
Design and Application of Partial Immersion Focused Ultrasonic Transducers for Austenitic Weld Inspection



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
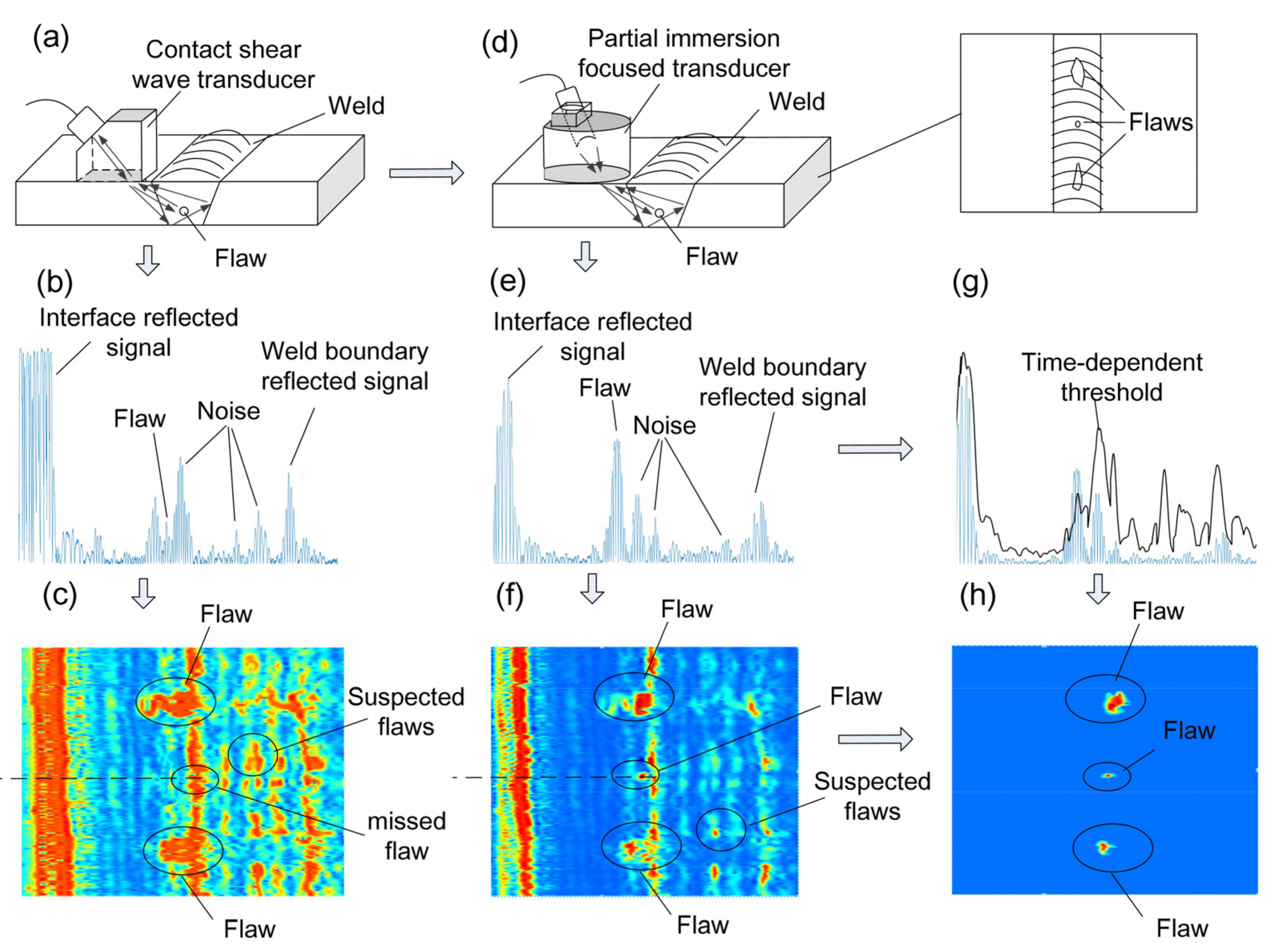
2.1. Improve the SNR by Manufacturing Partial Immersion Focused Transducers
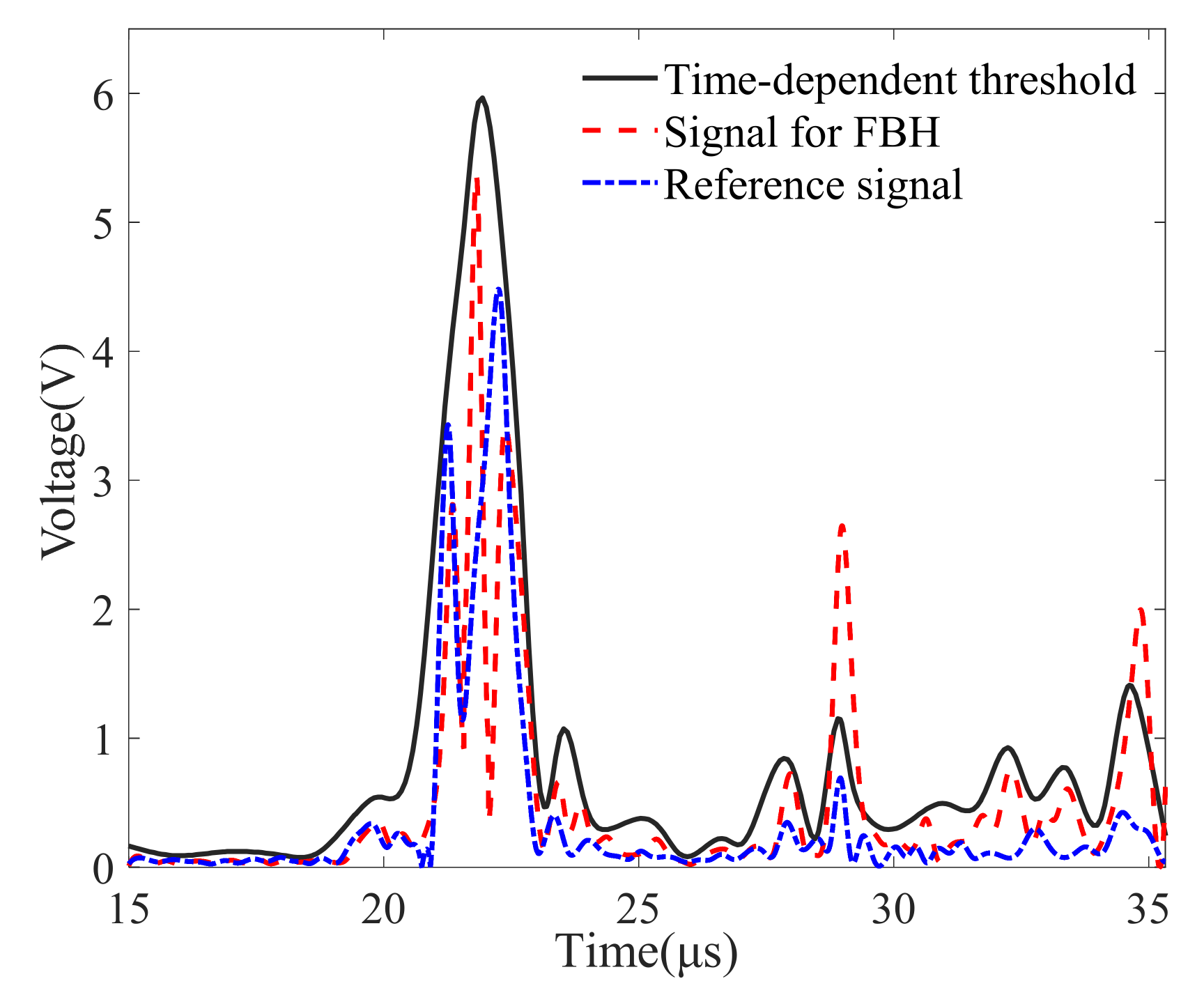
2.2. B-Image Method Using a Time-Dependent Threshold
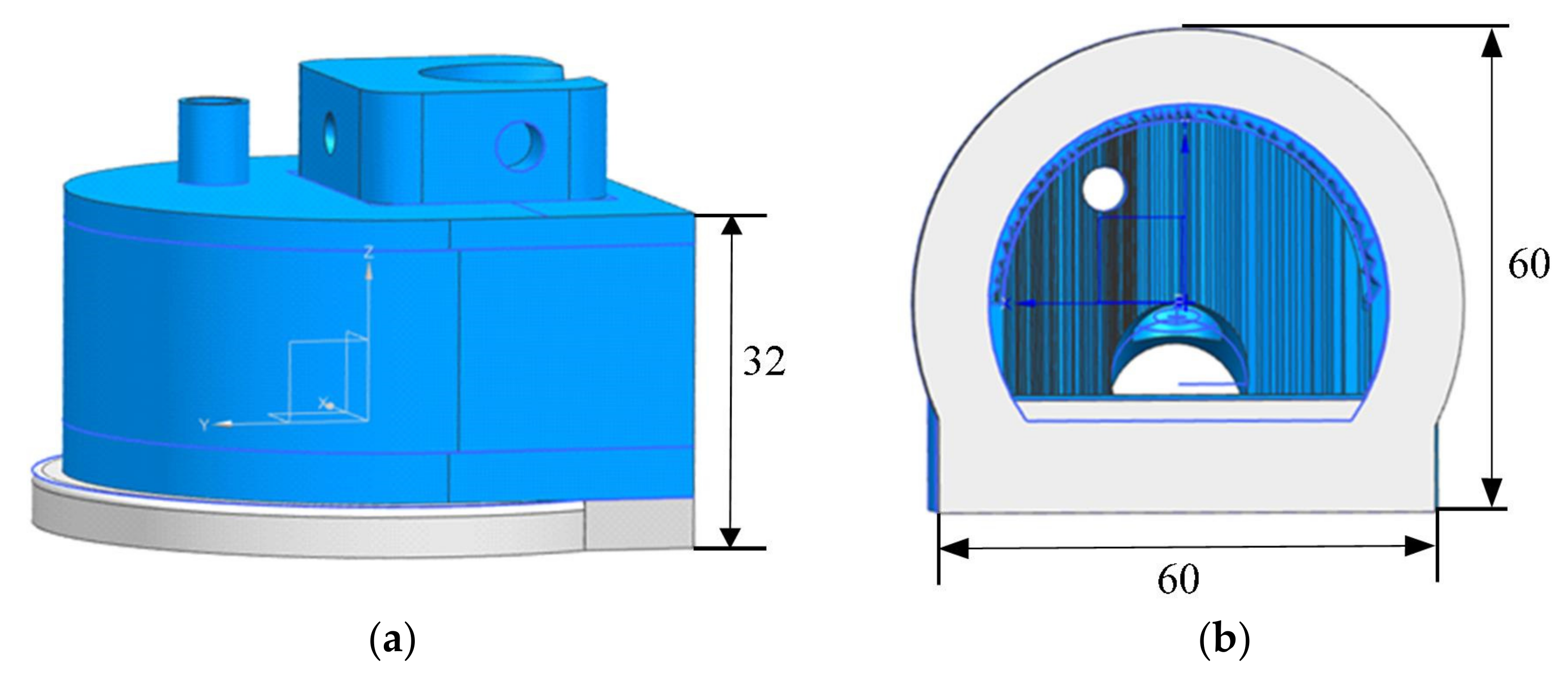
3. Design and Implementation of PIF Transducers
4. Experiments
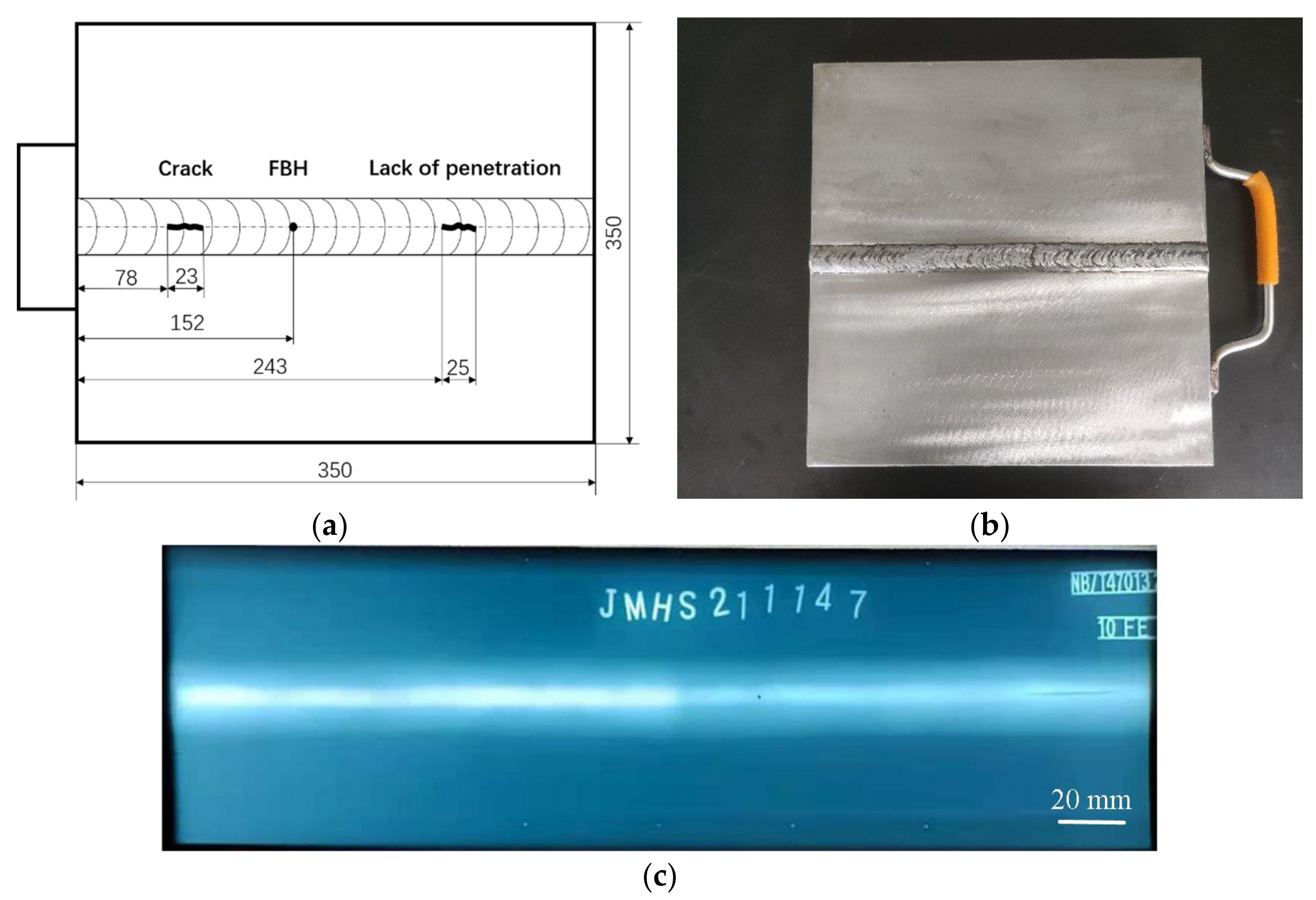
4.1. Specimen Preparation
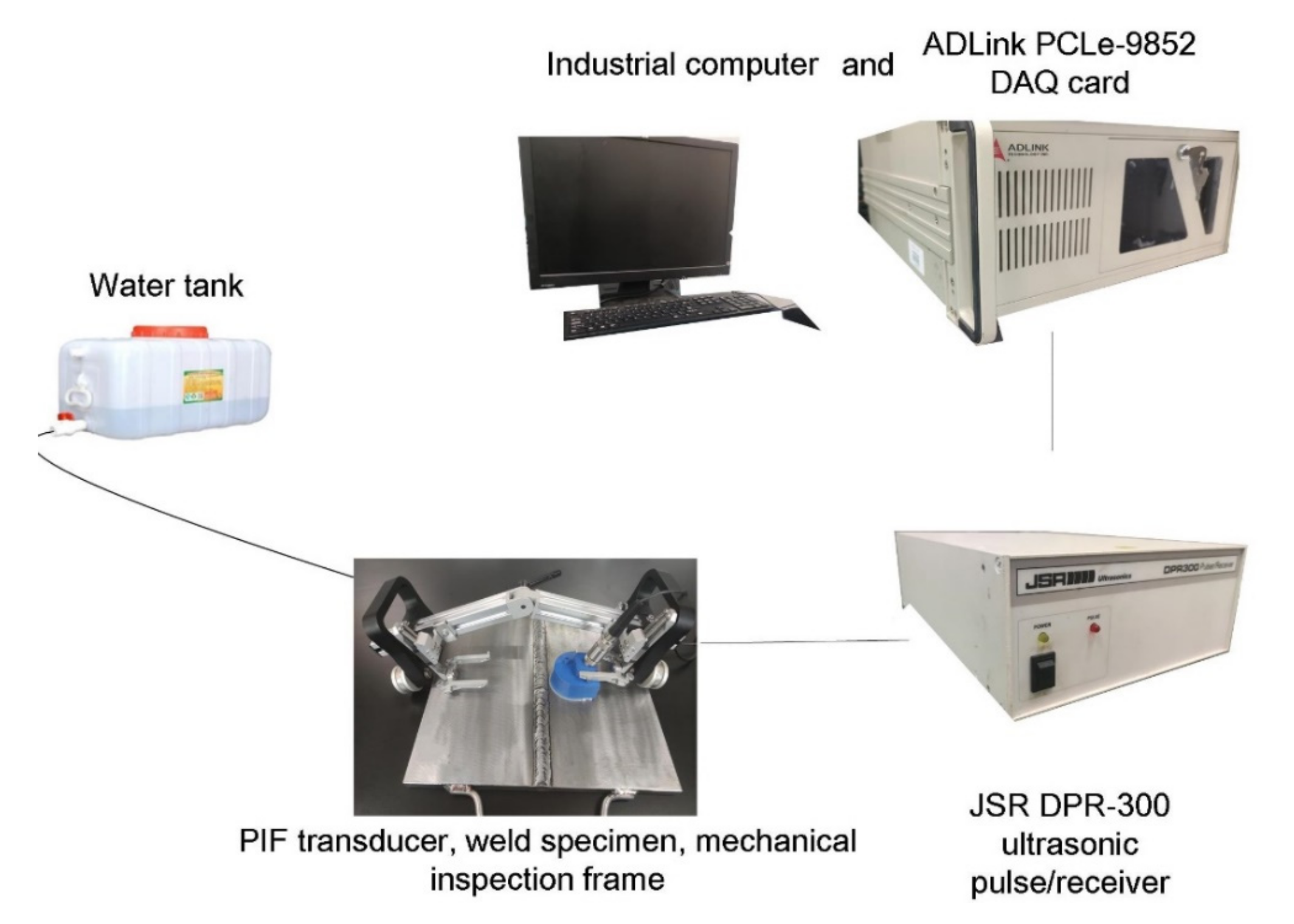
4.2. Experimental Process
5. Results and Discussions
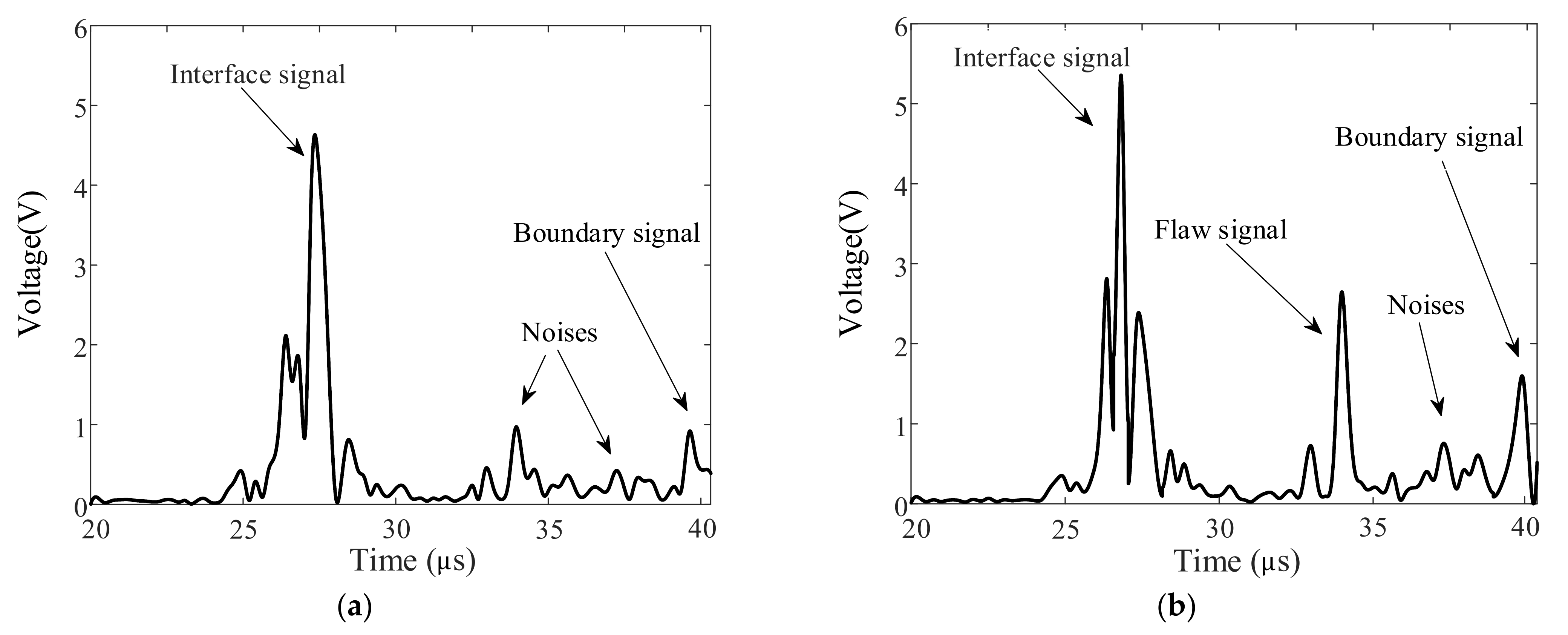
5.1. Typical Wave Signal Analysis
5.2. Traditional B-Scan Image
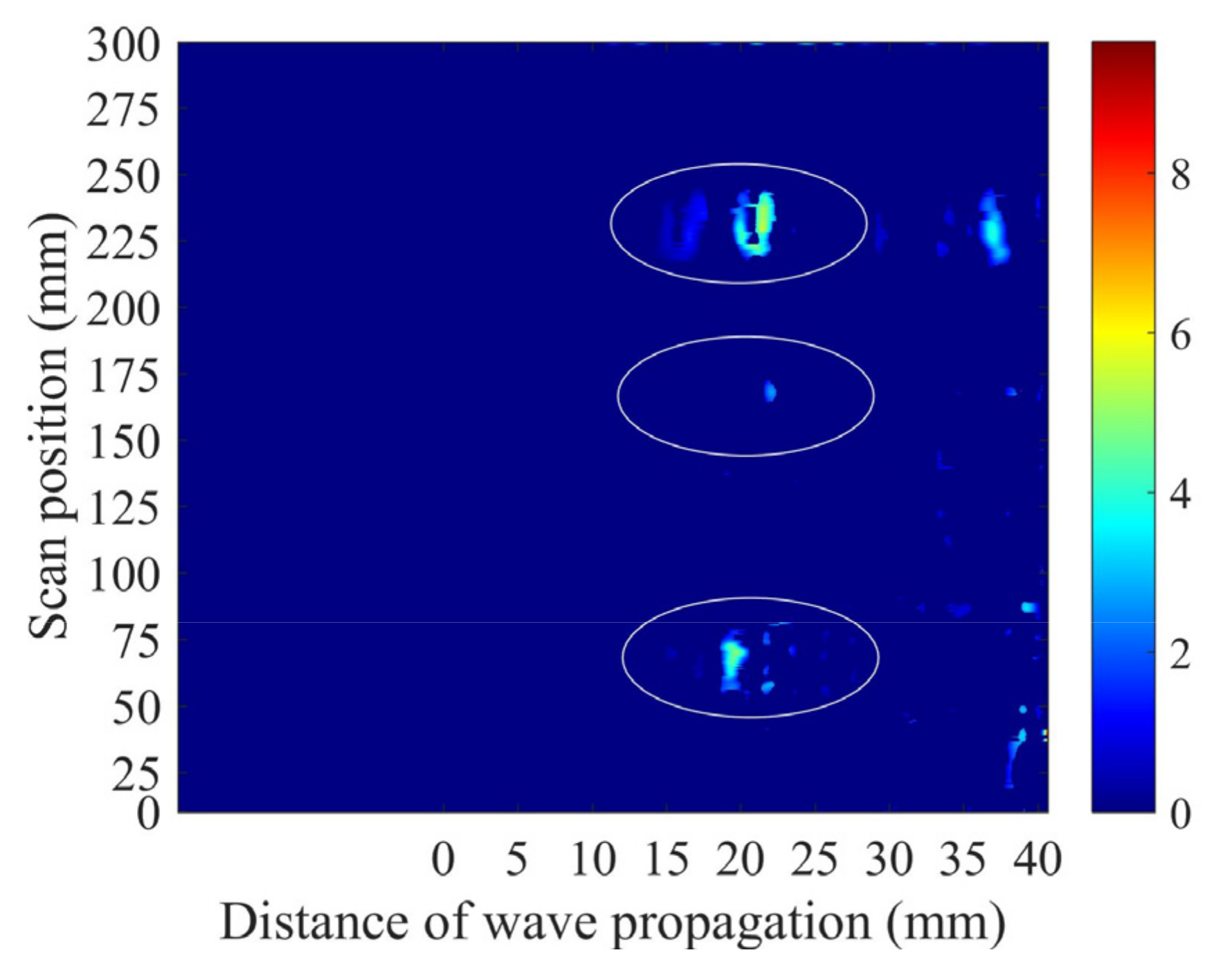
5.3. Optimized B-Scan Image
5.4. Comparison of Results Determined Using Other Detection Transducers
