
InAsSb Photodiode Fibre Optic Thermometry for High-Speed, near-Ambient Temperature Measurements

 , ,
, ,
Abstract
:1. Introduction
2. Experimental Methods
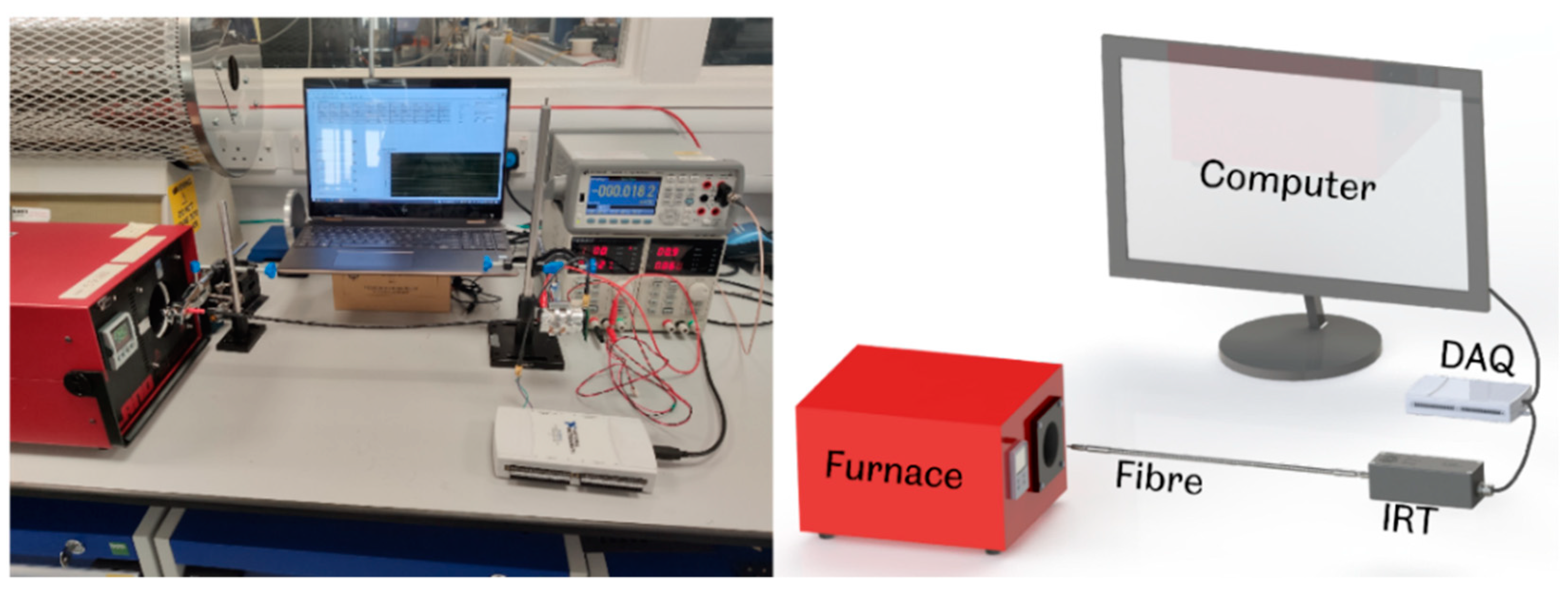
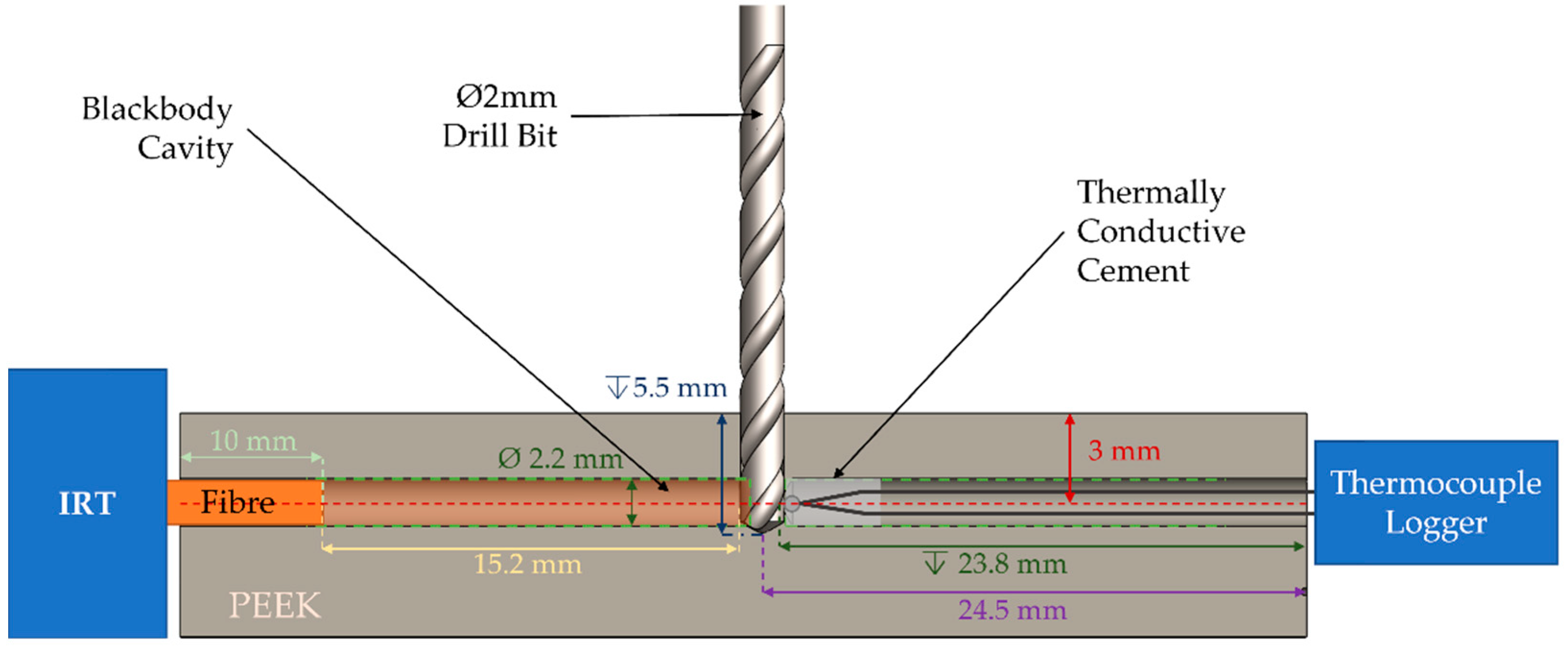
2.1. Instrument Design
2.2. Infrared Radiation Thermometer Characterisation
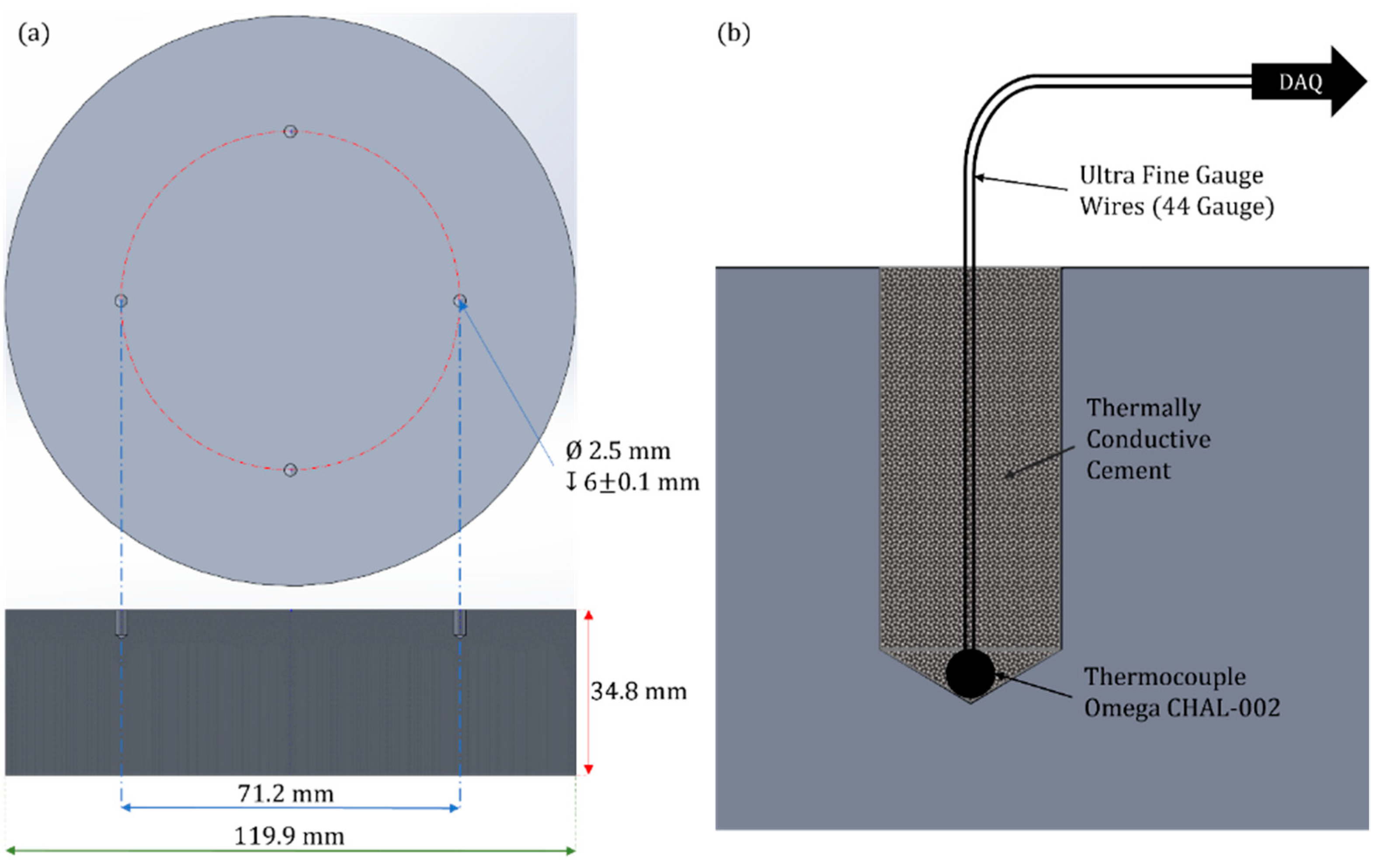
2.3. Embedded Thermocouple
3. Results and Discussion
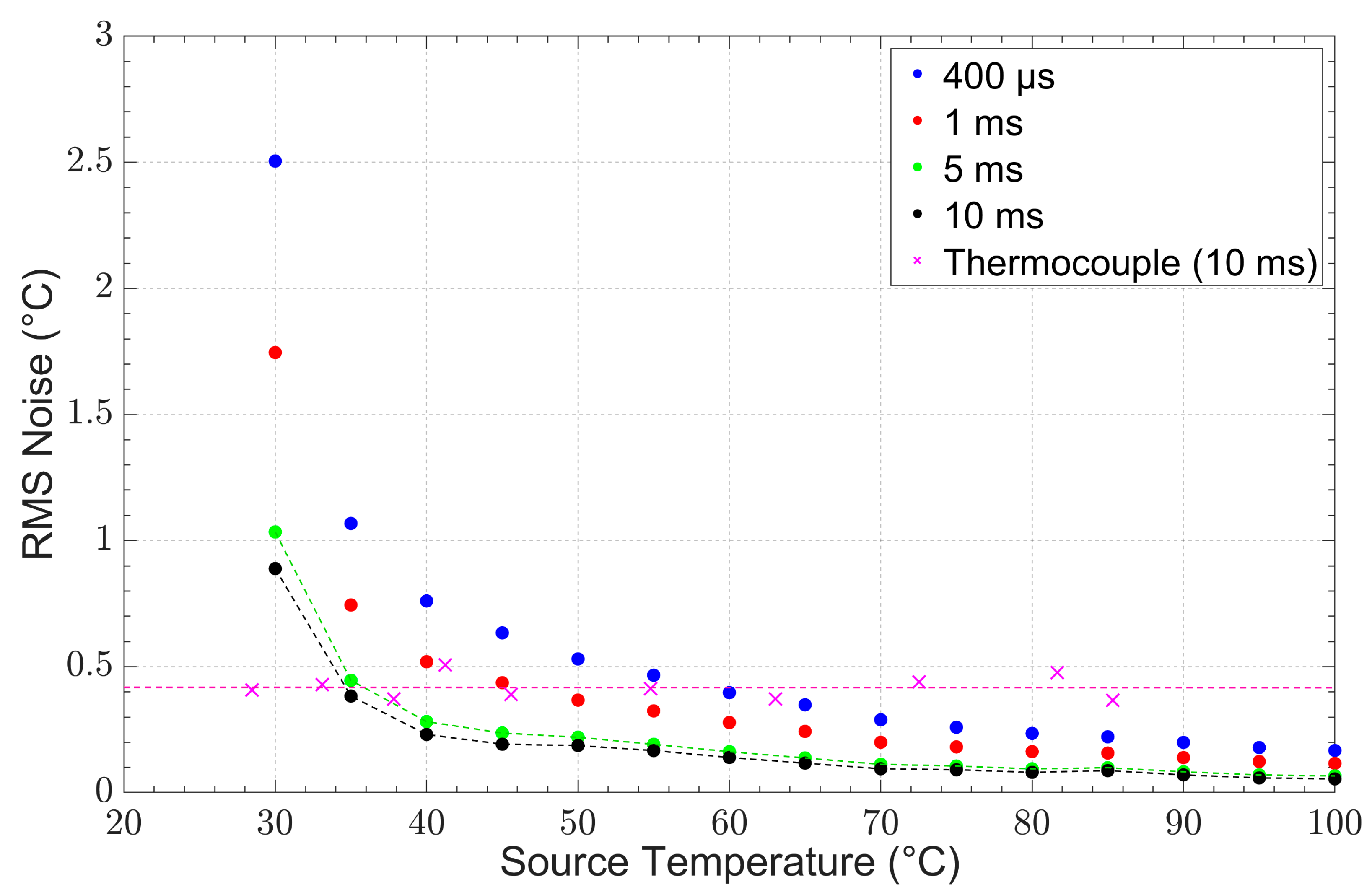
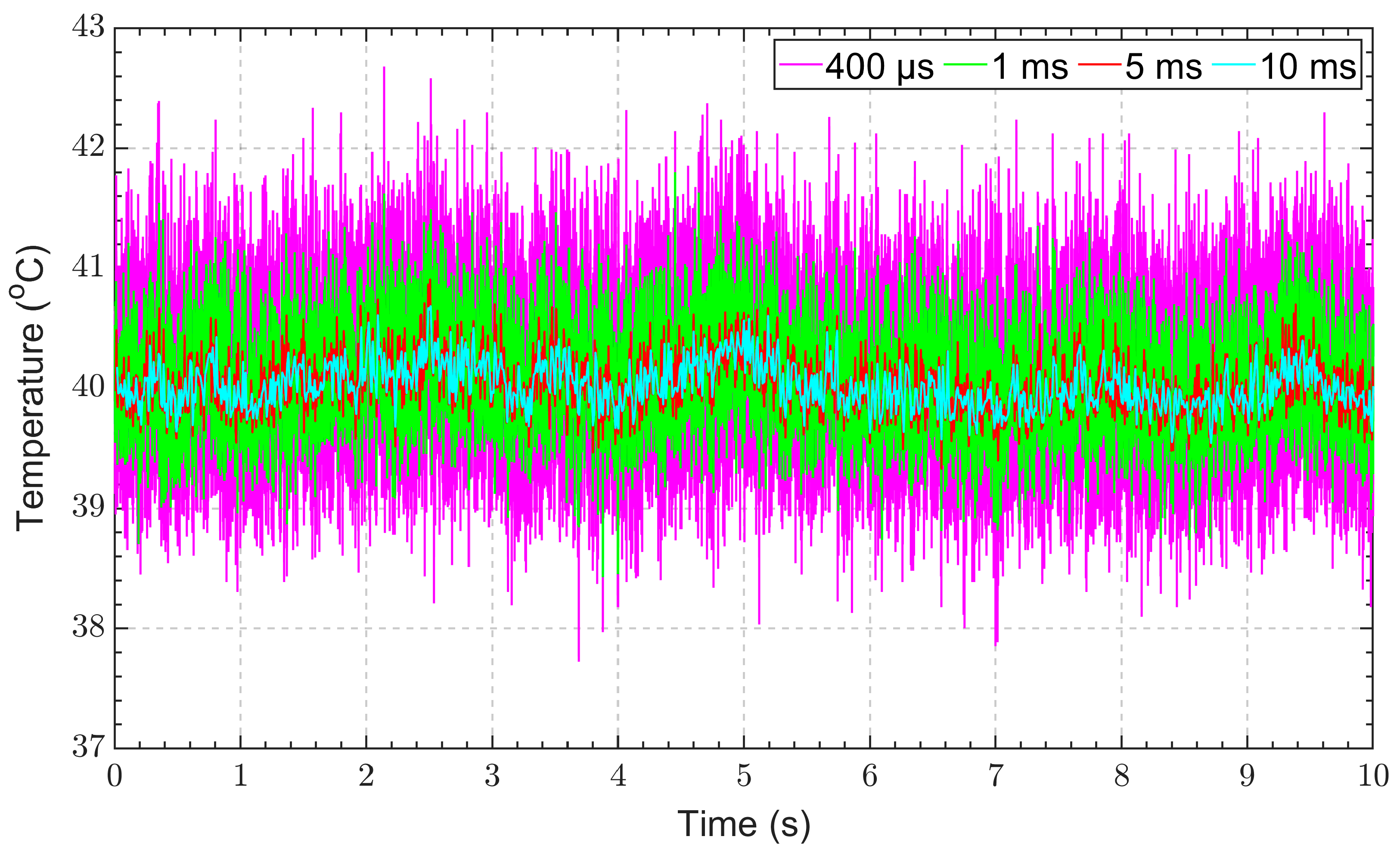
3.1. Comparison of the Noise Performance of the IRT and the Thermocouple
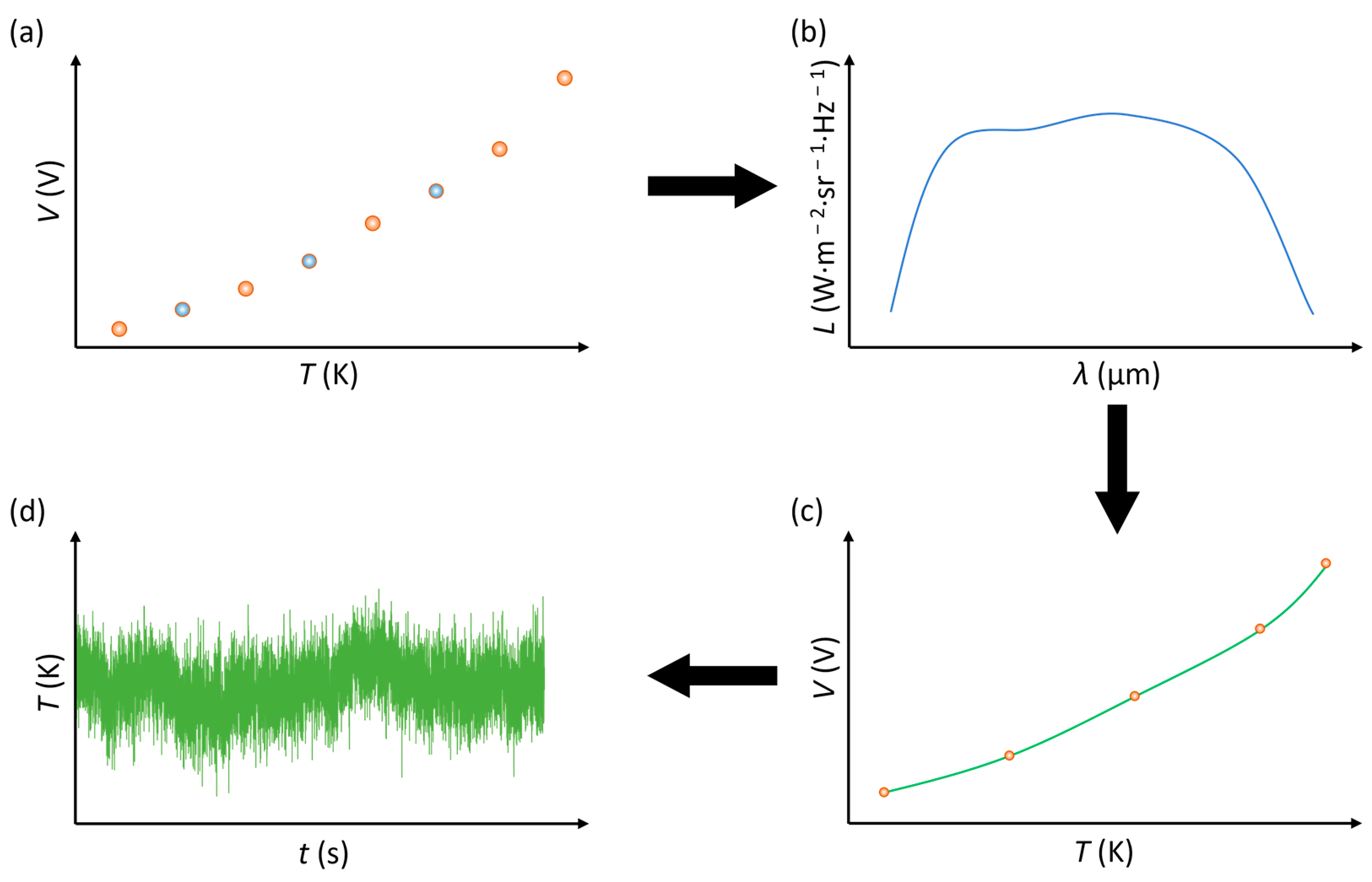
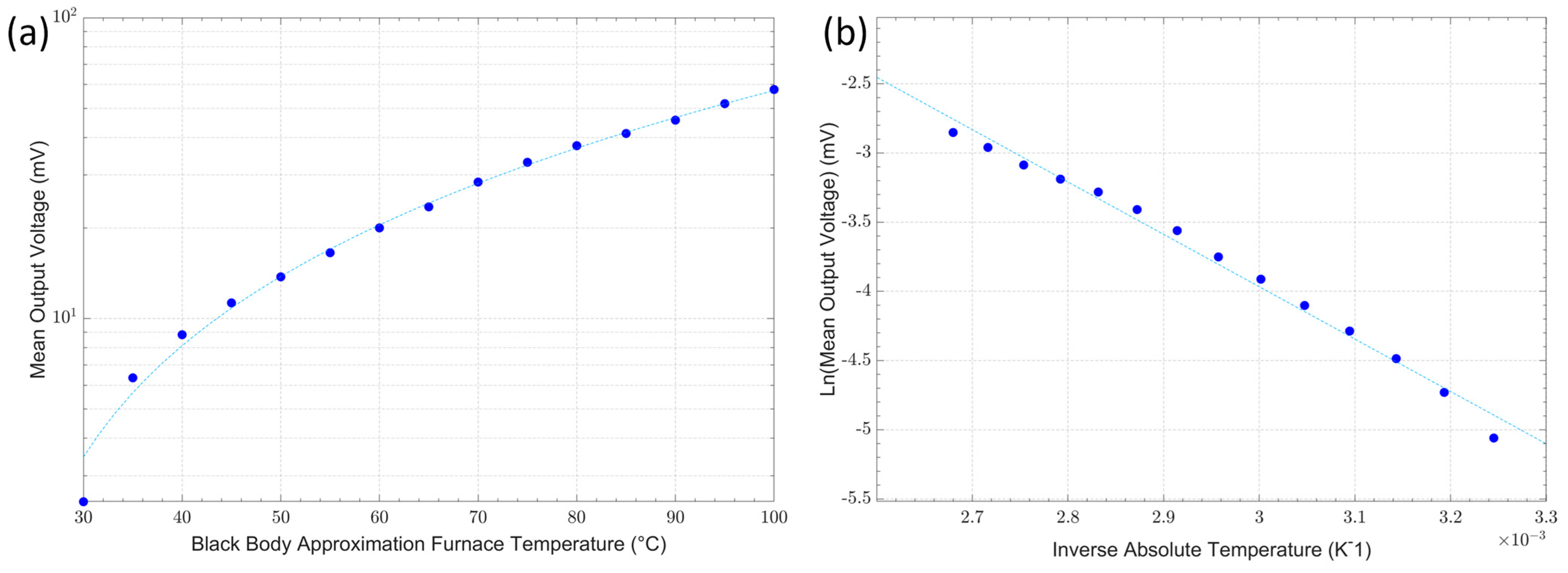
3.2. Thermometer Output Voltage Characterisation
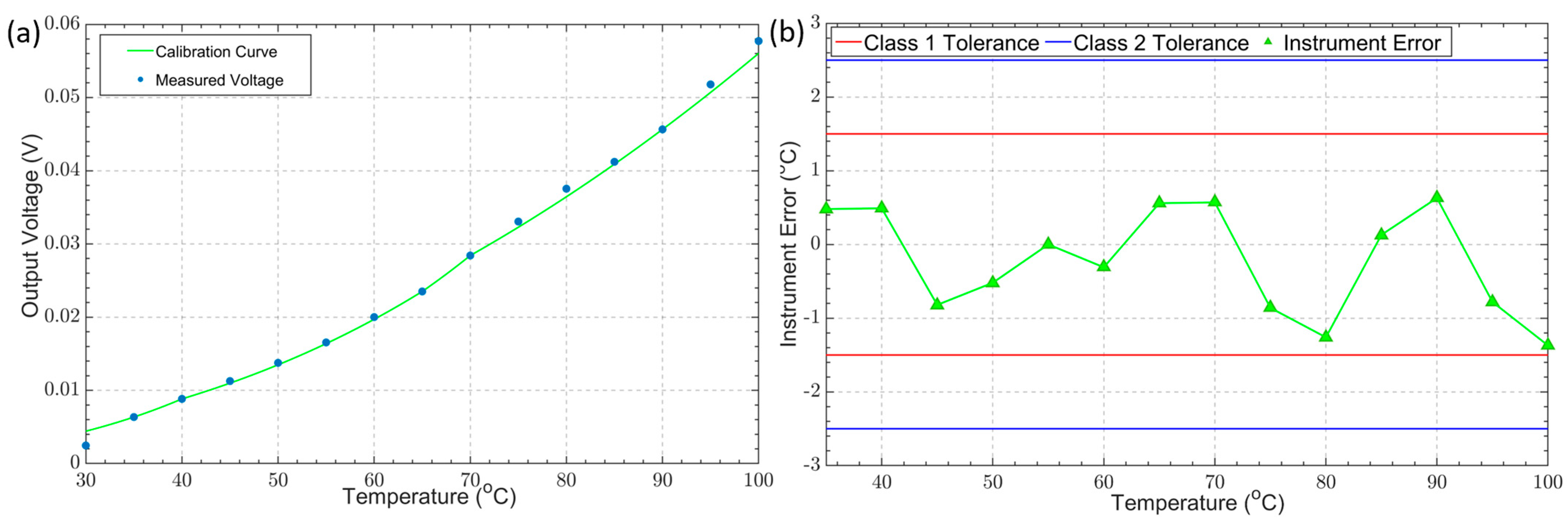
3.3. Thermometer Calibration and Error Analysis
3.4. Measurement Uncertainty Estimate
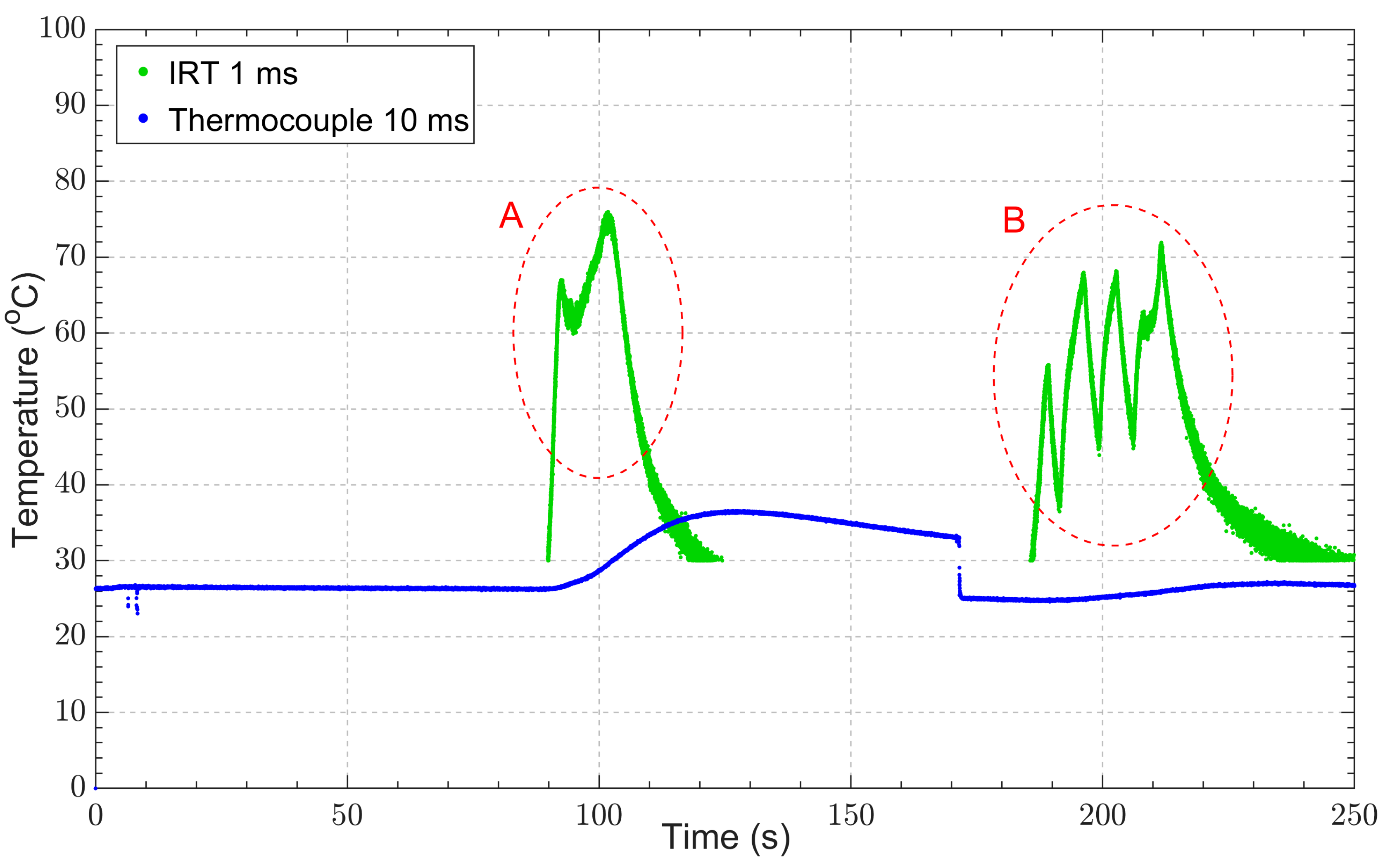
3.5. Example of Implementation in Application
4. Conclusions and Further Implementations
