
Hermetic Welding of an Optical Fiber Fabry–Pérot Cavity for a Diaphragm-Based Pressure Sensor Using CO2 Laser


 and
and 
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Principle and Simulation Analysis
2.1. Interference Principle of the FP Cavity
2.2. Sensing Principle of the FP Cavity
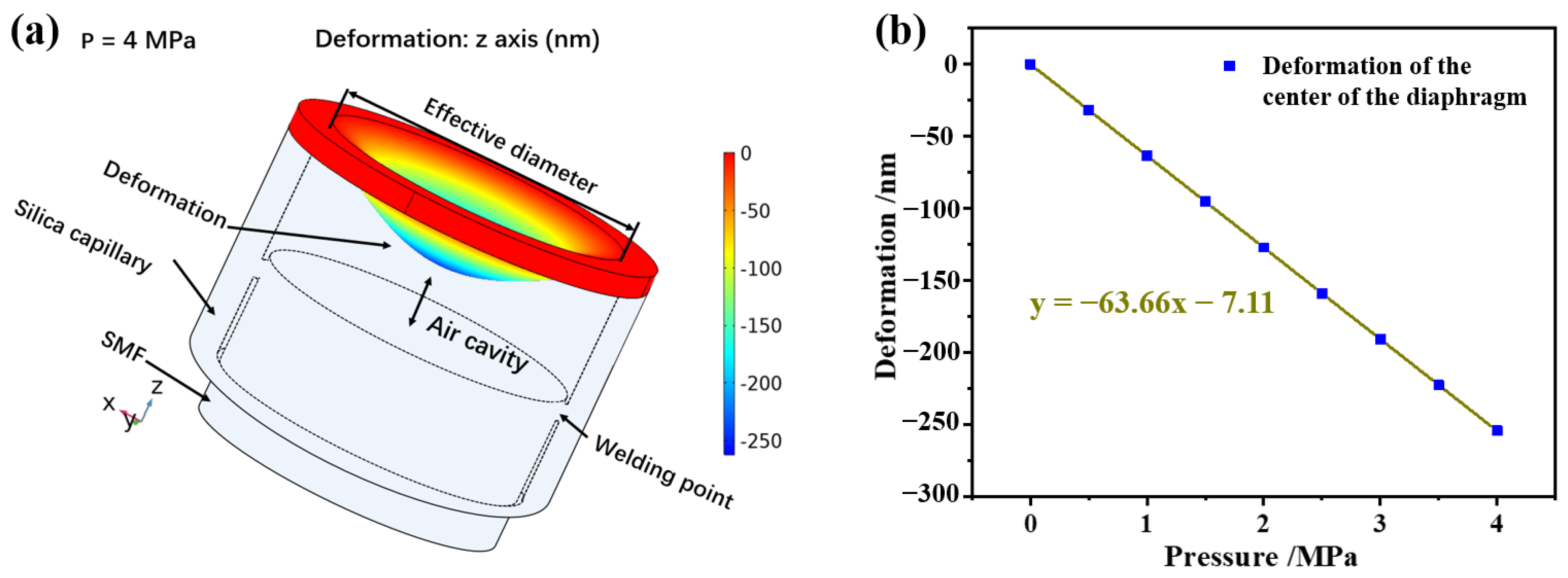
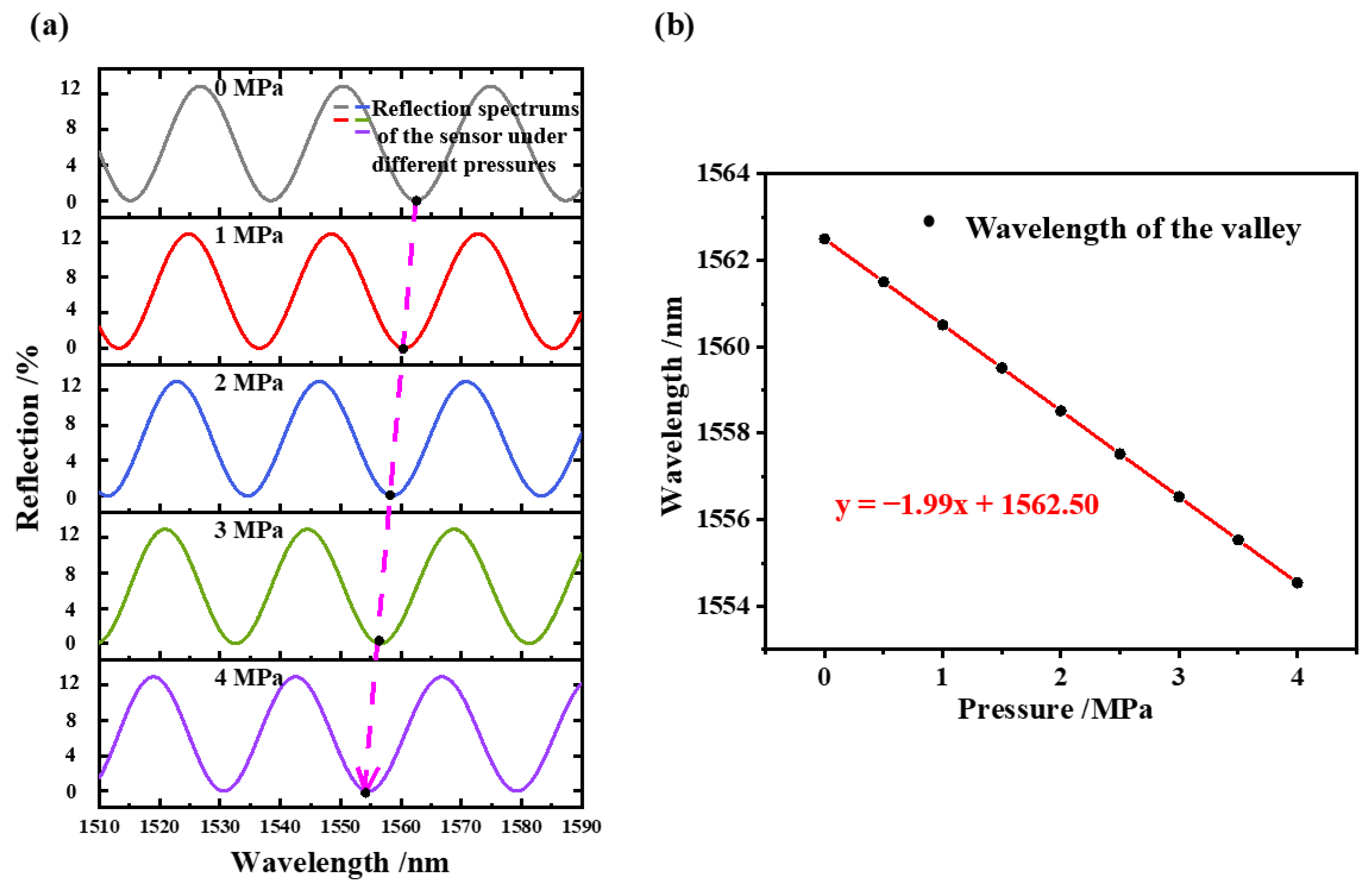
2.3. Simulation of the FP Cavity Sensor
3. Analysis of Experimental Results
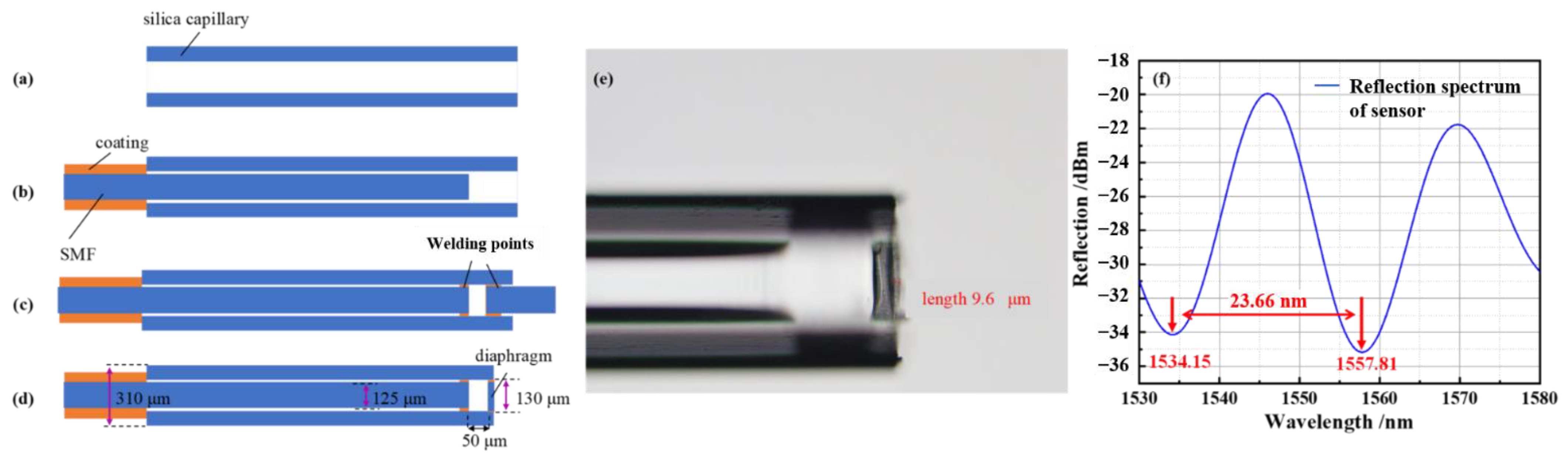
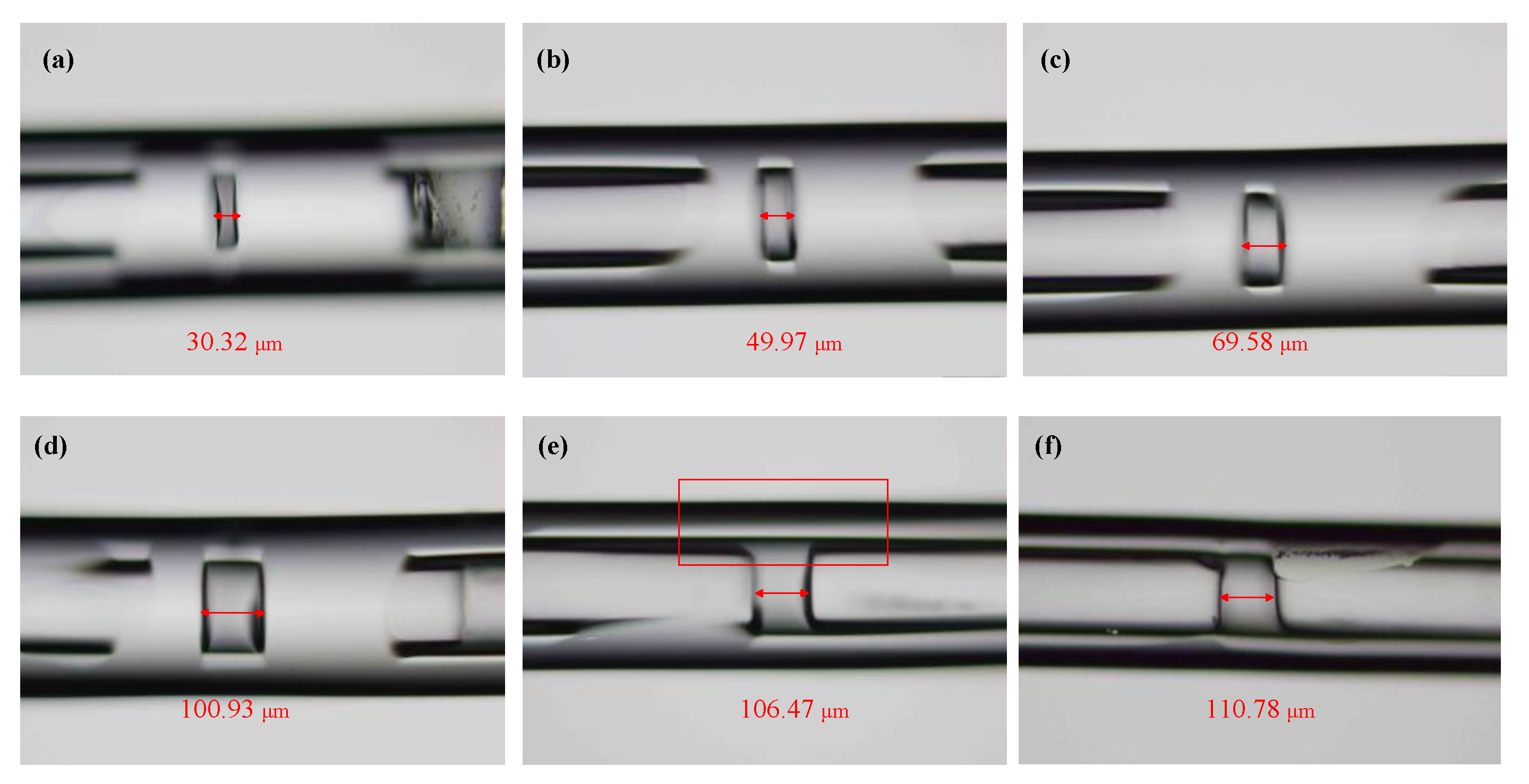
3.1. Fabrication of the Pressure Sensor
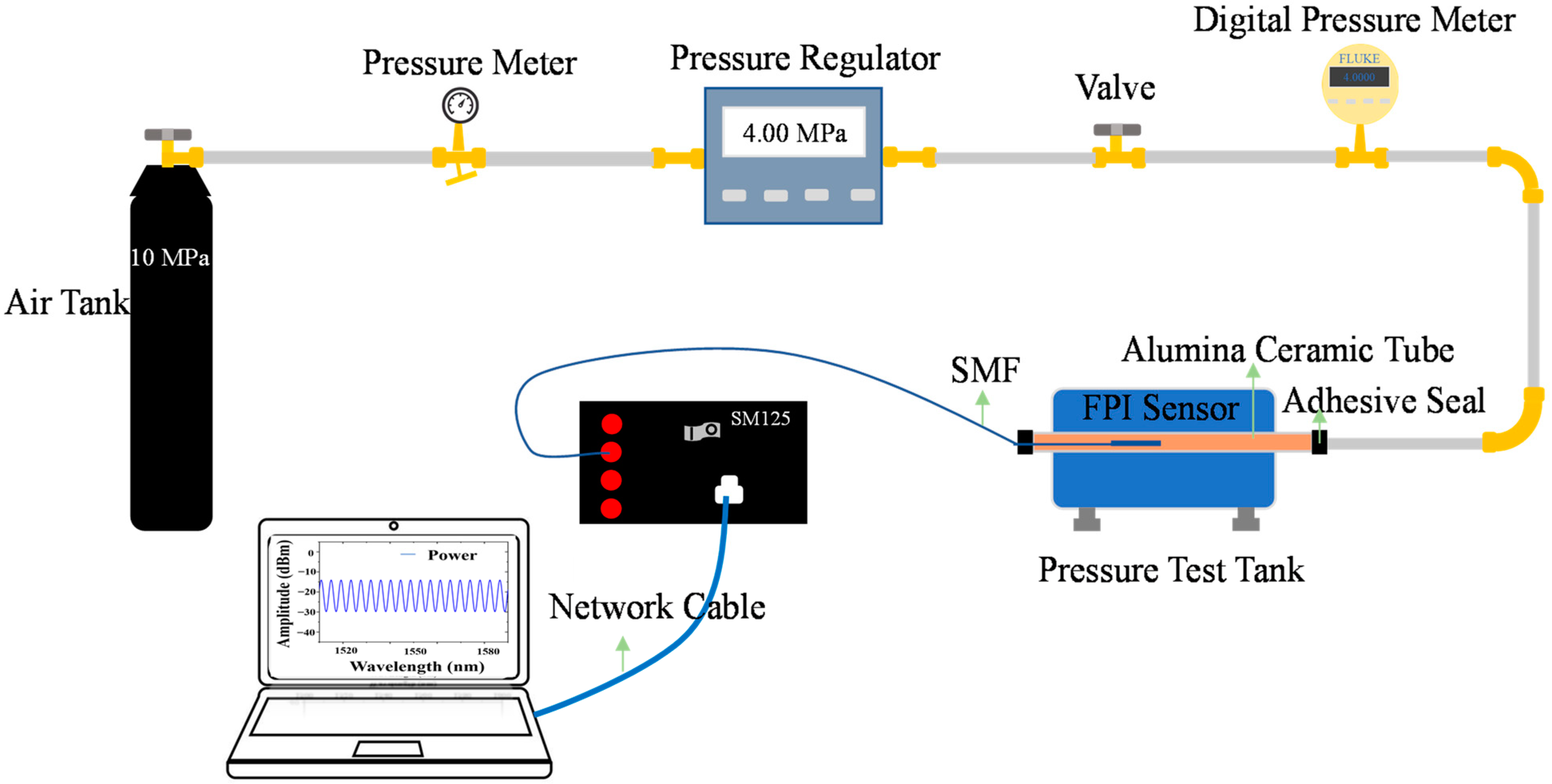
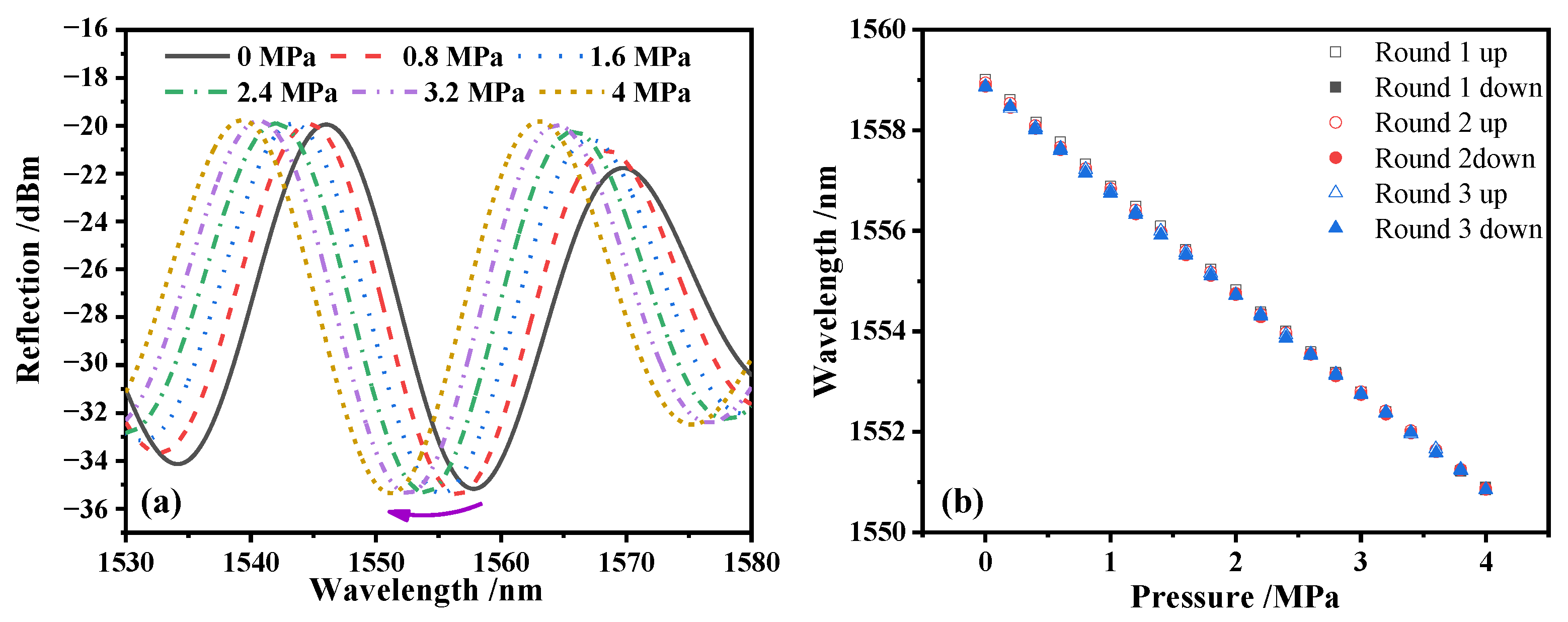
3.2. Experiment and Analysis of Gas Pressure Sensing
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Lee, B.H.; Kim, Y.H.; Park, K.S.; Eom, J.B.; Kim, M.J.; Rho, B.S.; Choi, H.Y. Interferometric Fiber Optic Sensors. Sensors 2012, 12, 2467–2486. