
Design of Meat Product Safety Information Chain Traceability System Based on UHF RFID
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
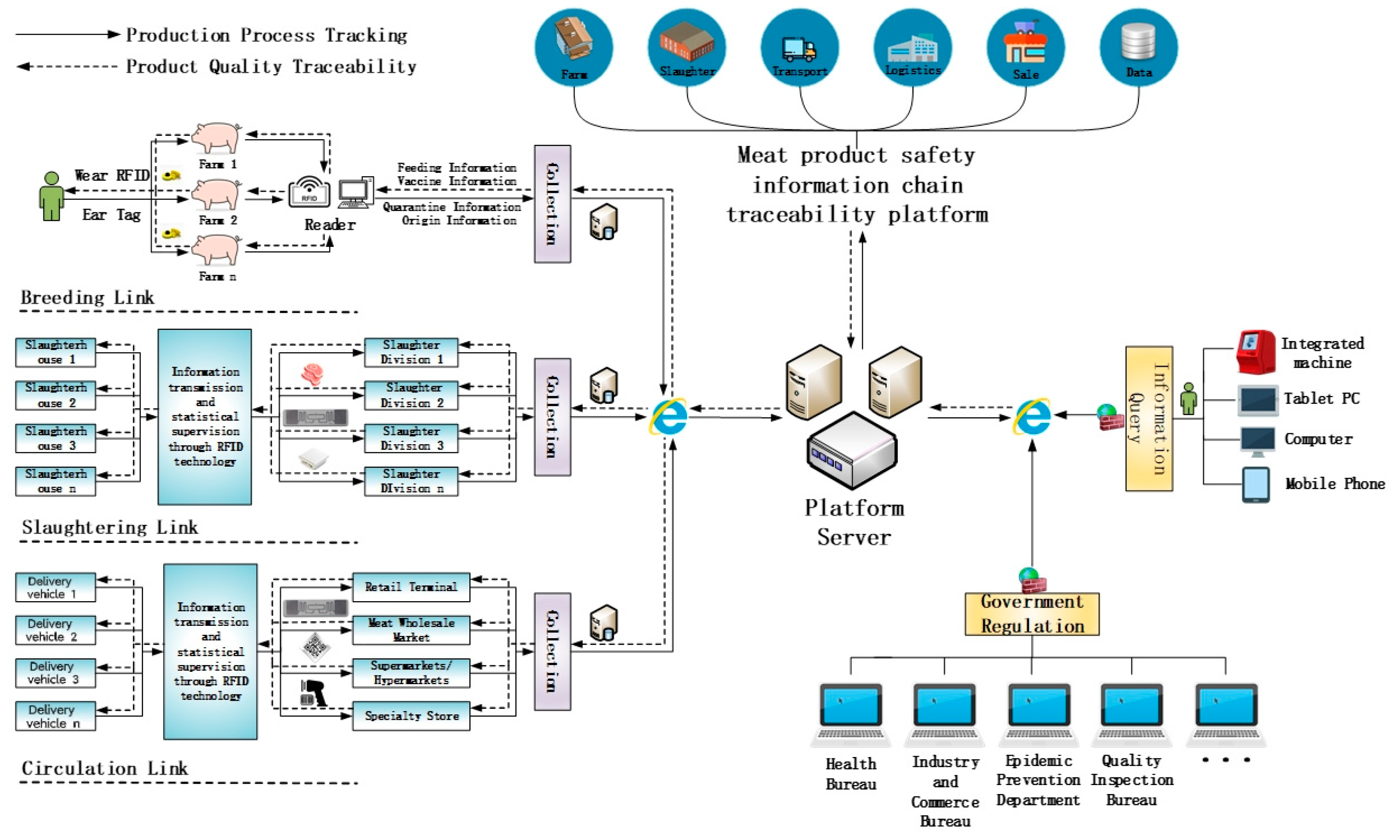
2.1. Design of System Framework
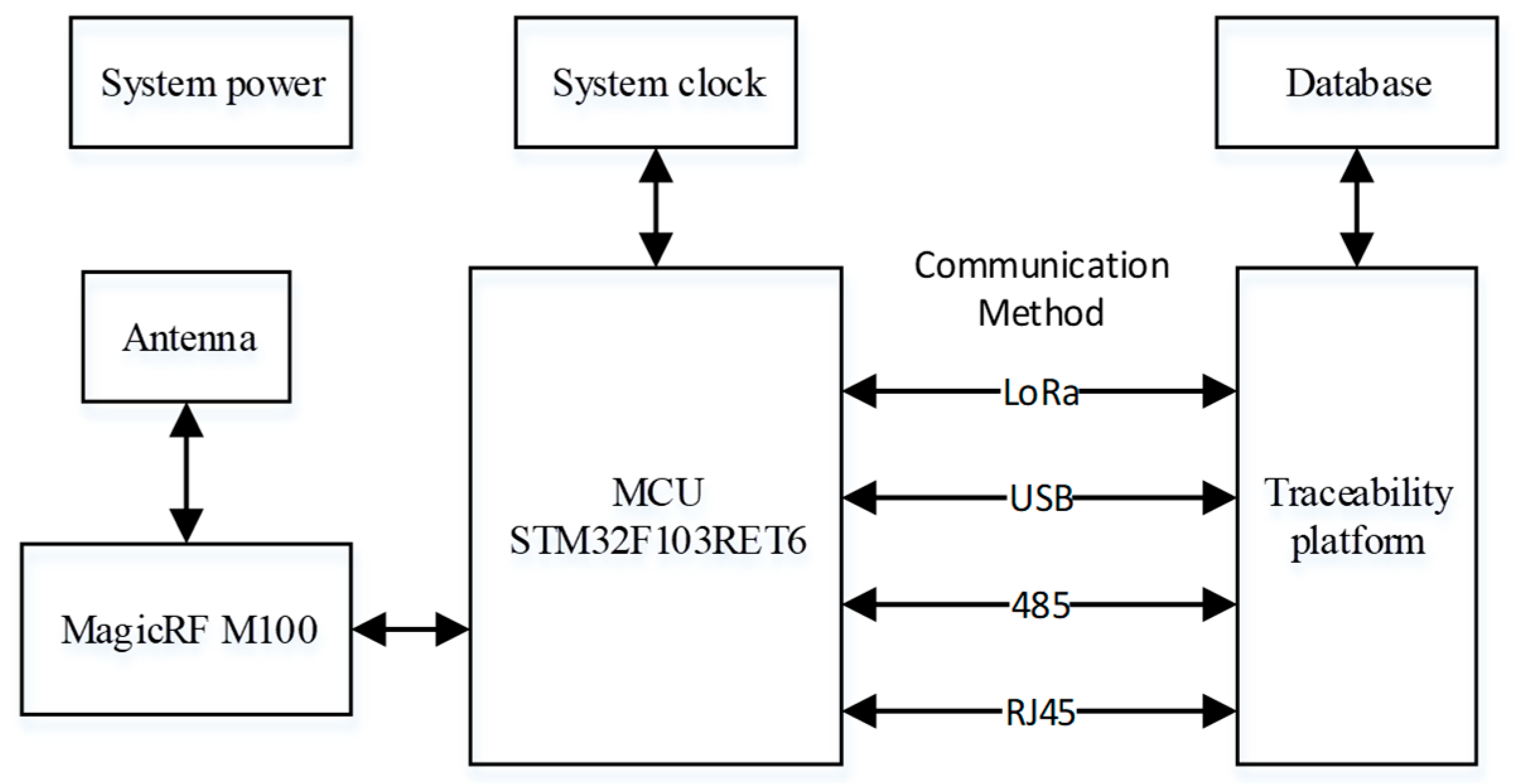
2.2. Hardware Design
- Supported Protocols of Systems: Supports the requirements of the EPC Class-1 Generation-2 protocol. The reader could realize many functions such as tag selection, data access, and inactivation of EPC;
