


Application of Multi-Criteria Optimization Methods in the Calibration Process of Digital Measuring Instruments


Abstract
:1. Introduction
- -
- Single-criterion—defining one function that describes a specific problem and finds its extreme.
- -
- Multi-criteria—finding the optimal solution that is appropriate from the point of view of each criterion.
2. Materials and Methods
2.1. Calibration
2.2. Optimization
- -
- Performance criteria (functional, aesthetic);
- -
- Technical criteria (general technical, manufacturing, material);
- -
- Economic criteria (production costs and time, operating costs) [35].
- -
- The criterion related to the measurement error ;
- -
- The criterion related to the measurement uncertainty ;
- -
- The criterion of the total time of execution of the calibration .
2.2.1. Criterion Related to the Measurement Error []
- E—measurement error;
- —an indication of the measuring instrument (i symbolizes successive measuring points);
- —value generated by the calibrator;
- —instrument reading correction due to finite resolution;
- —correction of the value generated by the calibrator, including the following factors:
- -
- Drift since the last calibrator calibration;
- -
- Changes caused by the effect of offset, non-linearity, and changes in the gain factor;
- -
- Changes in ambient temperature;
- -
- Supply voltage changes;
- -
- Load effect resulting from the finite input resistance of the calibrated multimeter.
- —mean value from a series of x measurements.
- x—the number of measurements in series;
- —the result of the i-th measurement;
- W—the mean value of the result from 30 measurements.
2.2.2. Criterion Related to the Measurement Uncertainty
- A—those that have been calculated by statistical methods;
