

Research on Damage Characteristics of Ultrasonic Vibration-Assisted Grinding of a C/SIC Composite Material

Abstract
:1. Introduction
2. Materials and Methods
2.1. Experimental Materials
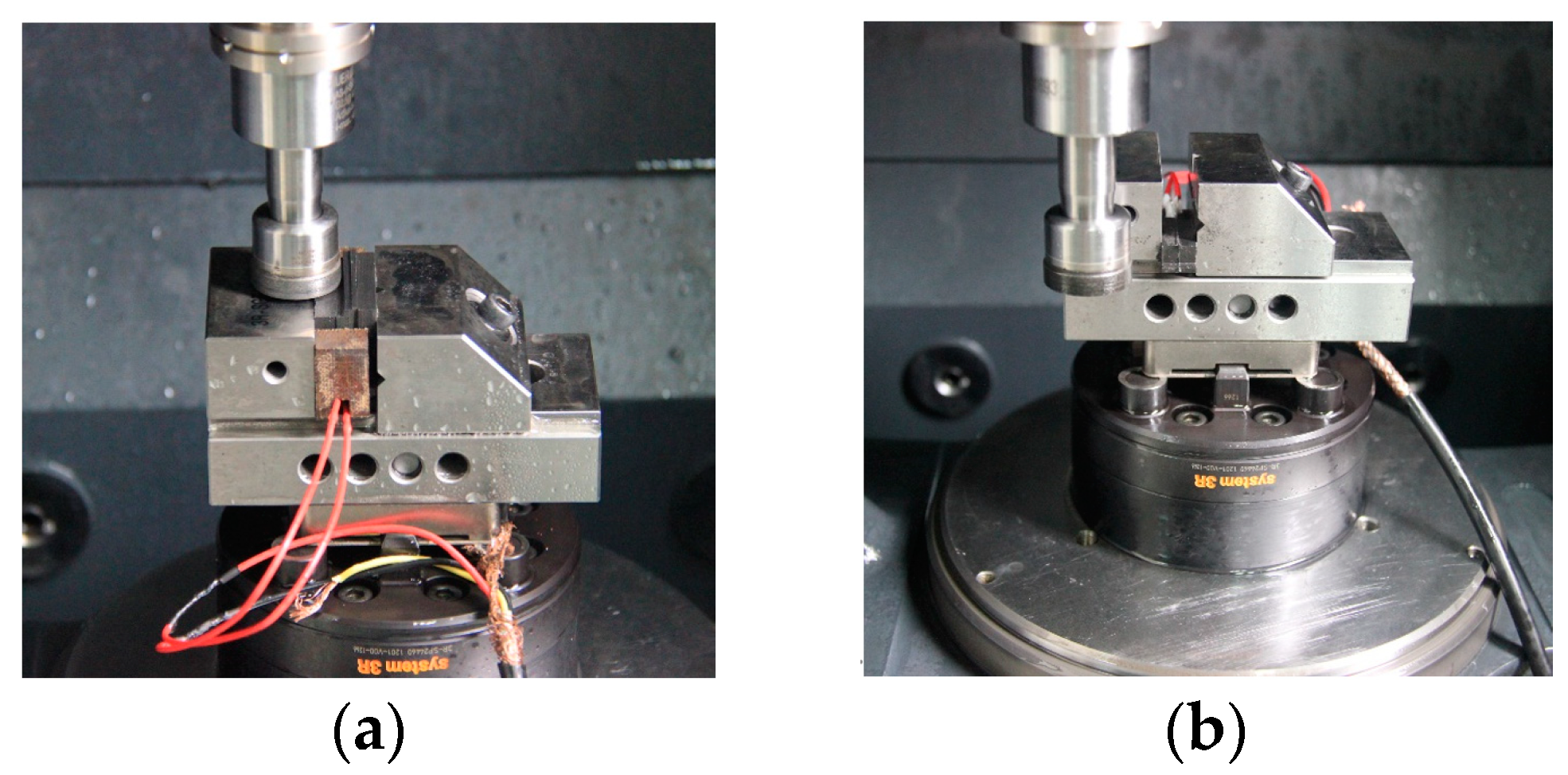
2.2. Experimental Equipment and Process Parameters
3. Results
3.1. Damage Types of C/SiC Composite Grinding
3.1.1. Damage Types of the C/SiC Composite after Surface Grinding
3.1.2. Subsurface Grinding Damage Types of the C/SiC Composite
End Face Grinding
