
Applicability Evaluation of Surface and Sub-Surface Defects for Railway Wheel Material Using Induced Alternating Current Potential Drops

Abstract
:1. Introduction
2. Application of Induced AC Potential Drop
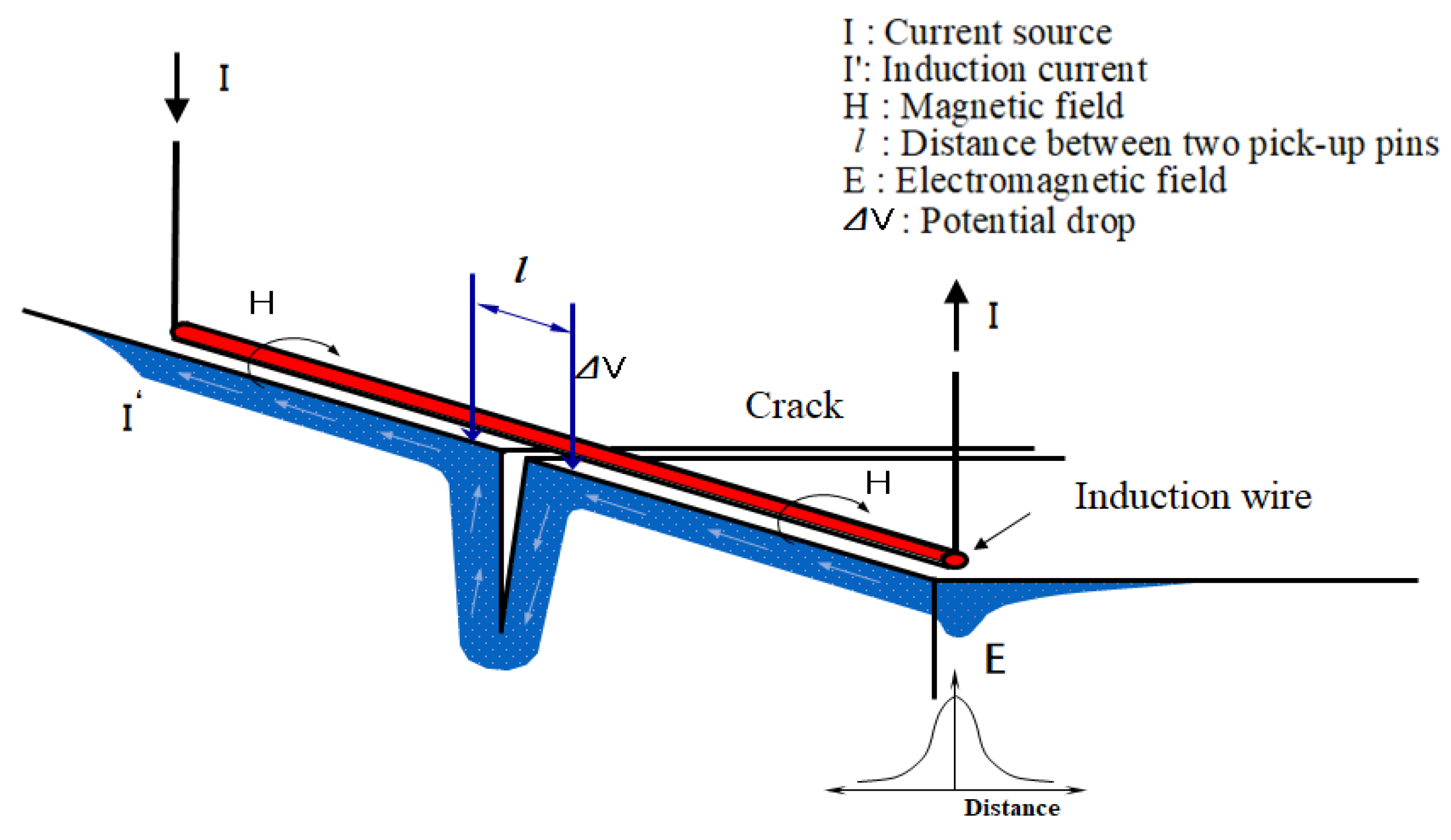
