Human–Robot Collaborations in Smart Manufacturing Environments: Review and Outlook †



Abstract
:1. Introduction
Research Methodology
2. Human–Robot Interaction Classification
- Coexistence interaction: This interaction refers to a scenario where a human operator and a robot are working on different tasks in different workspaces without the need for physical barriers [10,11]. For example, robots may be responsible for heavy lifting and assembly while human operators oversee quality control and oversight. The limited connection between the human and the robot in this type of interaction allows for greater flexibility and efficiency in the production process [10].
- Synchronization interaction: This type of interaction between the human and the robot involves a scenario where a human operator and a robot share the same workspace, but work at different times in a sequential manner. Both the human and the robot are responsible for performing specific tasks, and they communicate with each other by providing instructions and feedback. This type of interaction requires a high degree of coordination and synchronization between the human and the robot. In this scenario, the human operator and the robot are looking at the same target and working in sequential order to achieve the desired outcome. So, the human operator might be assigned for loading a machine with raw materials, while the robot is performing the actual manufacturing process. The human operator and the robot would need to work together in sync to ensure that the machine is loaded correctly and that the manufacturing process is carried out without interruption [8].
- Cooperation interaction: Cooperation relation refers to where a human operator and a robot work at the same time towards a shared objective but have separate interests. They both have access to the same technological resources to obtain information about the work task, but there is no direct connection between them. Even though their workspaces may overlap, the human operator and the robot do not interfere with each other’s work. The focus is on achieving a common goal while pursuing individual interests. For instance, in a warehouse, a human operator might be responsible for managing inventory and order fulfilment, while a robot is responsible for material handling and transportation. Both the human operator and the robot can access the same information on inventory and order status but work independently to achieve their respective objectives. This type of interaction promotes efficient resource allocation and coordination between the human and the robot.
- Collaboration interaction: Collaboration interaction involves a scenario where a human operator and a robot work in synergy towards a common goal in the same workspace at the same time. This type of interaction is more advanced than cooperation interaction and requires a high level of coordination and communication between the human operator and the robot [12]. In collaboration interaction, the human operator and the robot work closely together, and direct contact between them is possible and under their control through advanced sensing technologies, as the action of one has immediate effect on the other. Considering that the human operator and a robot might work together to assemble a complex component, the human operator might be responsible for the more delicate aspects of the task, such as placing, aligning components and making decisions [13], while the robot might be responsible for heavy lifting and precise positioning. The success of collaboration interaction depends on the ability of the human operator and the robot to work together seamlessly and efficiently. The connection between the human and the operator can consist of both physical and contactless connection, where different information may be required to meet the requirements of the connection type in this type of interaction. Physical connections can be carried out between the