
Comparison of Different Cure Monitoring Techniques

 , , , ,
, , , ,  and
and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Overview of the Complete Measurement Setup
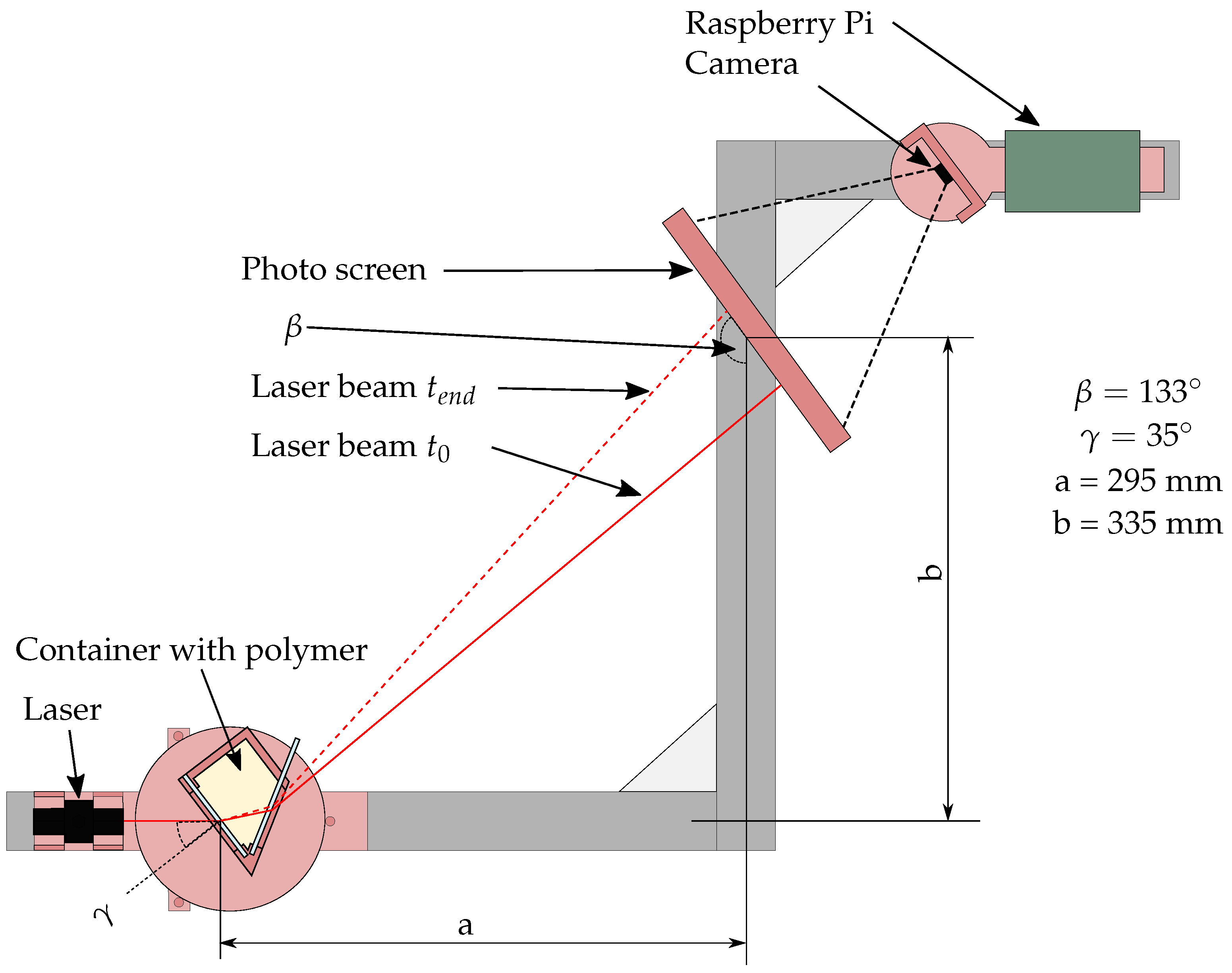
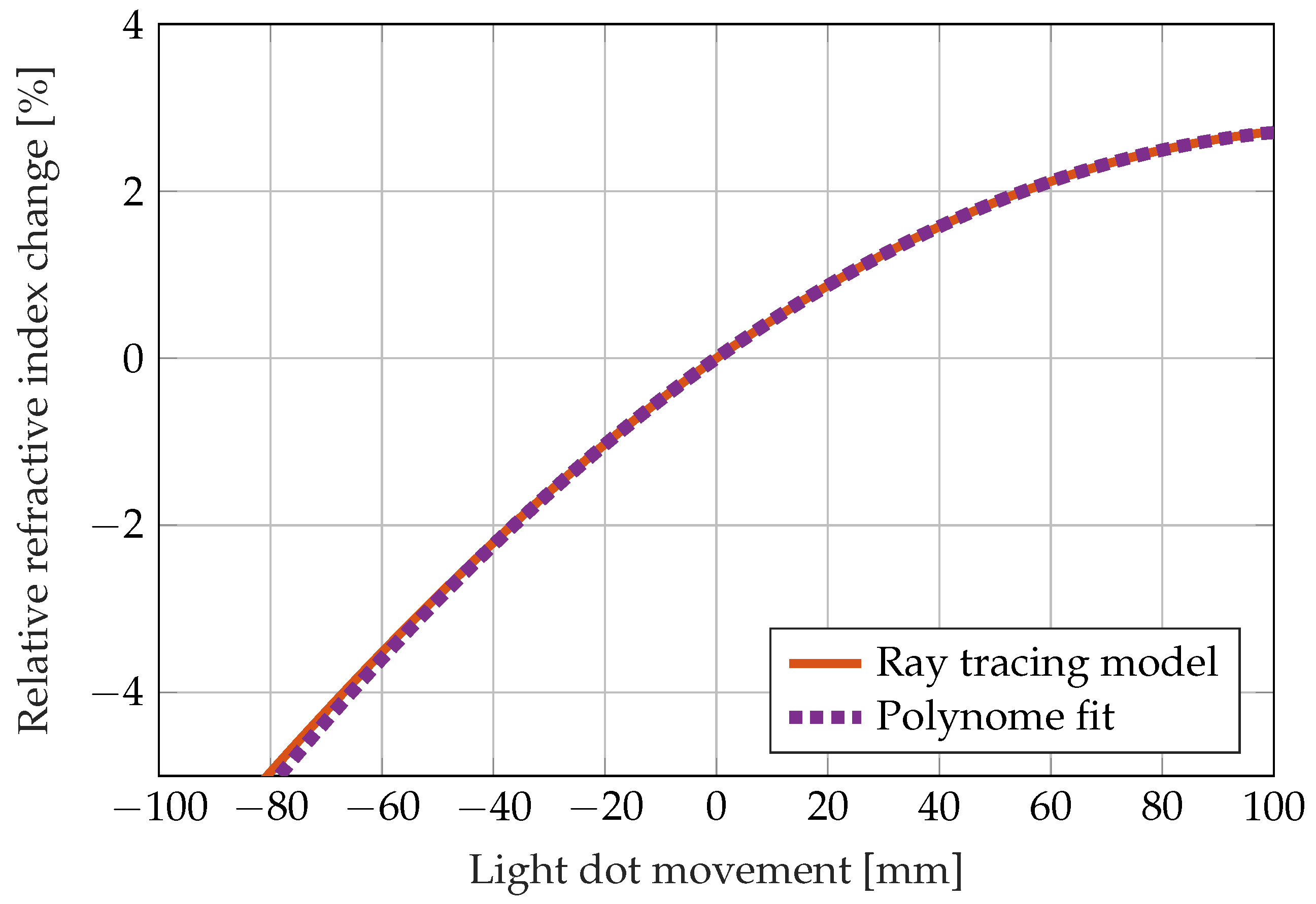
2.2. Refractive Measurement
2.3. Ultrasound Resonance Spectroscopy
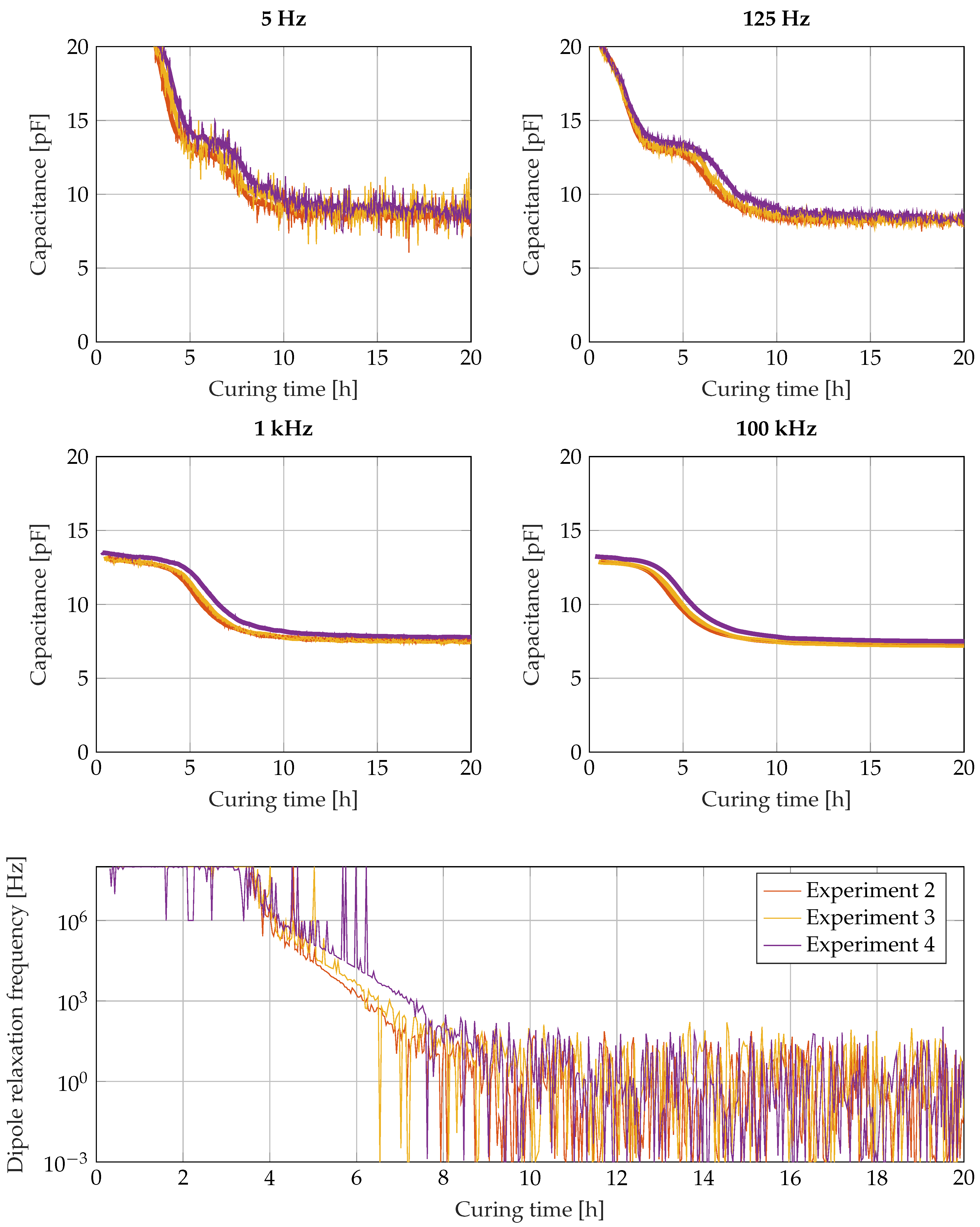
2.4. Dielectric Measurement
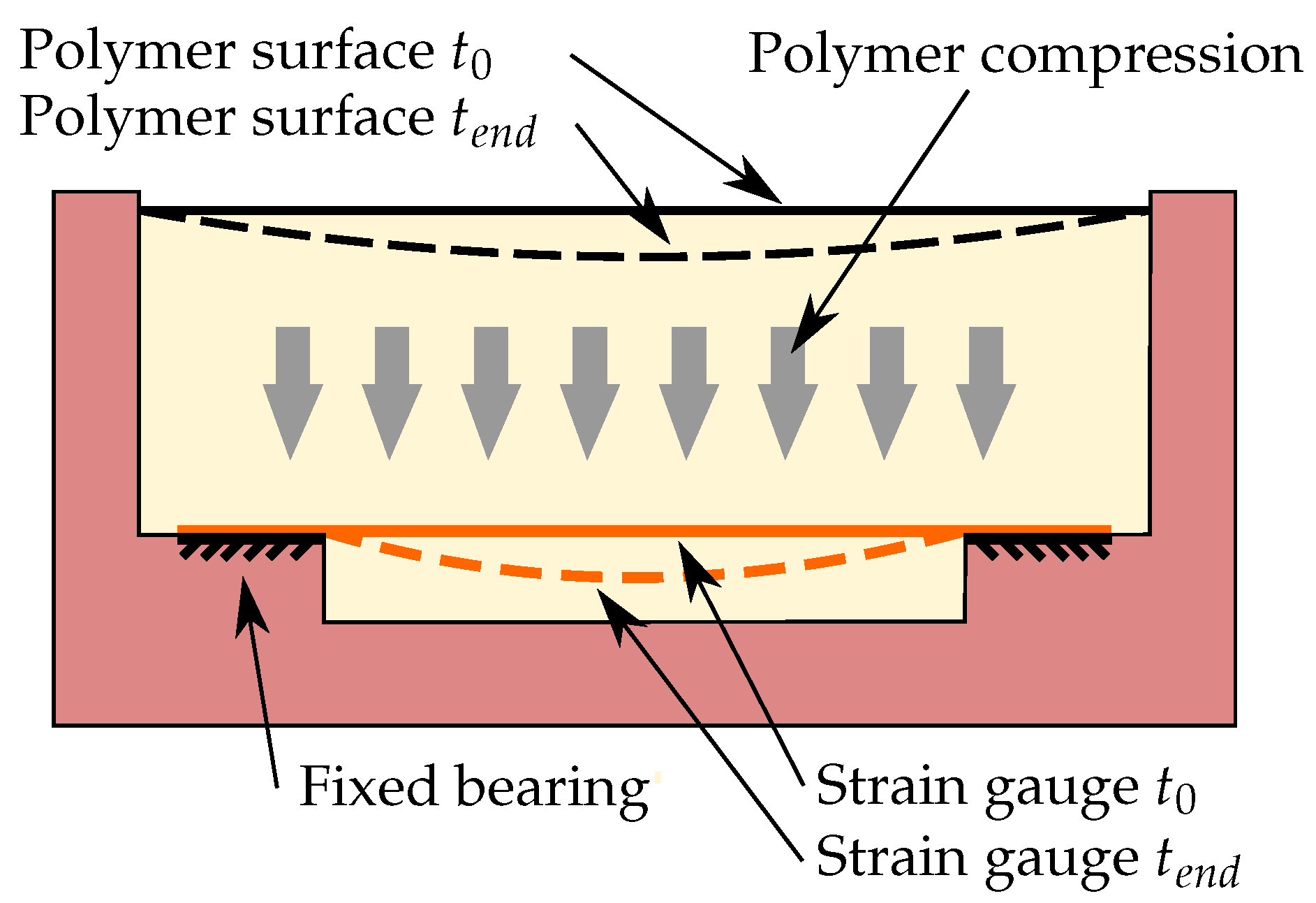
2.5. Strain and Temperature Measurement
2.6. Kinetic Cure Model
2.7. Rheology Measurements
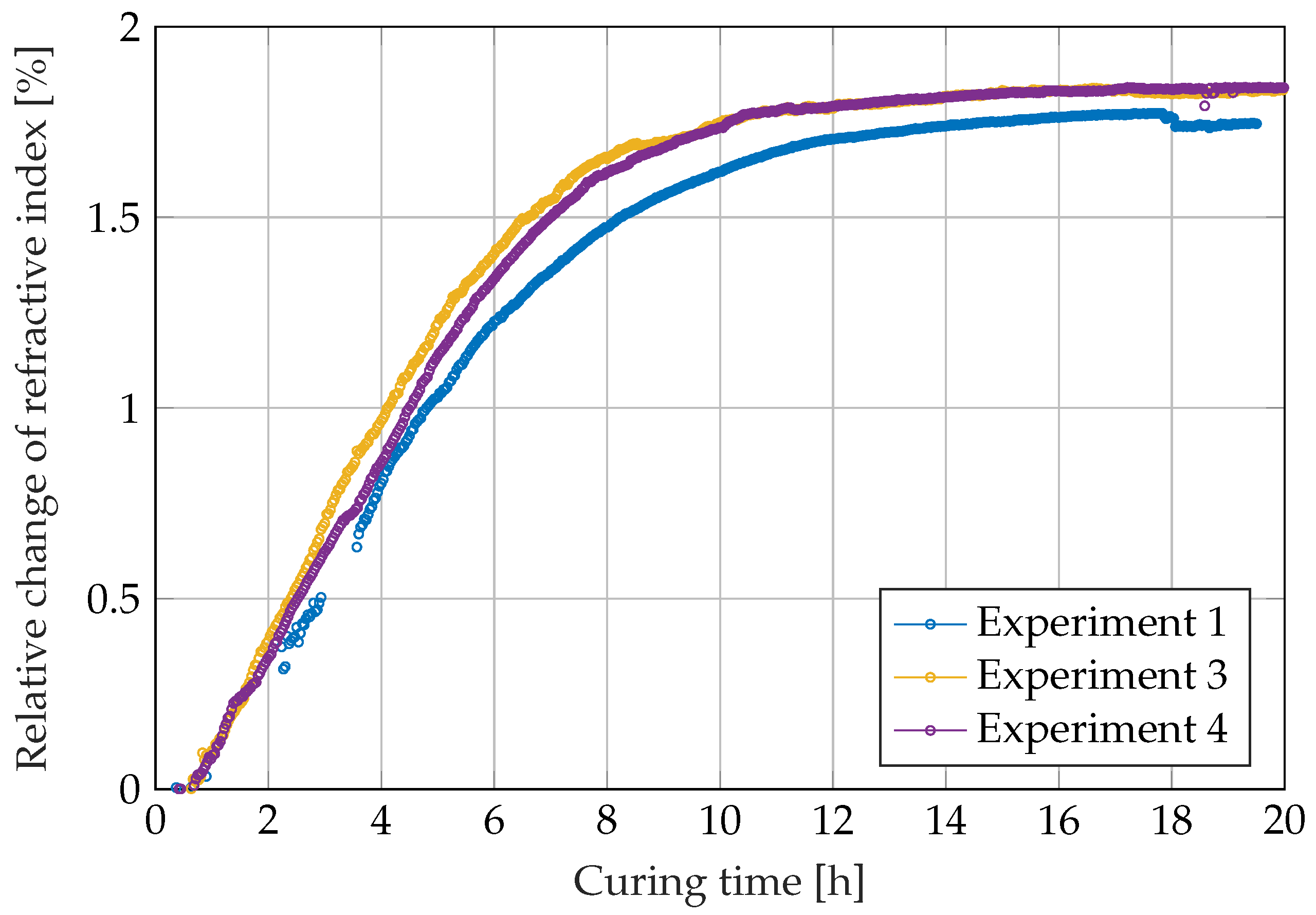
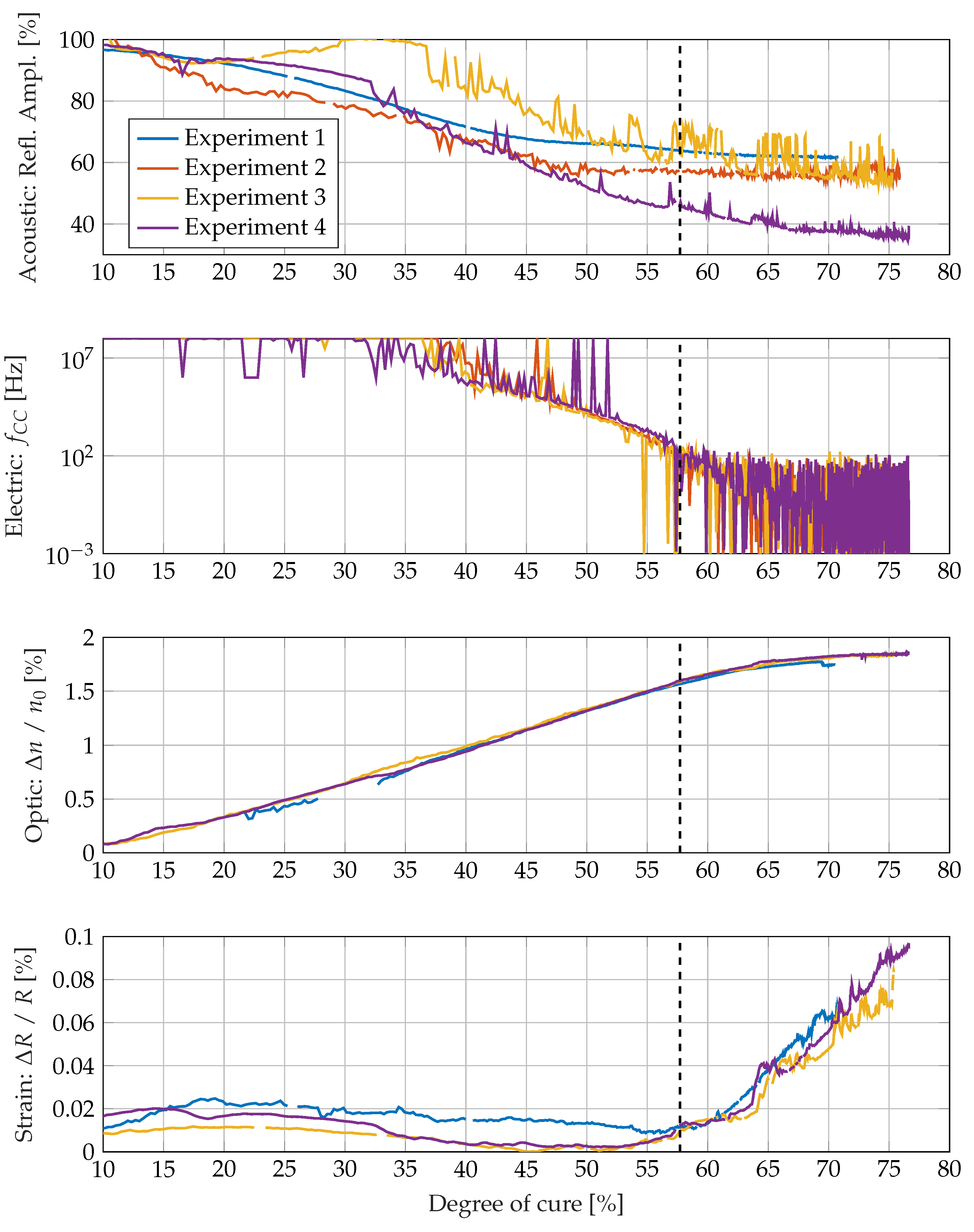
3. Results
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| CoPE | Tool for fitting kinetic models to DSC data [82] |
| DC | Direct Current |
| DOC | Degree of Cure |
| DSC | Differential Scanning Calorimetry |
| GND | Ground |
| HX711 | Chip for reading out a wheatstone bridge |
| RMS | Root Mean Squared |
Appendix A. Kinetic Curing Reaction Model

References
- Hiken, A. The Evolution of the Composite Fuselage: A Manufacturing Perspective. In Aerospace Engineering; IntechOpen: London, UK, 2019. [Google Scholar] [CrossRef]
- Müller-Pabel, M.; Rodríguez Agudo, J.A.; Gude, M. Measuring and understanding cure-dependent viscoelastic properties of epoxy resin: A review. Polym. Test. 2022, 114, 107701. [Google Scholar] [CrossRef]
- Teixeira, P.; Akhavan-Safar, A.; Carbas, R.J.C.; da Silva, L.F.M. Influence of the cure state on mechanical properties of an epoxy–based adhesive: Experimental characterization and numerical simulation. Polym. Adv. Technol. 2022, 33, 1163–1170. [Google Scholar] [CrossRef]
- Kim, H.S.; Park, S.W.; Lee, D.G. Smart cure cycle with cooling and reheating for co-cure bonded steel/carbon epoxy composite hybrid structures for reducing thermal residual stress. Compos. Part A Appl. Sci. Manuf. 2006, 37, 1708–1721. [Google Scholar] [CrossRef]
- Prussak, R.; Stefaniak, D.; Hühne, C.; Sinapius, M. Evaluation of residual stress development in FRP-metal hybrids using fiber Bragg grating sensors. Prod. Eng. 2018, 12, 259–267. [Google Scholar] [CrossRef]
- Hardis, R.; Jessop, J.L.; Peters, F.E.; Kessler, M.R. Cure kinetics characterization and monitoring of an epoxy resin using DSC, Raman spectroscopy, and DEA. Compos. Part A Appl. Sci. Manuf. 2013, 49, 100–108. [Google Scholar] [CrossRef]
- Rodrigues, J.; Pereira, M.; de Souza, A.; Carvalho, M.; Neto, A.D.; Dantas, T.; Fonseca, J. DSC monitoring of the cure kinetics of a castor oil-based polyurethane. Thermochim. Acta 2005, 427, 31–36. [Google Scholar] [CrossRef]
- Gerami, G.; Bagheri, R.; Darvishi, R. Investigation of isothermal and dynamic cure kinetics of epoxy resin/nadic methyl anhydride/dicyandiamide by differential scanning calorimetry (DSC). J. Therm. Anal. Calorim. 2018, 137, 575–582. [Google Scholar] [CrossRef]
