein, M.; Kniel, K. Traceable metrology for large involute gears. Precis. Eng. 2019, 55, 330–338. [Google Scholar] [CrossRef]
- Peggs, G.N.; Maropoulos, P.G.; Hughes, E.B.; Forbes, A.B.; Robson, S.; Ziebart, M.; Muralikrishnan, B. Recent developments in large-scale dimensional metrology. Proc. Inst. Mech. Eng. B 2009, 223, 571–595. [Google Scholar] [CrossRef]
- Franceschini, F.; Galetto, M.; Maisano, D.; Mastrogiacomo, L. Large-scale dimensional metrology (LSDM): From tapes and theodolites to multi-sensor systems. Int. J. Precis. Eng. Manuf. 2014, 15, 1739–1758. [Google Scholar] [CrossRef]
- Balzer, F.; Schäfer, M.; Lindner, I.; Günther, A.; Stöbener, D.; Westerkamp, J. Recent advances in optical gear measurements—A new approach for fast measurements of large gears. In Proceedings of the 6th International Conference on Gears, Garching, VDI-Berichte, Garching, Germany, 5–7 October 2015; VDI Wissensforum GmbH: Düsseldorf, Germany, 2015; Volume 2255, pp. 655–666. [Google Scholar]
- Guo, X.; Shi, Z.; Yu, B.; Zhao, B.; Li, K.; Sun, Y. 3D measurement of gears based on a line structured light sensor. Precis. Eng. 2020, 61, 160–169. [Google Scholar] [CrossRef]
- Younes, M.; Khalil, A.M.; Damir, M. Automatic measurement of spur gear dimensions using laser light. Part 2: Measurement of flank profile. Opt. Eng. 2005, 44, 103603. [Google Scholar] [CrossRef]
- Auerswald, M.M.; von Freyberg, A.; Fischer, A. Laser line triangulation for fast 3D measurements on large gears. Int. J. Adv. Manuf. Technol. 2019, 100, 2423–2433. [Google Scholar] [CrossRef]
- Peters, J.; Goch, G.; Günther, A. Helical gear measurement using structured light. In Proceedings of the XVI IMEKO World Congress, Wien, Austria, 25–28 September 2000; pp. 227–230. [Google Scholar]
- Meeß, K.; Kästner, M.; Seewig, J. Verringerung und Abschätzung der Messunsicherheit bei der optischen Verzahnungsmessung mit Streifenprojektion. TM—Tech. Mess. 2006, 73, 603–610. [Google Scholar]
- Sciammarella, C.A.; Lamberti, L.; Sciammarella, F.M. High-accuracy contouring using projection moiré. Opt. Eng. 2005, 44, 093605. [Google Scholar] [CrossRef]
- Fang, S.; Zhu, X.; Yang, P.; Cai, Q.; Komori, M.M.; Kubo, A. Analysis and compensation method for installation error in measuring gear tooth flank with laser interferometry. Opt. Eng. 2014, 53, 084111. [Google Scholar] [CrossRef]
- Micro-Epsilon. More Precision—Confocal Chromatic Sensor System; Micro-Epsilon: Ortenburg, Germany, 2020. [Google Scholar]
- Pillarz, M.; von Freyberg, A.; Fischer, A. Determination of the mean base circle radius of gears by optical multi-distance measurements. J. Sens. Sens. Syst. 2020, 9, 273–282. [Google Scholar] [CrossRef]
- Günther, A.; Peters, J.; Goch, G. Flächenhafte numerische Beschreibung, Ausrichtung und Auswertung von Zylinderrädern (3D-Surface-like Numerical Description, Alignment, and Evaluation of Involute Cylindrical Gears). TM Tech. Mess. Plattf. Methoden Syst. Anwend. Messtech. 2001, 68, 160. [Google Scholar]
- Goch, G. Gear Metrology. CIRP Ann. 2003, 52, 659–695. [Google Scholar] [CrossRef]
- Stöbener, D.; Freyberg, A.; Fuhrmann, M.; Goch, G. Characterisation of gear distortions with areal parameters. In Proceedings of the 3rd International Conference on Distortion Engineering, Bremen, Germany, 14–16 September 2011; pp. 147–154. [Google Scholar]
- Pillarz, M.; von Freyberg, A.; Fischer, A. Gear Shape Parameter Measurement Using a Model-Based Scanning Multi-Distance Measurement Approach. Sensors 2020, 20, 3910. [Google Scholar] [CrossRef] [PubMed]
- Stöbener, D.; von Freyberg, A.; Fuhrmann, M.; Goch, G. Areal parameters for the characterisation of gear distortions. Mater. Werkst. 2012, 43, 120–124. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Number of Teeth | Normal Module in mm | Base Circle Diameter in mm | |
|---|---|---|---|
| tooth flank standard | 20 | 10.64117 | 199.99 |
| spur gear | 26 | 3.75 | 91.62 |
| Laser Triangulation Sensor | Confocal-Chromatic Sensor | |
|---|---|---|
| measuring range | 50 mm | 10 mm |
| acceptance angle | ±30° | ±17° |
| light spot diameter wd | 55–570 µm | 16 µm |
| linearity error | ±30 µm | ±2.5 µm |
| reproducibility | ±2 µm | ±0.3 µm |
| Laser Triangulation Sensor (Mid-Range) wd = 55 µm | Confocal-Chromatic Sensor wd = 16 µm | |
|---|---|---|
| ∆dtilt in µm | 17.9 | 5.2 |
| ∆dcurvature in µm | 0.04 | 0.003 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pillarz, M.; von Freyberg, A.; Stöbener, D.; Fischer, A. Gear Shape Measurement Potential of Laser Triangulation and Confocal-Chromatic Distance Sensors. Sensors 2021, 21, 937. https://doi.org/10.3390/s21030937
Pillarz M, von Freyberg A, Stöbener D, Fischer A. Gear Shape Measurement Potential of Laser Triangulation and Confocal-Chromatic Distance Sensors. Sensors. 2021; 21(3):937. https://doi.org/10.3390/s21030937
Chicago/Turabian StylePillarz, Marc, Axel von Freyberg, Dirk Stöbener, and Andreas Fischer. 2021. "Gear Shape Measurement Potential of Laser Triangulation and Confocal-Chromatic Distance Sensors" Sensors 21, no. 3: 937. https://doi.org/10.3390/s21030937
APA StylePillarz, M., von Freyberg, A., Stöbener, D., & Fischer, A. (2021). Gear Shape Measurement Potential of Laser Triangulation and Confocal-Chromatic Distance Sensors. Sensors, 21(3), 937. https://doi.org/10.3390/s21030937