- Range of operating frequency: the proposed system is in UHF (840–960 MHz) [20];
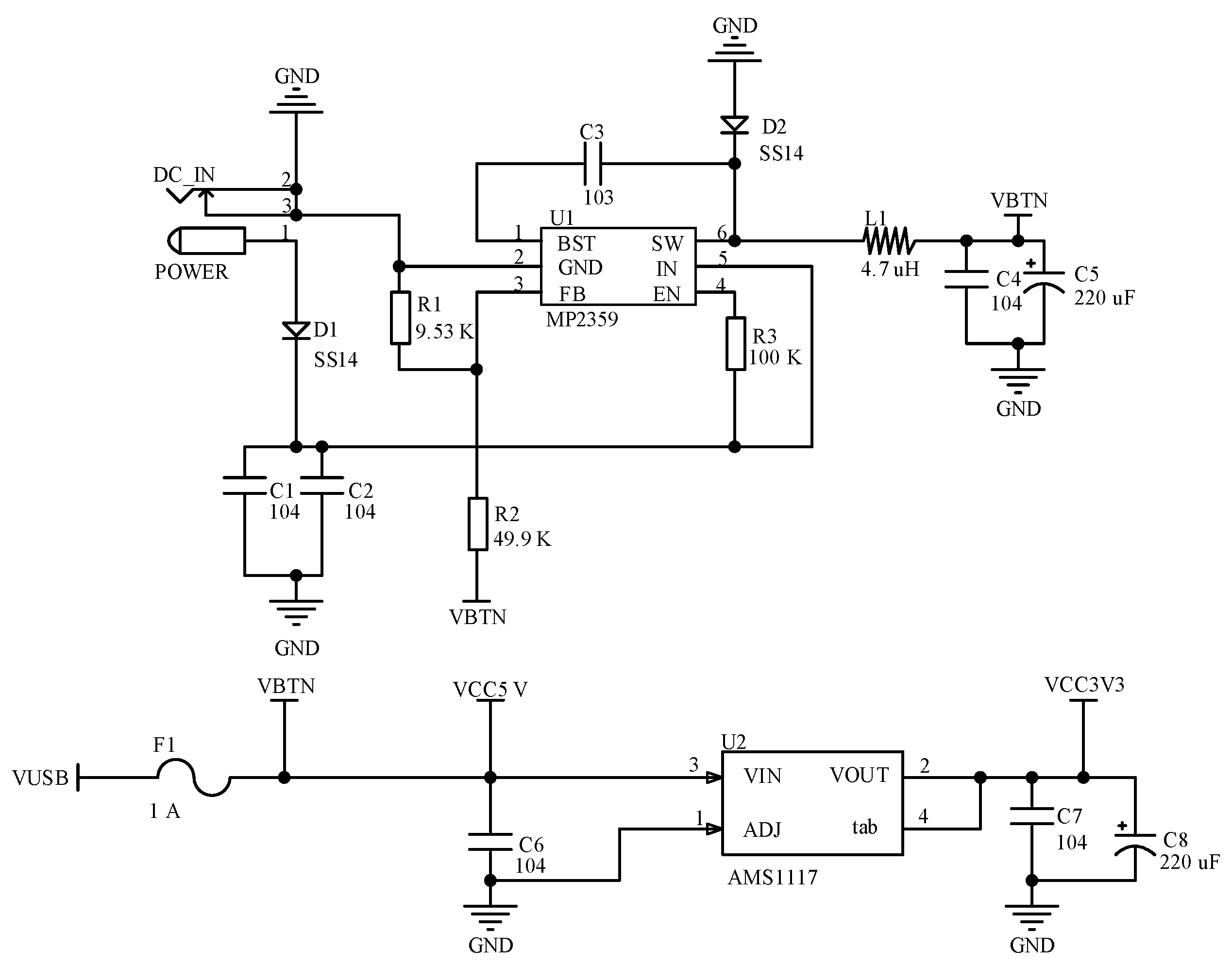
- Power supply: the functional modules were all DC supplied by a 12 V power adapter, and other circuits were supplied by 5 V and 3.3 V DC power transformed from 12 V power through a power conversion chip;
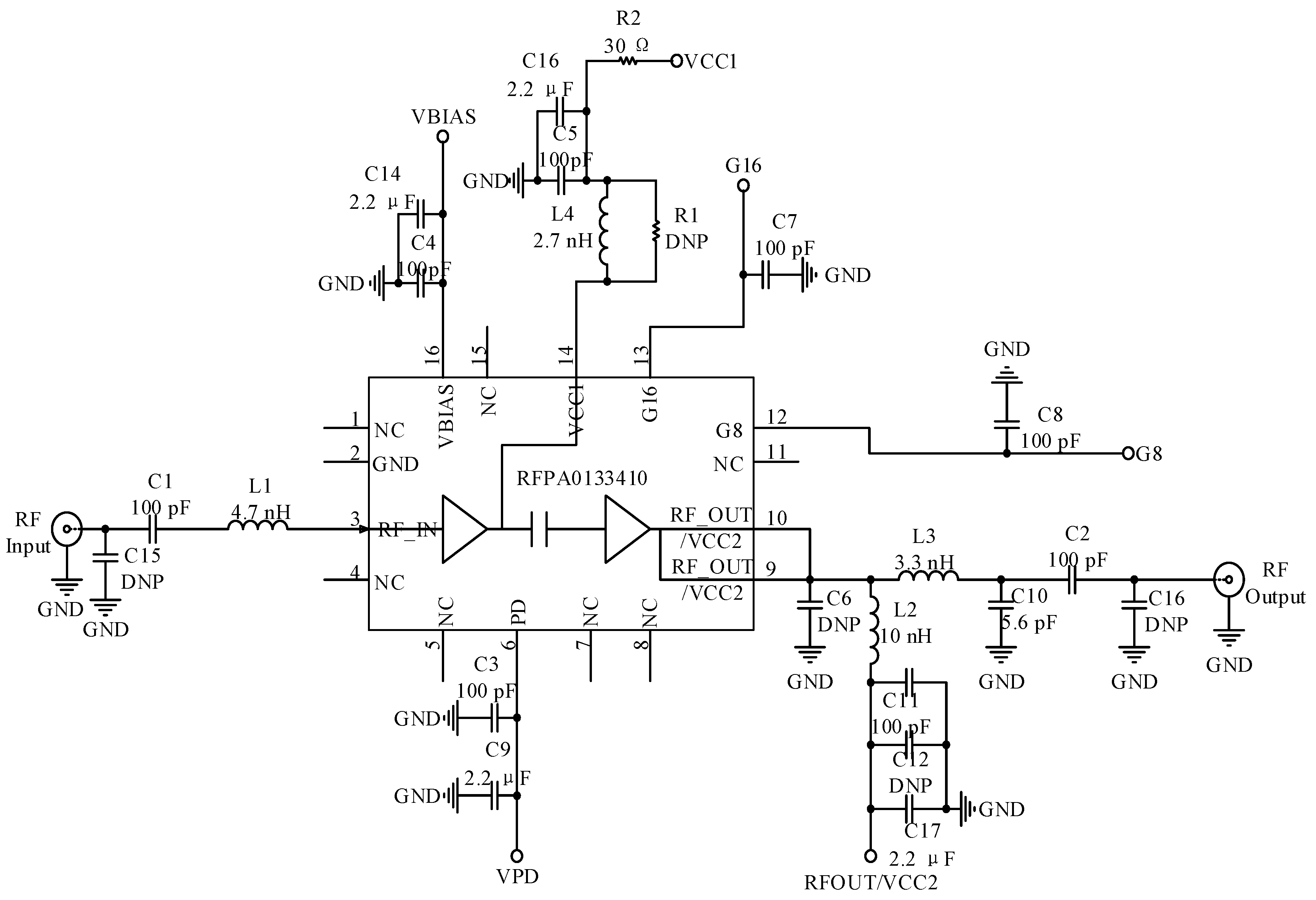