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Bajaj, P.; Hariharan, A.; Kini, A.; Kurnsteiner, P.; Raabe, D.; Jagle, E.A. Steels in additive manufacturing: A review of their microstructure and properties. Mater. Sci. Eng. A-Struct. 2020, 772, 138633. [Google Scholar] [CrossRef]
- Chen, X.Y.; Ma, L.L.; Zhou, C.S.; Hong, Y.J.; Tao, H.M.; Zheng, J.Y.; Zhang, L. Improved resistance to hydrogen environment embrittlement of warm-deformed 304 austenitic stainless steel in high-pressure hydrogen atmosphere. Corros. Sci. 2019, 148, 159–170. [Google Scholar] [CrossRef]
- Feng, Q.S.; Li, R.; Nie, B.H.; Liu, S.C.; Zhao, L.Y.; Zhang, H. Literature Review: Theory and Application of In-Line Inspection Technologies for Oil and Gas Pipeline Girth Weld Defection. Sensors 2017, 17, 50. [Google Scholar] [CrossRef] [PubMed]
- Tan, J.B.; Zhang, Z.Y.; Zheng, H.; Wang, X.; Gao, J.; Wu, X.Q.; Han, E.H.; Yang, S.L.; Huang, P.T. Corrosion fatigue model of austenitic stainless steels used in pressurized water reactor nuclear power plants. J. Nucl. Mater. 2020, 541, 152407. [Google Scholar] [CrossRef]