- B—those that have been calculated by other methods.
- -
- Data from previous measurements;
- -
- Experience and general knowledge of the behavior and properties of appropriate measuring instruments;
- -
- Manufacturer specifications;
- -
- Data obtained from calibration certificates or other certificates;
- -
- Uncertainties related to reference data obtained from the literature.
- —the uncertainty related to the calibration of the standard, estimated on the basis of the records of the last calibration certificate;
- —uncertainty related to the resolution of the calibrated multimeter;
- —the uncertainty related to the factors affecting the quantity generated by the calibrator, estimated from the manufacturer’s data;
- —uncertainty related to the dispersion of the series of measurements.
- j—successive component of uncertainty;
- N—number of uncertainty components;
- c—sensitivity coefficient.
- p—confidence level.
2.2.3. Criterion of the Total Time of Execution of the Calibration
- —automatic calibration time with one measurement;
- —time of the next measurement in the series;
- —total number of measurement points.
2.2.4. Multi-Criteria Optimization Methods
- -
- Weight objectives method;
- -
- Hierarchical optimization method;
- -
- Trade-off method;
- -
- Global criterion method;
- -
- Method of distance functions;
- -
- Min–max method;
- -
- Goal programming method.
3. Result
3.1. Weight Objectives Method
- k—number of objective criteria;
- x—number of measurements in series;
- —weights such that:
- ;
- ;
3.2. Method of Distance Functions, Min–Max Method
- —for the weight objectives method;
- —for the min–max method;
- —for the distance function method.
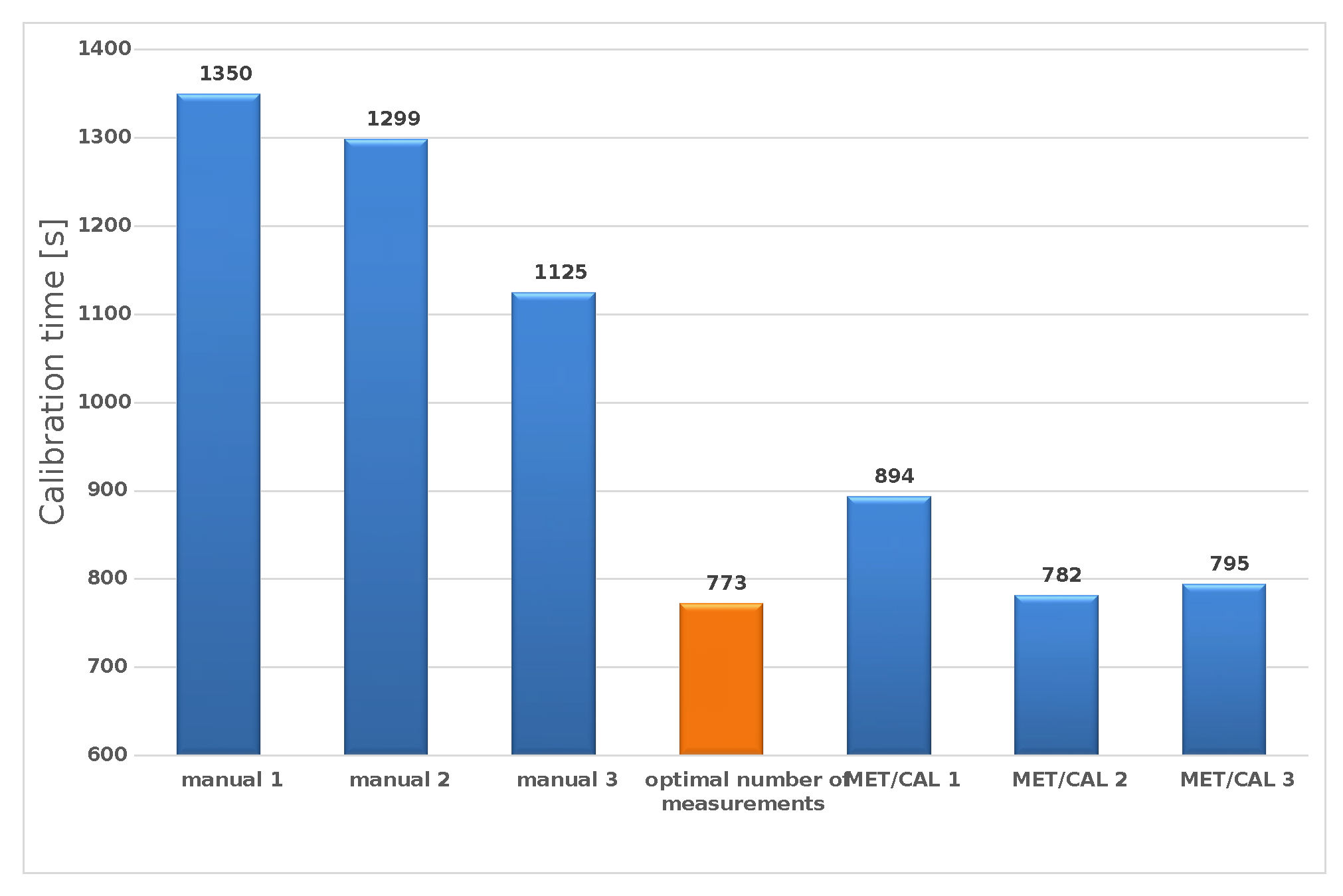