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kus, A.; Isik, Y.; Cakir, M.C.; Coşkun, S.; Özdemir, K. Thermocouple and infrared sensor-based measurement of temperature distribution in metal cutting. Sensors 2015, 15, 1274–1291. [Google Scholar] [CrossRef] [PubMed]
- O’sullivan, D.; Cotterell, M. Temperature measurement in single point turning. J. Am. Acad. Dermatol. 2001, 118, 301–308. [Google Scholar] [CrossRef]
- Vilches, S.; Ataman; Zappe, H. Endoscopic pyrometric temperature sensor. Opt. Lett. 2020, 45, 1730–1733. [Google Scholar] [CrossRef] [PubMed]
- Saunders, P. Fundametals of Radiation Thermometry; SPIE Press: Bellingham, WA, USA, 2007. [Google Scholar]
- Childs, P.R.N. Practical Temperature Measurement; Butterworth-Heinmann: London, UK, 2001. [Google Scholar]
- Childs, P.R.N.; Greenwood, J.R.; Long, C.A. Review of temperature measurement. Rev. Sci. Instrum. 2000, 71, 2959–2978. [Google Scholar] [CrossRef]
- Leonidas, E.; Ayvar-Soberanis, S.; Laalej, H.; Fitzpatrick, S.; Willmott, J.R. A Comparative Review of Thermocouple and Infrared Radiation Temperature Measurement Methods during the Machining of Metals. Sensors 2022, 22, 4693. [Google Scholar] [CrossRef]
- Pavlasek, P.; Ďuriš, S.; Palencar, R. Selected Factors Affecting the Precision of Thermocouples. In Proceedings of the XXI IMEKO World Congress “Measurement in Research and Industry”, Prague, Czech, 30 August–4 September 2015; p. 4. [Google Scholar]
- Nicholas, J.V.; White, D.R. Traceable Temperatures: An introduction to temperature measurement and calibration, 2nd edn. Meas. Sci. Technol. 2002, 13, 1651. [Google Scholar] [CrossRef]
- Heeley, A.D.; Hobbs, M.J.; Laalej, H.; Willmott, J.R. Miniature Uncooled and Unchopped Fiber Optic Infrared Thermometer for Application to Cutting Tool Temperature Measurement. Sensors 2018, 18, 3188. [Google Scholar] [CrossRef] [PubMed]