- Dimopoulos, A.; Skordos, A.A.; Partridge, I.K. Cure kinetics, glass transition temperature development, and dielectric spectroscopy of a low temperature cure epoxy/amine system. J. Appl. Polym. Sci. 2011, 124, 1899–1905. [Google Scholar] [CrossRef]
- Aldridge, M.; Shankar, C.; Zhen, C.; Sui, L.; Kieffer, J.; Caruso, M.; Moore, J. Combined experimental and simulation study of the cure kinetics of DCPD. J. Compos. Mater. 2010, 45, 1827–1835. [Google Scholar] [CrossRef]
- Aldridge, M.; Wineman, A.; Waas, A.; Kieffer, J. In Situ Analysis of the Relationship between Cure Kinetics and the Mechanical Modulus of an Epoxy Resin. Macromolecules 2014, 47, 8368–8376. [Google Scholar] [CrossRef]
- Cruz, J.C.; Osswald, T.A. Monitoring epoxy and unsaturated polyester reactions under pressure-Reaction rates and mechanical properties. Polym. Eng. Sci. 2009, 49, 2099–2108. [Google Scholar] [CrossRef]
- Fischer, D.; Sahre, K.; Abdelrhim, M.; Voit, B.; Sadhu, V.B.; Pionteck, J.; Komber, H.; Hutschenreuter, J. Process monitoring of polymers by in-line ATR-IR, NIR and Raman spectroscopy and ultrasonic measurements. Comptes Rendus Chim. 2006, 9, 1419–1424. [Google Scholar] [CrossRef]
- Hagan, C.P.; Orr, J.F.; Mitchell, C.A.; Dunne, N.J. Real time monitoring of the polymerisation of PMMA bone cement using Raman spectroscopy. J. Mater. Sci. Mater. Med. 2009, 20, 2427. [Google Scholar] [CrossRef]
- Jiang, Y.; Garland, M.; Carpenter, K.J.; Suresh, P.S.; Widjaja, E. Kinetic study of the solution polymerization of methacrylamide initiated with potassium persulfate usingin situ Raman spectroscopy and band-target entropy minimization. J. Polym. Sci. Part A Polym. Chem. 2007, 45, 5697–5704. [Google Scholar] [CrossRef]
- Lyon, R.E.; Chike, K.E.; Angel, S.M. In situ cure monitoring of epoxy resins using fiber-optic Raman spectroscopy. J. Appl. Polym. Sci. 1994, 53, 1805–1812. [Google Scholar] [CrossRef]
- Martin, B.; Puentes, J.; Wruck, L.; Osswald, T.A. Degree of cure of epoxy/acrylic photopolymers: Characterization with raman spectroscopy and a modified phenomenological model. Polym. Eng. Sci. 2018, 58, 228–237. [Google Scholar] [CrossRef]
- Protasova, I.; Heißler, S.; Jung, N.; Bräse, S. Monitoring Reactions on Solid Phases with Raman Spectroscopy. Chem.—A Eur. J. 2017, 23, 8703–8711. [Google Scholar] [CrossRef]
- Puglia, D.; Valentini, L.; Kenny, J.M. Analysis of the cure reaction of carbon nanotubes/epoxy resin composites through thermal analysis and Raman spectroscopy. J. Appl. Polym. Sci. 2003, 88, 452–458. [Google Scholar] [CrossRef]
- Rehman, I.; Harper, E.J.; Bonfield, W. In situ analysis of the degree of polymerization of bone cement by using FT-Raman spectroscopy. Biomaterials 1996, 17, 1615–1619. [Google Scholar] [CrossRef]
