Figure 1.
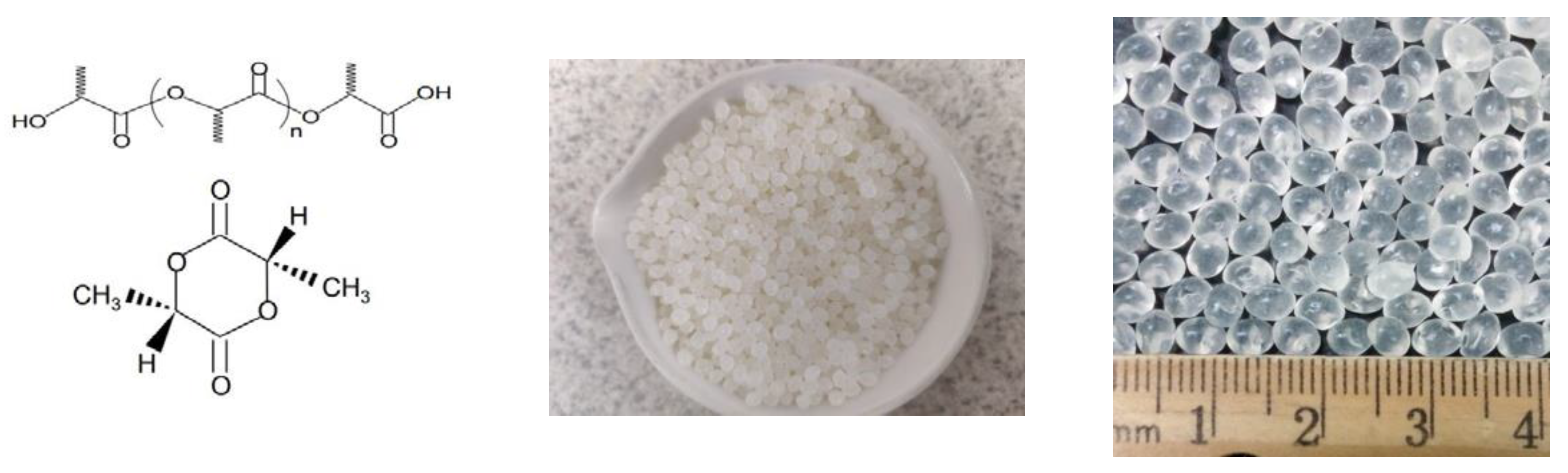
PLA molecular structure, ~3 mm resin beads in cup and closeup with scale–PLA resin supplied by Natureworks, LLC.
Figure 1.
PLA molecular structure, ~3 mm resin beads in cup and closeup with scale–PLA resin supplied by Natureworks, LLC.
Figure 2.
Relative Gamma Dose Map for Nordion GammaCell
TM (Data from Ref. [
23]).
Figure 2.
Relative Gamma Dose Map for Nordion GammaCell
TM (Data from Ref. [
23]).
Figure 3.
MCNP code model results [
11] of dose rate variations in Purdue University’s Gammacell Irradiator: (
a) Mid section, axial; (
b) R-Z slice, radial; (
c) Irradiator [
22].
Figure 3.
MCNP code model results [
11] of dose rate variations in Purdue University’s Gammacell Irradiator: (
a) Mid section, axial; (
b) R-Z slice, radial; (
c) Irradiator [
22].
Figure 4.
Schematic and pictorials of PTFE frames with and without PLA resin PTFE (Polytetrafluoroethylene sheets provided by McMaster CarrTM, melting range 327–342 °C, relative density 2.14–2.19 g/cm3 at 20 °C; the thickness of the sheet is 0.77 ± 0.01 mm.
Figure 4.
Schematic and pictorials of PTFE frames with and without PLA resin PTFE (Polytetrafluoroethylene sheets provided by McMaster CarrTM, melting range 327–342 °C, relative density 2.14–2.19 g/cm3 at 20 °C; the thickness of the sheet is 0.77 ± 0.01 mm.
Figure 5.
Pictorial and schematic of the hot press and key components for MLR studies.
Figure 5.
Pictorial and schematic of the hot press and key components for MLR studies.
Figure 6.
Damaged PTFE mold compressed under 44,480 N at 227 °C.
Figure 6.
Damaged PTFE mold compressed under 44,480 N at 227 °C.
Figure 7.
DSC results for irradiated 4043D resin from 10 to 110 kGy [
13].
Figure 7.
DSC results for irradiated 4043D resin from 10 to 110 kGy [
13].
Figure 8.
Samples for 0 kGy (left) and 124 kGy (right, 2014/2015 irradiated) resins tested at 177 °C for 20 min.
Figure 8.
Samples for 0 kGy (left) and 124 kGy (right, 2014/2015 irradiated) resins tested at 177 °C for 20 min.
Figure 9.
MLR for 124 kGy resins held at various temperatures for 10 min under 6672 N force.
Figure 9.
MLR for 124 kGy resins held at various temperatures for 10 min under 6672 N force.
Figure 10.