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhu, T.; Wu, D.; Liu, M.; Duan, D.-W. In-Line Fiber Optic Interferometric Sensors in Single-Mode Fibers. Sensors 2012, 12, 10430–10449. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Aref, S.H.; Latifi, H.; Zibaii, M.I.; Afshari, M. Fiber Optic Fabry-Perot Pressure Sensor with Low Sensitivity to Temperature Changes for Downhole Application. Opt. Commun. 2007, 269, 322–330. [Google Scholar] [CrossRef]
- Bing, Q.; Pickrell, G.R.; Po, Z.; Yuhong, D.; Wei, P.; JunCheng, X.; Zhenyu, H.; Jiangdong, D.; Hai, X.; Zhiyong, W.; et al. Fiber Optic Pressure and Temperature Sensors for Oil Down Hole Application. Proc. SPIE Int. Soc. Opt. Eng. 2002, 4578, 182–190. [Google Scholar]
- Zhou, X.; Yu, Q.; Peng, W. Fiber-Optic Fabry-Perot Pressure Sensor for Down-Hole Application. Opt. Lasers Eng. 2019, 121, 289–299. [Google Scholar] [CrossRef]
- Chen, W.P.; Wang, D.N.; Xu, B.; Zhao, C.L.; Chen, H.F. Multimode Fiber Tip Fabry-Perot Cavity for Highly Sensitive Pressure Measurement. Sci. Rep. 2017, 7, 368. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wei, H.; Chen, M.; Krishnaswamy, S. Three-Dimensional-Printed Fabry-Perot Interferometer on an Optical Fiber Tip for a Gas Pressure Sensor. Appl. Opt. 2020, 59, 2173–2178. [Google Scholar] [CrossRef] [PubMed]
- Melissinaki, V.; Farsari, M.; Pissadakis, S. A Fiber-Endface.Fabry-Perot Vapor Microsensor Fabricated by Multiphoton Polymerization. IEEE J. Sel. Top. Quantum Electron. 2015, 21, 344–353. [Google Scholar] [CrossRef]
- Liu, B.; Lin, J.; Liu, H.; Jin, A.; Jin, P. Extrinsic Fabry-Perot Fiber Acoustic Pressure Sensor Based on Large-Area Silver Diaphragm. Microelectron. Eng. 2016, 166, 50–54. [Google Scholar] [CrossRef]
