
Thermal Conductivity Gas Sensor with Enhanced Flow-Rate Independence


Abstract
:1. Introduction
2. Materials and Methods
2.1. Theory
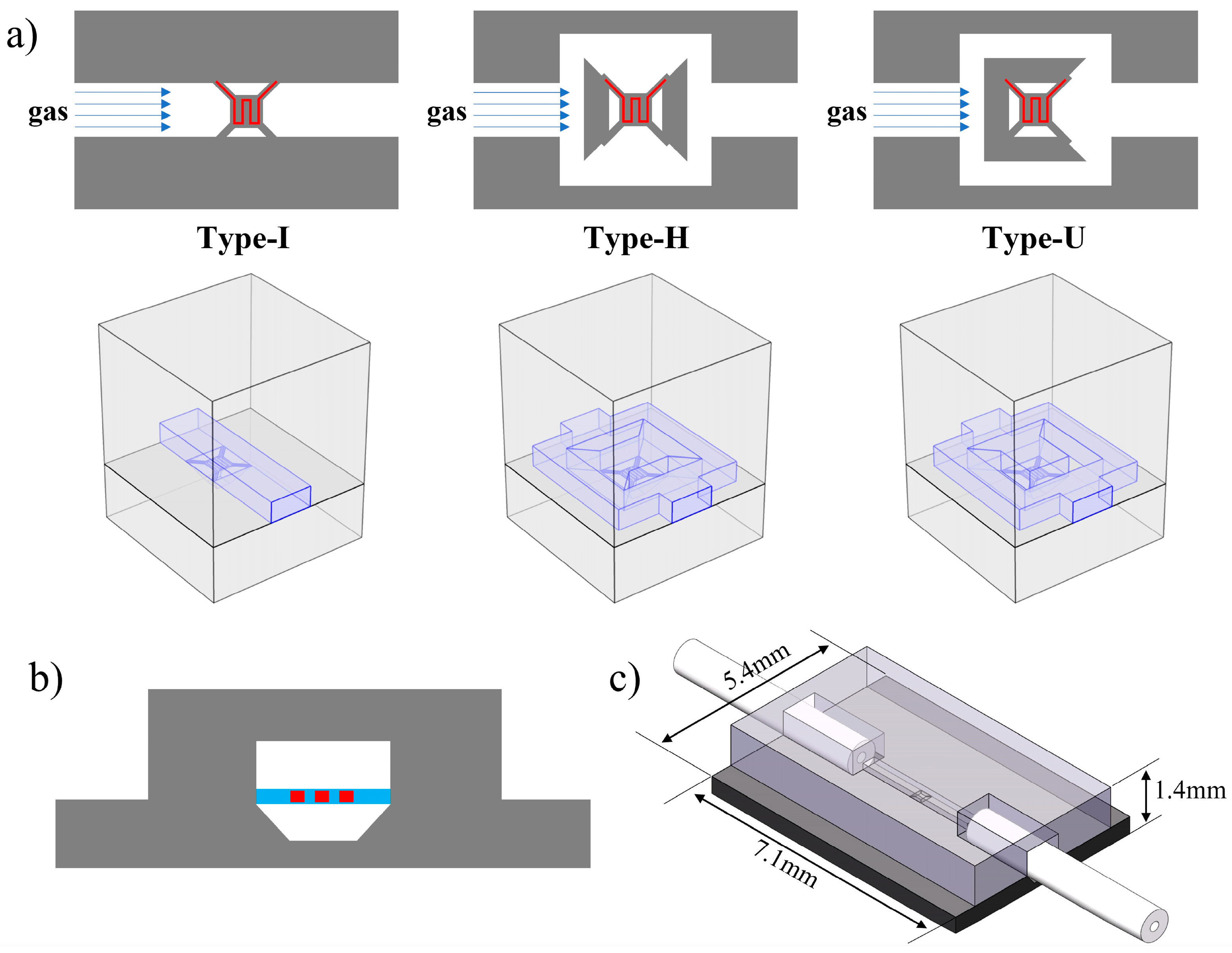
2.2. Structure Design
2.3. Simulation
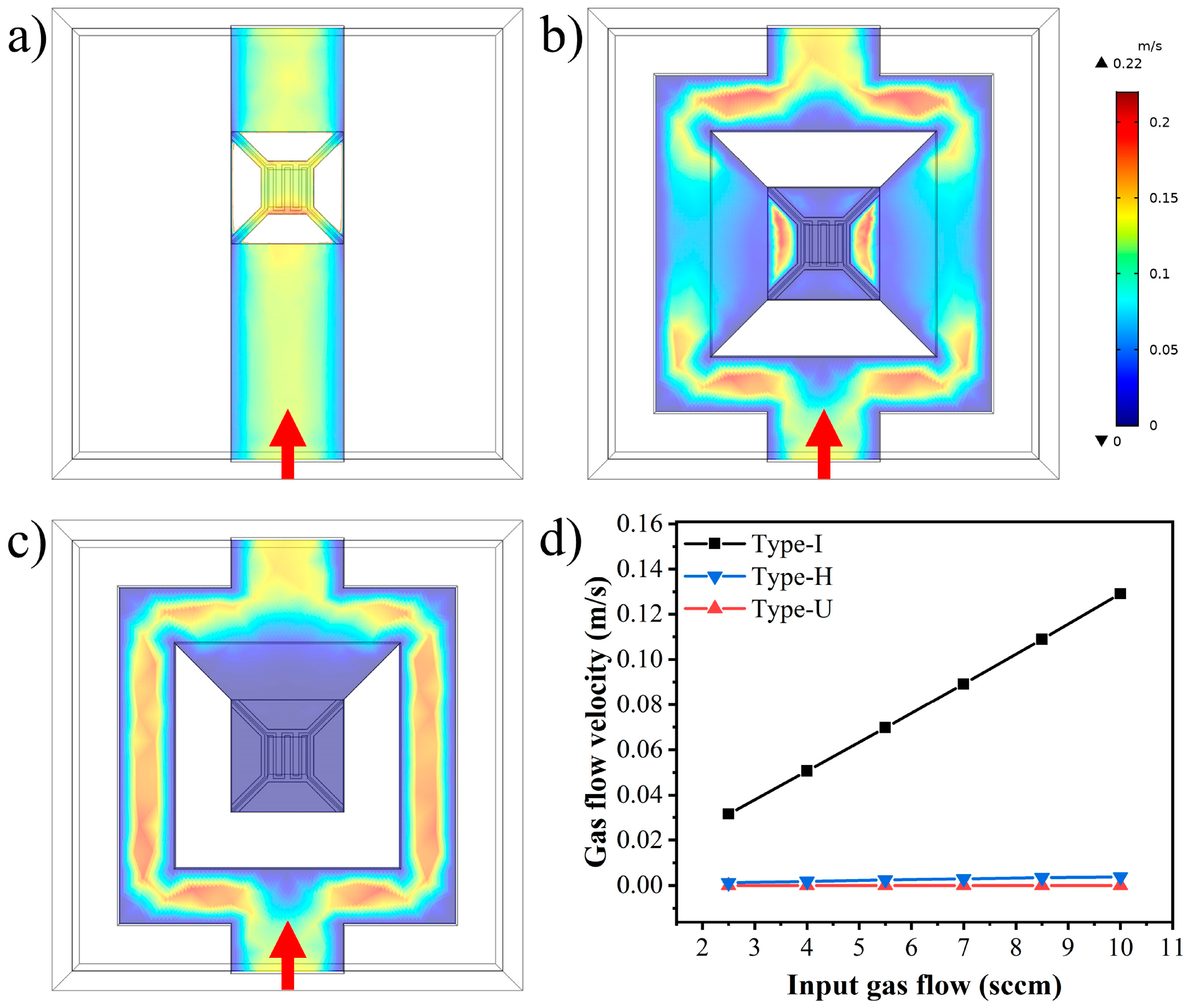
2.3.1. Flow Velocity
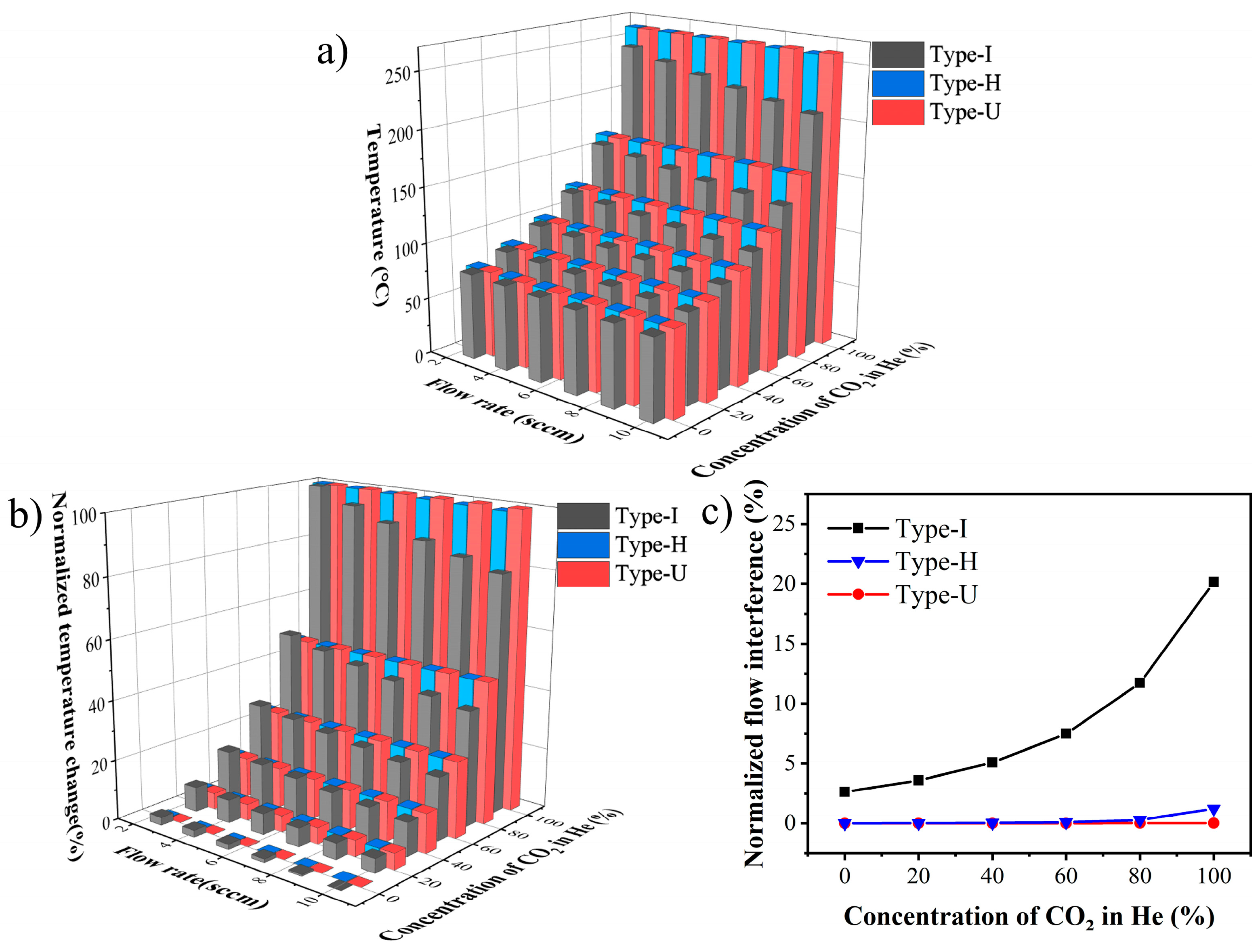
2.3.2. Hot Film’s Temperature
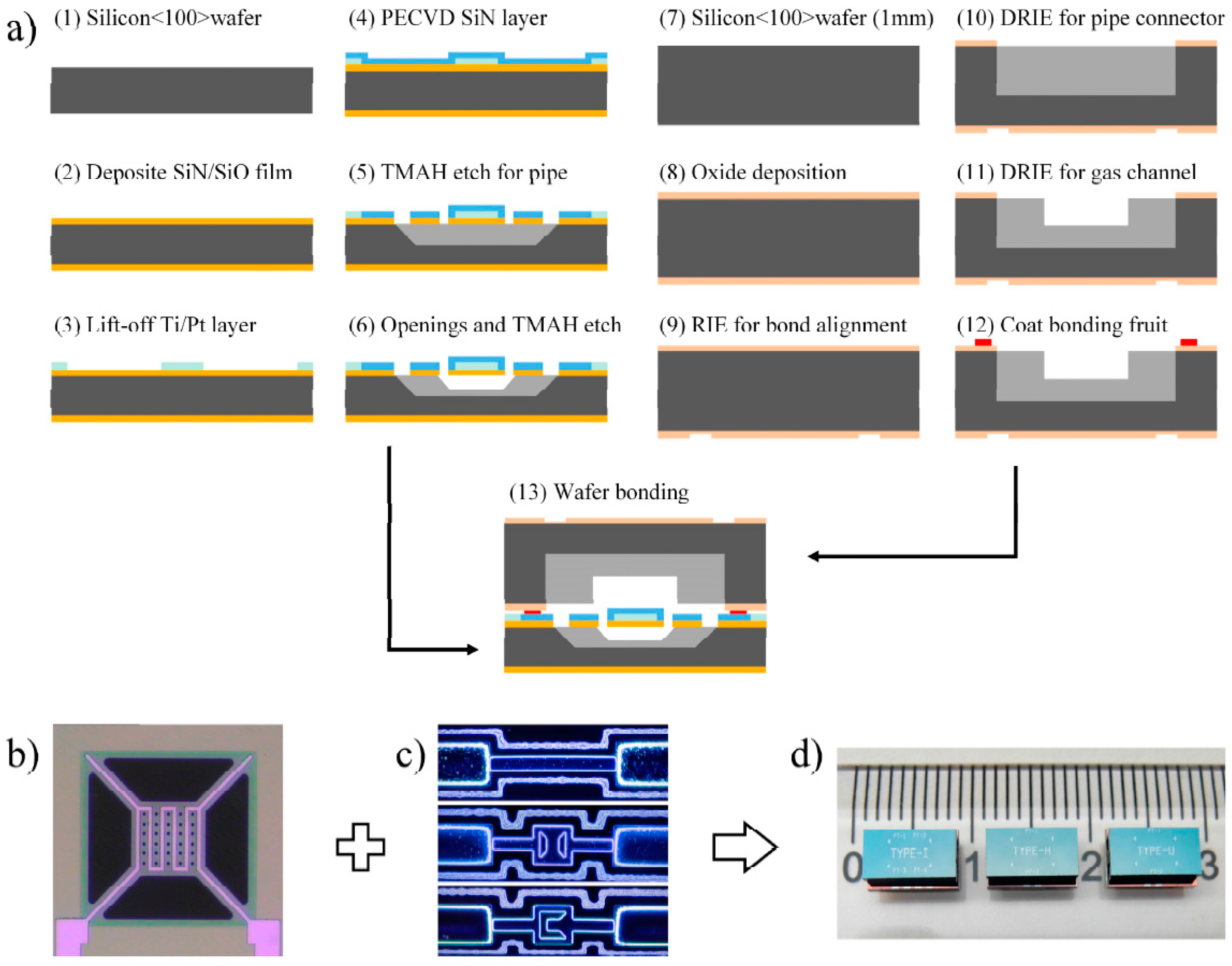
2.4. Fabrication
- A 4-inch n-type single crystal silicon wafer with <100> crystal orientation and 420 μm thickness is used as the substrate material.