Fragile sample remaining in the mold cavity with holes (left) and adhesion to the release liner (right).
Figure 10.
Fragile sample remaining in the mold cavity with holes (left) and adhesion to the release liner (right).
Figure 11.
MLR for 124 kGy resins held at 193 °C (380 °F) for various time durations under 6672 N (1500 lbF) [data obtained with single samples at each hold time].
Figure 11.
MLR for 124 kGy resins held at 193 °C (380 °F) for various time durations under 6672 N (1500 lbF) [data obtained with single samples at each hold time].
Figure 12.
MLR for 9.5 kGy gamma dosed PLA 4043D resins (a) MLR-temperature profile held under 6672 N (1500 lbF) for 12 min (b) MLR-time profile held under 6672 N (1500 lbF) at 227 °C (440 °F).
Figure 12.
MLR for 9.5 kGy gamma dosed PLA 4043D resins (a) MLR-temperature profile held under 6672 N (1500 lbF) for 12 min (b) MLR-time profile held under 6672 N (1500 lbF) at 227 °C (440 °F).
Figure 13.
Flow chart showing the protocol for MLR determination.
Figure 13.
Flow chart showing the protocol for MLR determination.
Figure 14.
MLR experimentation samples. Left: control (0 kGy)-no visible pores; Right: 56 kGy gamma dose pre-irradiated–showing visible pores.
Figure 14.
MLR experimentation samples. Left: control (0 kGy)-no visible pores; Right: 56 kGy gamma dose pre-irradiated–showing visible pores.
Figure 15.
One 114 kGy PLA resin bead compressed under 6228 N, 193 °C/12 min. Remnant PLA resin almost invisible (encircled).
Figure 15.
One 114 kGy PLA resin bead compressed under 6228 N, 193 °C/12 min. Remnant PLA resin almost invisible (encircled).
Figure 16.
PLA resin beads compressed under 6228 N at 193°C for 1 min. (a) 114 kGy–visible pores at the edge; (b) 33 kGy–no visible pores.
Figure 16.
PLA resin beads compressed under 6228 N at 193°C for 1 min. (a) 114 kGy–visible pores at the edge; (b) 33 kGy–no visible pores.
Figure 17.
Pictorial and schematic of hot press and key components for porosity measurements.
Figure 17.
Pictorial and schematic of hot press and key components for porosity measurements.
Figure 18.
Thickness of the samples for porosity measurements: (a) Dose range 0–16 kGy; (b) Dose range 16–114 kGy.
Figure 18.
Thickness of the samples for porosity measurements: (a) Dose range 0–16 kGy; (b) Dose range 16–114 kGy.
Figure 19.
Wafter sample of 56 kGy with ~1 mm × 1 mm grids.
Figure 19.
Wafter sample of 56 kGy with ~1 mm × 1 mm grids.
Figure 20.
Typical microscopic images (40×) for (a) 0 kGy; (b) 7.0 kGy; (c) 11.2 kGy. Hot Press conditions: 6228 N, 232 °C, 5 min.
Figure 20.
Typical microscopic images (40×) for (a) 0 kGy; (b) 7.0 kGy; (c) 11.2 kGy. Hot Press conditions: 6228 N, 232 °C, 5 min.
Figure 21.
Typical microscopic images (40×) for (a) 16.2 kGy; (b) 56.2 kGy; (c) 114.4 kGy. Hot press conditions: 6228 N, 216 °C, 2 min.
Figure 21.
Typical microscopic images (40×) for (a) 16.2 kGy; (b) 56.2 kGy; (c) 114.4 kGy. Hot press conditions: 6228 N, 216 °C, 2 min.
Figure 22.
Example of a processed image for a 56 kGy sample.
Figure 22.
Example of a processed image for a 56 kGy sample.
Figure 23.
Steps in porosity-related wafer sample production and estimation.
Figure 23.
Steps in porosity-related wafer sample production and estimation.
Figure 24.
MLR of the PLA resin irradiated over 0–11 kGy gamma dose (Hot Press Conditions: 227 °C, 16 min hold time).
Figure 24.
MLR of the PLA resin irradiated over 0–11 kGy gamma dose (Hot Press Conditions: 227 °C, 16 min hold time).
Figure 25.
MLR of the PLA resins irradiated over 11–120 kGy gamma dose (Hot Press Conditions: 193 °C, 12 min hold time).
Figure 25.
MLR of the PLA resins irradiated over 11–120 kGy gamma dose (Hot Press Conditions: 193 °C, 12 min hold time).
Figure 26.
Porosity (pore fraction) of the 0–16 kGy wafer samples.
Figure 26.
Porosity (pore fraction) of the 0–16 kGy wafer samples.
Figure 27.
Porosity (pore fraction) of the 16–114 kGy wafer samples.
Figure 27.
Porosity (pore fraction) of the 16–114 kGy wafer samples.
Table 1.
Physical properties for Ingeo™ Biopolymer 4043D [
20,
21].
Table 1.