- Skrifvars, M.; Niemelä, P.; Koskinen, R.; Hormi, O. Process cure monitoring of unsaturated polyester resins, vinyl ester resins, and gel coats by Raman spectroscopy. J. Appl. Polym. Sci. 2004, 93, 1285–1292. [Google Scholar] [CrossRef]
- Roberts, S.; Davidson, R. Cure and fabrication monitoring of composite materials with fibre-optic sensors. Compos. Sci. Technol. 1993, 49, 265–276. [Google Scholar] [CrossRef]
- Crosby, P.A.; Powell, G.R.; Fernando, G.F.; France, C.M.; Spooncer, R.C.; Waters, D.N. In situ cure monitoring of epoxy resins using optical fibre sensors. Smart Mater. Struct. 1996, 5, 415–428. [Google Scholar] [CrossRef]
- Liu, Y.M.; Ganesh, C.; Steele, J.P.H.; Jones, J.E. Fiber Optic Sensor Development for Real-Time In-Situ Epoxy Cure Monitoring. J. Compos. Mater. 1997, 31, 87–102. [Google Scholar] [CrossRef]
- Doyle, C.; Martin, A.; Liu, T.; Wu, M.; Hayes, S.; Crosby, P.A.; Powell, G.R.; Brooks, D.; Fernando, G.F. In-situ process and condition monitoring of advanced fibre-reinforced composite materials using optical fibre sensors. Smart Mater. Struct. 1998, 7, 145. [Google Scholar] [CrossRef]
- Powell, G.R.; Crosby, P.A.; Waters, D.N.; France, C.M.; Spooncer, R.C.; Fernando, G.F. In-situ cure monitoring using optical fibre sensors—A comparative study. Smart Mater. Struct. 1998, 7, 557. [Google Scholar] [CrossRef]
- Cusano, A.; Breglio, G.; Giordano, M.; Calabrò, A.; Cutolo, A.; Nicolais, L. An optoelectronic sensor for cure monitoring in thermoset-based composites. Sens. Actuators A Phys. 2000, 84, 270–275. [Google Scholar] [CrossRef]
- Giordano, M.; Nicolais, L.; Calabrò, A.M.; Cantoni, S.; Cusano, A.; Breglio, G.; Cutolo, A. A fiber optic thermoset cure monitoring sensor. Polym. Compos. 2000, 21, 523–530. [Google Scholar] [CrossRef]
- Kasik, E.C.; Salvia, M.; Jaffrezic-Renault, N.; Matejec, V.I. In situ study of the epoxy cure process using a fibre-optic sensor. Smart Mater. Struct. 2001, 10, 194. [Google Scholar]
- Degamber, B.; Fernando, G.F. Process Monitoring of Fiber-Reinforced Polymer Composites. MRS Bull. 2002, 27, 370–380. [Google Scholar] [CrossRef]
- Dimopoulos, A.; Buggy, S.J.; Skordos, A.A.; James, S.W.; Tatam, R.P.; Partridge, I.K. Monitoring cure in epoxies containing carbon nanotubes with an optical-fiber Fresnel refractometer. J. Appl. Polym. Sci. 2009, 113, 730–735. [Google Scholar] [CrossRef] [Green Version]
- Bilro, L.; Alberto, N.; Pinto, J.L.; Nogueira, R.N. A simple and low-cost cure monitoring system based on a side-polished plastic optical fibre. Meas. Sci. Technol. 2010, 21, 117001. [Google Scholar] [CrossRef]