- Hobbs, M.J.; Barr, A.; Woolford, S.; Farrimond, D.; Clarke, S.D.; Tyas, A.; Willmott, J.R. High-Speed Infrared Radiation Thermometer for the Investigation of Early Stage Explosive Development and Fireball Expansion. Sensors 2022, 22, 6143. [Google Scholar] [CrossRef] [PubMed]
- Razeghi, M.; Dehzangi, A.; Li, J. Multi-band SWIR-MWIR-LWIR Type-II superlattice based infrared photodetector. Results Opt. 2021, 2, 100054. [Google Scholar] [CrossRef]
- Hackwell, J.A.; Warren, D.W.; Bongiovi, R.P.; Hansel, S.J.; Hayhurst, T.L.; Mabry, D.J.; Sivjee, M.G.; Skinner, J.W. LWIR/MWIR imaging hyperspectral sensor for airborne and ground-based remote sensing. In Proceedings of the SPIE’s 1996 International Symposium on Optical Science, Engineering, and Instrumentation, Denver, CO, USA, 4–9 August 1996; Volme 2819; pp. 102–107. [Google Scholar] [CrossRef]
- Rogalski, A. Infrared and Terahertz Detectors, 3rd ed.; CRC Press: Boca Raton, FL, USA, 2019. [Google Scholar]
- Rogalski, A. Comparison of photon and thermal detector performance. In Handbook of Infra-Red Detection Technologies; Elsevier: Amsterdam, The Netherlands, 2002; pp. 5–81. [Google Scholar] [CrossRef]