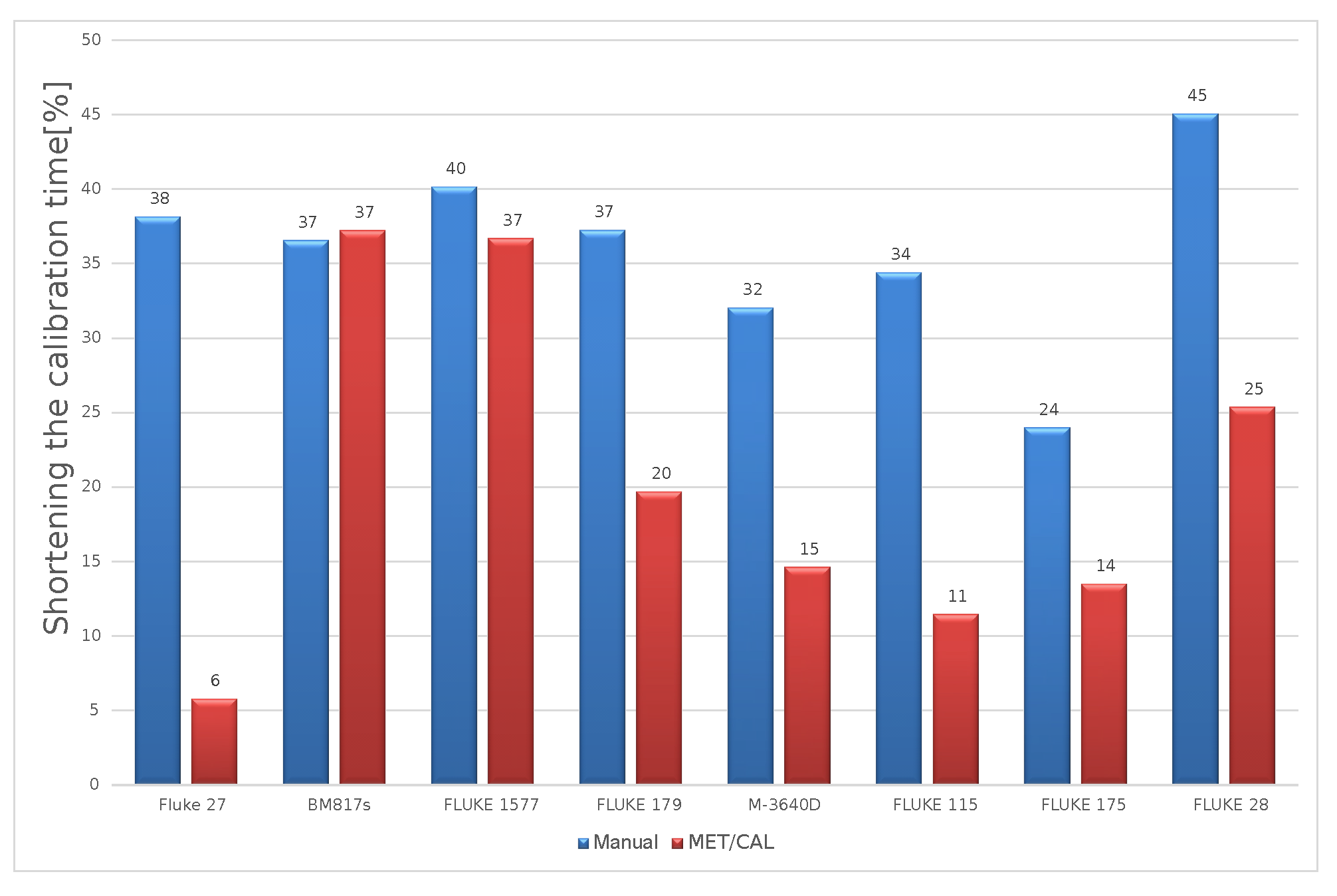
4. Practice
- -
- Weight objectives method;
- -
- Min–max method;
- -
- Distance function method.
- -
- Shortening the calibration time;
- -
- Improving the quality of the results obtained.
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- PN-EN ISO/IEC 17025; 2018-02-General Requirements for the Competence of Testing and Calibration Laboratories. ISO/CASCO Committee on Conformity Assessment 2018; Technical Committee: Geneva, Switzerland, 2018.
- National Institute of Standards and Technology. Selected Laboratory and Measurement Practices and Procedures to Support Basic Mass Calibrations; NIST: Gaithersburg, MD, USA, 2019.
- ILAC G24:2007; Guidelines for the Determination of Calibration Intervals of Measuring Instruments. International Laboratory Accreditation Cooperation and International Organization of Legal Metrology: Paris, France, 2007.
- Geronimo, B.M.; Lenzi, G.G. Maturity Models for Testing and Calibration Laboratories: A Systematic Literature Review. Sustainability 2023, 15, 3480. [Google Scholar] [CrossRef]
- Stajkovic, A.; Igic, N.K.D.D.; Krstic, I. Improving the quality of environmental testing through the implementation of ISO 17025 standards. Facta Univ. 2021, 18, 169–175. [Google Scholar] [CrossRef]
- ILAC-G18:12/2021; Guideline for Describing Scopes of Accreditation. International Laboratory Accreditation Cooperation: Amsterdam, The Netherlands, 2021.
- ILAC-G8:09/2019; Guidelines on Decision Rules and Statements of Conformity. International Laboratory Accreditation Cooperation: Amsterdam, The Netherlands, 2019.
- ILAC-G17:01/2021; Guidelines for Measurement Uncertainty in Testing. International Laboratory Accreditation Cooperation: Amsterdam, The Netherlands, 2021.