human and the robot by measuring forces and torques, then the robot will be able to understand the human intentions and take action accordingly [14]. At the same time, a contactless connection between the human and the robot is implemented through appropriate communication techniques to ease the working relationship between the human and the robot. Direct (speech, gestures, force) and indirect (intention recognition, eye blinking) communications between the human and the robot, can be detected and analyzed using advanced sensing technologies such as machine vision and haptic feedback, so the robot will be able to understand the human’s intentions and respond regarding the task needs [15].
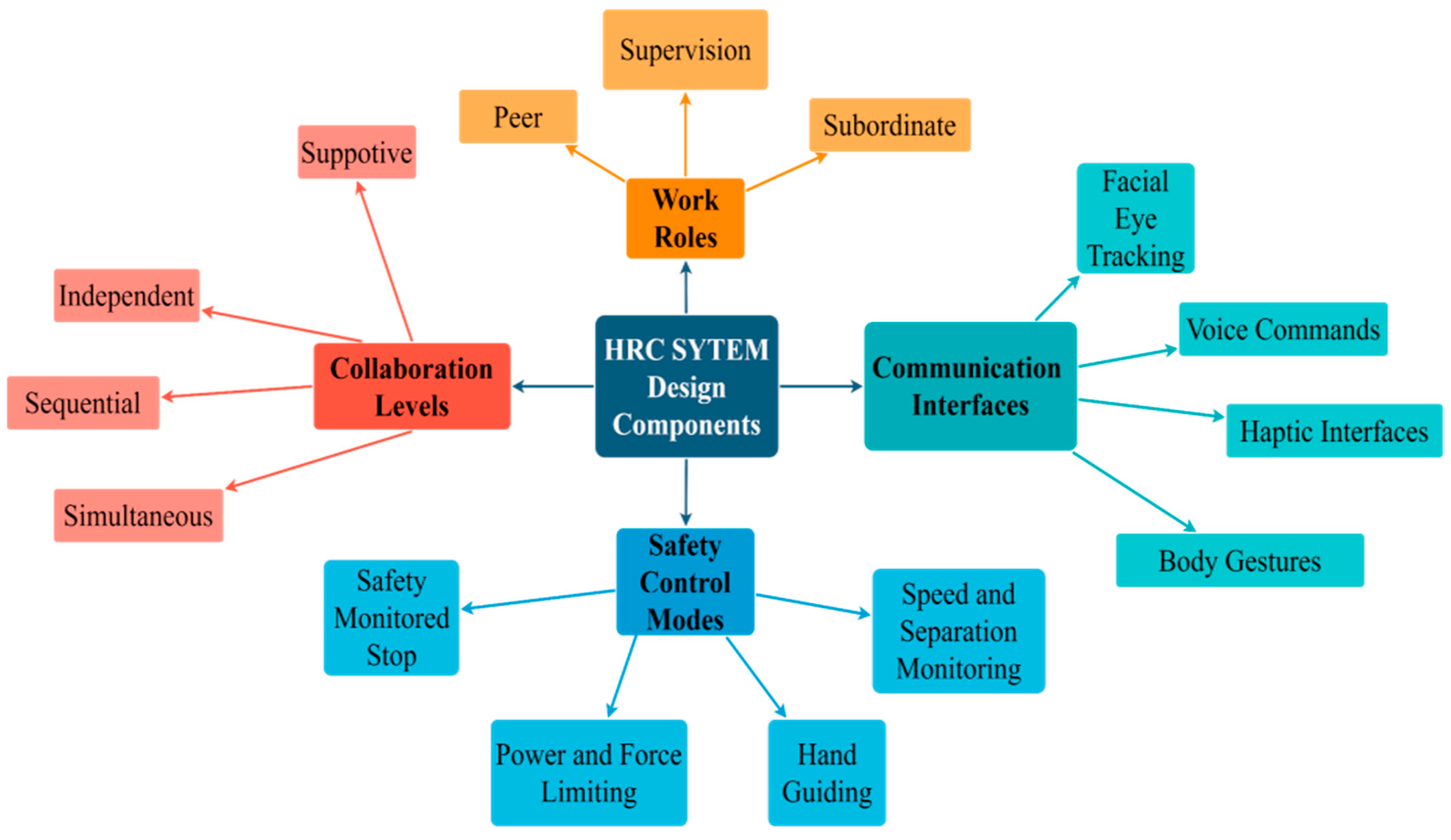
3. Definition and Classification of Human–Robot Collaboration
3.1. Collaboration Levels
- Independent: When humans and robots collaborate at an independent level, they concentrate on different tasks individually. The robot carries out its allocated duties without human intervention, while the human operator works on tasks separately. Although there is no direct interaction or cooperation between them, the robot’s presence can improve productivity and efficiency in the workflow. This level of collaboration is ideal for tasks that do not need close coordination or interaction between humans and robots.
- Sequential: The HRC system involves both humans and robots sequentially collaborating on tasks. The robot performs its designated task first, followed by the human operator, who then completes the human part of the task. Coordination and communication between the human operator and the robot are essential to ensure a smooth and uninterrupted workflow. Sequential collaboration is ideal for tasks that require a combination of human decision-making and robot precision. For instance, in a manufacturing process, the robot may perform a precision task like welding, while the human operator inspects or performs a quality check after welding. This collaboration level can enhance productivity and efficiency by reducing task completion time and minimizing errors.
- Simultaneous: When humans and robots collaborate at a simultaneous level, they work on the same task but with different processes. The human operator and the robot perform their respective tasks simultaneously, without direct coordination or cooperation. For instance, in a manufacturing process, the robot may perform a task such as cutting or drilling, while the human operator performs a task such as loading or unloading materials. Although they work on the same task, they do not need to communicate or coordinate their actions with each other. This level of collaboration is best suited for tasks that don’t require close coordination or communication between humans and robots. By enabling both the robot and the human operator to work on the same task simultaneously, this level of collaboration can increase productivity and efficiency, thereby reducing the overall time required to complete the task.
- Supportive: In the HRC system’s supportive level of collaboration, the operator, and the robot work together in synchronized harmony to perform a common process on the same workpiece. This kind of collaboration requires a high degree of coordination and communication between the human operator and the robot, since both parties are simultaneously engaged in the same task. For instance, in manufacturing, while the human operator works on tasks such as welding or painting, the robot may hold the workpiece to offer support and stability. The robot’s primary role is to adjust its position to match the operator’s movements, ensuring that the task is completed with the utmost precision and accuracy. This level of collaboration is appropriate for tasks that demand close coordination and communication between robots and humans. It can increase efficiency and productivity by enabling the operator and the robot to work together to complete the task at hand.