- Robert, L.; Dusserre, G. Anisothermal thermosetting resin cure monitored by optical fiber refractometer. Polym. Eng. Sci. 2014, 54, 626–635. [Google Scholar] [CrossRef]
- Sampath, U.; Kim, H.; Kim, D.g.; Kim, Y.C.; Song, M. In-Situ Cure Monitoring of Wind Turbine Blades by Using Fiber Bragg Grating Sensors and Fresnel Reflection Measurement. Sensors 2015, 15, 18229–18238. [Google Scholar] [CrossRef] [PubMed]
- He, Y.; Li, Y.; Li, N.; Hao, X. Online monitoring method of degree of cure during non-isothermal microwave curing process. Mater. Res. Express 2018, 5, 025306. [Google Scholar] [CrossRef]
- Kranbuehl, D.E.; Kingsley, P.; Hart, S.; Hasko, G.; Dexter, B.; Loos, A.C. In situ sensor monitoring and intelligent control of the resin transfer molding process. Polym. Compos. 1994, 15, 299–305. [Google Scholar] [CrossRef]
- Maistros, G.M.; Partridge, I.K. Dielectric monitoring of cure in a commercial carbon-fibre composite. Compos. Sci. Technol. 1995, 53, 355–359. [Google Scholar] [CrossRef]
- Kim, J.S.; Lee, D.G. Measurement of the Degree of Cure of Carbon Fiber Epoxy Composite Materials. J. Compos. Mater. 1996, 30, 1436–1457. [Google Scholar] [CrossRef]
- Lee, D.G.; Kim, H.G. Non-Isothermal in Situ Dielectric Cure Monitoring for Thermosetting Matrix Composites. J. Compos. Mater. 2004, 38, 977–993. [Google Scholar] [CrossRef]
- Kim, H.G.; Lee, D.G. Dielectric cure monitoring for glass/polyester prepreg composites. Compos. Struct. 2002, 57, 91–99. [Google Scholar] [CrossRef]
- Maistros, G.M.; Partridge, I.K. Monitoring autoclave cure in commercial carbon fibre/epoxy composites. Compos. Part B Eng. 1998, 29, 245–250. [Google Scholar] [CrossRef]
- Sorrentino, L.; Bellini, C.; Capriglione, D.; Ferrigno, L. Local monitoring of polymerization trend by an interdigital dielectric sensor. Int. J. Adv. Manuf. Technol. 2015, 79, 1007–1016. [Google Scholar] [CrossRef]
- Sorrentino, L.; Bellini, C. In-process monitoring of cure degree by coplanar plate sensors. Int. J. Adv. Manuf. Technol. 2016, 86, 2851–2859. [Google Scholar] [CrossRef]
- Freisleben, J.; Cengery, J.; Pihera, J.; Vik, R.; Polansky, R.; Hamacek, A.; Pavlica, R.; Komarek, J. Monitoring device of resin curing process. In Proceedings of the 2016 39th International Spring Seminar on Electronics Technology (ISSE), Piscataway, NJ, USA, 18–22 May 2016; pp. 452–455. [Google Scholar] [CrossRef]
- Raponi, O.d.A.; Raponi, R.d.A.; Barban, G.B.; Di Benedetto, R.M.; Ancelotti Junior, A.C. Development of a Simple Dielectric Analysis Module for Online Cure Monitoring of a Commercial Epoxy Resin Formulation. Mater. Res. 2017, 132, 168. [Google Scholar] [CrossRef]