Side Face Grinding
3.2. Impact of Ultrasonic Vibration on the Grinding Surface/Subsurface Damage of C/SiC Composite
3.2.1. Impact of Ultrasonic Vibration and Process Parameters on the Surface Damage of the C/SiC Composite Material after Grinding
End Face Grinding
Side Face Grinding
3.2.2. Impact of Ultrasonic Vibration and Process Parameters on the Subsurface Damage of the C/SiC Composite Material after Grinding
End Face Grinding
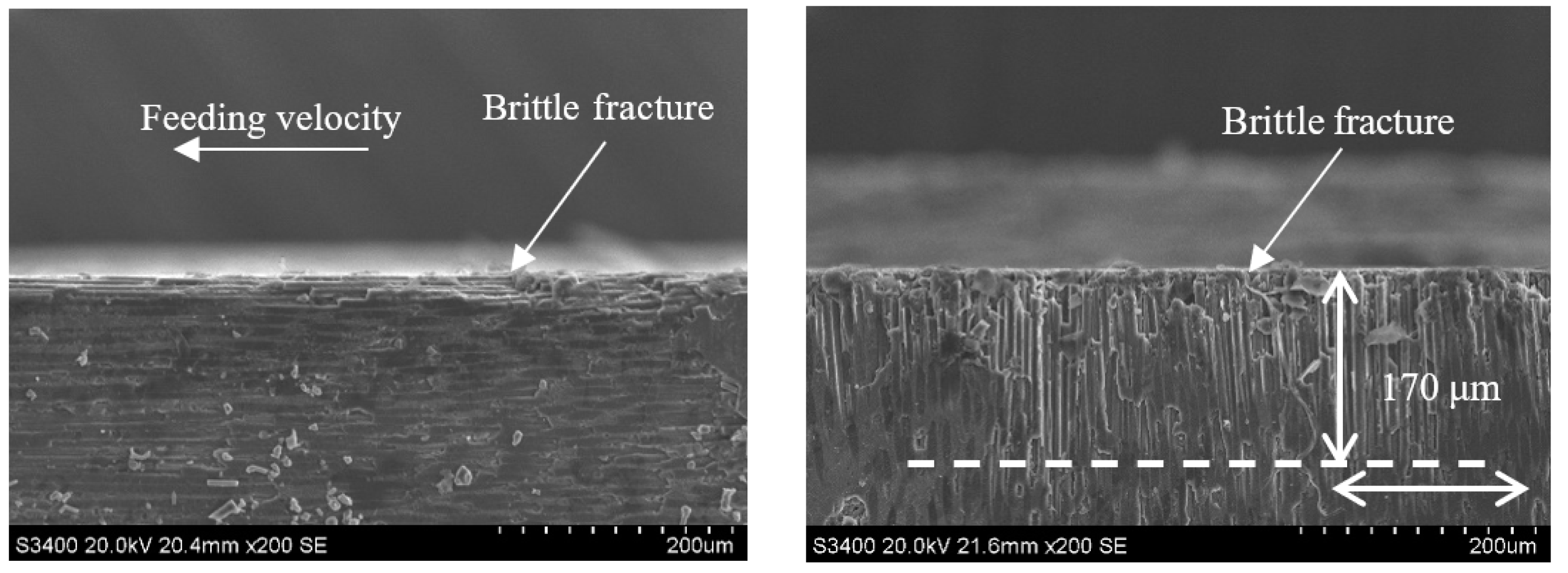