- Oliveira da Silva, F.M.; Silverio, K.S.; Castanheira, M.I.; Raposo, M.; Imaginário, M.J.; Simões, I.; Almeida, M.A. Construction of Control Charts to Help in the Stability and Reliability of Results in an Accredited Water Quality Control Laboratory. Sustainability 2022, 14, 15392. [Google Scholar] [CrossRef]
- Piwowar-Sulej, K.; Rojek-Nowosielska, M.; Sokołowska-Durkalec, A.; Markowska-Przybyła, U. Maturity of CSR Implementation at the Organizational Level—From Literature Review to a Comprehensive Model. Sustainability 2022, 14, 16492. [Google Scholar] [CrossRef]
- Yan, P.; Zhang, W.; Yang, L.; Zhang, W.; Yu, H.; Huang, R.; Zhu, J.; Liu, X. Online Calibration Study of Non-Contact Current Sensors for Three-Phase Four-Wire Power Cables. Sensors 2023, 23, 2391. [Google Scholar] [CrossRef]
- Tran, C.-S.; Hsieh, T.-H.; Jywe, W.-Y. Laser R-Test for Angular Positioning Calibration and Compensation of the Five-Axis Machine Tools. Appl. Sci. 2021, 11, 9507. [Google Scholar] [CrossRef]
- Krajewski, M.; Sienkowski, S. Computer software for calibration digital multimeters and calibrators. Electr. Rev. 2012, 88, 213–216. [Google Scholar]
- Makowski, P.; Piróg, P. Automation of measuring installation for calibration of decade resistor at the Central Military Calibration Laboratory. Bull. Mil. Univ. Technol. 2012, 59, 127–136. [Google Scholar]
- Patonis, P. Methodology and Tool Development for Mobile Device Cameras Calibration and Evaluation of the Results. Sensors 2023, 23, 1538. [Google Scholar] [CrossRef]
- Leizea, I.H.; Puerto, P. Calibration Procedure of a Multi-Camera System: Process Uncertainty Budget. Sensors 2023, 23, 589. [Google Scholar] [CrossRef]
- Grzeczka, G.; Klebba, M. Automated Calibration System for Digital Multimeters Not Equipped with a Communication Interface. Sensors 2020, 20, 3650. [Google Scholar] [CrossRef]
- Oswald, M. Basics of Structure Optimization; Technical University of Poznań: Poznań, Poland, 2005. [Google Scholar]
- Zawora, J.; Marciniak, M.; Dąbrowski, L. Multi-criterion optimization of the titanium turning. Mechanik 2016, 10, 1432–1433. [Google Scholar] [CrossRef]
- Malesa, A. Multi-criteria optimization as applied to transport issues. WSEI Sci. Pap. Transp. Inform. Ser. 2012, 2, 41–49. [Google Scholar]
- Kłosowski, G.; Kozłowski, E. Use of multicriterial optimization in furniture manufacturing process. IapgoŚ 2017, 4, 101–106. [Google Scholar] [CrossRef]
- Gutjahr, W.; Nolz, P. Multicriteria optimization in humanitarian aid. Eur. J. Oper. Res. 2016, 252, 351–366. [Google Scholar] [CrossRef]
- Stefanovic, A.; Stefanovic, J.; So, J.; Ostojic, M. Multi-criteria optimization of traffic signals: Mobility, safety, and environment. Transp. Res. Part C Emerg. Technol. 2015, 55, 46–68. [Google Scholar] [CrossRef] [Green Version]
- Buoro, D.; Casisi, M.; Nardi, A.D.; Pinamonti, P.; Reini, M. Multicriteria optimization of a distributed energy supply system for an industrial area. Energy 2013, 58, 128–137. [Google Scholar] [CrossRef]
- Aljohani, K. Optimizing the Distribution Network of a Bakery Facility: A Reduced Travelled Distance and Food-Waste Minimization Perspective. Sustainability 2023, 15, 3654. [Google Scholar] [CrossRef]
- Gaggero, M.; Tonelli, F. A two-step optimization model for the distribution of perishable products. Networks 2021, 78, 69–87. [Google Scholar] [CrossRef]
- Lin, D.; Zhang, Z.; Wang, J.; Yang, L.; Shi, Y.; Soar, J. Optimizing urban distribution routes for perishable foods considering carbon emission reduction. Sustainability 2019, 11, 4387. [Google Scholar] [CrossRef] [Green Version]
- Amin-Tahmasbi, H.; Sadafi, S.; Ekren, B.Y.; Kumar, V. A multi-objective integrated optimisation model for facility location and order allocation problem in a two-level supply chain network. Ann. Oper. Res. 2022, 11, 1–30. [Google Scholar] [CrossRef]
- Ma, Z.; Wang, Y. Evolutionary constrained multiobjective optimization: Test suite construction and performance comparisons. IEEE Trans. Evol. Comput. 2019, 23, 972–986. [Google Scholar] [CrossRef]
- Zhu, Q.Z.; Lin, Q. HA constrained multiobjective evolutionary algorithm with detect-and-escape strategy. IEEE Trans. Evol. Comput. 2020, 24, 938–947. [Google Scholar] [CrossRef]
- Ma, Z.; Wang, Y. Shift-based penalty for evolutionary constrained multiobjective optimization and its application. IEEE Trans. Cybern. 2021, 53, 18–30. [Google Scholar] [CrossRef]
- Liu, Z.Z.; Wang, Y. Handling constrained multiobjective optimization problems with constraints in both the decision and objective spaces. IEEE Trans. Evol. Comput. 2019, 23, 870–884. [Google Scholar] [CrossRef]
- International Organization of Legal Metrology. International Vocabulary of Terms in Legal Metrology (VIML); OIML: Paris, France, 2013. [Google Scholar]
- Available online: https://narzedziownia.shop/ (accessed on 3 February 2022).