3.2. Work Roles
- Supervision: Collaboration between a human operator and a robot at the supervision level is characterized by a master–slave relationship, in which the human operator takes on the role of the master. The human operator is responsible for supervising and directing the actions of the robot, which functions as the slave. This level of collaboration is best suited for tasks that demand a high degree of precision and accuracy, where the human operator must closely monitor the robot’s actions. For example, in a manufacturing process, the human operator may use a joystick or other controls to direct the robot’s movements as it performs tasks like welding or cutting. The robot acts as an extension of the operator’s body, responding to their commands and movements. By enabling the human operator to perform tasks with greater precision and accuracy than they could alone, the supervision level of collaboration can boost efficiency and productivity. However, it can also increase the risk of errors or injuries if the human operator lacks adequate training or experience.
- Peer: When humans and robots collaborate at the peer level, they have an equal say in decision-making. This type of collaboration is ideal for tasks that require flexibility and adaptability, since both parties must work together to maintain the work rate. For instance, in a warehouse, a human operator may work alongside a robot to transfer items to different locations. The robot may detect obstacles or environmental changes, and the human operators may need to cooperate with the robot to adjust their movements or alter their route. This type of collaboration boosts efficiency and productivity by enabling humans and robots to complete tasks more swiftly and effectively than they could alone.
- Subordinate: At the subordinate level of collaboration, the interaction between the human operator and the robot is defined as a hierarchical relationship, where the robot acts as the lead. The robot is responsible for guiding and overseeing the actions of the human operator, who acts as the follower. This level of collaboration is appropriate for tasks that require a high level of automation and independence, where the robot has more advanced knowledge or skills than the human operator. For instance, in a medical environment, a robot could be utilized to complete a surgical procedure, while a human operator assists with minor duties like adjusting instruments or supplying materials. The robot would be accountable for directing the overall operation and ensuring that it is conducted safely and efficiently. The subordinate level of collaboration can enhance productivity and minimize the risk of human error by allowing the robot to complete tasks that are challenging or impossible for humans to perform. However, it also raises ethical and safety concerns.
3.3. Safety Control Modes
- Safety-monitored stop: A safety-monitored stop is an essential safety feature in HRC systems that prioritize the safety of human operators working alongside robots. When activated, the robot will come to a halt immediately when a human operator enters a defined safety area. This area can be designated by safety sensors or other monitoring devices installed in the work environment. The safety-monitored stop mode is necessary to prevent accidents and injuries that may occur when human operators are near robots during work processes. By stopping the robot’s movements when a human operator is detected within the specified safety area, the risk of collision or other forms of contact between the two can be minimized. This safety mode is often used in conjunction with other safety measures, such as protective barriers, emergency stop buttons, and safety monitoring systems, to ensure the safe and efficient operation of HRC systems, allowing for productive collaboration between human operators and robots.
- Hand guiding: In HRC systems, hand guiding is a mode of operation that empowers human operators to manually maneuver the robot without external force. This mode is especially beneficial in situations where the robot requires guidance to execute a specific task or operate within limited space with precision. In the hand-guiding mode, the robot’s movement is controlled directly by the operator using a joystick or pendant device, enabling the operator to make precise adjustments as necessary. Hand guiding is a versatile mode that enables closer collaboration between humans and robots, making it possible to perform tasks that were previously challenging or impossible to automate using traditional programming methods. By enhancing the flexibility and adaptability of HRC systems, the hand-guiding mode makes it possible to use them in an extensive range of industrial applications. Nonetheless, it is important to exercise caution while using this mode to ensure safety.
- Speed and separation monitoring: The safety mode of operation in HRC systems called speed and separation monitoring is crucial in preventing collisions or accidents between robots and human operators. It achieves this by limiting the robot’s force and speed within designated safety zones to safe levels. Sensors equipped on the robot monitor the distance between it and the human operator, as well as the speed and force of its movements. If the robot gets too close to the human operator, the sensors trigger a safety stop to prevent a collision. Speed and separation monitoring help to prevent accidents and injuries by limiting the robot’s force and speed near the human operator, ensuring a safe working environment for both humans and robots. It is particularly vital in industrial applications, such as assembly lines or collaborative manufacturing processes, where robots and human operators work closely together. Proper safety measures must be put in place to prevent accidents and ensure a safe operating environment.