2.1. Principle of Crack Detection
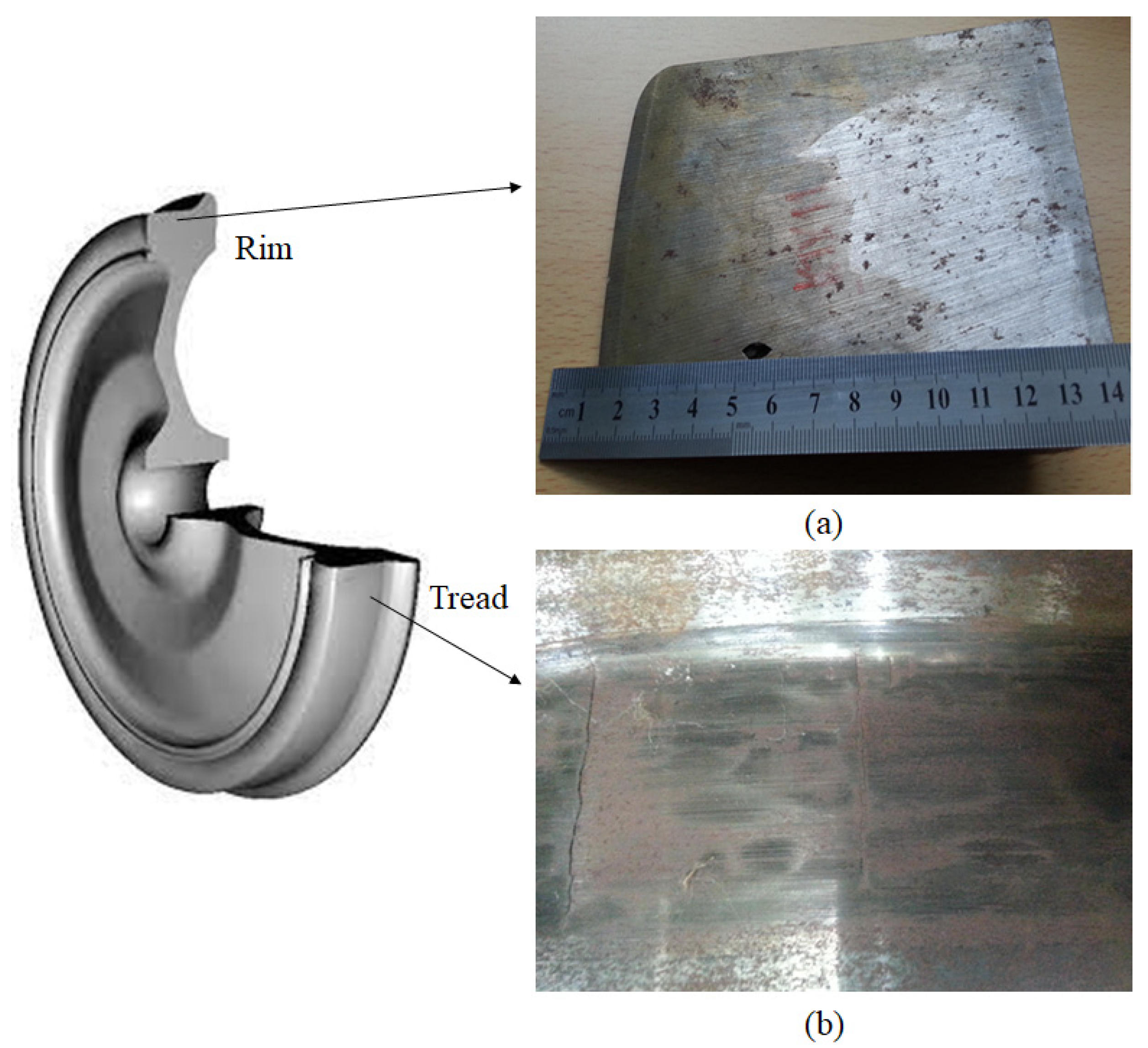
2.2. Defects of Railway Wheel
3. Experimental Procedures
3.1. Measurement Apparatus
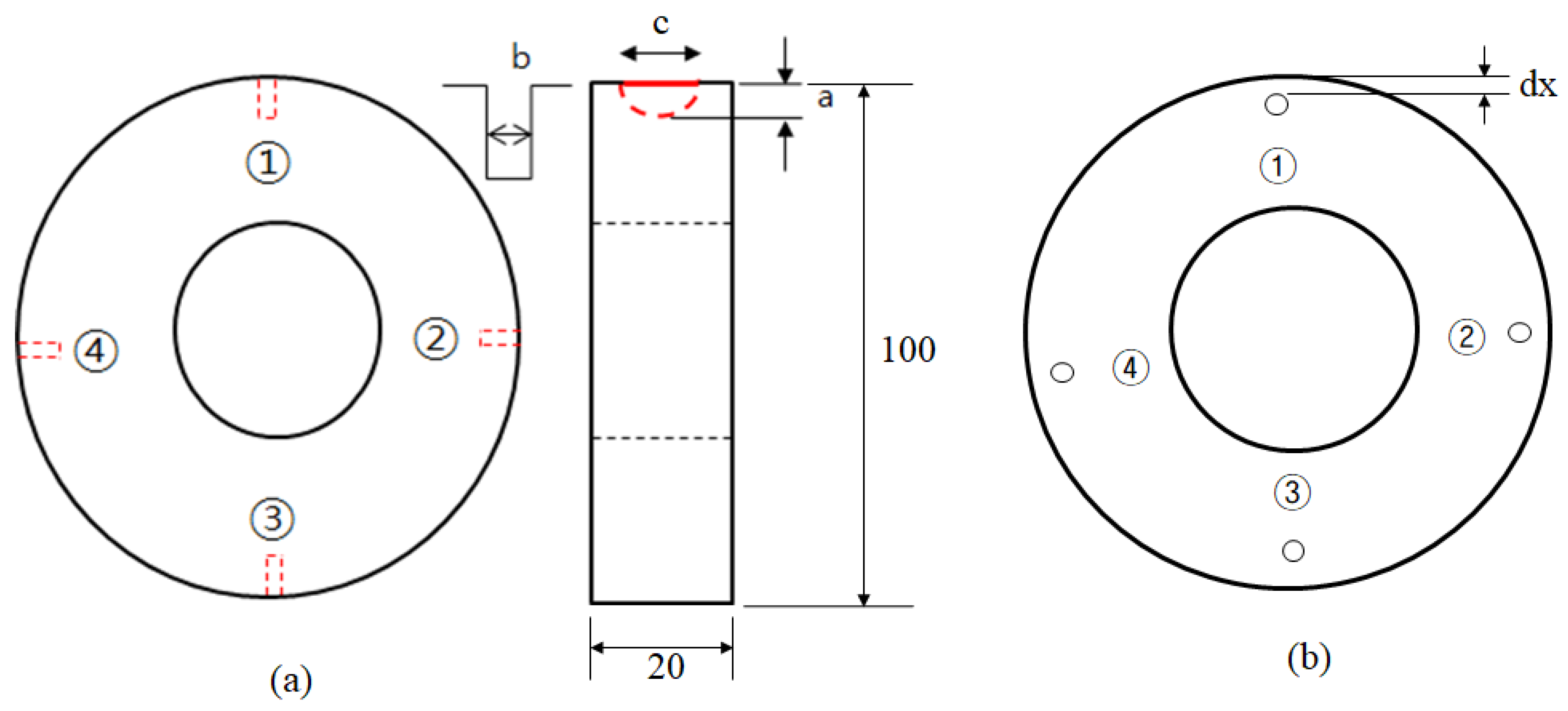
3.2. Test Conditions and Specimens