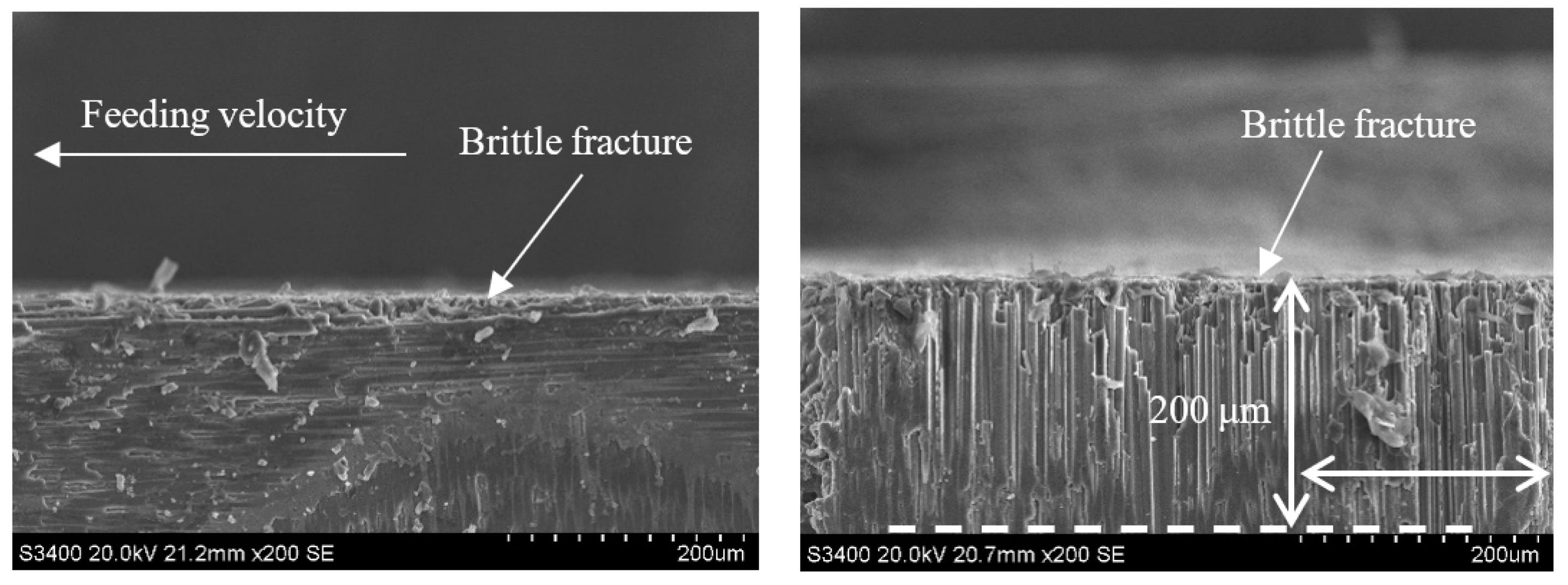
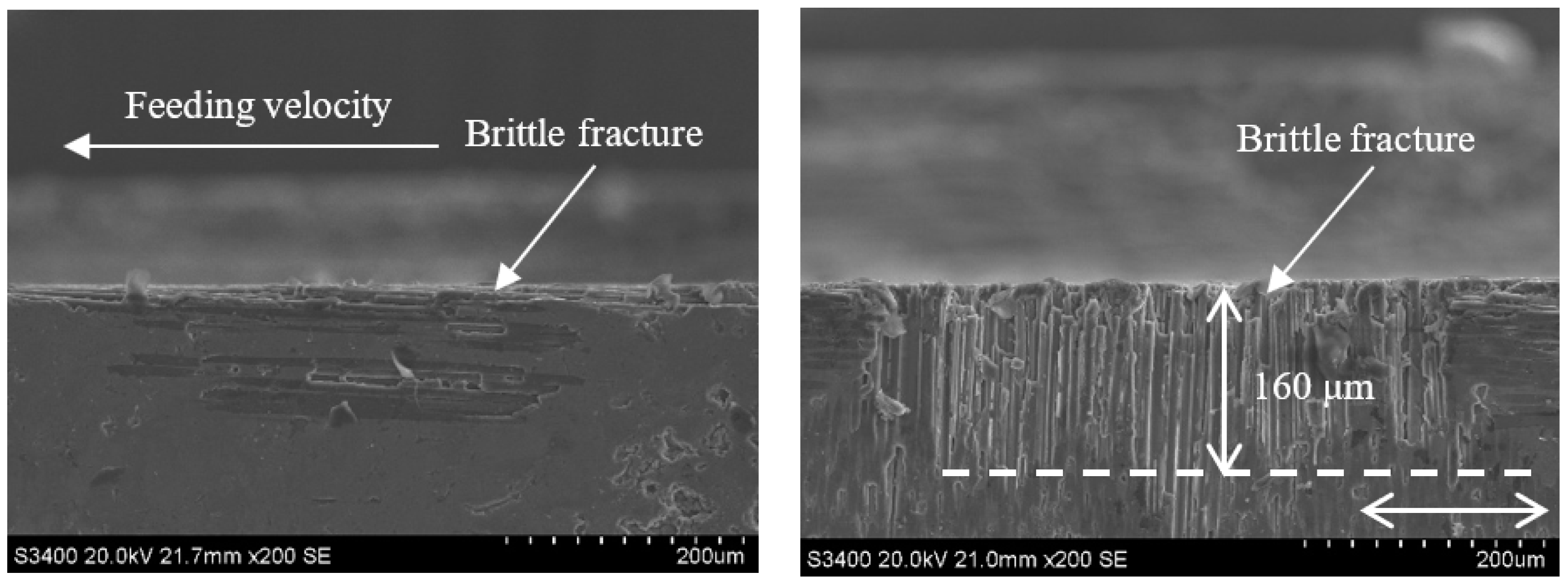
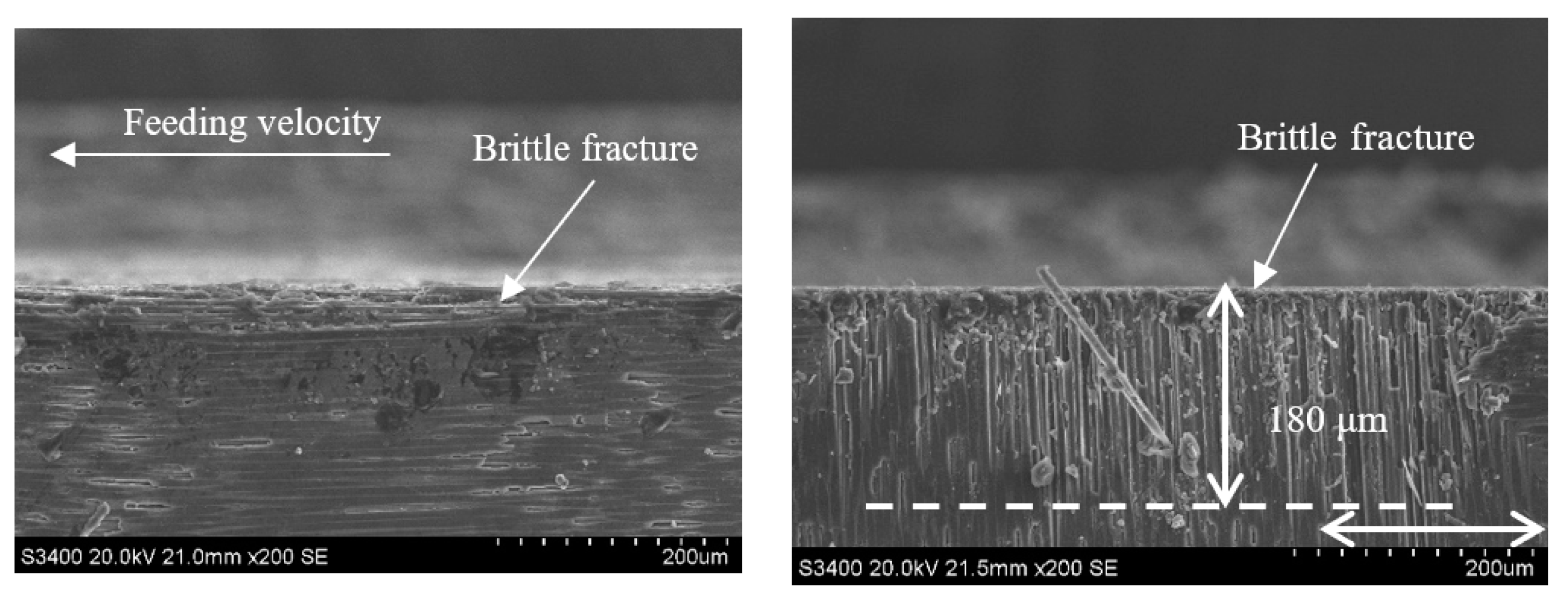
Side Face Grinding
4. Conclusions
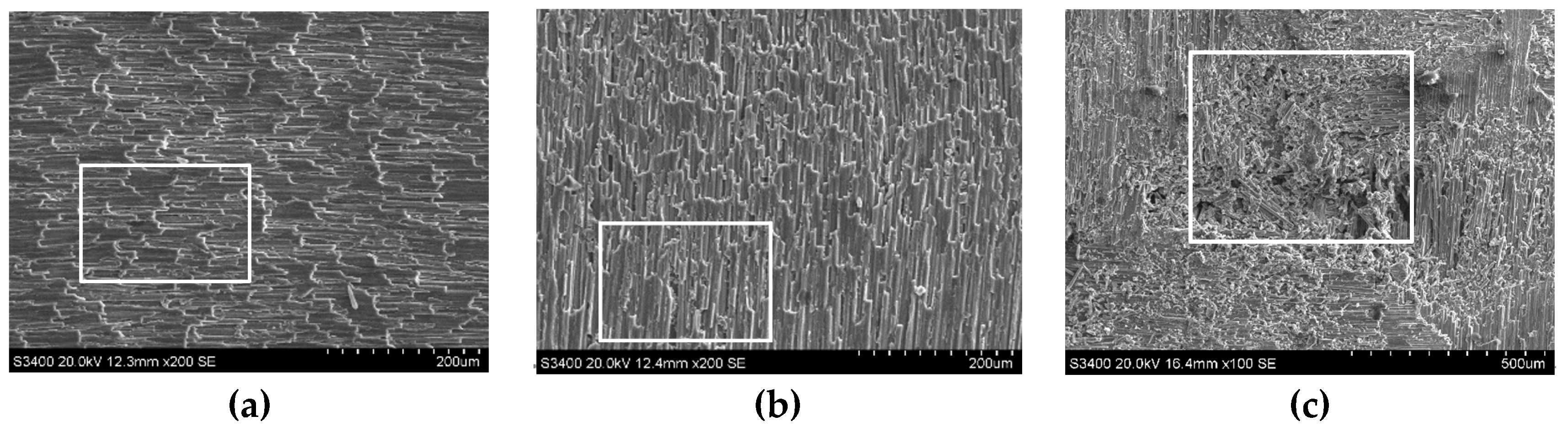
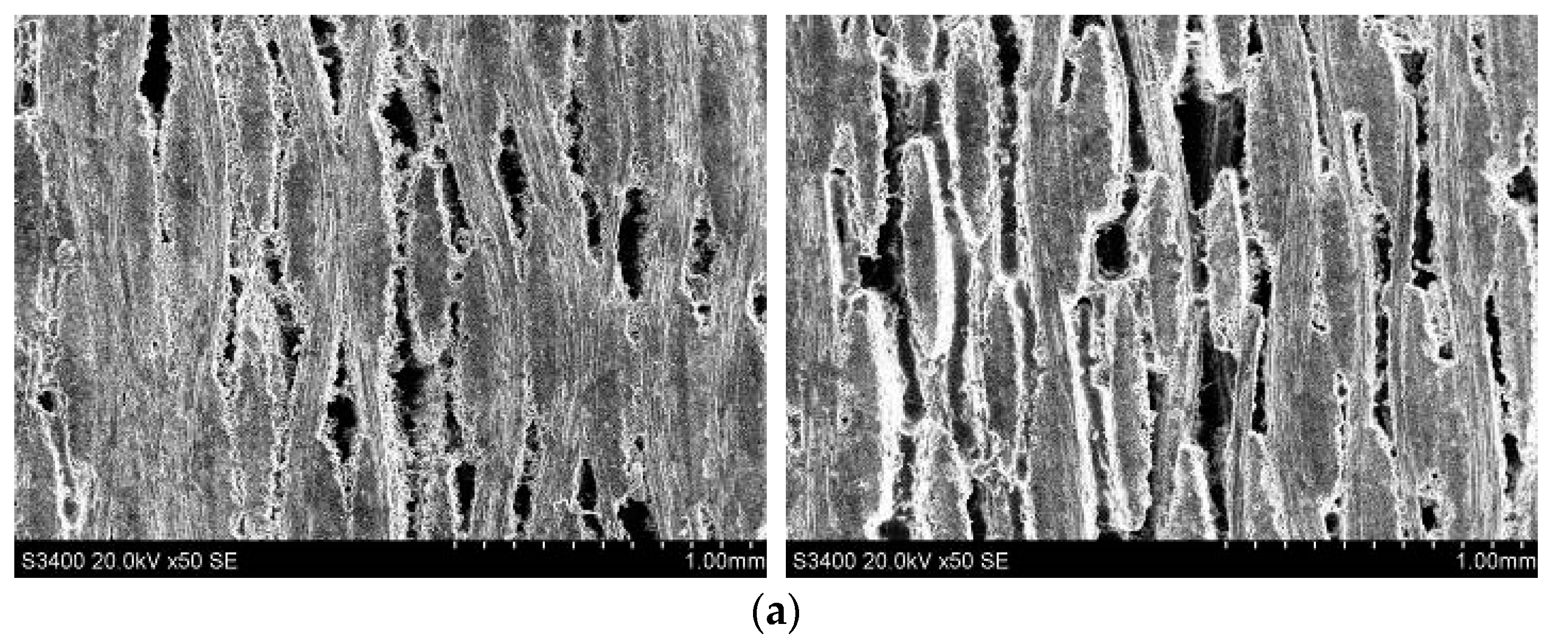
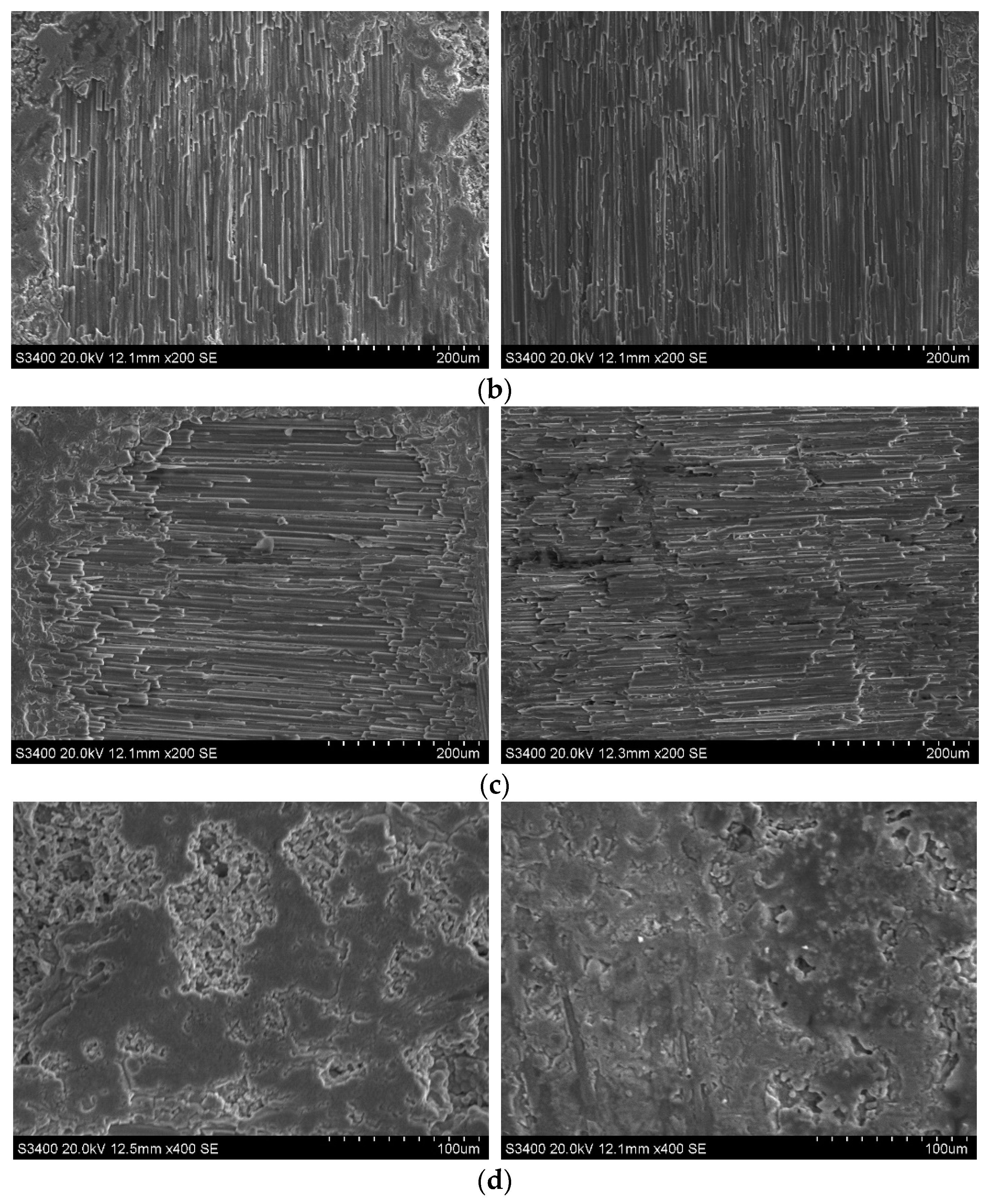
- The main form of surface damage of the C/SiC composite was carbon fiber brittle fracture. In end-face grinding, the 90° fibers generally experienced a laminar brittle fracture, and some fibers were pulled out under large process parameters. The 0° fibers generally appeared in step brittle fracture. In addition, the pores between the fibers woven in two angles were prone to fiber breakage and collapse. SiC collapse defects were observed in the SiC region. In side-face grinding, the material defects were mainly brittle fractures of the fiber bundles around the pores (woven corners) and step brittle fractures in the carbon fiber region, and the fracture morphology was irregular curves.