- Power and force limiting: HRC systems have a safety mode called power and force limiting that restricts the amount of force and torque exerted by the robot. This mode is programmed to keep the robot within a specific range of force and torque to prevent injury to operators. It is particularly handy when the robot must handle delicate materials or meet humans. By limiting force and torque, this safety mode prevents accidents and material damage. The robot’s maximum power and force in different directions are limited to avoid exceeding these limits, triggering a safety stop to prevent injury or damage. Ultimately, power and force limiting is a vital safety feature for HRC systems as it ensures the robot can work safely alongside human operators without causing harm or damage.
3.4. Communication Interfaces
4. Smart Manufacturing
4.1. Smart Manufacturing Technologies
- Artificial intelligence (AI) and Collaborative Robots (Cobot), Nowadays, AI is considered a Game-Changer in manufacturing sectors. Both Machine Learning (ML) and Deep Learning (DL) approaches are utilized in the Industry 4.0 age to maximize production in certain and guaranteed ways [39]. By leveraging AI, smart manufacturing has the potential to revolutionize the industrial sector by enabling unprecedented levels of automation, optimization, and flexibility. AI algorithms can process and analyze vast amounts of data generated by sensors, machines, and other sources, extracting valuable insights and patterns that can help manufacturers make better decisions and optimize their operations. Through the integration of manufacturing and information communication technologies, AI-powered smart manufacturing systems can facilitate seamless communication, coordination, and collaboration between different parts of the manufacturing process, improving overall efficiency, quality, and productivity [40]. AI encompasses a range of theories, methodologies, technologies, and practical applications that are aimed at enhancing human intelligence. In addition to the artificial technologies such as ML, DL, reinforcement learning and decision-making, there are initiative applications that are driven by AI and are highly recommended in the industry. For instance, machine vision and recommendation approaches provide insights and hints that may not be otherwise considered by human operators [41].
- Augmented reality (AR): AR is a distinguished and promising technology that can be utilized in smart manufacturing environments. AR is providing support and association information for the human operator which can increase his/her awareness during the work, especially considering assembly tasks and systems design phases [34,43].
- Digital twin (DT): Digital Twin technology has become an essential instrument in establishing sustainable manufacturing practices within the realm of smart manufacturing. This technology generates a digital replica of the physical shop floor, enabling manufacturers to acquire real-time data on their production process. This, in turn, makes it possible for them to identify opportunities for sustainable improvements, such as reducing waste, optimizing energy consumption, and improving the efficiency of materials. Digital Twin technology is also compatible with other network–physical integration technologies such as virtual and augmented reality, as well as simulation. This integration empowers manufacturers to create advanced simulation models of their production processes and test various sustainable initiatives. Virtual and augmented reality technologies provide real-time data and guidance to workers, enabling them to carry out sustainability-related tasks such as identifying and segregating recyclable materials. By providing manufacturers with real-time data, Digital Twin technology has become a vital component of smart manufacturing, and its integration with other technologies can create more sustainable production environments [45,46].
4.2. HRC in Smart Manufacturing: Industrial Cases
4.2.1. Food Industry
