


Anomaly Detection in Annular Metal Turning Surfaces Based on a Priori Information and a Multi-Scale Self-Referencing Template

Abstract
1. Introduction
- (1)
- A bilinear interpolation expansion method based on the principle of transformation between polar and Cartesian coordinate systems is invoked for the problem of extracting the region of interest of annular metal turning surfaces;
- (2)
- For the problem of large-size anomaly detection, a general self-referencing template anomaly detection algorithm that fuses a priori information and its own grayscale information is proposed, and the anomaly segmentation effect is further improved by using a region growing method;
- (3)
- A more systematic and comprehensive experimental analysis and demonstration of the selection basis and performance effect of the parameters in the algorithm of this paper are conducted, and the generality of the parameters is proved through experiments.
2. Pipelines and Sample Acquisition
2.1. Pipeline
2.2. Sample Acquisition
3. Algorithm Implementation
3.1. Unfolding of Annular Region of Interest
3.2. Mean Grayscale Template Construction
3.3. Anomaly Detection Algorithm Based on a Priori Information and Multi-Scale Self-Referencing Template
4. Experiment
4.1. Bilinear Interpolation Unfolding Effect
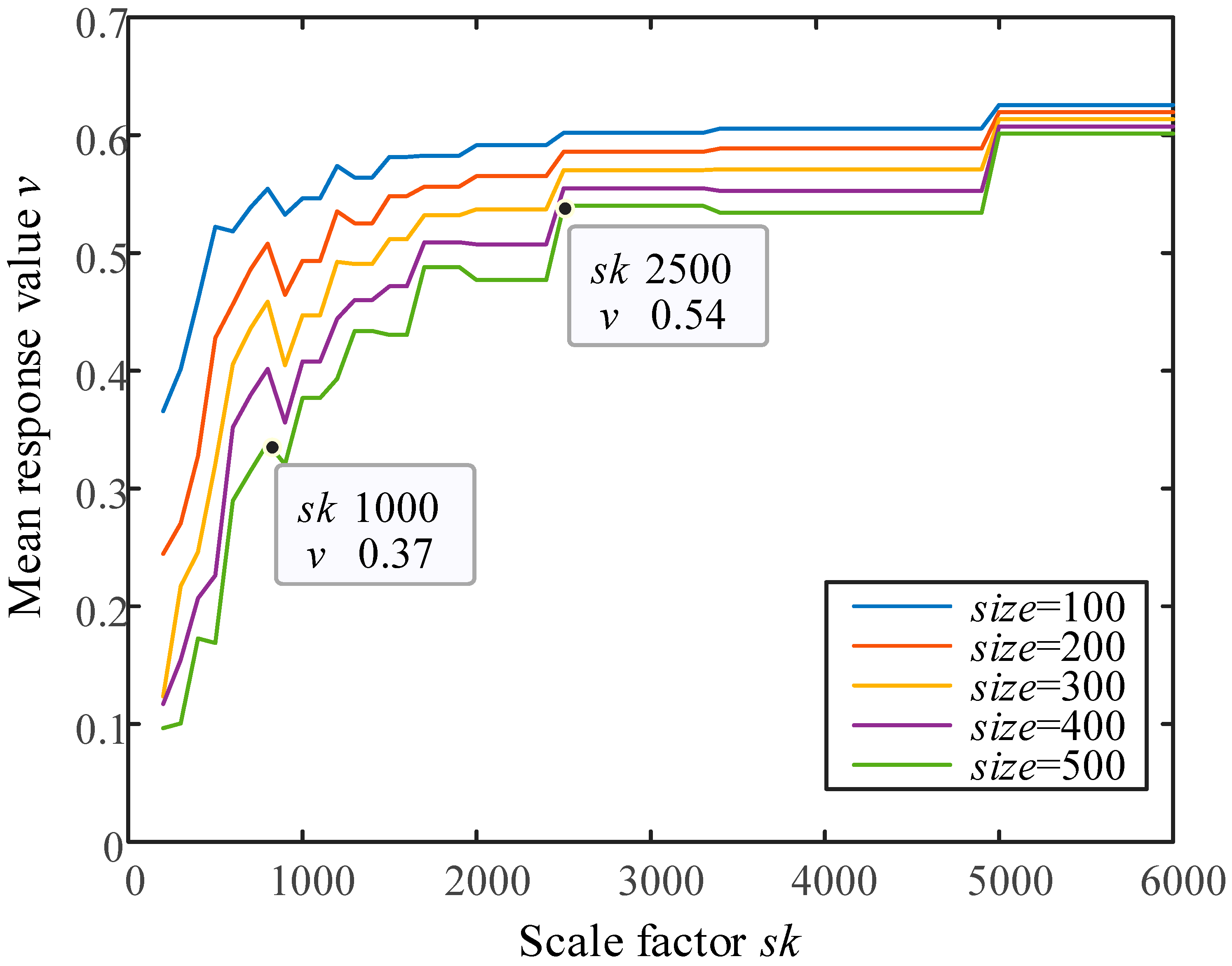
4.2. Multi-Scale Parameter Determination
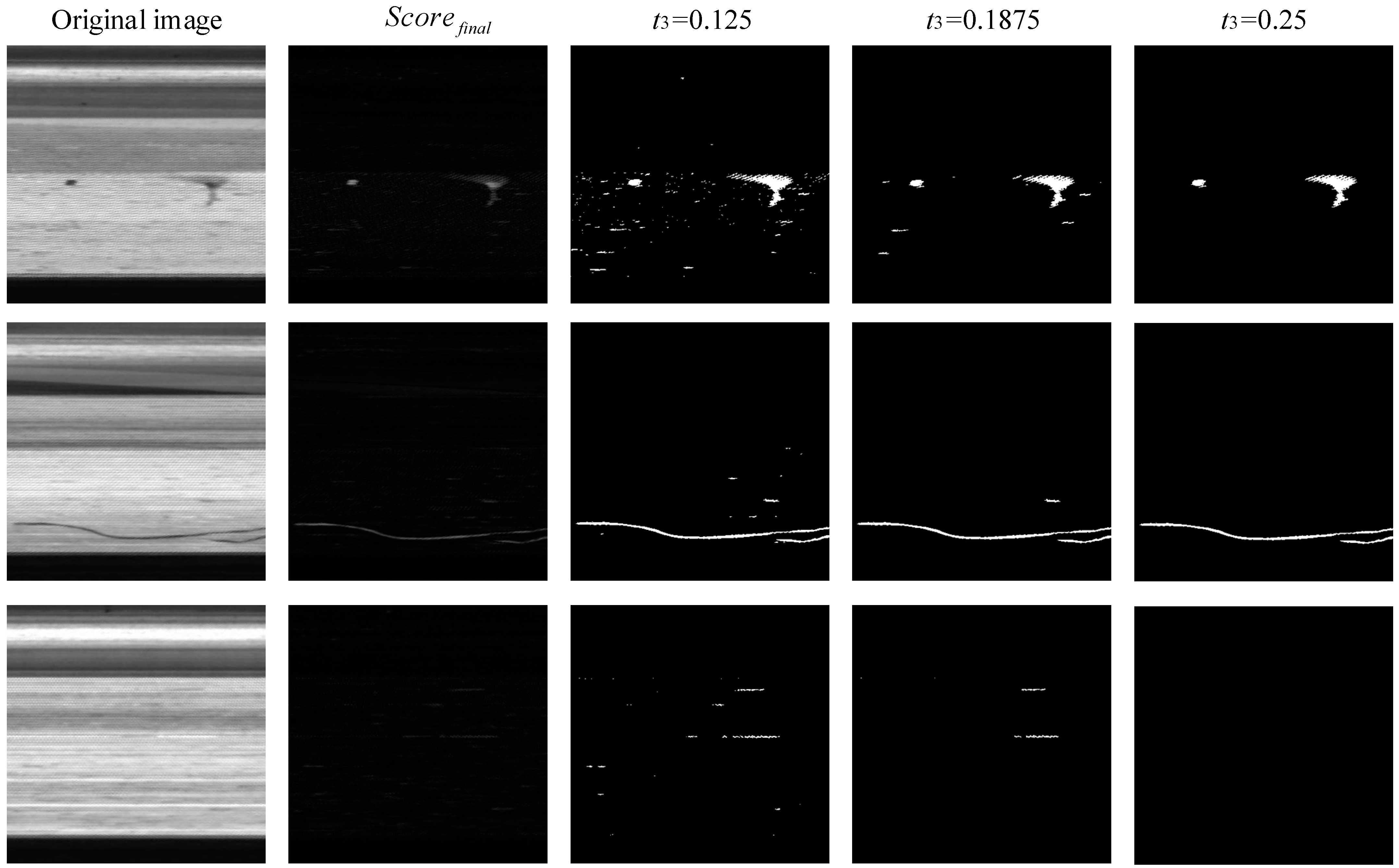
4.3. Determination of Algorithm Grayscale Parameters
4.4. Effect of the a Priori Information on Detection
4.5. Comparison of Commonly Used Unsupervised Anomaly Detection Methods
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Dongling, Y.; Xiaohui, Z.; Jianzhen, Z.; Nanxing, W. An enhancement algorithm based on adaptive updating template with Gaussian model for Si3N4 ceramic bearing roller surface defects detection. Ceram. Int. 2022, 4, 6672–6680. [Google Scholar] [CrossRef]
- Cheng, S.; Lu, J.; Yang, M.; Zhang, S.; Xu, Y.; Zhang, D.; Wang, H. Wheel hub defect detection based on the DS-Cascade RCNN. Measurement 2023, 206, 112208. [Google Scholar] [CrossRef]
- Zhao, Y.; An, X.; Sun, N. Virtual simulation experiment of the design and manufacture of a beer bottle-defect detection system. Virtual Real. Intell. Hardw. 2020, 2, 354–367. [Google Scholar] [CrossRef]
- Suo, X.; Liu, J.; Dong, L.; Shengfeng, C.; Enhui, L.; Ning, C. A machine vision-based defect detection system for nuclear-fuel rod groove. J. Intell. Manuf. 2022, 33, 1649–1663. [Google Scholar] [CrossRef]