- Verma, J.; Taiwade, R.V. Effect of welding processes and conditions on the microstructure, mechanical properties and corrosion resistance of duplex stainless steel weldments—A review. J. Manuf. Processes 2017, 25, 134–152. [Google Scholar] [CrossRef]
- Kashaev, N.; Ventzke, V.; Cam, G. Prospects of laser beam welding and friction stir welding processes for aluminum airframe structural applications. J. Manuf. Process. 2018, 36, 571–600. [Google Scholar] [CrossRef]
- Becker, N.; Gauthier, D.; Vidal, E.E. Fatigue properties of steel to aluminum transition joints produced by explosion welding. Int. J. Fatigue 2020, 139, 105736. [Google Scholar] [CrossRef]
- Chen, Y.; Ma, H.W.; Dong, M. Automatic classification of welding defects from ultrasonic signals using an SVM-based RBF neural network approach. Insight-Non-Destruct. Test. Cond. Monitor. 2018, 60, 194–199. [Google Scholar] [CrossRef]
- Nakamura, N.; Ashida, K.; Takishita, T.; Ogi, H.; Hirao, M. Inspection of stress corrosion cracking in welded stainless steel pipe using point-focusing electromagnetic-acoustic transducer. NDT E Int. 2016, 83, 88–93. [Google Scholar] [CrossRef]
- Ding, L.; Lu, Q.B.; Liu, S.Y.; Xu, R.; Yan, X.J.; Xu, X.D.; Lu, M.H.; Chen, Y.F. Quality inspection of micro solder joints in laser spot welding by laser ultrasonic method. Ultrasonics 2022, 118, 106567. [Google Scholar] [CrossRef]
- Duan, J.X.; Luo, L.; Gao, X.R.; Peng, J.P.; Li, J.L. Ultrasonic TOFD imaging of weld flaws using wavelet transforms and image registration. In Proceedings of the 2017 IEEE Far East Forum on Nondestructive Evaluation/Testing: New Technology & Application (IEEE Fendt 2017), Xi’an, China, 22–24 June 2017; pp. 111–116. [Google Scholar]
- Li, W.T.; Zhou, Z.G.; Li, Y. Inspection of butt welds for complex surface parts using ultrasonic phased array. Ultrasonics 2019, 96, 75–82. [Google Scholar] [CrossRef]