- Zhu, Y.Z.; Wang, A.B. Miniature Fiber-Optic Pressure Sensor. IEEE Photonics Technol. Lett. 2005, 17, 447–449. [Google Scholar]
- Chen, M.-q.; Wei, H.-m.; Zhao, Y.; Lei, X.-h.; Krishnaswamy, S. Temperature Insensitive Air-Cavity Fabry-Perot Gas Pressure Sensor Based on Core-Offset Fusion of Hollow-Core Fibers. Sens. Actuators A Phys. 2019, 298, 111589. [Google Scholar] [CrossRef]
- Xu, J.C.; Pickrell, G.; Wang, X.W.; Peng, W.; Cooper, K.; Wang, A.B. A Novel Temperature-Insensitive Optical Fiber Pressure Sensor for Harsh Environments. IEEE Photonics Technol. Lett. 2005, 17, 870–872. [Google Scholar]
- Wang, W.; Wu, W.; Wu, S.; Li, Y.; Huang, C.; Tian, X.; Fei, X.; Huang, J. Adhesive-Free Bonding Homogenous Fused-Silica Fabry-Perot Optical Fiber Low Pressure Sensor in Harsh Environments by CO2 Laser Welding. Opt. Commun. 2019, 435, 97–101. [Google Scholar] [CrossRef]