4. Experimental Results and Discussion
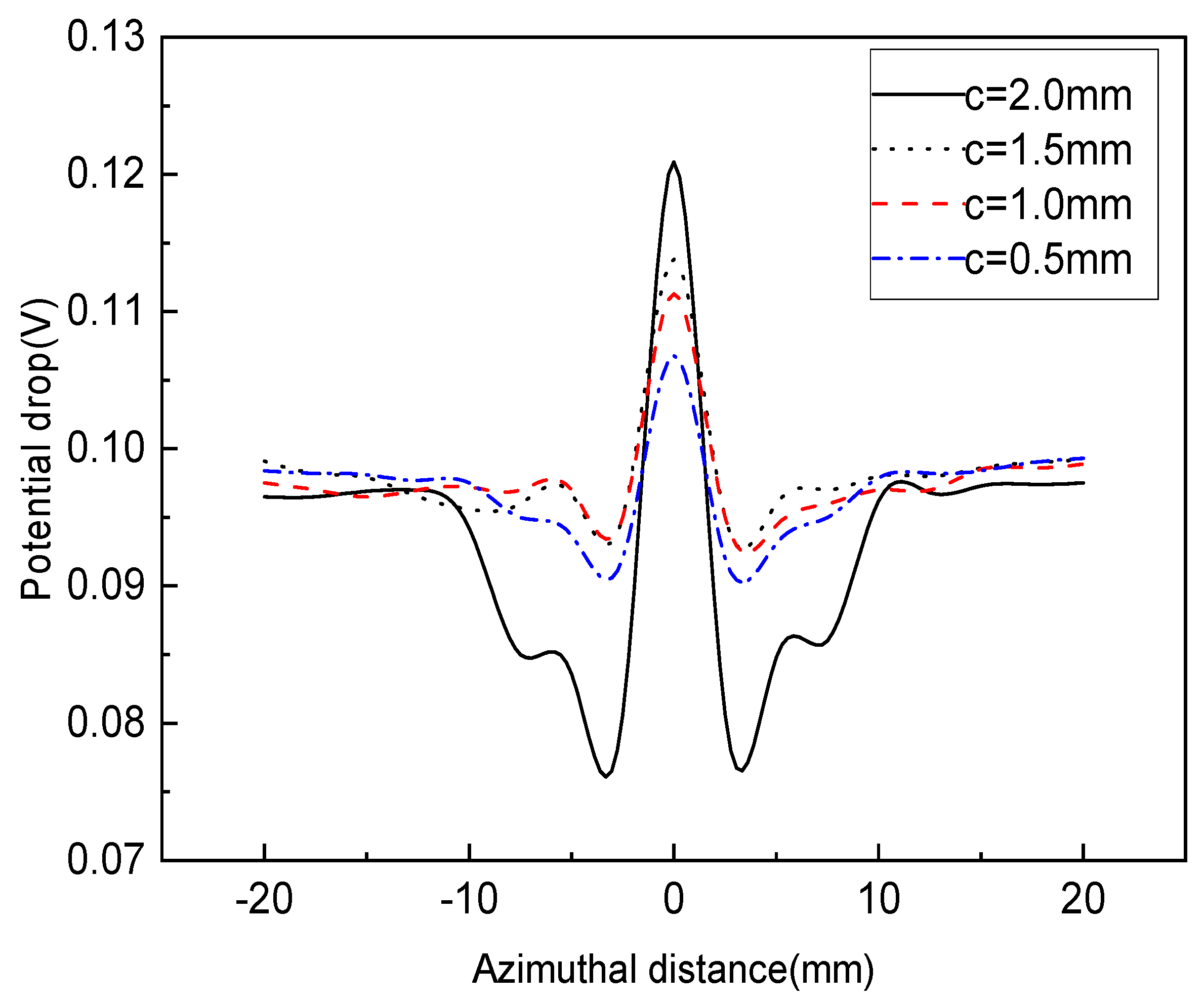
4.1. Surface Defects
4.2. SubSurface Defects
5. Conclusions
- (1)
- The present study tested the induced AC potential drop technique, determining that it was possible to detect surface defects up to 0.5 mm in depth and of 0.5 mm or larger on the surface of the wheel specimen.
- (2)
- It was possible to detect subsurface defects of 1.5 mm or more at a distance of 1.0 mm from the wheel surface.