- Płonka, S. Multi-Criteria Optimization of Machine Parts Manufacturing Processes; WNT: Warszawa, Poland, 2017. [Google Scholar]
- European Accreditation Laboratory Committee. Evaluation of the Uncertainty of Measurement in Calibration; The European co-operation for Accreditation (EA): Paris, France, 2013. [Google Scholar]
- Joint Committee for Guides in Metrology. Evaluation of Measurement Data—Guide to the Expression of Uncertainty in Measurement; BIPM: Pavillon de Breteuil, France, 2008. [Google Scholar]
- Fotowicz, P. Distribution approximation principle for measurement result in calibration. Meas. Autom. Robot. 2001, 9, 8–11. [Google Scholar]
- Kostyrko, K.; Piotrowski, J. Calibration of Measuring Equipment. International Organization for Standardization, PWN: Warsaw, Poland, 2021. [Google Scholar]
- Odu, G.O.; Charles-Owaba, O.E. Review of Multi-criteria Optimization Methods—Theory and Applications. IOSR J. Eng. 2013, 3, 1–14. [Google Scholar] [CrossRef]
- Linkov, I.; Varghese, A.; Jamil, S.; Seager, T.P.; Kiker, G.; Bridges, T. Multi-criteria decision analysis: A framework for structuring remedial decisions at the contaminated sites. In Comparative Risk Assessment and Environmental Decision Making; Springer: Berlin/Heidelberg, Germany, 2004; pp. 15–54. [Google Scholar]
- Milic, J.K.; Lukas, M. Min–Max Optimal Control of Robot Manipulators Affected by Sensor Faults. Sensors 2023, 23, 1952. [Google Scholar] [CrossRef]
- Euramet. Guidelines on the Calibration of Digital Multimeters; EURAMET: Madrid, Spain, 2011. [Google Scholar]
- Kubiszyn, P. Guardband methods used to evaluate the results of digital multimeters calibration on the example of FLUKE MET/CAL software. Electrotech. Rev. 2021, 97, 15–54. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Measurement | Series 1 | Series 2 | Series 3 | Series 4 | Series 5 |
|---|---|---|---|---|---|
| 1 | 40.1 | 40.1 | 40.1 | 40.1 | 40.0 |
| 2 | 40.0 | 40.1 | 40.1 | 40.0 | 40.1 |
| 3 | 40.1 | 40.1 | 40.0 | 40.1 | 40.0 |
| 4 | 40.0 | 40.1 | 40.0 | 40.0 | 40.1 |
| 5 | 40.1 | 40.1 | 40.1 | 40.1 | 40.0 |
| 6 | 40.1 | 40.1 | 40.1 | 40.1 | 40.1 |
| 7 | 40.0 | 40.0 | 40.1 | 40.0 | 40.0 |
| 8 | 40.0 | 40.1 | 40.0 | 40.0 | 40.1 |
| 9 | 40.1 | 40.1 | 40.1 | 40.0 | 40.0 |
| 10 | 40.1 | 40.0 | 40.1 | 40.0 | 40.1 |
| Average | 40.06 | 40.08 | 40.07 | 40.04 | 40.05 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Klebba, M.; Adamczyk, A.; Wąż, M.; Iwen, D. Application of Multi-Criteria Optimization Methods in the Calibration Process of Digital Measuring Instruments. Sensors 2023, 23, 2984. https://doi.org/10.3390/s23062984
Klebba M, Adamczyk A, Wąż M, Iwen D. Application of Multi-Criteria Optimization Methods in the Calibration Process of Digital Measuring Instruments. Sensors. 2023; 23(6):2984. https://doi.org/10.3390/s23062984
Chicago/Turabian StyleKlebba, Maciej, Arkadiusz Adamczyk, Mariusz Wąż, and Dominik Iwen. 2023. "Application of Multi-Criteria Optimization Methods in the Calibration Process of Digital Measuring Instruments" Sensors 23, no. 6: 2984. https://doi.org/10.3390/s23062984
APA StyleKlebba, M., Adamczyk, A., Wąż, M., & Iwen, D. (2023). Application of Multi-Criteria Optimization Methods in the Calibration Process of Digital Measuring Instruments. Sensors, 23(6), 2984. https://doi.org/10.3390/s23062984