- The SiO2/SiN/SiO2 low-stress composite film with a thickness of 2 μm is prepared by thermal oxidation and low-pressure chemical vapor deposition (LPCVD) process as the supporting film of the hot wire.
- Use the lift-off process to prepare 300 nm Pt heating resistor with 200 nm Ti adhesion layer.
- Use the plasma-enhanced chemical vapor deposition (PECVD) to deposit 400 nm SiN on the surface of the wafer as a passivation layer to improve the stability of the hot wire during high-temperature operation.
- Use photolithography and reactive ion etching (RIE) to etch windows, and the pipe interface is prepared by TMAH wet etching.
- Prepare the opening and use the TMAH wet etching process to release the suspended membrane structure.
- A 4-inch n-type single crystal silicon wafer with <100> crystal orientation and 1000 μm thickness is used as the cover substrate.
- A 1 μm oxide layer is prepared on the surface by a thermal oxidation process.
- The alignment mark is etched on the back of the upper cover, which is used for the positive and negative alignment of the subsequent process and the mark required for bonding with the substrate.
- Use photolithography, RIE, and deep reactive ion etching (DRIE) processes to make the etch window and prepare a deep groove with a depth of 600 μm, which is used as the pipe interface.
- Use another set of photolithography, RIE, and DRIE processes to prepare the gas channel with a depth of 150 μm.
- Coat the glass paste on the surface of the upper cover, and perform a heat treatment at 400 °C.