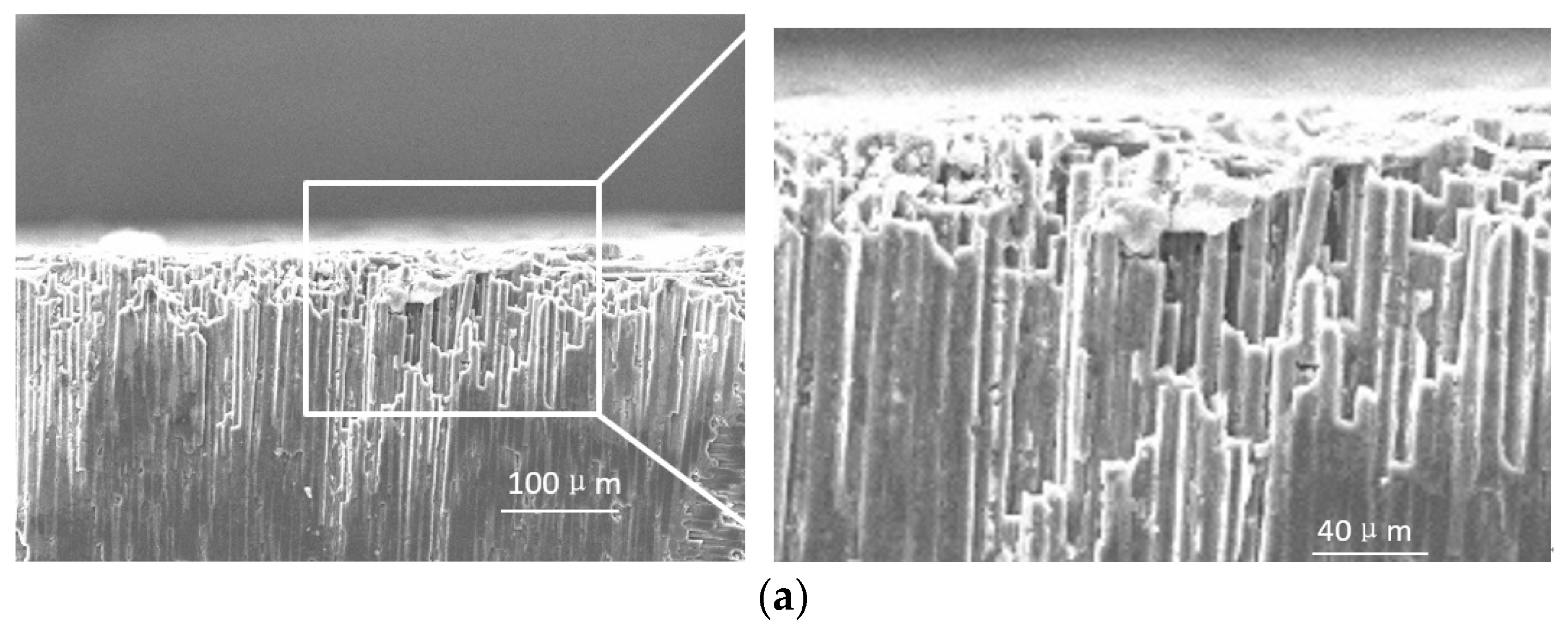
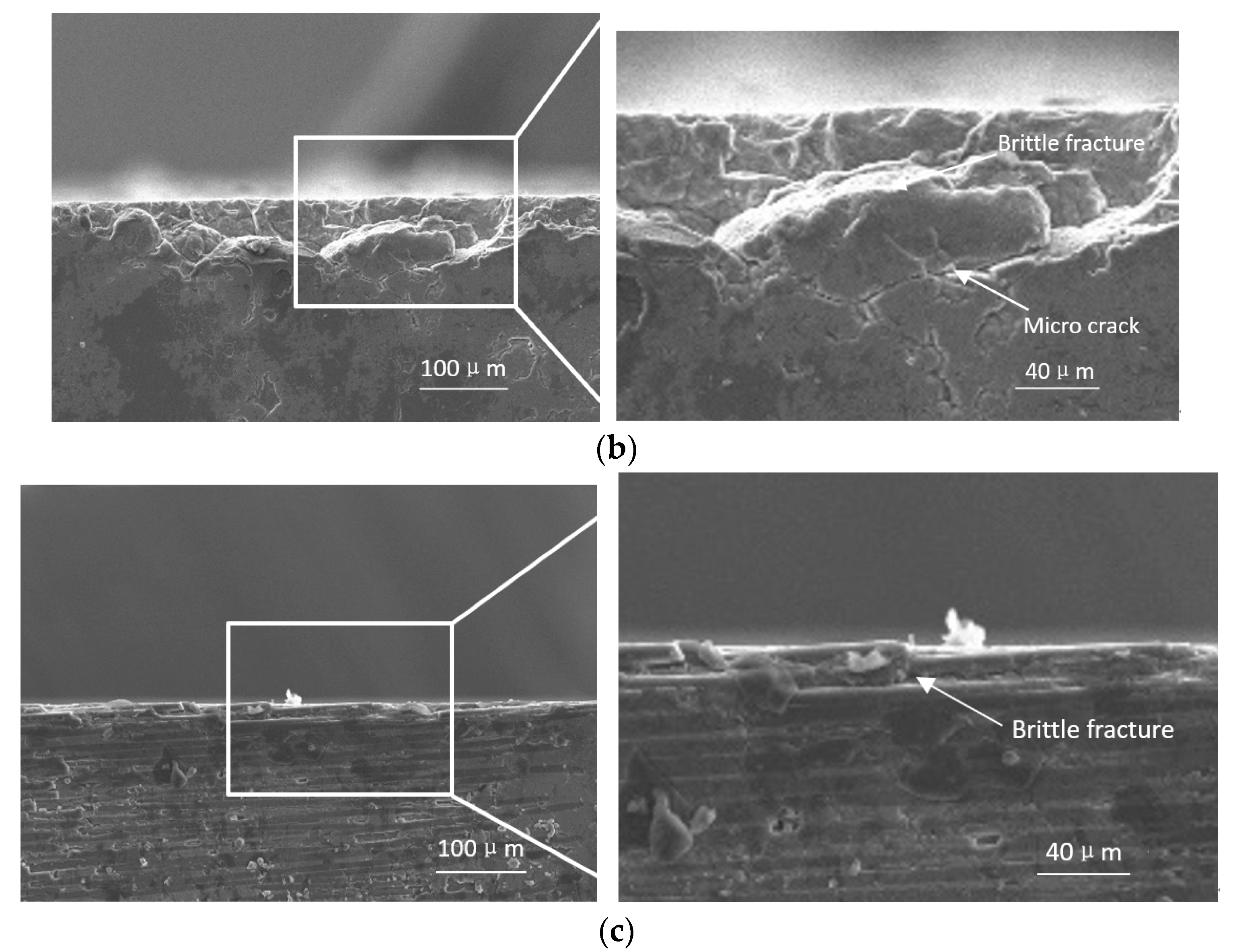
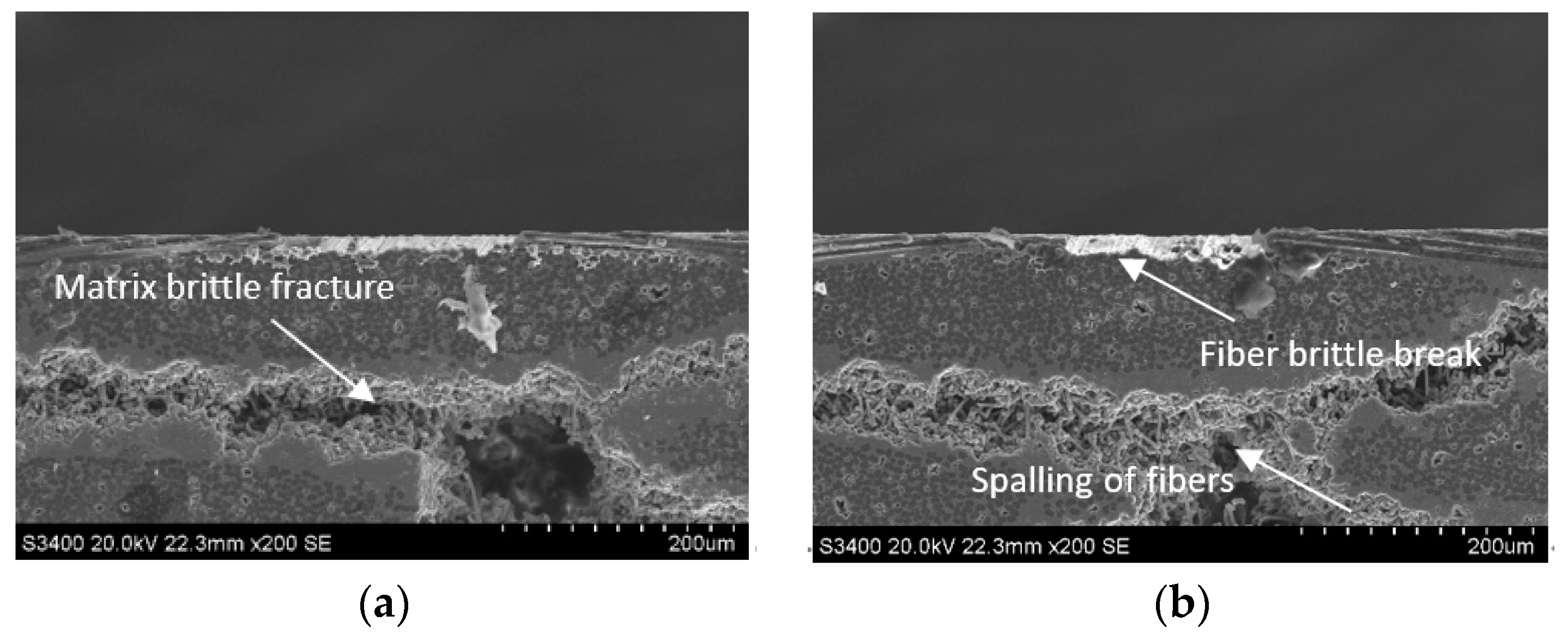
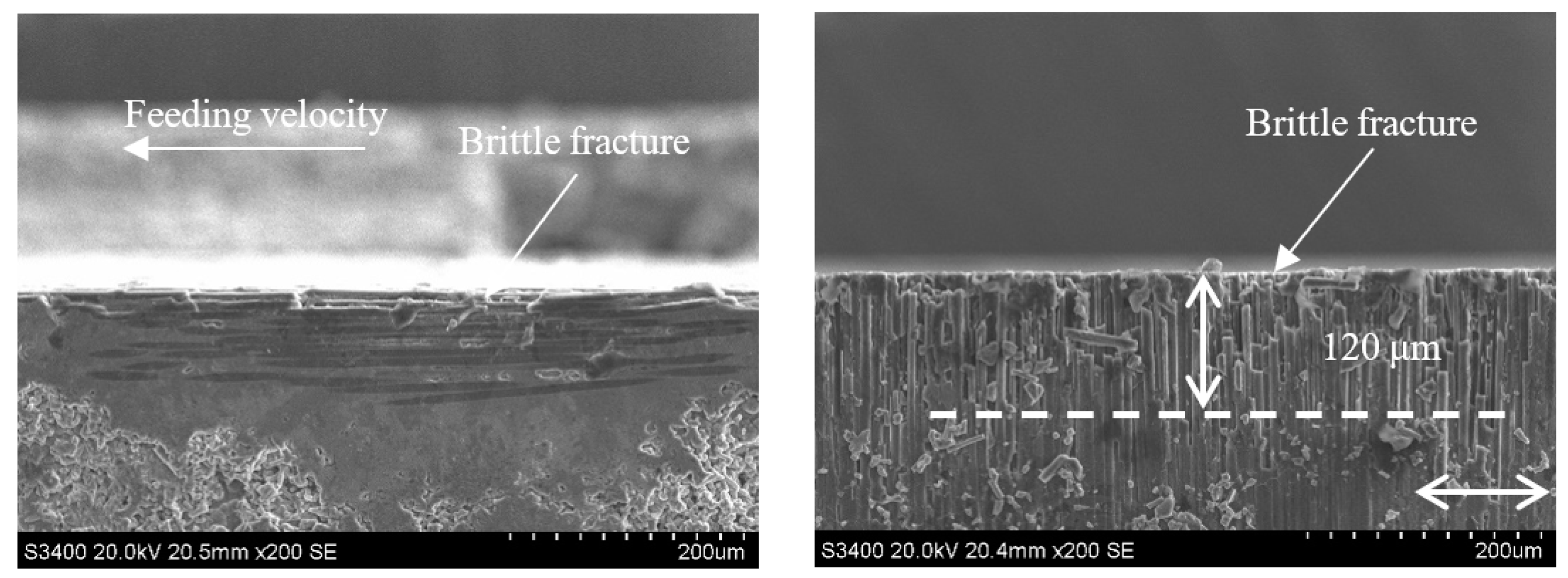
- The main damage forms of the subsurface of the C/SiC composite after grinding were mainly carbon fiber step brittle fracture