- Yang, Y.; Chiesura, G.; Vervust, T.; Bossuyt, F.; Luyckx, G.; Degrieck, J.; Vanfleteren, J. Design and fabrication of a flexible dielectric sensor system for in situ and real-time production monitoring of glass fibre reinforced composites. Sens. Actuators A Phys. 2016, 243, 103–110. [Google Scholar] [CrossRef]
- Yang, Y.; Xu, K.; Vervust, T.; Vanfleteren, J. Multifunctional and miniaturized flexible sensor patch: Design and application for in situ monitoring of epoxy polymerization. Sens. Actuators B Chem. 2018, 261, 144–152. [Google Scholar] [CrossRef]
- Yang, Y.; Chiesura, G.; Plovie, B.; Vervust, T.; Luyckx, G.; Degrieck, J.; Sekitani, T.; Vanfleteren, J. Design and Integration of Flexible Sensor Matrix for in Situ Monitoring of Polymer Composites. ACS Sens. 2018, 3, 1698–1705. [Google Scholar] [CrossRef] [PubMed]
- Kahali Moghaddam, M.; Breede, A.; Chaloupka, A.; Bödecker, A.; Habben, C.; Meyer, E.M.; Brauner, C.; Lang, W. Design, fabrication and embedding of microscale interdigital sensors for real-time cure monitoring during composite manufacturing. Sens. Actuators A Phys. 2016, 243, 123–133. [Google Scholar] [CrossRef]
- Kahali Moghaddam, M.; Hübner, M.; Koerdt, M.; Brauner, C.; Lang, W. Sensors on a plasticized thermoset substrate for cure monitoring of CFRP production. Sens. Actuators A Phys. 2017, 267, 560–566. [Google Scholar] [CrossRef]
- Kahali Moghaddam, M.; Hübner, M.; Lang, W. Screen-Printed Interdigital Structure on Flexible RTM6 Substrate. Proceedings 2017, 1, 612. [Google Scholar] [CrossRef] [Green Version]
- Breede, A.; Kahali Moghaddam, M.; Brauner, C.; Lang, W.; Herrmann, A.S. Online Process Monitoring and Control by Dielectric Sensors for a Composite Main Spar. Mater. Sci. Forum 2015, 825-826, 936–943. [Google Scholar] [CrossRef]
- Boll, D.; Schubert, K.; Brauner, C.; Lang, W. Miniaturized flexible interdigital sensor for in situ dielectric cure monitoring of composite materials. IEEE Sens. J. 2014, 14, 2193–2197. [Google Scholar] [CrossRef]
- Hübner, M.; Lang, W.; Dumstorff, G. Functionalization of Semi-Finished Parts by Printed Interdigital Structures for Cure Monitoring of Adhesive Joints. IEEE Sens. J. 2019, 19, 2370–2377. [Google Scholar] [CrossRef]
- Kim, H.; Char, K. Dielectric changes during the curing of epoxy resin based on the diglycidyl ether of bisphenol A (DGEBA) with diamine. Bull. Korean Chem. Soc. 1999, 20, 1329–1334. [Google Scholar]
- Williams, G.; Smith, I.K.; Holmes, P.A.; Varma, S. Real-time dielectric studies of polymerizing systems. J. Phys. Condens. Matter 1999, 11, A57–A74. [Google Scholar] [CrossRef]
- Shigue, C.Y.; Santos, R.G.S.d.; Baldan, C.A.; Ruppert-Filho, E. Monitoring the epoxy curing by the dielectric thermal analysis method. IEEE Trans. Appl. Supercond. 2004, 14, 1173–1176. [Google Scholar] [CrossRef]