- Ochoa, P.; Villegas, I.F.; Groves, R.M.; Benedictus, R. Diagnostic of manufacturing defects in ultrasonically welded thermoplastic composite joints using ultrasonic guided waves. NDT E Int. 2019, 107, 102126. [Google Scholar] [CrossRef]
- Xu, Y.; Wang, Q.Y.; Jiang, X.L.; Zu, H.G.; Wang, W.; Feng, R. Nondestructive assessment of microcracks detection in cementitious materials based on nonlinear ultrasonic modulation technique. Constr. Build. Mater. 2021, 267, 121653. [Google Scholar] [CrossRef]
- Zhou, H.P.; Han, Z.D.; Du, D.; Chen, Y.F. A combined marching and minimizing ray-tracing algorithm developed for ultrasonic array imaging of austenitic welds. NDT E Int. 2018, 95, 45–56. [Google Scholar] [CrossRef]
- Szlapa, P.; Marczak, W. Arc welding noise assessment from the measured ultrasound pressure levels. Part III: Modern welding techniques. Ultrasonics 2020, 108, 106220. [Google Scholar] [CrossRef]
- Song, Y.F.; Kube, C.M.; Peng, Z.X.; Turner, J.A.; Li, X.B. Flaw detection with ultrasonic backscatter signal envelopes. J. Acoust. Soc. Am. 2019, 145, El142–El148. [Google Scholar] [CrossRef] [Green Version]
- Kustron, P.; Piwowarczk, T.; Korzeniowski, M.; Sokolowski, P.; Bicz, A. The Detectability of Welding Defects in MIAB Welded Thin-Walled Tubular Components by Immersion Ultrasonic Technique. J. Nondestruct. Eval. 2020, 39, 2. [Google Scholar] [CrossRef]
- Sumana; Kumar, A. Phased array ultrasonic imaging using angle beam virtual source full matrix capture-total focusing method. NDT E Int. 2020, 116, 102324. [Google Scholar] [CrossRef]
- Kumar, S.; Menaka, M.; Venkatraman, B. Performance comparison of phased array transducers for inspection of dissimilar welds on nuclear reactor components. Ann. Nucl. Energy 2021, 162, 108482. [Google Scholar] [CrossRef]