and SiC matrix brittle fracture and peeling between the carbon fibers.
- In end- and side-face grinding, ultrasonic vibration-assisted grinding did not significantly reduce the grinding surface damage compared with common grinding under the same conditions, but it did significantly reduce the subsurface damage size of the carbon fibers perpendicular to the feeding direction.
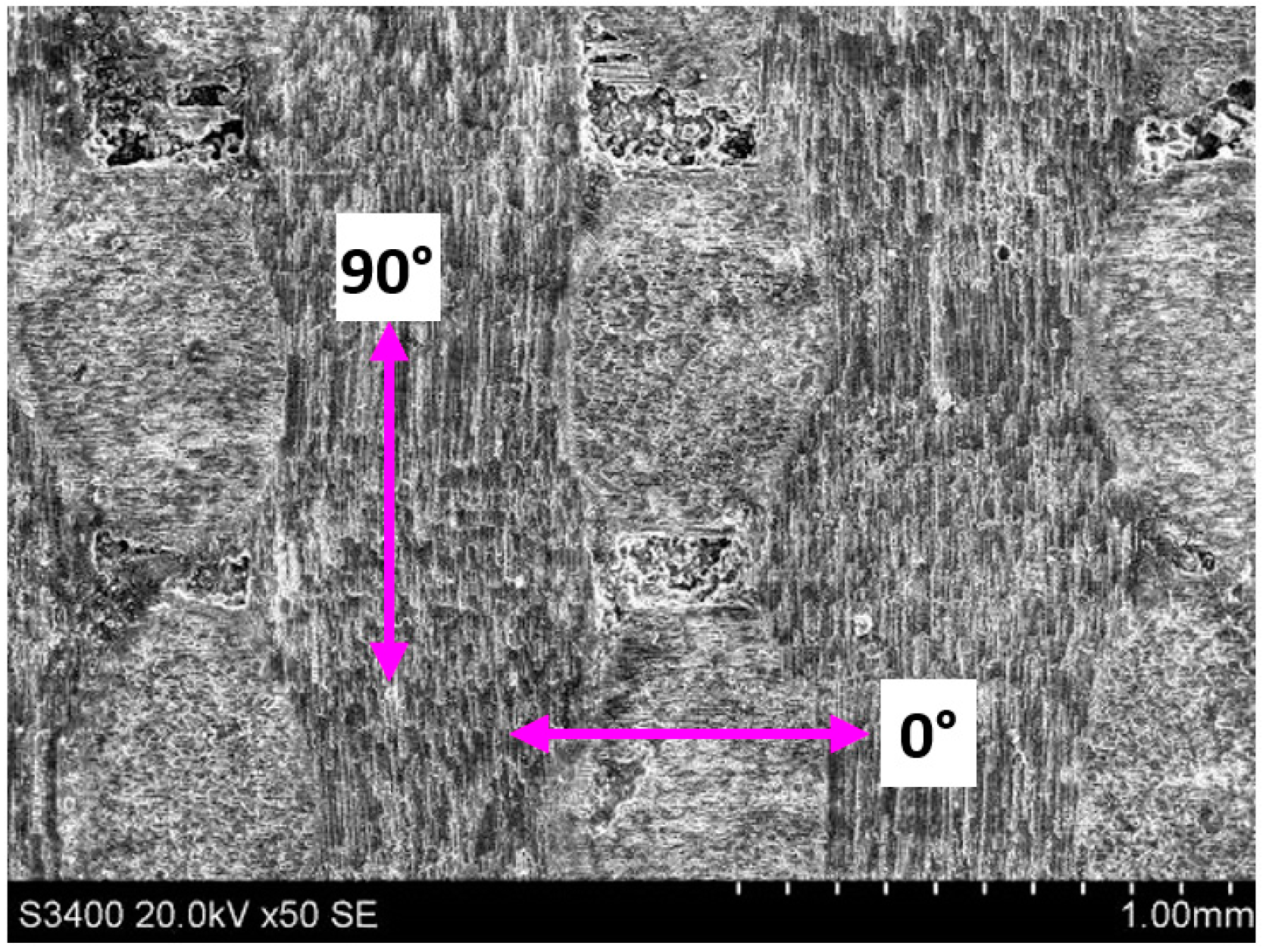
- In the grinding of the C/SiC composite material, changing the process parameters greatly impacted the 90° fibers but only slightly impacted the 0° fibers.