- Kim, J.G.; Shin, K.H.; Ryu, H.S.; Lee, J.W. Monitoring the Change of Viscosity during Cure Reaction of Epoxy Resins with Resin Position Sensor. J. Reinf. Plast. Compos. 2002, 21, 139–152. [Google Scholar] [CrossRef]
- Kobayashi, S.; Matsuzaki, R.; Todoroki, A. Multipoint cure monitoring of CFRP laminates using a flexible matrix sensor. Compos. Sci. Technol. 2009, 69, 378–384. [Google Scholar] [CrossRef]
- Garcia-Banos, B.; Canos, A.J.; Penaranda-Foix, F.L.; Catala-Civera, J.M. Noninvasive Monitoring of Polymer Curing Reactions by Dielectrometry. IEEE Sens. J. 2011, 11, 62–70. [Google Scholar] [CrossRef]
- Luo, S.; Wang, Y.; Wang, G.; Wang, K.; Wang, Z.; Zhang, C.; Wang, B.; Luo, Y.; Li, L.; Liu, T. CNT Enabled Co-braided Smart Fabrics: A New Route for Non-invasive, Highly Sensitive &Large-area Monitoring of Composites. Sci. Rep. 2017, 7, 44056. [Google Scholar] [CrossRef]
- Hübner, M.; Koerdt, M.; Hardi, E.; Herrmann, A.S.; Lang, W. (Eds.) Embedding miniaturized flexible sensors for online monitoring of fibre composite production. In Proceedings of the ECCM 2018—18th European Conference on Composite Materials, Athens, Greece, 24–28 June 2018. [Google Scholar]
- McGettrick, B.P.; Vij, J.K.; McArdle, C.B. Dielectric spectroscopy of anaerobic adhesive cure. Int. J. Adhes. Adhes. 1994, 14, 211–236. [Google Scholar] [CrossRef]
- Shepard, D.D.; Day, D.R.; Craven, K.J. Applications of Dielectric Analysis for Cure Monitoring and Control in the Polyester SMC/BMC Molding Industry. J. Reinf. Plast. Compos. 1995, 14, 297–308. [Google Scholar] [CrossRef]
- Stephan, F.; Duteurtre, X.; Fit, A. In-process control of epoxy composite by microdielectrometric analysis. Part II: On-line real-time dielectric measurements during a compression molding process. Polym. Eng. Sci. 1998, 38, 1566–1571. [Google Scholar] [CrossRef]
- Yang, Y.; Chiesura, G.; Vervust, T.; Degrieck, J.; Vanfleteren, J. Design and fabrication of a shielded interdigital sensor for noninvasive In situ real-time production monitoring of polymers. J. Polym. Sci. Part B Polym. Phys. 2016, 54, 2028–2037. [Google Scholar] [CrossRef]
- Maffezzoli, A.; Quarta, E.; Luprano, V.A.M.; Montagna, G.; Nicolais, L. Cure Monitoring of Epoxy Matrices for Composites by Ultrasonic Wave Propagation. J. Appl. Polym. Sci. 1998, 73, 1969–1977. [Google Scholar] [CrossRef]
- Frigione, M.; Maffezzoli, A.; Acierno, D.; Luprano, V.A.M.; Montagna, G. Nondestructive and in-situ monitoring of mechanical property buildup in epoxy adhesives for civil applications by propagation of ultrasonic waves. Polym. Eng. Sci. 2000, 40, 656–664. [Google Scholar] [CrossRef]
- Lionetto, F.; Tarzia, A.; Maffezzoli, A. Air-Coupled Ultrasound: A Novel Technique for Monitoring the Curing of Thermosetting Matrices. IEEE Trans. Ultrason. Ferroelectr. Freq. Control 2007, 54, 1437–1444. [Google Scholar] [CrossRef] [PubMed]