- Chen, Y.; Li, Y.; Zhang, H.; Tong, L.; Cao, Y. Automatic power line extraction from high resolution remote sensing imagery based on an improved Radon transform. Pattern Recognit. 2016, 49, 174–186. [Google Scholar] [CrossRef]
- He, Z.; Sun, L. Surface defect detection method for glass substrate using improved Otsu segmentation. Appl. Opt. 2015, 54, 9823–9830. [Google Scholar] [CrossRef]
- Chen, J.; Liu, Z.; Wang, H.; Núñez, A.; Han, Z. Automatic Defect Detection of Fasteners on the Catenary Support Device Using Deep Convolutional Neural Network. IEEE Trans. Instrum. Meas. 2017, 67, 257–269. [Google Scholar] [CrossRef]
- Xiang, J.; Wang, J.; Zhou, J.; Meng, S.; Pan, R.; Gao, W. Fabric defect detection based on a deep convolutional neural network using a two-stage strategy. Text. Res. J. 2021, 91, 130–142. [Google Scholar]
- Alipour, M.; Harris, D.K.; Miller, G.R. Robust Pixel-Level Crack Detection Using Deep Fully Convolutional Neural Networks. J. Comput. Civ. Eng. 2019, 33, 04019040.1–04019040.14. [Google Scholar] [CrossRef]
- Zhao, S.; Chen, H.; Wang, C.; Shi, S. SNCF-Net: Scale-aware neighborhood correlation feature network for hotspot defect detection of photovoltaic farms. Measurement 2023, 206, 112342. [Google Scholar] [CrossRef]
- Cha, Y.-J.; Choi, W.; Büyüköztürk, O. Deep Learning-Based Crack Damage Detection Using Convolutional Neural Networks. Comput. Aided Civ. Infrastruct. Eng. 2017, 32, 361–378. [Google Scholar] [CrossRef]
- Atha, D.J.; Jahanshahi, M.R. Evaluation of deep learning approaches based on convolutional neural networks for corrosion detection. Struct. Health Monit. 2018, 17, 1110–1128. [Google Scholar] [CrossRef]
- Wang, T.; Chen, Y.; Qiao, M.; Snoussi, H. A fast and robust convolutional neural network-based defect detection model in product quality control. Int. J. Adv. Manuf. Technol. 2017, 94, 3465–3471. [Google Scholar] [CrossRef]
- Deng, S.; Cai, W.; Xu, Q.; Bo, L. Defect detection of bearing surfaces based on machine vision technique. In Proceedings of the International Conference on Computer Application & System Modeling, Taiyuan, China, 22–24 October 2010. [Google Scholar]
- Xiaoxun, Z.; Xinyu, H.; Xiaoxia, G.; Xing, Y.; Zixu, X.; Yu, W.; Huaxin, L. Research on crack detection method of wind turbine blade based on a deep learning method. Appl. Energy 2022, 328, 120241. [Google Scholar] [CrossRef]