4.2.2. Automotive Industry
5. Key Findings and Future Research Directions
6. Conclusions
Funding
Data Availability Statement
Conflicts of Interest
References
- Liu, H.; Wang, L. Gesture recognition for human-robot collaboration: A review. Int. J. Ind. Ergon. 2018, 68, 355–367. [Google Scholar] [CrossRef]
- Arents, J.; Abolins, V.; Judvaitis, J.; Vismanis, O.; Oraby, A.; Ozols, K. Human–Robot Collaboration Trends and Safety Aspects: A Systematic Review. J. Sens. Actuator Netw. 2021, 10, 48. [Google Scholar] [CrossRef]
- Nicora, M.L.; Ambrosetti, R.; Wiens, G.J.; Fassi, I. Human–Robot Collaboration in Smart Manufacturing: Robot Reactive Behavior Intelligence. J. Manuf. Sci. Eng. 2020, 143, 031009. [Google Scholar] [CrossRef]
- Othman, U.; Yang, E. An Overview of Human-Robot Collaboration in Smart Manufacturing. In Proceedings of the 2022 27th International Conference on Automation and Computing (ICAC), Bristol, UK, 1–3 September 2022; pp. 1–6. [Google Scholar]
- International Federation of Robotics. Executive Summart World Robotics 2020 Industrial Robots; International Federation of Robotics: Frankfurt, Germany, 2020. [Google Scholar]
- Villani, V.; Pini, F.; Leali, F.; Secchi, C. Survey on human–robot collaboration in industrial settings: Safety, intuitive interfaces and applications. Mechatronics 2018, 55, 248–266. [Google Scholar] [CrossRef]
- Goodrich, M.; Schultz, A. Human-Robot Interaction: A Survey. Found. Trends Hum.-Comput. Interact. 2007, 1, 203–275. [Google Scholar] [CrossRef]
- Hentout, A.; Aouache, M.; Maoudj, A.; Akli, I. Human–robot interaction in industrial collaborative robotics: A literature review of the decade 2008–2017. Adv. Robot. 2019, 33, 764–799. [Google Scholar] [CrossRef]
- Wang, L.; Gao, R.; Váncza, J.; Krüger, J.; Wang, X.V.; Makris, S.; Chryssolouris, G. Symbiotic human-robot collaborative assembly. CIRP Ann. 2019, 68, 701–726. [Google Scholar] [CrossRef] [Green Version]
- Gaz, C.; Magrini, E.; De Luca, A. A model-based residual approach for human-robot collaboration during manual polishing operations. Mechatronics 2018, 55, 234–247. [Google Scholar] [CrossRef] [Green Version]
- Luca, A.D.; Flacco, F. Integrated control for pHRI: Collision avoidance, detection, reaction and collaboration. In Proceedings of the 2012 4th IEEE RAS & EMBS International Conference on Biomedical Robotics and Biomechatronics (BioRob), Rome, Italy, 24–27 June 2012; pp. 288–295. [Google Scholar]
- Flacco, F.; Kroeger, T.; De Luca, A.; Khatib, O. A Depth Space Approach for Evaluating Distance to Objects. J. Intell. Robot. Syst. 2015, 80, 7–22. [Google Scholar] [CrossRef]
- Fujii, M.; Murakami, H.; Sonehara, M. Study on application of a human-robot collaborative system using hand-guiding in a production line. IHI Eng. Rev. 2016, 49, 24–29. [Google Scholar]
- Chandrasekaran, B.; Conrad, J.M. Human-robot collaboration: A survey. In Proceedings of the SoutheastCon 2015, Fort Lauderdale, FL, USA, 9–12 April 2015; pp. 1–8. [Google Scholar]
- Mörtl, A.; Lawitzky, M.; Kucukyilmaz, A.; Sezgin, M.; Basdogan, C.; Hirche, S. The role of roles: Physical cooperation between humans and robots. Int. J. Robot. Res. 2012, 31, 1656–1674. [Google Scholar] [CrossRef] [Green Version]
- Wang, X.V.; Seira, A.; Wang, L. Classification, personalised safety framework and strategy for human-robot collaboration. In Proceedings of the International Conference on Computers and Industrial Engineering, Auckland, New Zealand, 2–5 December 2018. [Google Scholar]
- Gervasi, R.; Mastrogiacomo, L.; Franceschini, F. Towards the definition of a Human-Robot collaboration scale. In Proceedings of the IES 2019—Statistical Evaluation Systems at 360°: Techniques, Technologies and New Frontiers, Rome, Italy, 11–12 May 2019. [Google Scholar]
- Ronzoni, M.; Accorsi, R.; Botti, L.; Manzini, R. A support-design framework for Cooperative Robots systems in labor-intensive manufacturing processes. J. Manuf. Syst. 2021, 61, 646–657. [Google Scholar] [CrossRef]