- Zhang, Y.; Yuan, L.; Lan, X.; Kaur, A.; Huang, J.; Xiao, H. High-Temperature Fiber-Optic Fabry-Perot Interferometric Pressure Sensor Fabricated by Femtosecond Laser. Opt. Lett. 2013, 38, 4609–4612. [Google Scholar] [CrossRef] [PubMed]
- Liu, G.; Han, M. Fiber-Optic Gas Pressure Sensing with a Laser-Heated Silicon-Based Fabry-Perot Interferometer. Opt. Lett. 2015, 40, 2461–2464. [Google Scholar] [CrossRef] [PubMed]
- Yi, J.; Lally, E.; Wang, A.; Xu, Y. Demonstration of an All-Sapphire Fabry-Perot Cavity for Pressure Sensing. IEEE Photonics Technol. Lett. 2011, 23, 9–11. [Google Scholar] [CrossRef]
- Li, W.; Liang, T.; Chen, Y.; Jia, P.; Xiong, J.; Hong, Y.; Lei, C.; Yao, Z.; Qi, L.; Liu, W. Interface Characteristics of Sapphire Direct Bonding for High-Temperature Applications. Sensors 2017, 17, 2080. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhou, Y.H.; Yeh, K.Y.; Rimrott, F.P.J. Theory of Vibrating Diaphragm-Type Pressure Sensor. AIAA J. 1994, 32, 633–638. [Google Scholar]