- Radiofrequency power: a maximum RF output power of 26 dBm was designed while the system achieved a step of 1.5 dB adjustable transmit power;
- Communication method: it is compatible with many communication protocols such as USB, LoRa wireless communication, 485 connection, and RJ45 network connection.
2.2.1. Design of Power Module
2.2.2. Design of RF Module
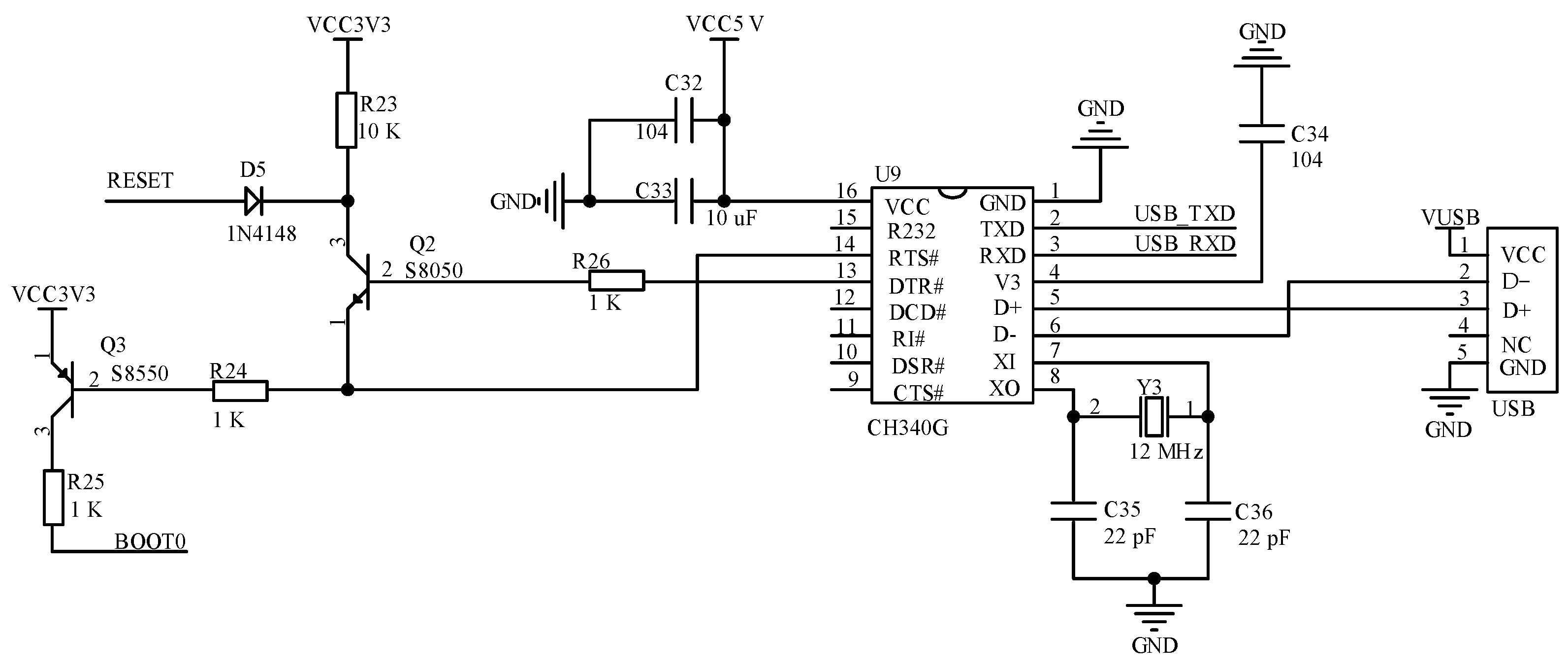
