
Three-Stage Wiener-Process-Based Model for Remaining Useful Life Prediction of a Cutting Tool in High-Speed Milling

Abstract
:1. Introduction
2. Three-Stage Wiener-Process-Based Model
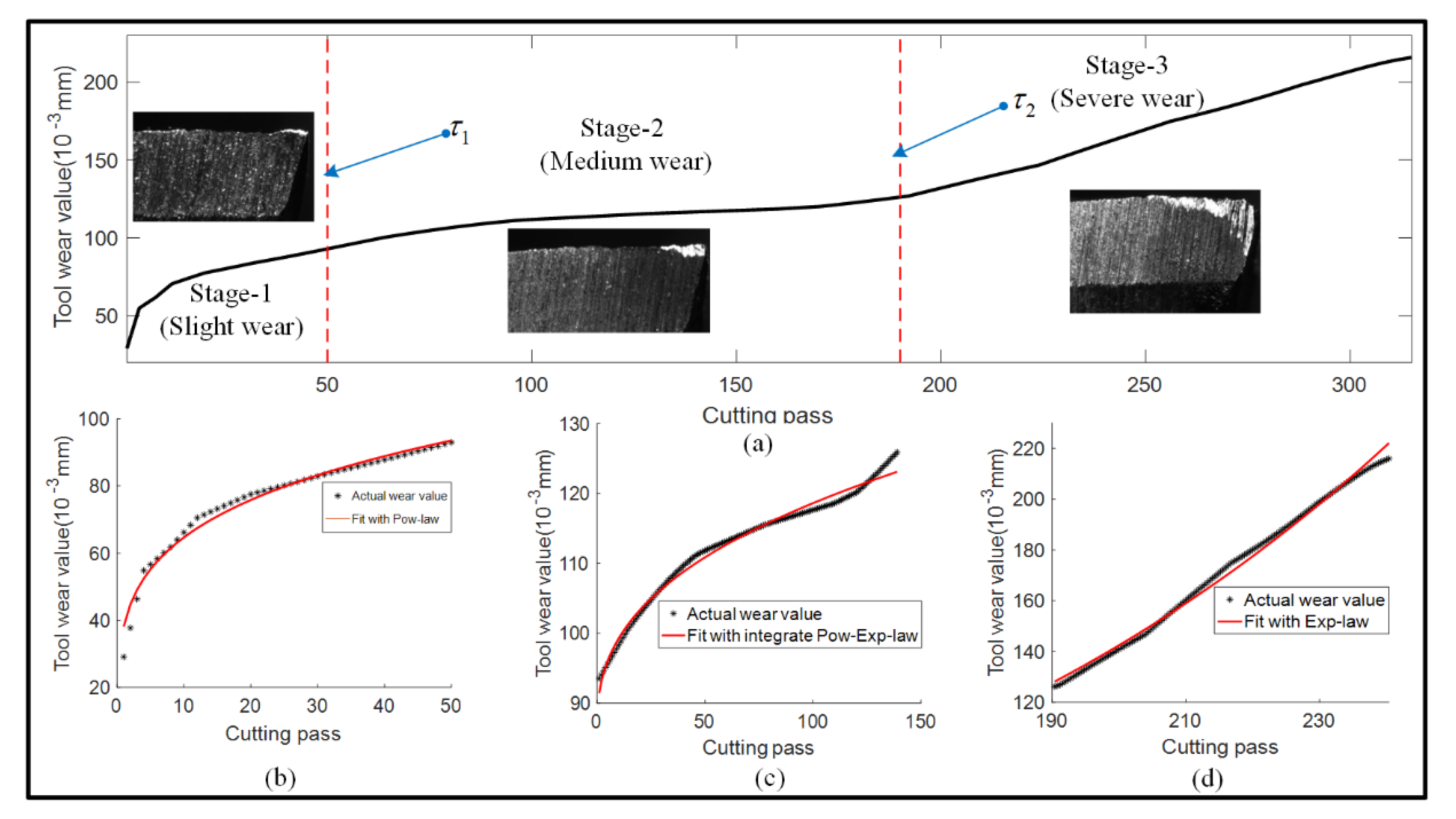
2.1. Motivation
2.2. Model Formulation
3. RUL Prediction Framework
3.1. Feature Extraction and Selection
3.1.1. Feature Extraction
3.1.2. Automatic Feature Selection with SDAE
3.2. Tool Wear Stage Classification and Health Indicator Construction
3.3. Parameter Estimation and RUL Prediction
3.3.1. Offline Estimation of Initial Model Parameters
3.3.2. Online Updating of Model Parameters
- E-Step: Calculating the expectation of log-likelihood function based on the iteration.