- (3)
- Both surface and subsurface defects on the wheel material could be sensitively detected using the induced AC potential drop technique.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Uwe, Z.; Katrin, M.; Hartmut, H. Fracture mechanics in railway applications-an overview. Eng. Frac. Mech. 2005, 72, 163–194. [Google Scholar]
- Venkata, S.; Sankaran, M. Modeling of vertical split rim cracking in railroad wheels. Eng. Fail. Anal. 2009, 18, 1171–1183. [Google Scholar]
- Orringer, O.; Gray, D.E. Thermal cracking in railroad vehicle wheels subjected to high performance stop braking. Theor. Appl. Fract. Mech. 1995, 23, 55–65. [Google Scholar] [CrossRef]
- Kwon, S.J.; Seo, J.W.; Jun, H.K.; Lee, D.H. Damage evaluation regarding to contact zones of high-speed train wheel subjected to thermal fatigue. Eng. Frac. Mech. 2015, 55, 327–342. [Google Scholar] [CrossRef]
- Cannon, D.F.; Pradier, H. Rail rolling contact fatigue research by the European rail research institute. Wear 1996, 191, 1–13. [Google Scholar] [CrossRef]
- Rainer, P.; Erhard, A.; Montag, H.J.; Thomas, H.M. NDT techniques for railroad wheel and gauge corner inspection. NDT&E Inter. 2004, 37, 89–94. [Google Scholar]
- Richard, M.; Joseph, B.; Kari, G.; Greg, G. Application of LAHUT Technology for Wayside Cracked Wheel Detection; TTCI final Report; Transportation Technology Center, Inc.: Pueblo, CO, USA, 2005. [Google Scholar]
- Hwang, J.S.; Lee, J.I.; Kwon, S.J. The application of a differential-type Hall sensors array to the nondestructive testing of express train wheels. NDT&E Inter. 2009, 42, 34–41. [Google Scholar]
- Lee, S.S.; Yoon, D.J.; Lee, J.H.; Lee, S. Flaw Detection of Railroad Wheel Tread Using EMAT. Key Eng. Mater. 2004, 270–273, 619–624. [Google Scholar]
- Kappes, W.; Rockstroh, B.; Bhr, W.; Kroning, M.; Rodner, C.; Goetz, J.; Nemec, D. Application of new front-end electronics for non-destructive testing of railroad wheel sets. Insight-Northamp.-Incl. Eur. Issues 2006, 49, 345–349. [Google Scholar] [CrossRef]
- Kappes, W.; Kroning, M.; Rockstroh, B.; Salzburger, H.J.; Walte, F.; Hintze, H. Non-destructive testing of wheel-sets as a contribution to safety of rail traffic. In Proceedings of the Corende, Mar del. Plata, Argentina, 3–5 October 2000. [Google Scholar]
- Petcher, P.A.; Dixon, S. Parabola detection using matched filtering for ultrasound Bscans. Ultrasonics 2012, 52, 138–144. [Google Scholar] [CrossRef] [PubMed]
- Tsompanidis, I.; Tsiakas, V. Ultrasonic and eddy current examination of railway rolling stock. In Proceedings of the Hellenic Soc. NDT, Chania, Crete, Greece, 11–14 October 2007. [Google Scholar]
- Nicola, M.; Gabriella, E.; Donatella, C.; Eugenio, G. Laser ultrasonics inspection for defect evaluation on train wheel. NDT&E Inter. 2019, 107, 102145. [Google Scholar]
- Kenderian, S.; Djordjevic, B.; Cerniglia, D.; Garcia, G. Dynamic railroad inspection using the laser-air hybrid ultrasonic technique. Insight-Non-Destr. Test Cond. Monit. 2006, 48, 336–341. [Google Scholar] [CrossRef] [Green Version]
- Thomas, H.M.; Junger, M.; Hintze, H.; Krull, R.; Ruhe, S. Pioneering inspection of railroad rails with eddy currents. In Proceedings of the 15th World Conference Non-Destructive Testing, Rome, Italy, 15–21 October 2000. [Google Scholar]
- Zurek, Z.H.; Bizoń, K.; Rockstroh, B. Supplementary magnetic tests for railway wheel sets. Transp. Probl. 2008, 3, 5–10. [Google Scholar]