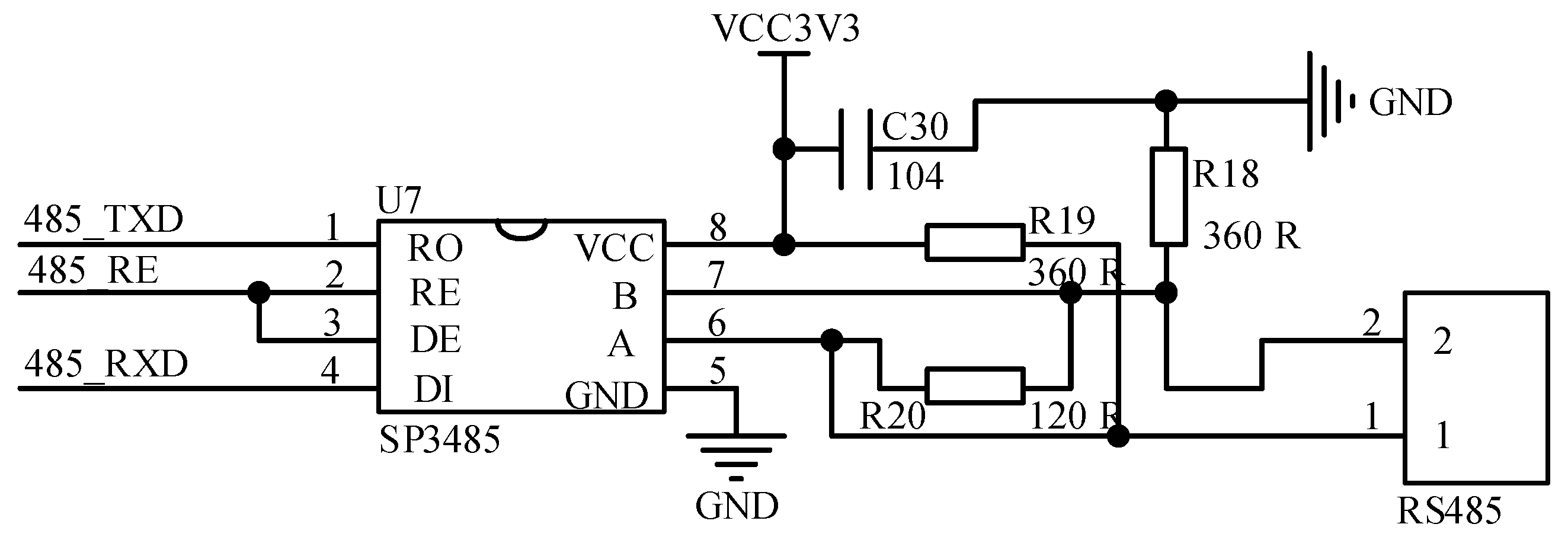
2.2.3. Design of Communication Module
2.3. Software Design
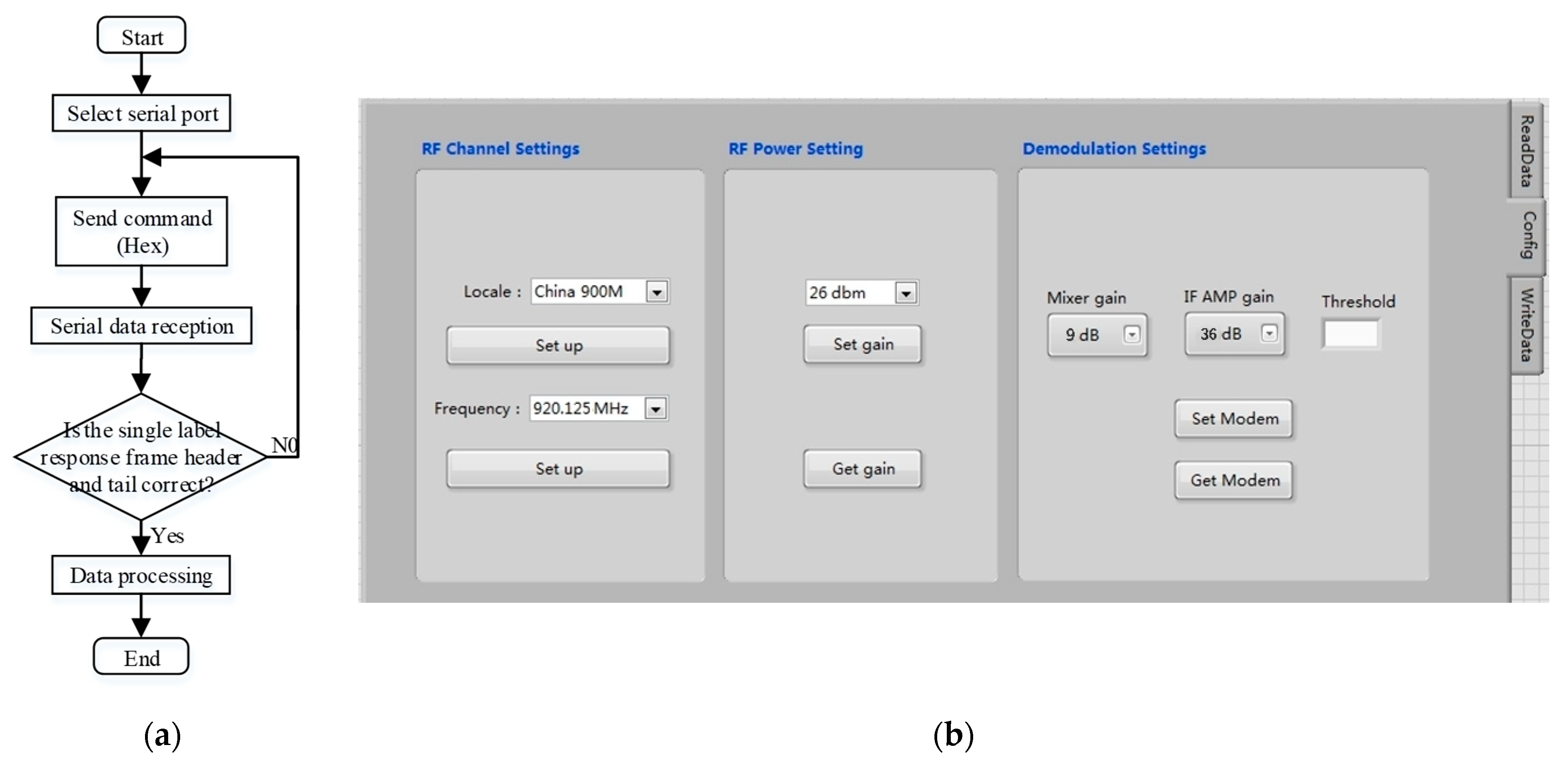
2.3.1. Design of Reader Configuration Platform
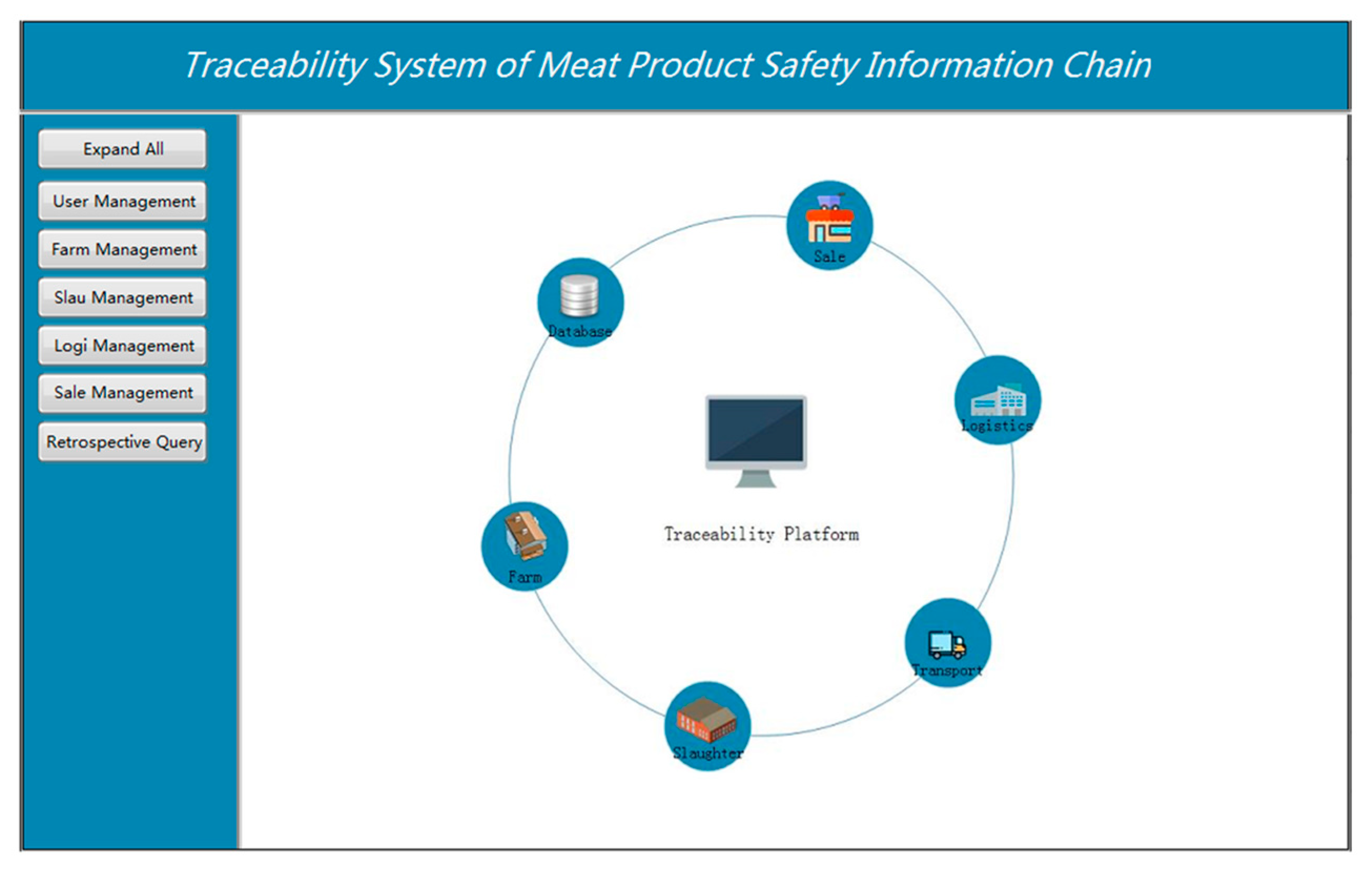
2.3.2. Design of Business Function Module
2.4. Design of Multi-Label Anti-Collision Algorithm
- First, the reader initializes a floating-point number Qfp with a value of 4.0, then rounds Qfp, and assigns the value to Q. Subsequently, a Query instruction is sent that includes Q. If the tag receives the Query instruction, it generates a random number in the range 0 to −1 and records the number in the corresponding time slot counter. At this moment, the tag with a slot value of 0 will respond immediately, and the other tags will not respond;
- In the event that there is just one tag response, the tag will send its RN16 to the reader to establish communication and reflect the EPC to the reader, then exit after the communication ends. Subsequently, the reader sends the command “Query Rep” to other tags, and each tag that receives the command deducts 1 from the value recorded in the time slot counter;
- The reader uses steps to adjust the Qfp value when there are no or numerous tag responses. Qfp minus the constant ∆ but must be ensured to have a minimum value of 0 for the former (empty time slot), Qfp plus ∆ but must be ensured to have a maximum value of 15 for the latter (conflicting time slot), where ∆ is a constant and takes a value in the range 0.1 to 0.5. Based on the new Q = round (Qfp) value after adjustment, the reader decides whether to continue using the current frame or begin a new frame using the Query Adjust command.