- The upper cover and lower substrate are aligned and bonded, the bonding temperature is 430 °C, and the bonding time is 30 min.
3. Results
3.1. Characteristics Test
3.2. Response Speed Test
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Sadeghi, M.M.; Peterson, R.L.; Najafi, K. Air flow sensing using micro-wire-bonded hair-like hot-wire anemometry. J. Micromech. Microeng. 2013, 23, 085017. [Google Scholar] [CrossRef]
- Xu, W.; Wang, X.; Wang, R.; Izhar; Xu, J.; Lee, Y.-K. CMOS MEMS Thermal Flow Sensor with Enhanced Sensitivity for Heating, Ventilation, and Air Conditioning Application. IEEE Trans. Ind. Electron. 2021, 68, 4468–4476. [Google Scholar] [CrossRef]
- Wang, S.; Yi, Z.X.; Qin, M.; Huang, Q.A. Temperature Effects of a Ceramic MEMS Thermal Wind Sensor Based on a Temperature-Balanced Mode. IEEE Sens. J. 2019, 19, 7254–7260. [Google Scholar] [CrossRef]
- Berndt, D.; Muggli, J.; Wittwer, F.; Langer, C.; Heinrich, S.; Knittel, T.; Schreiner, R. MEMS-based thermal conductivity sensor for hydrogen gas detection in automotive applications. Sens. Actuators A Phys. 2020, 305, 111670. [Google Scholar] [CrossRef]
- Mahdavifar, A.; Navaei, M.; Hesketh, P.J.; Findlay, M.; Stetter, J.R.; Hunter, G.W. Transient thermal response of micro-thermal conductivity detector (µTCD) for the identification of gas mixtures: An ultra-fast and low power method. Microsyst. Nanoeng. 2015, 1, 15025. [Google Scholar] [CrossRef] [Green Version]
- Takamatsu, H.; Wang, H.; Fukunaga, T.; Kurata, K. Measurement of fluid thermal conductivity using a micro-beam MEMS sensor. Int. J. Heat Mass Transf. 2018, 117, 30–35. [Google Scholar] [CrossRef]
- Tang, J.; Liu, W.; Zhang, W.P.; Sun, Y.M.; Chen, H.H. An integrated temperature-compensated flexible shear-stress sensor microarray with concentrated leading-wire. Rev. Sci. Instrum. 2016, 87, 025001. [Google Scholar] [CrossRef]
- Gao, W.; Ma, B.H.; Luo, J.; Deng, J.J. High sensitive Polyimide-based single-walled carbon nanotube thermal film sensor for fluid shear stress measurements. Smart Mater. Struct. 2019, 28, 075021. [Google Scholar] [CrossRef]
- Liu, X.H.; Li, Z.Y.; Wu, C.J.; Gao, N. Toward calibration-free wall shear stress measurement using a dual hot-film sensor and Kelvin bridges. Meas. Sci. Technol. 2018, 29, 105303. [Google Scholar] [CrossRef]
- Lai, J.; Kong, Y.; Jiao, B.; Ye, Y.; Yun, S.; Liu, R.; Ye, M.; Zhang, G. Study on Fusion Mechanisms for Sensitivity Improvement and Measurable Pressure Limit Extension of Pirani Vacuum Gauges With Multi Heat Sinks. J. Microelectromechanical Syst. 2019, 29, 100–108. [Google Scholar] [CrossRef]
- Zhang, M.; Llaser, N. Investigating a Micro Pirani Gauge for Multi-Function Sensing. IEEE Sens. J. 2016, 16, 8062–8069. [Google Scholar] [CrossRef]
- Zhang, L.-M.; Jiao, B.-B.; Yun, S.-C.; Kong, Y.-M.; Chen, D.-P. Investigation and Optimization of Pirani Vacuum Gauges With Monocrystal Silicon Heaters and Heat Sinks. J. Microelectromechanical Syst. 2017, 26, 1–8. [Google Scholar] [CrossRef]
- Ejeian, F.; Azadi, S.; Razmjou, A.; Orooji, Y.; Kottapalli, A.; Warkiani, M.E.; Asadnia, M. Design and applications of MEMS flow sensors: A review. Sens. Actuators A Phys. 2019, 295, 483–502. [Google Scholar] [CrossRef]