- Subramanian, A.; Rodriguez-Saona, L. Fourier Transform Infrared (FTIR) Spectroscopy. In Infrared Spectroscopy for Food Quality Analysis and Control; Academic Press: Cambridge, MA, USA, 2009; pp. 145–178. [Google Scholar] [CrossRef]
- Leonardo, D.R.S. MCT’S Advantages as an Infrared Imaging Material, Dallas, TX, USA. 2010. Available online: www.drsinfrared.com (accessed on 22 August 2023).
- Thermo Nicolet. Detectors for Fourier Transform Spectroscopy, Madison, WI, USA. 2001. Available online: www.thermonicolet.com (accessed on 22 August 2023).
- GSTiR. Uncooled vs. Cooled Infrared Detector. Available online: https://www.gst-ir.net/news-events/latest-news/157.html (accessed on 2 September 2023).
- Deane, S.; Avdelidis, N.P.; Ibarra-Castanedo, C.; Zhang, H.; Nezhad, H.Y.; Williamson, A.A.; Mackley, T.; Maldague, X.; Tsourdos, A.; Nooralishahi, P. Comparison of cooled and uncooled ir sensors by means of signal-to-noise ratio for ndt diagnostics of aerospace grade composites. Sensors 2020, 20, 3381. [Google Scholar] [CrossRef] [PubMed]
- Hamamatsu Photonics. InAs Photovoltaic Detectors P10090 Series Datasheet. 2023. Available online: www.hamamatsu.com (accessed on 22 August 2023).
- Hamamatsu Photonics. Type II Superlattice Infrared Detector Datasheet. 2023. Available online: www.hamamatsu.com/sp/ssd/doc_en.html (accessed on 22 August 2023).
- Hamamatsu Photonics. InAsSb Photovoltaic Detectors P13894 Series Datasheet. 2022. Available online: www.hamamatsu.com (accessed on 22 August 2023).
- Art Photonics. Polycrystalline Mid-IR Fiber Cables Datasheet. 2023. Available online: https://artphotonics.com/product/polycrystalline-ir-fiber-cables/ (accessed on 22 August 2023).
- Land Amatek Process & Analytical Instruments. LANDCAL A Range of Temperature Calibration Sources, Dronfield, UK. 2021. Available online: https://www.ametek-land.com/products/calibration-sources/landcal-infrared-blackbody-calibration-source (accessed on 12 June 2021).
- National Instuments. NI USB-6212 Specifications. Available online: https://www.ni.com/docs/en-US/bundle/usb-6212-specs/page/specs.html (accessed on 22 August 2023).
- Saunders, P. General interpolation equations for the calibration of radiation thermometers. Metrologia 1997, 34, 201–210. [Google Scholar] [CrossRef]
- Kostkowski, H.J.; Lee, R.D. Theory and Methods of Optical Pyrometry; Gaithersburg, MD, 1962; US Department of Commerce, National Bureau of Standards: Washington, DC, USA, 1962. [CrossRef]
- Saunders, P. Uncertainty Arising from the Use of the Mean Effective Wavelength in Realizing ITS-90. In Proceedings of the AIP Conference Proceedings, Chicago, IL, USA, 21–24 October 2002; Volume 684, pp. 639–644. [Google Scholar] [CrossRef]
- Scitec Instruments Ltd. C-995 Optical Chopper Datasheet 2014. Available online: www.terahertztechnologies.com (accessed on 22 August 2023).