- M-Step: Calculating the parameter in the iteration.
3.3.3. RUL Prediction
- PDF of lifetime
- PDF of RUL up to
4. Experimental Study
4.1. Experiment Set-Up and Data Acquisition
4.2. Feature Selection with SDAE
4.3. Experimental Results
4.3.1. Model Parameter Estimation
- (1)
- Stage-1
- (2)
- Stage-2
- (3)
- Stage-3

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Model Parameters | Cutter #1 | Cutter #4 | Cutter #6 | ||||||
|---|---|---|---|---|---|---|---|---|---|
| Stage-1 | Stage-2 | Stage-3 | Stage-1 | Stage-2 | Stage-3 | Stage-1 | Stage-2 | Stage-3 | |
| 31.7602 | 89.7611 | ― | 23.4435 | 52.1428 | ― | 38.1735 | 89.0511 | ― | |
| 0.2582 | 0.0001 | ― | 0.3071 | 0.1082 | ― | 0.2291 | 0.0462 | ― | |
| ― | 3.9420 | 122.8121 | ― | 3.0810 | 89.6324 | ― | 50.1321 | 128.2356 | |
| ― | 0.0144 | 0.0031 | ― | 0.0082 | 0.0073 | ― | 0.0019 | 0.0044 | |
| 0.0107 | 0.0969 | 0.0925 | 0.0108 | 0.0145 | 0.0283 | 0.0028 | 0.0173 | 0.0543 | |
| 0.9837 | 1.1215 | 0.9995 | 1.0031 | 0.9998 | 0.9999 | 1.0001 | 0.9986 | 0.9998 | |
| 0.5046 | 0.1312 | 0.4480 | 0.4612 | 0.1678 | 0.9885 | 0.9715 | 0.1150 | 0.7297 | |
| 0.0140 | 0.0133 | 0.0436 | 0.0135 | 0.0138 | 0.0324 | 0.0145 | 0.0135 | 0.0397 | |
4.3.2. RUL Prediction Result
4.3.3. Comparison and Evaluation
- (1)
- MSE
- (2)
- MAE
- (3)
- where , and denote the predicted RUL, actual RUL and mean actual RUL, respectively. We can observe from Table 6 that our model achieves much better performance than the other three models.
5. Discussion and Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Taylor, F.W. On the Art of Cutting Metals. In Society of Mechanical Engineers; American Society of Mechanical Engineers: New York, NY, USA, 1907; p. 9. [Google Scholar]
- Ernst, H. Physics of metal cutting. In Machining of Metal; Cincinnati Milling Machine Company: Cincinnati, OH, USA, 1938. [Google Scholar]
- Benkedjouh, T.; Medjaher, K.; Zerhouni, N.; Rechak, S. Health assessment and life prediction of cutting tools based on support vector regression. J. Intell. Manuf. 2015, 26, 213–223. [Google Scholar] [CrossRef] [Green Version]
- Sun, H.; Zhang, X.; Niu, W. In-process cutting tool remaining useful life evaluation based on operational reliability assessment. Int. J. Adv. Manuf. Technol. 2016, 86, 841–851. [Google Scholar] [CrossRef]
- Zhou, J.T.; Zhao, X.; Gao, J. Tool remaining useful life prediction method based on LSTM under variable working conditions. Int. J. Adv. Manuf. Technol. 2019, 104, 4715–4726. [Google Scholar] [CrossRef]
- Babu, G.S.; Zhao, P.; Li, X.L. Deep convolutional neural network based regression approach for estimation of remaining useful life. In International Conference on Database Systems for Advanced Applications, Proceedings of the Database Systems for Advanced Applications, Dallas, TX, USA, 16–19 April 2016; Navathe, S., Wu, W., Shekhar, S., Du, X., Wang, X., Xiong, H., Eds.; Springer: Berlin/Heidelberg, Germany, 2016; Volume 9642, pp. 214–228. [Google Scholar]
- Zhang, C.; Lim, P.; Qin, A.K.; Tan, K.C. Multiobjective deep belief networks ensemble for remaining useful life estimation in prognostics. IEEE Trans. Neural Netw. Learn. Syst. 2017, 28, 2306–2318. [Google Scholar] [CrossRef] [PubMed]
- An, Q.; Tao, Z.; Xu, X.; Mansori, M.E.; Chen, M. A data-driven model for milling tool remaining useful life prediction with convolutional and stacked LSTM network. Measurement 2019, 154, 107461. [Google Scholar] [CrossRef]