- Jia, C.Y. Study on Miniature Low-Temperature Fabry-Perot Interferometric Fiber-Optic Sensor. Master’s Thesis, Dalian University of Technology, Dalian, China, 2009. [Google Scholar]
- Ran, Z.L.; Rao, Y.J.; Liu, W.J.; Liao, X.; Chiang, K.S. Laser-micromachined Fabry-Perot optical Fiber Tip Sensor for High-resolution Temperature Independent Measurement of Refractive Index. Opt. Express 2008, 16, 2252–2263. [Google Scholar] [CrossRef] [PubMed]
- Verification Regulation of Pressure Transducer (Static) JJG 860-2015. 2015. Available online: https://www.antpedia.com/standard/7063278-1.html (accessed on 5 April 2022).

Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, H.; Li, Y.; Zhang, Z.; Yang, C.; Liang, M.; Hu, Y.; Wei, H.; Pang, F. Hermetic Welding of an Optical Fiber Fabry–Pérot Cavity for a Diaphragm-Based Pressure Sensor Using CO2 Laser. Sensors 2022, 22, 4700. https://doi.org/10.3390/s22134700
Zhang H, Li Y, Zhang Z, Yang C, Liang M, Hu Y, Wei H, Pang F. Hermetic Welding of an Optical Fiber Fabry–Pérot Cavity for a Diaphragm-Based Pressure Sensor Using CO2 Laser. Sensors. 2022; 22(13):4700. https://doi.org/10.3390/s22134700
Chicago/Turabian StyleZhang, Hui, Yi Li, Zhuo Zhang, Chaoming Yang, Mingshan Liang, Yong Hu, Heming Wei, and Fufei Pang. 2022. "Hermetic Welding of an Optical Fiber Fabry–Pérot Cavity for a Diaphragm-Based Pressure Sensor Using CO2 Laser" Sensors 22, no. 13: 4700. https://doi.org/10.3390/s22134700
APA StyleZhang, H., Li, Y., Zhang, Z., Yang, C., Liang, M., Hu, Y., Wei, H., & Pang, F. (2022). Hermetic Welding of an Optical Fiber Fabry–Pérot Cavity for a Diaphragm-Based Pressure Sensor Using CO2 Laser. Sensors, 22(13), 4700. https://doi.org/10.3390/s22134700