- Lu, Q.; Lin, J.; Luo, L.; Zhang, Y.; Zhu, W. A supervised approach for automated surface defect detection in ceramic tile quality control. Adv. Eng. Inform. 2022, 53, 101692. [Google Scholar] [CrossRef]
- Zhou, Z.; Yan, L.; Zhang, J.; Zheng, Y.; Gong, C.; Yang, H.; Deng, E. Automatic segmentation of tunnel lining defects based on multiscale attention and context information enhancement. Constr. Build. Mater. 2023, 387, 131621. [Google Scholar] [CrossRef]
- Zhang, H.; Li, H.; Chen, N.; Chen, S.; Liu, J. Novel fuzzy clustering algorithm with variable multi-pixel fitting spatial information for image segmentation. Pattern Recognit. 2022, 121, 108201. [Google Scholar] [CrossRef]
- Tsai, D.-M.; Rivera Molina, D.E. Morphology-based defect detection in machined surfaces with circular tool-mark patterns. Measurement 2019, 134, 209–217. [Google Scholar] [CrossRef]
- Wang, K.F. Quantitative detection of internal defects based on morphological opening, filling and binarizing operations on wrapped phase of out-of-plane deformation in digital speckle pattern interferometry. NDT E Int. 2019, 103, 173–176. [Google Scholar] [CrossRef]
- Kong, Q.; Wu, Z.; Song, Y. Online detection of external thread surface defects based on an improved template matching algorithm. Measurement 2022, 195, 111087. [Google Scholar] [CrossRef]
- Vaikundam, S.; Hung, T.Y.; Liang, T.C. Anomaly region detection and localization in metal surface inspection. In Proceedings of the 2016 IEEE International Conference on Image Processing (ICIP), Phoenix, AZ, USA, 25–28 September 2016. [Google Scholar]
- Tao, X.; Zhang, D.; Ma, W.; Hou, Z.; Lu, Z.; Adak, C. Unsupervised Anomaly Detection for Surface Defects with Dual-Siamese Network. IEEE Trans. Ind. Inform. 2022, 18, 7707–7717. [Google Scholar] [CrossRef]
- Collin, A.S.; Vleeschouwer, C.D. Improved anomaly detection by training an autoencoder with skip connections on images corrupted with Stain-shaped noise. In Proceedings of the 2020 25th International Conference on Pattern Recognition (ICPR), Milan, Italy, 10–15 January 2021; pp. 7915–7922. [Google Scholar]
- Schlegl, T.; Seeböck, P.; Waldstein, S.M.; Schmidt-Erfurth, U.; Langs, G. Unsupervised Anomaly Detection with Generative Adversarial Networks to Guide Marker Discovery; Information Processing in Medical Imaging; Niethammer, M., Styner, M., Aylward, S., Zhu, H., Oguz, I., Yap, P.-T., Shen, D., Eds.; Springer International Publishing: Cham, Switzerland, 2017; pp. 146–157. [Google Scholar]