Physical properties for Ingeo™ Biopolymer 4043D [
20,
21].
| Parameter | Value |
|---|
| Specific Gravity, g/cc | 1.24 |
| Relative Viscosity | 4.0 |
| Melt Temperature, °C | 145–160 |
| Glass Transition Temperature, °C | 55–60 |
| Decomposition temperature, °C [21] | 250 |
| Mass Flow Rate, g/10 min, for 210 °C/2.16 kg conditions | 6 |
Table 2.
Mass loss ratio (MLR) for 124 kGy resin tested at 177 °C for 20 min.
Table 2.
Mass loss ratio (MLR) for 124 kGy resin tested at 177 °C for 20 min.
| Dose (kGy) | MLR |
|---|
| 0 | 0.0225 |
| 124 | 0.1250 |
Table 3.
Testing matrix (Loading Force: 6672 N (1500 lbf)).
Table 3.
Testing matrix (Loading Force: 6672 N (1500 lbf)).
Doses Tested (kGy)
(Resins Irradiated in 2021) | Temperature (°F/°C) | Hold Time (min) | Rest Time (min) |
|---|
| 0, 1.0, 2.1, 2.8, 4.5, 7.0, 8.7, 11.2 | 440/227 | 16 | 1 |
| 0, 11.4, 21.0, 33.4, 43.8, 66.7, 85.8, 114.4 | 380/193 | 12 | 1 |
Table 4.
Density of PLA 4043D resins irradiated with 0, 66.7 and 114.4 kGy gamma doses.
Table 4.
Density of PLA 4043D resins irradiated with 0, 66.7 and 114.4 kGy gamma doses.
| Gamma Dose (kGy) | Mass (g) | Volume (mL) | Density (g/mL) |
|---|
| 0 | 5.0 | 4.2 | 1.19 |
| 66.7 | 5.0 | 4.0 | 1.25 |
| 114.4 | 5.0 | 4.2 | 1.19 |
Table 5.
Hot press test parameters for porosity approach.
Table 5.
Hot press test parameters for porosity approach.
| Dose Range (kGy) | Temperature-°C (F) | Hold Time (min) | Force-N (lbf) |
|---|
| 0–16 | 232 (450) | 5 | 6228 (1400) |
| 16–115 | 216 (420) | 2 | 6228 (1400) |
Table 6.
Experiment test matrix for porosity metric.
Table 6.
Experiment test matrix for porosity metric.
| Doses Tested (kGy) | Temperature (°F/°C) | Hold Time (min) |
|---|
| 0, 7.1, 16.2 | 450/232 | 5 |
| 16.2, 56.2, 114.4 | 420/216 | 2 |
| Hot Pressed Under 6228 N (1400 lbf) |
Table 7.
Statistical analysis of the MLR of the PLA resins irradiated with a 0–11 kGy gamma dose.
Table 7.
Statistical analysis of the MLR of the PLA resins irradiated with a 0–11 kGy gamma dose.
| Dose (kGy) | Mean | 1 σ | Median | Max. | Min. |
|---|
| 0 | 0.0596 | 0.0064 | 0.0600 | 0.0708 | 0.0502 |
| 1.0 | 0.0843 | 0.0079 | 0.0857 | 0.1016 | 0.0914 |
| 2.1 | 0.0820 | 0.0057 | 0.0836 | 0.0867 | 0.0741 |
| 2.8 | 0.0872 | 0.0087 | 0.0841 | 0.0998 | 0.0788 |
| 4.5 | 0.1002 | 0.0054 | 0.1012 | 0.1060 | 0.0914 |
| 7.0 | 0.1065 | 0.0072 | 0.1064 | 0.1155 | 0.0979 |
| 8.7 | 0.1635 | 0.0083 | 0.1635 | 0.1694 | 0.1577 |
| 11.2 | 0.2052 | 0.0061 | 0.2047 | 0.2115 | 0.1995 |
Table 8.
Statistical analysis of the MLR of the PLA resins irradiated with an 11–120 kGy gamma dose.
Table 8.
Statistical analysis of the MLR of the PLA resins irradiated with an 11–120 kGy gamma dose.
| Dose (kGy) | Mean | 1 σ | Median | Max. | Min. |
|---|
| 0 | 0.0240 | 0.0093 | 0.0266 | 0.0348 | 0.0082 |
| 11.4 | 0.0407 | 0.0097 | 0.0420 | 0.0541 | 0.0240 |
| 21.0 | 0.0537 | 0.0064 | 0.0534 | 0.0618 | 0.0463 |
| 33.4 | 0.0586 | 0.0113 | 0.0562 | 0.0775 | 0.0475 |
| 43.8 | 0.1278 | 0.0154 | 0.1250 | 0.1514 | 0.1097 |
| 66.7 | 0.2618 | 0.0405 | 0.2539 | 0.3316 | 0.2328 |
| 85.8 | 0.3134 | 0.0432 | 0.3202 | 0.3587 | 0.2547 |
| 114.4 | 0.4922 | 0.0813 | 0.4610 | 0.5908 | 0.3954 |































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}