- Geramifard, O.; Xu, J.X.; Zhou, J.H.; Li, X. A physically segmented hidden Markov model approach for continuous tool condition monitoring: Diagnostics and prognostics. IEEE Trans. Ind. Inform. 2012, 8, 964–973. [Google Scholar] [CrossRef]
- Geramifard, O.; Xu, J.X.; Zhou, J.H.; Li, X. Multimodal hidden Markov model-based approach for tool wear monitoring. IEEE Trans. Ind. Inform. 2014, 61, 2900–2911. [Google Scholar] [CrossRef]
- Yu, J.; Liang, S.; Tang, D.; Liu, H. A weighted hidden Markov model approach for continuous-state tool wear monitoring and tool life prediction. Int. J. Adv. Manuf. Technol. 2016, 91, 201–211. [Google Scholar] [CrossRef]
- Zhu, K.; Liu, T. Online tool wear monitoring via hidden semi-Markov model with dependent durations. IEEE Trans. Ind. Inform. 2018, 14, 69–78. [Google Scholar] [CrossRef]
- Zhang, Z.; Si, X.; Hu, C.; Lei, Y. Degradation data analysis and remaining useful life estimation: A review on wiener-process-based methods. Eur. J. Oper. Res. 2018, 271, 775–796. [Google Scholar] [CrossRef]
- Ghorbani, S.; Salahshoor, K. Estimating remaining useful life of turbofan engine using data-level fusion and feature-level fusion. J. Fail. Anal. Prev. 2020, 20, 323–332. [Google Scholar] [CrossRef]
- Li, N.; Lei, Y.; Yan, T.; Li, N.; Han, T. A Wiener-process-model-based method for remaining useful life prediction considering unit-to-unit variability. IEEE Trans. Ind. Electron. 2018, 66, 2092–2101. [Google Scholar] [CrossRef]
- Tsai, C.C.; Tseng, S.T.; Balakrishnan, N. Mis-specification analyses of gamma and Wiener degradation processes. J. Stat. Plan. Inference 2011, 141, 3725–3735. [Google Scholar] [CrossRef]
- Sun, H.; Pan, J.; Zhang, J.; Cao, D. Non-linear Wiener process–based cutting tool remaining useful life prediction considering measurement variability. Int. J. Adv. Manuf. Technol. 2020, 107, 4493–4502. [Google Scholar] [CrossRef]
- Lim, H.; Kim, Y.S.; Bae, S.J.; Sung, S.I. Partial accelerated degradation test plans for Wiener degradation processes. Qual. Technol. Quant. Manag. 2019, 16, 67–81. [Google Scholar] [CrossRef]
- Zhang, J.X.; He, X.; Si, X.S. A novel multi-phase stochastic model for lithium-ion batteries’ degradation with regeneration phenomena. Energies 2017, 10, 1687. [Google Scholar] [CrossRef] [Green Version]
- Chen, N.; Tsui, K.L. Condition monitoring and remaining useful life prediction using degradation signals: Revisited. IIE Trans. 2013, 45, 939–952. [Google Scholar] [CrossRef]
- Wen, Y.; Wu, J.; Yuan, Y. Multiple-phase modeling of degradation signal for condition monitoring and remaining useful life prediction. IEEE Trans. Reliab. 2017, 66, 924–938. [Google Scholar] [CrossRef]
- Wen, Y.; Wu, J.; Das, D.; Tseng, T.L.B. Degradation modeling and RUL prediction using Wiener process subject to multiple change points and unit heterogeneity. Reliab. Eng. Syst. Saf. 2018, 176, 113–124. [Google Scholar] [CrossRef]
- Bastami, A.R.; Aasi, A.; Arghand, H.A. Estimation of Remaining Useful Life of Rolling Element Bearings Using Wavelet Packet Decomposition and Artificial Neural Network. Iran. J. Sci. Technol. Trans. Electr. Eng. 2019, 43, 233–245. [Google Scholar] [CrossRef]
- Huang, G.B.; Zhu, Q.Y.; Siew, C.K. Extreme learning machine: Theory and applications. Neurocomputing 2006, 70, 489–501. [Google Scholar] [CrossRef]
- Wu, T.F.; Lin, C.J.; Weng, R. Probability estimates for multi-class classification by pairwise coupling. J. Mach. Learn. Res. 2004, 5, 975–1005. [Google Scholar]
- Prognostics and Health Management Society. PHM Data Challenge 2010. Available online: https://phmsociety.org/conference/ (accessed on 13 May 2022).