- From the perspective of the process parameters, increasing the grinding depth during ultrasonic vibration-assisted grinding increased the subsurface damage size, and increasing the grinding speed decreased the subsurface damage size. The feeding velocity had little impact. Therefore, from the perspective of suppressing machining damage without degrading the machining efficiency, a smaller grinding depth, a higher grinding speed, and a higher feeding velocity should be chosen for C/SiC composite materials in ultrasonic vibration-assisted grinding.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zou, W.; Zhang, K.Z.; Zhang, L.T. Application of ceramic matrix composites in rocket motor. J. Solid Rocket. Technol. 2000, 23, 60–64. [Google Scholar]
- Yi, F. Research Progress of fiber reinforced silicon Carbide ceramic Matrix Composites. Chem. Ind. Manag. 2018, 1, 4–5. [Google Scholar]
- Naslain, R. Design, preparation and properties of non-oxide CMCs for application in engines and nuclear reactors: An overview. Compos. Sci. Technol. 2004, 64, 155–170. [Google Scholar] [CrossRef]
- Zhang, L.T.; Cheng, L.F. Research progress of New SIC Ceramic Matrix Composites. Aeronaut. Manuf. Technol. 2003, 1, 24–32. [Google Scholar]
- Chen, B.; Wang, J.; Jiao, H.W.; Su, F. Research Progress in Grinding of Carbon Fiber Ceramic Matrix Composites. Aerosp. Mater. Technol. 2022, 3, 12–23. [Google Scholar]
- Luna, G.; Axinte, D.; Novovic, D. Influence of Grit Geometry and Fibre Orientation on the Abrasive Material Removal Mechanisms of Si C/SiC Ceramic MatrixComposites (CMCS). Int. J. Mach. Tools Manuf. 2020, 157, 103580. [Google Scholar] [CrossRef]
- Wang, B.; Gao, H.; Bi, M.Z.; Zhuang, Y. Mechanism of Defect Suppression by Spiral Milling Method for C/E Composites. J. Mech. Eng. 2012, 48, 173–181. [Google Scholar] [CrossRef]
- Chen, J.; An, Q.L.; Chen, M. Transformation of Fracture Mechanism and Damage Behavior of Ceramic-Matrix Composites during Nano-Scratching. Compos. Part A Appl. Sci. Manuf. 2020, 130, 105756. [Google Scholar] [CrossRef]
- Ding, K.; Fu, Y.C.; Su, H.-H.; He, T.; Yu, X.-Z.; Ding, G.-Z. Surface/Subsurface Damage in C/SiC Composites Grinding. Diam. Abras. Eng. 2014, 34, 36–40. [Google Scholar]
- Azarhoushang, B.; Tawakoli, T. Development of a novel ultrasonic unit for grinding of ceramic matrix composites. Int. J. Adv. Manuf. Technol. 2011, 57, 945–955. [Google Scholar] [CrossRef]
- Yan, Y.Y.; Zhao, B.; Liu, J.L. Research on the Surface/Subsurface Damages of ZTA Ceramics under Two-Dimensional Ultrasonic Vibration Assisted Grinding. Key Eng. Mater. 2009, 416, 619–623. [Google Scholar] [CrossRef]
- Tashiro, T.; Fujiwara, J.; Takenaka, Y. Grinding of C/C-SiC Composite in Dry Method; Springer: London, UK, 2006; pp. 351–352. [Google Scholar]
- Khoran, M.; Azarhoushang, B.; Daneshi, A. Experimental Study of Single Grit Scratch Test on Carbon Fiber-Reinforced Polyether Ether Ketone. Prod. Eng. 2021, 15, 751–759. [Google Scholar] [CrossRef]
- Fu, Y.C.; Su, H.H.; He, T.; Yu, X.Z.; Ding, G.Z. Experimental study on ultrasonic assisted grinding of C/SiC composites. In Proceedings of the 20th International Conference on Composite Materials, Copenhagen, Denmark, 19–24 July 2015. [Google Scholar]
- Dai, B.; Li, X.Z.; Xu, J.K.; Wang, J.D.; Chen, G.J.; Wang, M.X.; Wang, S. Effect of Amplitude on Surface Topography of C/SiC Composites during Ultrasonic Assisted Grinding. Surf. Technol. 2022, 51, 263–273. [Google Scholar]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Factor | Linear Velocity of Grinding Wheel vs (m/s) | Feeding Velocity vw (mm/min) | Grinding Depth ap (mm) | |
|---|---|---|---|---|
| Test | ||||
| 1 | 1.26 | 50 | 0.1 | |
| 2 | 1.26 | 100 | 0.1 | |
| 3 | 1.26 | 500 | 0.1 | |
| 4 | 1.26 | 100 | 0.4 | |
| 5 | 12.6 | 50 | 0.1 | |
| 6 | 12.6 | 100 | 0.1 | |
| 7 | 12.6 | 100 | 0.2 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, D.; Liang, Q.; Xu, D. Research on Damage Characteristics of Ultrasonic Vibration-Assisted Grinding of a C/SIC Composite Material. Sensors 2023, 23, 224. https://doi.org/10.3390/s23010224
Wang D, Liang Q, Xu D. Research on Damage Characteristics of Ultrasonic Vibration-Assisted Grinding of a C/SIC Composite Material. Sensors. 2023; 23(1):224. https://doi.org/10.3390/s23010224
Chicago/Turabian StyleWang, Dongpo, Qiushi Liang, and Dong Xu. 2023. "Research on Damage Characteristics of Ultrasonic Vibration-Assisted Grinding of a C/SIC Composite Material" Sensors 23, no. 1: 224. https://doi.org/10.3390/s23010224