- de Gea Fernández, J.; Mronga, D.; Günther, M.; Knobloch, T.; Wirkus, M.; Schröer, M.; Trampler, M.; Stiene, S.; Kirchner, E.; Bargsten, V.; et al. Multimodal sensor-based whole-body control for human–robot collaboration in industrial settings. Robot. Auton. Syst. 2017, 94, 102–119. [Google Scholar] [CrossRef]
- Matheson, E.; Minto, R.; Zampieri, E.G.G.; Faccio, M.; Rosati, G. Human–Robot Collaboration in Manufacturing Applications: A Review. Robotics 2019, 8, 100. [Google Scholar] [CrossRef] [Green Version]
- Parra, P.S.; Calleros, O.L.; Ramirez-Serrano, A. Human-robot collaboration systems: Components and applications. In Proceedings of the International Conference of Control, Dynamic Systems, and Robotics, Virtual, 9–11 November 2020; pp. 1–9. [Google Scholar]
- Segura, P.; Lobato-Calleros, O.; Ramírez-Serrano, A.; Soria, I. Human-robot collaborative systems: Structural components for current manufacturing applications. Adv. Ind. Manuf. Eng. 2021, 3, 100060. [Google Scholar] [CrossRef]
- El Zaatari, S.; Marei, M.; Li, W.; Usman, Z. Cobot programming for collaborative industrial tasks: An overview. Robot. Auton. Syst. 2019, 116, 162–180. [Google Scholar] [CrossRef]
- Wang, X.V.; Kemény, Z.; Váncza, J.; Wang, L. Human–robot collaborative assembly in cyber-physical production: Classification framework and implementation. CIRP Ann. 2017, 66, 5–8. [Google Scholar] [CrossRef] [Green Version]
- Harriott, C.E.; Buford, G.L.; Adams, J.A.; Zhang, T. Mental workload and task performance in peer-based human-robot teams. J. Hum.-Robot Interact. 2015, 4, 61–96. [Google Scholar] [CrossRef] [Green Version]
- Carlson, J.; Murphy, R.R. How UGVs physically fail in the field. IEEE Trans. Robot. 2005, 21, 423–437. [Google Scholar] [CrossRef]
- Vasic, M.; Billard, A. Safety issues in human-robot interactions. In Proceedings of the 2013 IEEE International Conference on Robotics and Automation, Karlsruhe, Germany, 6–10 May 2013; pp. 197–204. [Google Scholar]
- Teixeira, J.V.S.; Reis, A.M.; Mendes, F.B.; Vergara, L.G.L. Collaborative Robots. In Occupational and Environmental Safety and Health; Arezes, P.M., Baptista, J.S., Barroso, M.P., Carneiro, P., Cordeiro, P., Costa, N., Melo, R.B., Miguel, A.S., Perestrelo, G., Eds.; Springer International Publishing: Cham, Switzerland, 2019; pp. 791–796. [Google Scholar]
- Rosenstrauch, M.J.; Krüger, J. Safe human-robot-collaboration-introduction and experiment using ISO/TS 15066. In Proceedings of the 2017 3rd International Conference on Control, Automation and Robotics (ICCAR), Nagoya, Japan, 24–26 April 2017; pp. 740–744. [Google Scholar]
- Villani, V.; Pini, F.; Leali, F.; Secchi, C.; Fantuzzi, C. Survey on Human-Robot Interaction for Robot Programming in Industrial Applications. IFAC-PapersOnLine 2018, 51, 66–71. [Google Scholar] [CrossRef]
- Andronas, D.; Apostolopoulos, G.; Fourtakas, N.; Makris, S. Multi-modal interfaces for natural Human-Robot Interaction. Procedia Manuf. 2021, 54, 197–202. [Google Scholar] [CrossRef]
- Vinitha, K.; Ambrose Prabhu, R.; Bhaskar, R.; Hariharan, R. Review on industrial mathematics and materials at Industry 1.0 to Industry 4.0. Mater. Today Proc. 2020, 33, 3956–3960. [Google Scholar] [CrossRef]
- Givehchi, O.; Landsdorf, K.; Simoens, P.; Colombo, A.W. Interoperability for Industrial Cyber-Physical Systems: An Approach for Legacy Systems. IEEE Trans. Ind. Inform. 2017, 13, 3370–3378. [Google Scholar] [CrossRef]
- Zenisek, J.; Wild, N.; Wolfartsberger, J. Investigating the Potential of Smart Manufacturing Technologies. Procedia Comput. Sci. 2021, 180, 507–516. [Google Scholar] [CrossRef]
- Jaspert, D.; Ebel, M.; Eckhardt, A.; Poeppelbuss, J. Smart retrofitting in manufacturing: A systematic review. J. Clean. Prod. 2021, 312, 127555. [Google Scholar] [CrossRef]
- Posada, J.; Toro, C.; Barandiaran, I.; Oyarzun, D.; Stricker, D.; Amicis, R.d.; Pinto, E.B.; Eisert, P.; Döllner, J.; Vallarino, I. Visual Computing as a Key Enabling Technology for Industrie 4.0 and Industrial Internet. IEEE Comput. Graph. Appl. 2015, 35, 26–40. [Google Scholar] [CrossRef]