- Kwon, S.J.; Seo, J.W.; Kim, J.M.; Kim, M.S. Observation of the damage process of rolling contact fatigue using a noncontact electro-magnetic array sensor. Wear 2017, 290–391, 220–227. [Google Scholar] [CrossRef]
- Jun, J.; Choi, M.; Lee, J.; Seo, J.; Shin, K. Nondestructive testing of express train wheel using the linearly integrated Hall sensors array on a curved surface. NDT&E Inter. 2011, 44, 449–455. [Google Scholar]
- Lee, J.I.; Choi, M.K.; Jun, J.W.; Kwon, S.J.; Kim, J.H.; Kim, J.M.; Minhhuy, L. Nondestructive testing of train wheels using vertical magnetization and differential-type hall-Sensor array. IEEE Trans. Instrum. Meas. 2012, 61, 2346–2353. [Google Scholar] [CrossRef]
- Alemi, A.; Corman, F.; Lodewijks, G. Condition monitoring approaches for the detection of railway wheel defects. Proc. Inst. Mech. Eng. Part F J. Rail Rapid Transit 2017, 231, 961–981. [Google Scholar] [CrossRef]
- Shen, J. Responses of Alternating Current Field Measurement (ACFM) to Rolling Contact Fatigue (RCF) Cracks in Railway Rails. Ph.D. Thesis, University of Warwick, Coventry, UK, 2017. [Google Scholar]
- Kwon, S.J.; Seo, J.W.; Lee, D.H. Detection of sub-surface crack in railway wheel using a mew sensing system. In Nondestructive Characterization for Composite Materials, Aerospace Engineering, Civil Infrastructure, and Homeland Security; SPIE: San Diego, CA, USA, 2011; p. 79833A-5. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Method | A.C. | |||
|---|---|---|---|---|
| Contents | IACPD (1) | ACPD (2) | ACFM (3) | |
| Current supply | Induction | Direction | Induction | |
| No. of induction wires | 1 | - | 4 or more | |
| Probe pins | 2 | 2 | 2 | |
| Distribution of PD | Concentration in measuring area | In surface | ||
| Advantages |
|
| ||
| Disadvantages | - |
| ||
| Current (A) | Frequency (kHz) | Gain |
|---|---|---|
| 2.0 | 3 | 70 |
| Sensor | Distance of pick-up pins (mm) | 5 |
| Length of induction wire (mm) | 40 | |
| Potential drop measurement (CGR-5) | AC frequency (kHz) | 0.3~100 |
| Gain (dB) | 50~90 | |
| AC current (A) | 0.1~2 |
| Yield Strength (MPa) | Tensile Strength (MPa) | Elongation (%) | Hardness (Hv) |
|---|---|---|---|
| 507 | 860 | 32 | 280 |
| Crack | Surface (mm) | Subsurface (mm) | ||||
|---|---|---|---|---|---|---|
| Position | a | c | D1 | D2 | dx | |
| ① | 2.0 | 8.0 | 2.0 | 1.5 | 0.3 | |
| ② | 1.5 | 6.0 | 2.0 | 1.5 | 0.5 | |
| ③ | 1.0 | 4.0 | 2.0 | 1.5 | 0.7 | |
| ④ | 0.5 | 2.0 | 2.0 | 1.5 | 1.0 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kwon, S.-J.; Seo, J.-W.; Kim, M.-S.; Ham, Y.-S. Applicability Evaluation of Surface and Sub-Surface Defects for Railway Wheel Material Using Induced Alternating Current Potential Drops. Sensors 2022, 22, 9981. https://doi.org/10.3390/s22249981
Kwon S-J, Seo J-W, Kim M-S, Ham Y-S. Applicability Evaluation of Surface and Sub-Surface Defects for Railway Wheel Material Using Induced Alternating Current Potential Drops. Sensors. 2022; 22(24):9981. https://doi.org/10.3390/s22249981
Chicago/Turabian StyleKwon, Seok-Jin, Jung-Won Seo, Min-Soo Kim, and Young-Sam Ham. 2022. "Applicability Evaluation of Surface and Sub-Surface Defects for Railway Wheel Material Using Induced Alternating Current Potential Drops" Sensors 22, no. 24: 9981. https://doi.org/10.3390/s22249981