- Lionetto, F.; Tarzia, A.; Coluccia, M.; Maffezzoli, A. Air-Coupled Ultrasonic Cure Monitoring of Unsaturated Polyester Resins. Macromol. Symp. 2007, 247, 50–58. [Google Scholar] [CrossRef]
- Lionetto, F.; Montagna, F.; Maffezzoli, A. Ultrasonic transducers for cure monitoring: Design, modelling and validation. Meas. Sci. Technol. 2011, 22, 124002. [Google Scholar] [CrossRef]
- Luo, Z.; Zhu, H.; Zhao, J. In Situ Monitoring of Epoxy Resin Curing Process Using Ultrasonic Technique. Exp. Tech. 2012, 36, 6–11. [Google Scholar] [CrossRef]
- Lionetto, F.; Maffezzoli, A. Monitoring the Cure State of Thermosetting Resins by Ultrasound. Materials 2013, 6, 3783–3804. [Google Scholar] [CrossRef]
- Liu, X.; Li, Y.; Zhu, J.; Wang, Y.; Qing, X. Monitoring of resin flow front and degree of cure in vacuum-assisted resin infusion process using multifunctional piezoelectric sensor network. Polym. Compos. 2021, 42, 113–125. [Google Scholar] [CrossRef]
- Wojtczak, E.; Rucka, M. Monitoring the curing process of epoxy adhesive using ultrasound and Lamb wave dispersion curves. Mech. Syst. Signal Process. 2021, 151, 107397. [Google Scholar] [CrossRef]
- Pommer, C.; Sinapius, M. A Novel Approach to Monitoring the Curing of Epoxy in Closed Tools by Use of Ultrasonic Spectroscopy. Sensors 2018, 18, 96. [Google Scholar] [CrossRef] [PubMed]
- Pommer, C. Geregelter Pultrusionsprozess mit In-Situ-Aushärtungsüberwachung. Dissertation’s Thesis, DLR, Deutsches Zentrum für Luft- und Raumfahrt, Köln, Germany, 2019. [Google Scholar]
- Dong, H.; Liu, H.; Nishimura, A.; Wu, Z.; Zhang, H.; Han, Y.; Wang, T.; Wang, Y.; Huang, C.; Li, L. Monitoring Strain Response of Epoxy Resin during Curing and Cooling Using an Embedded Strain Gauge. Sensors 2020, 21, 172. [Google Scholar] [CrossRef]
- Rufai, O.; Chandarana, N.; Gautam, M.; Potluri, P.; Gresil, M. Cure monitoring and structural health monitoring of composites using micro-braided distributed optical fibre. Compos. Struct. 2020, 254, 112861. [Google Scholar] [CrossRef]
- Pommer, C.; Sinapius, M. Proof of Concept for Pultrusion Control by Cure Monitoring Using Resonant Ultrasound Spectroscopy. J. Compos. Sci. 2020, 4, 115. [Google Scholar] [CrossRef]
- Rager, K.; Jaworski, D.; von der Heide, C.; Kyriazis, A.; Sinapius, M.; Constantinou, I.; Dietzel, A. Space-Filling Curve Resistor on Ultra-Thin Polyetherimide Foil for Strain Impervious Temperature Sensing. Sensors 2021, 21, 6479. [Google Scholar] [CrossRef]
- Freund, S. Entwicklung eines Programms zur Robusten Bestimmung der Reaktionskinetischen Modellparameter für die AushäRtesimulation von Epoxidharzen. Diploma Thesis, Otto-von-Guericke Universität, Magdeburg, Germany, 2010. [Google Scholar]