- Frank, A.G.; Dalenogare, L.S.; Ayala, N.F. Industry 4.0 technologies: Implementation patterns in manufacturing companies. Int. J. Prod. Econ. 2019, 210, 15–26. [Google Scholar] [CrossRef]
- Meindl, B.; Ayala, N.F.; Mendonça, J.; Frank, A.G. The four smarts of Industry 4.0: Evolution of ten years of research and future perspectives. Technol. Forecast. Soc. Chang. 2021, 168, 120784. [Google Scholar] [CrossRef]
- Kotsiopoulos, T.; Sarigiannidis, P.; Ioannidis, D.; Tzovaras, D. Machine Learning and Deep Learning in smart manufacturing: The Smart Grid paradigm. Comput. Sci. Rev. 2021, 40, 100341. [Google Scholar] [CrossRef]
- Wan, J.; Li, X.; Dai, H.N.; Kusiak, A.; Martínez-García, M.; Li, D. Artificial-Intelligence-Driven Customized Manufacturing Factory: Key Technologies, Applications, and Challenges. Proc. IEEE 2021, 109, 377–398. [Google Scholar] [CrossRef]
- Wang, H.; Liu, Z.; Peng, D.; Qin, Y. Understanding and Learning Discriminant Features based on Multiattention 1DCNN for Wheelset Bearing Fault Diagnosis. IEEE Trans. Ind. Inform. 2020, 16, 5735–5745. [Google Scholar] [CrossRef]
- Sun, Y.; Wang, W.; Chen, Y.; Jia, Y. Learn How to Assist Humans through Human Teaching and Robot Learning in Human–Robot Collaborative Assembly. IEEE Trans. Syst. Man Cybern. Syst. 2022, 52, 728–738. [Google Scholar] [CrossRef]
- Dornelles, J.d.A.; Ayala, N.F.; Frank, A.G. Smart Working in Industry 4.0: How digital technologies enhance manufacturing workers’ activities. Comput. Ind. Eng. 2022, 163, 107804. [Google Scholar] [CrossRef]
- Costa, G.d.M.; Petry, M.R.; Moreira, A.P. Augmented Reality for Human–Robot Collaboration and Cooperation in Industrial Applications: A Systematic Literature Review. Sensors 2022, 22, 2725. [Google Scholar]
- Malik, A.A.; Brem, A. Digital twins for collaborative robots: A case study in human-robot interaction. Robot. Comput.-Integr. Manuf. 2021, 68, 102092. [Google Scholar] [CrossRef]
- Ma, S.; Ding, W.; Liu, Y.; Ren, S.; Yang, H. Digital twin and big data-driven sustainable smart manufacturing based on information management systems for energy-intensive industries. Appl. Energy 2022, 326, 119986. [Google Scholar] [CrossRef]
- Ma, X.; Qi, Q.; Cheng, J.; Tao, F. A consistency method for digital twin model of human-robot collaboration. J. Manuf. Syst. 2022, 65, 550–563. [Google Scholar] [CrossRef]
- Accorsi, R.; Tufano, A.; Gallo, A.; Galizia, F.G.; Cocchi, G.; Ronzoni, M.; Abbate, A.; Manzini, R. An application of collaborative robots in a food production facility. Procedia Manuf. 2019, 38, 341–348. [Google Scholar] [CrossRef]
- Bakalis, S.; Gerogiorgis, D.; Argyropoulos, D.; Emmanoulidis, C. 21—Food Industry 4.0: Opportunities for a digital future. In Food Engineering Innovations Across the Food Supply Chain; Juliano, P., Buckow, R., Nguyen, M.H., Knoerzer, K., Sellahewa, J., Eds.; Academic Press: Cambridge, MA, USA, 2022; pp. 357–368. [Google Scholar]
- Miranda, J.; Ponce, P.; Molina, A.; Wright, P. Sensing, smart and sustainable technologies for Agri-Food 4.0. Comput. Ind. 2019, 108, 21–36. [Google Scholar] [CrossRef]
- Korostynska, O. Sensors for Smart Packaging in Healthcare and Food Industry. In Proceedings of the 2021 IEEE Sensors, Virtual, 31 October–3 November 2021; p. 1. [Google Scholar]
- Grobbelaar, W.; Verma, A.; Shukla, V.K. Analyzing Human Robotic Interaction in the Food Industry. J. Phys. Conf. Ser. 2021, 1714, 012032. [Google Scholar] [CrossRef]
- Tsarouchi, P.; Matthaiakis, A.-S.; Makris, S.; Chryssolouris, G. On a human-robot collaboration in an assembly cell. Int. J. Comput. Integr. Manuf. 2017, 30, 580–589. [Google Scholar] [CrossRef] [Green Version]
- Hu, Y.; Wang, Y.; Hu, K.; Li, W. Adaptive obstacle avoidance in path planning of collaborative robots for dynamic manufacturing. J. Intell. Manuf. 2021, 34, 789–807. [Google Scholar] [CrossRef]
- Haseeb, M.; Hussain, H.I.; Ślusarczyk, B.; Jermsittiparsert, K. Industry 4.0: A Solution towards Technology Challenges of Sustainable Business Performance. Soc. Sci. 2019, 8, 154. [Google Scholar] [CrossRef] [Green Version]