- Bai, L.; Velichko, A.; Drinkwater, B.W. Grain Scattering Noise Modeling and Its Use in the Detection and Characterization of Defects Using Ultrasonic Arrays. IEEE Trans. Ultrason. Ferroelectr. Freq. Control 2019, 66, 1798–1813. [Google Scholar] [CrossRef] [Green Version]
- Ohara, Y.; Takahashi, K.; Ino, Y.; Yamanaka, K.; Tsuji, T.; Mihara, T. High-selectivity imaging of closed cracks in a coarse-grained stainless steel by nonlinear ultrasonic phased array. NDT E Int. 2017, 91, 139–147. [Google Scholar] [CrossRef]
- Song, Y.F.; Turner, J.A.; Peng, Z.X.; Chen, C.; Li, X.B. Enhanced Ultrasonic Flaw Detection Using an Ultrahigh Gain and Time-Dependent Threshold. IEEE Trans. Ultrason. Ferroelectr. Freq. Control 2018, 65, 1214–1225. [Google Scholar] [CrossRef]
- Hu, C.; Dong, J.Q.; Luo, J.J.; Qin, Q.H.; Sun, G.Y. 3D printing of chiral carbon fiber reinforced polylactic acid composites with negative Poisson’s ratios. Compos. Part B-Eng. 2020, 201, 108400. [Google Scholar] [CrossRef]





Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, Y.; Qin, Z.; Luo, S.; Hyunjo, J.; Zhang, S. Design and Application of Partial Immersion Focused Ultrasonic Transducers for Austenitic Weld Inspection. Sensors 2022, 22, 2671. https://doi.org/10.3390/s22072671
Zhang Y, Qin Z, Luo S, Hyunjo J, Zhang S. Design and Application of Partial Immersion Focused Ultrasonic Transducers for Austenitic Weld Inspection. Sensors. 2022; 22(7):2671. https://doi.org/10.3390/s22072671
Chicago/Turabian StyleZhang, Yuan, Zixing Qin, Shizhou Luo, Jeong Hyunjo, and Shuzeng Zhang. 2022. "Design and Application of Partial Immersion Focused Ultrasonic Transducers for Austenitic Weld Inspection" Sensors 22, no. 7: 2671. https://doi.org/10.3390/s22072671
APA StyleZhang, Y., Qin, Z., Luo, S., Hyunjo, J., & Zhang, S. (2022). Design and Application of Partial Immersion Focused Ultrasonic Transducers for Austenitic Weld Inspection. Sensors, 22(7), 2671. https://doi.org/10.3390/s22072671