- Lotfi, A.; Navaei, M.; Hesketh, P.J. A Platinum Cantilever-Based Thermal Conductivity Detector for Ammonia Sensing Using the 3-Omega Technique. ECS J. Solid State Sci. Technol. 2019, 8, Q126–Q133. [Google Scholar] [CrossRef]
- Gardner, E.L.W.; Vincent, T.A.; De Luca, A.; Udrea, F. Simultaneous Flow and Thermal Conductivity Sensing on a Single Chip Using Artificial Neural Networks. IEEE Sens. J. 2020, 20, 4985–4991. [Google Scholar] [CrossRef]
- Xu, W.; Wang, X.; Chiu, Y.; Lee, Y.-K. High Sensitivity and Wide Dynamic Range Thermoresistive Micro Calorimetric Flow Sensor with CMOS MEMS Technology. IEEE Sens. J. 2020, 20, 4104–4111. [Google Scholar] [CrossRef]
- Xu, W.; Song, K.; Ma, S.; Gao, B.; Chiu, Y.; Lee, Y.-K. Theoretical and Experimental Investigations of Thermoresistive Micro Calorimetric Flow Sensors Fabricated by CMOS MEMS Technology. J. Microelectromechanical Syst. 2016, 25, 954–962. [Google Scholar] [CrossRef]
- Bruschi, P.; Piotto, M.; Barillaro, G. Effects of gas type on the sensitivity and transition pressure of integrated thermal flow sensors. Sens. Actuators A Phys. 2006, 132, 182–187. [Google Scholar] [CrossRef]
- Cruz, D.; Chang, J.P.; Showalter, S.K.; Gelbard, F.; Manginell, R.P.; Blain, M.G. Microfabricated thermal conductivity detector for the micro-ChemLab (TM). Sens. Actuat B-Chem 2007, 121, 414–422. [Google Scholar] [CrossRef]
- Qu, H.; Duan, X. Recent advances in micro detectors for micro gas chromatography. Sci. China Mater. 2019, 62, 611–623. [Google Scholar] [CrossRef] [Green Version]
- Sun, J.; Cui, D.; Chen, X.; Zhang, L.; Cai, H.; Li, H. Design, modeling, microfabrication and characterization of novel micro thermal conductivity detector. Sens. Actuators B Chem. 2011, 160, 936–941. [Google Scholar] [CrossRef]
- Qin, Y.; Gianchandani, Y.B. A fully electronic microfabricated gas chromatograph with complementary capacitive detectors for indoor pollutants. Microsyst. Nanoeng. 2016, 2, 15049. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zampolli, S.; Elmi, I.; Cardinali, G.C.; Masini, L.; Bonafè, F.; Zardi, F. Compact-GC platform: A flexible system integration strategy for a completely microsystems-based gas-chromatograph. Sens. Actuators B Chem. 2020, 305, 127444. [Google Scholar] [CrossRef]
- de Graaf, G.; Prouza, A.A.; Ghaderi, M.; Wolffenbuttel, R.F. Micro thermal conductivity detector with flow compensation using a dual MEMS device. Sens. Actuators A Phys. 2016, 249, 186–198. [Google Scholar] [CrossRef]
- Hepp, C.J.; Krogmann, F.T.; Urban, G.A. Flow rate independent sensing of thermal conductivity in a gas stream by a thermal MEMS-sensor—Simulation and experiments. Sens. Actuators A Phys. 2017, 253, 136–145. [Google Scholar] [CrossRef]
- Hepp, C.J.; Krogmann, F.T.; Urban, G.A. Multi-parameter monitoring of binary gas mixtures: Concentration and flow rate by DC excitation of thermal sensor arrays. Sens. Actuators A Phys. 2017, 265, 32–39. [Google Scholar] [CrossRef]
- Cubukcu, A.S.; Romero, D.F.R.; Urban, G.A. A dynamic thermal flow sensor for simultaneous measurement of thermal conductivity and flow velocity of gases. Sens. Actuators A Phys. 2014, 208, 73–87. [Google Scholar] [CrossRef]
- Romero, D.F.R.; Kogan, K.; Cubukcu, A.S.; Urban, G.A. Simultaneous flow and thermal conductivity measurement of gases utilizing a calorimetric flow sensor. Sens. Actuators A Phys. 2013, 203, 225–233. [Google Scholar] [CrossRef]