- Gudovskiy, D.; Ishizaka, S.; Kozuka, K. CFLOW-AD: Real-Time Unsupervised Anomaly Detection with Localization via Conditional Normalizing Flows. In Proceedings of the IEEE/CVF Winter Conference on Applications of Computer Vision, Virtual Conference, 5–9 January 2021. [Google Scholar]
- Salehi, M.; Sadjadi, N.; Baselizadeh, S.; Rohban, M.H.; Rabiee, H.R. Multiresolution Knowledge Distillation for Anomaly Detection. arXiv 2020, arXiv:2011.11108. [Google Scholar]
- Bergmann, P.; Batzner, K.; Fauser, M.; Sattlegger, D.; Steger, C. The MVTec Anomaly Detection Dataset: A Comprehensive Real-World Dataset for Unsupervised Anomaly Detection. Int. J. Comput. Vis. 2021, 129, 1038–1059. [Google Scholar] [CrossRef]
- Defard, T.; Setkov, A.; Loesch, A.; Audigier, R. PaDiM: A Patch Distribution Modeling Framework for Anomaly Detection and Localization. In Proceedings of the Pattern Recognition, ICPR International Workshops and Challenges, Online, 10–15 January 2021. [Google Scholar]
- Roth, K.; Pemula, L.; Zepeda, J.; Schlkopf, B.; Gehler, P. Towards Total Recall in Industrial Anomaly Detection. In Proceedings of the 2022 IEEE/CVF Conference on Computer Vision and Pattern Recognition (CVPR), New Orleans, LA, USA, 18–24 June 2022. [Google Scholar]
- Yun, J.P.; Choi, S.H.; Seo, B.; Sang, W.K. Real-time vision-based defect inspection for high-speed steel products. Opt. Eng. 2008, 47, 685–694. [Google Scholar] [CrossRef]
- Tsai, D.M.; Lai, S.C. Defect detection in periodically patterned surfaces using independent component analysis. Pattern Recognit. 2008, 41, 2812–2832. [Google Scholar] [CrossRef]
- Jing, J.-F.; Chen, S.; Li, P.-F. Fabric defect detection based on golden image subtraction. Color. Technol. 2017, 133, 26–39. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Dataset | Number of Positive Samples | Number of Negative Samples | Expanded Image Size (Pixels) |
|---|---|---|---|
| Groove | 98 | 29 | 100 × 7000 |
| Thin-walled port | 89 | 34 | 120 × 8700 |
| Valve seat | 128 | 32 | 440 × 10,000 |
| Data | Size (Pixels) | Number of Positive-Sample Training Set | Number of Test Set | |
|---|---|---|---|---|
| Positive Sample | Negative Sample | |||
| Groove | 100 × 100 | 204 | 29 | 29 |
| Thin-walled port | 120 × 120 | 211 | 34 | 34 |