- Flory, P.J. Molecular Size Distribution in Three Dimensional Polymers. I. Gelation 1. J. Am. Chem. Soc. 1941, 63, 3083–3090. [Google Scholar] [CrossRef]
- Cole, K.S.; Cole, R.H. Dispersion and Absorption in Dielectrics I. Alternating Current Characteristics. J. Chem. Phys. 1941, 9, 341–351. [Google Scholar] [CrossRef]
- Casalini, R.; Corezzi, S.; Livi, A.; Levita, G.; Rolla, P.A. Dielectric parameters to monitor the crosslink of epoxy resins. J. Appl. Polym. Sci. 1997, 65, 17–25. [Google Scholar] [CrossRef]
- Maistros, G.M.; Bucknall, C.B. Modeling the dielectric behavior of epoxy resin blends during curing. Polym. Eng. Sci. 1994, 34, 1517–1528. [Google Scholar] [CrossRef]
- Garden, L.H.; Hayward, D.; Pethrick, R.A. Dielectric non-destructive testing approach to cure monitoring of adhesives and composites. Proc. Inst. Mech. Eng. Part G J. Aerosp. Eng. 2007, 221, 521–533. [Google Scholar] [CrossRef]
- Kim, D.; Centea, T.; Nutt, S.R. In-situ cure monitoring of an out-of-autoclave prepreg: Effects of out-time on viscosity, gelation and vitrification. Compos. Sci. Technol. 2014, 102, 132–138. [Google Scholar] [CrossRef]
- Pethrick, R.; Hayward, D. Real time dielectric relaxation studies of dynamic polymeric systems. Prog. Polym. Sci. 2002, 27, 1983–2017. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Experiment Number | Threshold Laser Point | Threshold Reference |
|---|---|---|
| 1 | 160 | 30 |
| 3 | 180 | 30 |
| 4 | 180 | 30 |
| 47,578.9 J mol | |
| 40,843.3 J mol | |
| n | |
| m | |
| l |
| Percentage | Component |
|---|---|
| Resin | |
| 35–50% | Bisphenol-F |
| 35–50% | Bis(4,4’-glycidyloxy)-propan |
| 10–20% | 1,4-Bis(2,3-epoxypropoxy)butan |
| Curing agent | |
| 50–75% | 3-Aminomethyl-3,5,5-trimethylcyclohexyl |
| 20–25% | Trimethylhexan-1,6-diamin |
| 10–20% | Polyoxypropylendiamin |
| 10–20% | m-Phenylenbis(methylamin) |
| Experiment No. | Acoustic | Dielectric | Strain | Temperature | Refractive |
|---|---|---|---|---|---|
| 1 | ✓ | ✗ | ✓ | ✓ | ✓ |
| 2 | (✓) | ✓ | ✗ | ✓ | ✗ |
| 3 | (✓) | ✓ | ✓ | ✓ | ✓ |
| 4 | (✓) | ✓ | ✓ | ✓ | ✓ |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kyriazis, A.; Pommer, C.; Lohuis, D.; Rager, K.; Dietzel, A.; Sinapius, M. Comparison of Different Cure Monitoring Techniques. Sensors 2022, 22, 7301. https://doi.org/10.3390/s22197301
Kyriazis A, Pommer C, Lohuis D, Rager K, Dietzel A, Sinapius M. Comparison of Different Cure Monitoring Techniques. Sensors. 2022; 22(19):7301. https://doi.org/10.3390/s22197301
Chicago/Turabian StyleKyriazis, Alexander, Christian Pommer, David Lohuis, Korbinian Rager, Andreas Dietzel, and Michael Sinapius. 2022. "Comparison of Different Cure Monitoring Techniques" Sensors 22, no. 19: 7301. https://doi.org/10.3390/s22197301