- Ingaldi, M.; Ulewicz, R. Problems with the Implementation of Industry 4.0 in Enterprises from the SME Sector. Sustainability 2020, 12, 217. [Google Scholar] [CrossRef] [Green Version]
- Shin, K.; Park, H. Smart Manufacturing Systems Engineering for Designing Smart Product-Quality Monitoring System in the Industry 4.0. In Proceedings of the 2019 19th International Conference on Control, Automation and Systems (ICCAS), Jeju, Korea, 15–18 October 2019; pp. 1693–1698. [Google Scholar]
- Brito, T.; Queiroz, J.; Piardi, L.; Fernandes, L.A.; Lima, J.; Leitão, P. A Machine Learning Approach for Collaborative Robot Smart Manufacturing Inspection for Quality Control Systems. Procedia Manuf. 2020, 51, 11–18. [Google Scholar] [CrossRef]
- Wang, L.; Liu, S.; Liu, H.; Wang, X.V. Overview of Human-Robot Collaboration in Manufacturing; Springer: Cham, Switzerland, 2020; pp. 15–58. [Google Scholar]
- Enrique, D.V.; Druczkoski, J.C.M.; Lima, T.M.; Charrua-Santos, F. Advantages and difficulties of implementing Industry 4.0 technologies for labor flexibility. Procedia Comput. Sci. 2021, 181, 347–352. [Google Scholar] [CrossRef]
- Sherwani, F.; Asad, M.M.; Ibrahim, B.S.K.K. Collaborative Robots and Industrial Revolution 4.0 (IR 4.0). In Proceedings of the 2020 International Conference on Emerging Trends in Smart Technologies (ICETST), Karachi, Pakistan, 26–27 March 2020; pp. 1–5. [Google Scholar]

{kind=link}
{kind=link}
| Protocol | Description |
|---|---|
| Objective | Emphasize the importance of human–robot collaboration systems in smart manufacturing. |
| Research Questions | Q1: What are the current challenges and limitations associated with integrating the HRC system in smart manufacturing? Q2: How can collaborative systems between humans and robots be effectively implemented in smart manufacturing? Q3: How does the implementation of key technologies with human–robot Collaboration systems affect manufacturing flexibility, efficiency, and sustainability? |
| Databases | SCOPUS, IEEE Explore, SPRINGER link |
| Relevant Literature | Focused on papers related to smart manufacturing, production process enhancement, and human–robot interactions in the industry. |
| Inclusion Criteria | Publications from the last 5 years, English language, literature reviews with industrial applications. “Human–robot Collaboration” OR” Collaborative Robots” AND” Smart Manufacturing” OR “Industrial applications” OR “Industry 4.0” |
| Keywords | Literature review, smart manufacturing, human–robot collaboration, human–robot collaboration applications in smart manufacturing, industry 4.0, AI |
| Specific Journals | Mechatronics, CIRP Annals—Manufacturing Technology, Robotics and Autonomous Systems |
| Software/Tools | Microsoft Word (for writing), Endnote (for reference management) |
| Data Analysis | Qualitative analysis |
| Limitations | Identified limitations of human–robot collaboration systems in smart manufacturing and suggested future research directions |
| Citation style | MDPI referencing style |
| Interaction | ||||
|---|---|---|---|---|
| Shared Content | Coexistence | Synchronization | Cooperation | Collaboration |
| Work Task | × | × | ||
| Direct Contact | × | × | ||
| Simultaneous process | × | × | × | |
| Workspace | × | × | × | |
| Sequential process | × | × | ||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Othman, U.; Yang, E. Human–Robot Collaborations in Smart Manufacturing Environments: Review and Outlook. Sensors 2023, 23, 5663. https://doi.org/10.3390/s23125663
Othman U, Yang E. Human–Robot Collaborations in Smart Manufacturing Environments: Review and Outlook. Sensors. 2023; 23(12):5663. https://doi.org/10.3390/s23125663
Chicago/Turabian StyleOthman, Uqba, and Erfu Yang. 2023. "Human–Robot Collaborations in Smart Manufacturing Environments: Review and Outlook" Sensors 23, no. 12: 5663. https://doi.org/10.3390/s23125663
APA StyleOthman, U., & Yang, E. (2023). Human–Robot Collaborations in Smart Manufacturing Environments: Review and Outlook. Sensors, 23(12), 5663. https://doi.org/10.3390/s23125663