| Valve seat | 440 × 440 | 237 | 32 | 32 |
| Item | Algorithm | Image AUROC | Mean | Pixel AUROC | Mean | ||||
|---|---|---|---|---|---|---|---|---|---|
| Groove | Thin-Walled Port | Valve Seat | Groove | Thin-Walled Port | Valve Seat | ||||
| 1 | CFLOW-AD | 0.981 | 0.971 | 0.901 | 0.951 | 0.941 | 0.973 | 0.904 | 0.939 |
| 2 | PaDiM | 0.977 | 0.930 | 0.934 | 0.947 | 0.968 | 0.975 | 0.982 | 0.975 |
| 3 | PatchCore | 1 | 0.958 | 0.945 | 0.968 | 0.960 | 0.965 | 0.986 | 0.970 |
| 4 | Ours | 1 | 0.959 | 1 | 0.986 | 0.976 | 0.975 | 0.981 | 0.977 |
| Item | Algorithm | M_IOU | Mean | ||
|---|---|---|---|---|---|
| Groove | Thin-Walled Port | Valve Seat | |||
| 1 | CFLOW-AD | 0.573 | 0.595 | 0.52 | 0.563 |
| 2 | PaDiM | 0.582 | 0.567 | 0.575 | 0.575 |
| 3 | PatchCore | 0.66 | 0.617 | 0.584 | 0.620 |
| 4 | Ours (scores) | 0.843 | 0.691 | 0.831 | 0.788 |
| Algorithm | Data | Input Size | FPS |
|---|---|---|---|
| CFLOW-AD | Groove | 100 × 100 | 28.71 |
| Thin-walled port | 120 × 120 | 22.35 | |
| Valve seat | 440 × 440 | 4.56 | |
| PaDiM | Groove | 224 × 224 | 1.72 |
| Thin-walled port | 224 × 224 | 1.58 | |
| Valve seat | 224 × 224 | 1.89 | |
| PatchCore | Groove | 224 × 224 | 0.55 |
| Thin-walled port | 224 × 224 | 0.78 | |
| Valve seat | 224 × 224 | 0.86 | |
| Ours | Groove | 100 × 100 | 411.76 |
| Thin-walled port | 120 × 120 | 276.51 | |
| Valve seat | 440 × 440 | 17.73 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Suo, X.; Zhang, J.; Liu, J.; Yang, D.; Zhou, F. Anomaly Detection in Annular Metal Turning Surfaces Based on a Priori Information and a Multi-Scale Self-Referencing Template. Sensors 2023, 23, 6807. https://doi.org/10.3390/s23156807
Suo X, Zhang J, Liu J, Yang D, Zhou F. Anomaly Detection in Annular Metal Turning Surfaces Based on a Priori Information and a Multi-Scale Self-Referencing Template. Sensors. 2023; 23(15):6807. https://doi.org/10.3390/s23156807
Chicago/Turabian StyleSuo, Xinyu, Jie Zhang, Jian Liu, Dezhi Yang, and Feitao Zhou. 2023. "Anomaly Detection in Annular Metal Turning Surfaces Based on a Priori Information and a Multi-Scale Self-Referencing Template" Sensors 23, no. 15: 6807. https://doi.org/10.3390/s23156807
APA StyleSuo, X., Zhang, J., Liu, J., Yang, D., & Zhou, F. (2023). Anomaly Detection in Annular Metal Turning Surfaces Based on a Priori Information and a Multi-Scale Self-Referencing Template. Sensors, 23(15), 6807. https://doi.org/10.3390/s23156807