- Kaanta, B.C.; Jonca, A.J.; Chen, H.; Zhang, X. Temperature distribution on thermal conductivity detectors for flow rate insensitivity. Sens. Actuators A Phys. 2011, 167, 146–151. [Google Scholar] [CrossRef]
- Kaanta, B.C.; Chen, H.; Zhang, X. Effect of forced convection on thermal distribution in micro thermal conductivity detectors. J. Micromech. Microeng. 2011, 21, 21. [Google Scholar] [CrossRef]
- Kaanta, B.C.; Chen, H.; Zhang, X. Novel device for calibration-free flow rate measurements in micro gas chromatographic systems. J. Micromech. Microeng. 2010, 20, 095034. [Google Scholar] [CrossRef]
- Dong, L.; Xu, Z.; Xuan, W.; Yan, H.; Liu, C.; Zhao, W.-S.; Wang, G.; Teh, K.S. A Characterization of the Performance of Gas Sensor Based on Heater in Different Gas Flow Rate Environments. IEEE Trans. Ind. Inform. 2020, 16, 6281–6290. [Google Scholar] [CrossRef]
- van Baar, J.J.; Wiegerink, R.J.; Lammerink, T.S.J.; Krijnen, G.J.M.; Elwenspoek, M. Micromachined structures for thermal measurements of fluid and flow parameters. J. Micromech. Microeng. 2001, 11, 311–318. [Google Scholar] [CrossRef]
- Kreith, F.; Bohn, M.; Kirkpatrick, A. Principles of Heat Transfer; PWS Publishing Company: Boston, MA, USA, 1997. [Google Scholar]
- Sun, J.H.; Cui, D.F.; Chen, X.; Zhang, L.L.; Cai, H.Y.; Li, H. A micro gas chromatography column with a micro thermal conductivity detector for volatile organic compound analysis. Rev. Sci. Instrum. 2013, 84, 025001. [Google Scholar] [CrossRef] [PubMed]
- Lide, D.R. CRC Handbook of Chemistry and Physics; CRC Press: Boca Raton, FL, USA, 2016; Volume 96. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Gas Type | Temperature (K) | Thermal Conductivity (mW/(m·K)) | Density (kg/m3) | Specific Heat Capacity (kJ/(kg·K)) |
|---|---|---|---|---|
| He | 300 | 156.0 | 0.1604 | 5.193 |
| 400 | 190.4 | 0.1203 | 5.193 | |
| 500 | 222.3 | 0.09626 | 5.193 | |
| CO2 | 300 | 16.79 | 1.773 | 0.8525 |
| 400 | 25.14 | 1.326 | 0.9417 | |
| 500 | 33.49 | 1.059 | 1.015 |
| CO2 in He | Type-I | Type-H | Type-U |
|---|---|---|---|
| 0% | 2.626% | 0.005% | 0.003% |
| 20% | 3.593% | 0.014% | 0.004% |
| 40% | 5.074% | 0.035% | 0.004% |
| 60% | 7.483% | 0.091% | 0.006% |
| 80% | 11.727% | 0.282% | 0.009% |
| 100% | 20.163% | 1.220% | 0.017% |
| CO2 in He | Type-I | Type-H | Type-U |
|---|---|---|---|
| 0% | 1.195% | 0.116% | 0.032% |
| 20% | 4.101% | 0.116% | 0.259% |
| 40% | 9.277% | 0.434% | 0.488% |
| 60% | 16.426% | 0.669% | 0.986% |
| 80% | 24.907% | 1.510% | 1.650% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, J.; Liu, Y.; Zhou, H.; Wang, Y.; Wu, M.; Huang, G.; Li, T. Thermal Conductivity Gas Sensor with Enhanced Flow-Rate Independence. Sensors 2022, 22, 1308. https://doi.org/10.3390/s22041308
Wang J, Liu Y, Zhou H, Wang Y, Wu M, Huang G, Li T. Thermal Conductivity Gas Sensor with Enhanced Flow-Rate Independence. Sensors. 2022; 22(4):1308. https://doi.org/10.3390/s22041308
Chicago/Turabian StyleWang, Jiayu, Yanxiang Liu, Hong Zhou, Yi Wang, Ming Wu, Gang Huang, and Tie Li. 2022. "Thermal Conductivity Gas Sensor with Enhanced Flow-Rate Independence" Sensors 22, no. 4: 1308. https://doi.org/10.3390/s22041308