- Hobbs, M.J.; Grainger, M.P.; Zhu, C.; Tan, C.H.; Willmott, J.R. Quantitative thermal imaging using single-pixel Si APD and MEMS mirror. Opt. Express 2018, 26, 3188–3198. [Google Scholar] [CrossRef] [PubMed]
- Omega Engineering. Omega Precision Fine Wire Thermocouples—Small Size, Fast Response. Available online: https://sea.omega.com/ph/pptst/IRCO_CHAL_P13R_P10R.html (accessed on 22 August 2023).
- Omega. Unsheathed Fine Diameter Thermocouples—Order Online. Available online: https://www.omega.co.uk/pptst/IRCO_CHAL_P13R_P10R.html (accessed on 22 November 2021).
- Omega Engineering. High Temperature Cements, Models, OB-300, OB-400, OB-500. Available online: https://www.omega.co.uk/pptst/OB_OMEGABOND_AIR_SET.html (accessed on 22 November 2021).
- National Instruments. NI-9213 Specifications. Available online: https://www.ni.com/docs/en-US/bundle/ni-9213-specs/page/specs.html (accessed on 22 August 2023).
- National Instruments. NI cDAQ-9171 Specifications. Available online: https://www.ni.com/docs/en-US/bundle/cdaq-9171-specs/page/specs.html (accessed on 22 August 2023).
- Binder GmbH. Model KT 53|Cooling Incubators with Peltier Technology Description KT053-230V 1 KT053UL-120V 1—Data Sheet. Available online: https://www.binder-world.com/uk-en/products/growth/cooling-incubators/product/kt-53 (accessed on 22 August 2023).
- BS EN 60584-2:1993; Thermocouples—Tolerances. British Standards Institution: Milton Keynes, UK, 1991. Available online: https://knowledge.bsigroup.com/products/thermocouples-tolerances/standard (accessed on 22 August 2023).
- Oliveira, A.; Avrit, A.; Gradeck, M. Thermocouple response time estimation and temperature signal correction for an accurate heat flux calculation in inverse heat conduction problems. Int. J. Heat Mass Transf. 2021, 185, 122398. [Google Scholar] [CrossRef]
- BS 1041-5:1989; Temperature Measurement—Part 5: Guide to Selection and Use of Radiation Pyrometers. British Standards Institution: Milton Keynes, UK, 1990. Available online: https://www.en-standard.eu/bs-1041-5-1989-temperature-measurement-guide-to-selection-and-use-of-radiation-pyrometers/ (accessed on 22 August 2023).
- Land Amatek Process & Analytical Instruments. SPOT+ GS Specifications. Available online: https://www.ametek-land.com/products/non-contact-infrared-thermometers-pyrometers/spot-gs-galvanneal-strip-thermometer (accessed on 22 August 2023).
- Micro-Epsilon UK. thermoMETER-CS OEM Infrared Sensor with Integrated Controller Specifications. Available online: https://www.micro-epsilon.co.uk/temperature-sensors/thermoMETER_CS/ (accessed on 22 August 2023).
- Quinn, T.J. The calculation of the emissivity of cylindrical cavities giving near black-body radiation. Br. J. Appl. Phys. 1967, 18, 1105–1113. [Google Scholar] [CrossRef]
- Chang, D.-Y.; Lin, C.-H.; Wu, X.-Y.; Yang, C.-C.; Chou, S.-C. Cutting force, Vibration, and Temperature in Drilling on a Thermoplastic Material of PEEK. J. Thermoplast. Compos. Mater. 2021, 36, 1088–1112. [Google Scholar] [CrossRef]
- Zhao, J.; Liu, S.; Zhang, Z.; Wu, X.; Wu, D.; Gong, K.; Zhao, J. Investigation of the drilling performance and residual tensile behavior of polyetherketoneketone plates. Polym. Test. 2023, 120, 107967. [Google Scholar] [CrossRef]
- Hans Wenegard. Hysteresis in Type K Thermocouples. Available online: https://www.pentronic.se/wp-content/uploads/2019/05/10-1-hysteresis-in-type-k-thermocouples.pdf (accessed on 19 September 2023).




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Source Temperature (°C) | Calibration Thermocouple Uncertainty (%) | Calibration Blackbody Uncertainty (%) | DAQ Uncertainty (%) |
|---|---|---|---|
| 70 | 0.4 | 0.3 | 0.0015 |
| Source Temperature (°C) | Infrared Thermometer Variability in Usage (%) | Interpolation Error of Thermometer Mean Measurement (%) |
|---|---|---|
| 70 | 1.1 | 2.0 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Leonidas, E.; Hobbs, M.J.; Ayvar-Soberanis, S.; Laalej, H.; Fisk, C.; Fitzpatrick, S.; Willmott, J.R. InAsSb Photodiode Fibre Optic Thermometry for High-Speed, near-Ambient Temperature Measurements. Sensors 2023, 23, 9514. https://doi.org/10.3390/s23239514
Leonidas E, Hobbs MJ, Ayvar-Soberanis S, Laalej H, Fisk C, Fitzpatrick S, Willmott JR. InAsSb Photodiode Fibre Optic Thermometry for High-Speed, near-Ambient Temperature Measurements. Sensors. 2023; 23(23):9514. https://doi.org/10.3390/s23239514
Chicago/Turabian StyleLeonidas, Emilios, Matthew J. Hobbs, Sabino Ayvar-Soberanis, Hatim Laalej, Callum Fisk, Stephen Fitzpatrick, and Jon R. Willmott. 2023. "InAsSb Photodiode Fibre Optic Thermometry for High-Speed, near-Ambient Temperature Measurements" Sensors 23, no. 23: 9514. https://doi.org/10.3390/s23239514