- Wang, D.; Zhao, Y.; Yang, F.; Tsui, K.L. Nonlinear-drifted Brownian motion with multiple hidden states for remaining useful life prediction of rechargeable batteries. Mech. Syst. Signal Process. 2017, 93, 531–544. [Google Scholar] [CrossRef]
- Si, X.; Hu, C.; Zhang, Z. Data-Driven Remaining Useful Life Prognostics Techniques; Nation Defense Industry Press: Beijing, China; Springer: Berlin/Heidelberg, Germany, 2017. [Google Scholar]








| Step 1: Set the parameters |
| Step 2: Estimate the state and variance |
| Step 3: Calculate the Kalman coefficient |
| Step 4: Update the state and variance |
| Step 1: Forward iteration through Kalman filter and obtain the optimal estimation and . |
| Step 2: Optimal smoothing estimation of backward iteration |
| Step 3: Initialization |
| Step 4: Smoothing covariance calculation of backward iteration |
| Feature | Expression | Feature | Expression |
|---|---|---|---|
| T1 | T9 | ||
| T2 | T10 | ||
| T3 | T11 | ||
| T4 | T12 | ||
| T5 | T13 | ||
| T6 | T14 | ||
| T7 | T15 | ||
| T8 | T16 |
| Feature | Expression | Feature | Expression |
|---|---|---|---|
| F1 | F5 | ||
| F2 | F6 | ||
| F3 | F7 | ||
| F4 | F8 |
| Model | Cutter #1 | Cutter #4 | Cutter #6 | |||
|---|---|---|---|---|---|---|
| MSE | MAPE (%) | MSE | MAPE (%) | MSE | MAPE (%) | |
| Our model | 42.80 | 4.78 | 22.76 | 5.19 | 48.64 | 7.01 |
| M1 | 9355.50 | 35.85 | 1367.30 | 41.99 | 8867.40 | 28.69 |
| M2 | 492.39 | 11.85 | 569.57 | 12.66 | 462.39 | 9.20 |
| M3 | 457.76 | 13.96 | 382.71 | 7.99 | 528.68 | 13.27 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, W.; Yang, W.-A.; You, Y. Three-Stage Wiener-Process-Based Model for Remaining Useful Life Prediction of a Cutting Tool in High-Speed Milling. Sensors 2022, 22, 4763. https://doi.org/10.3390/s22134763
Liu W, Yang W-A, You Y. Three-Stage Wiener-Process-Based Model for Remaining Useful Life Prediction of a Cutting Tool in High-Speed Milling. Sensors. 2022; 22(13):4763. https://doi.org/10.3390/s22134763
Chicago/Turabian StyleLiu, Weichao, Wen-An Yang, and Youpeng You. 2022. "Three-Stage Wiener-Process-Based Model for Remaining Useful Life Prediction of a Cutting Tool in High-Speed Milling" Sensors 22, no. 13: 4763. https://doi.org/10.3390/s22134763