2.5. Design of Meat Product Code Marking Scheme
3. Results and Discussions
3.1. Reader System Test
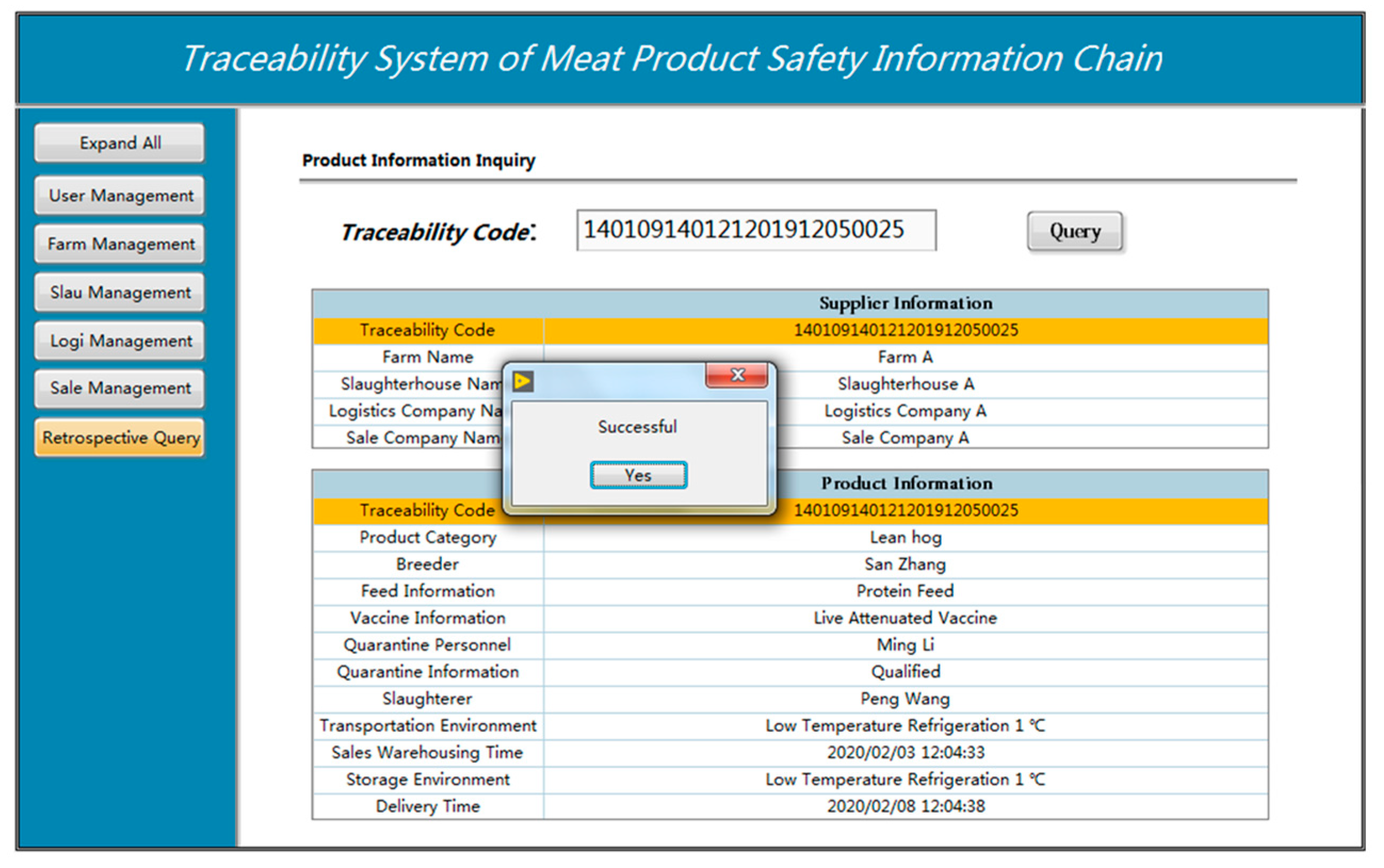
3.2. Traceability Platform Test
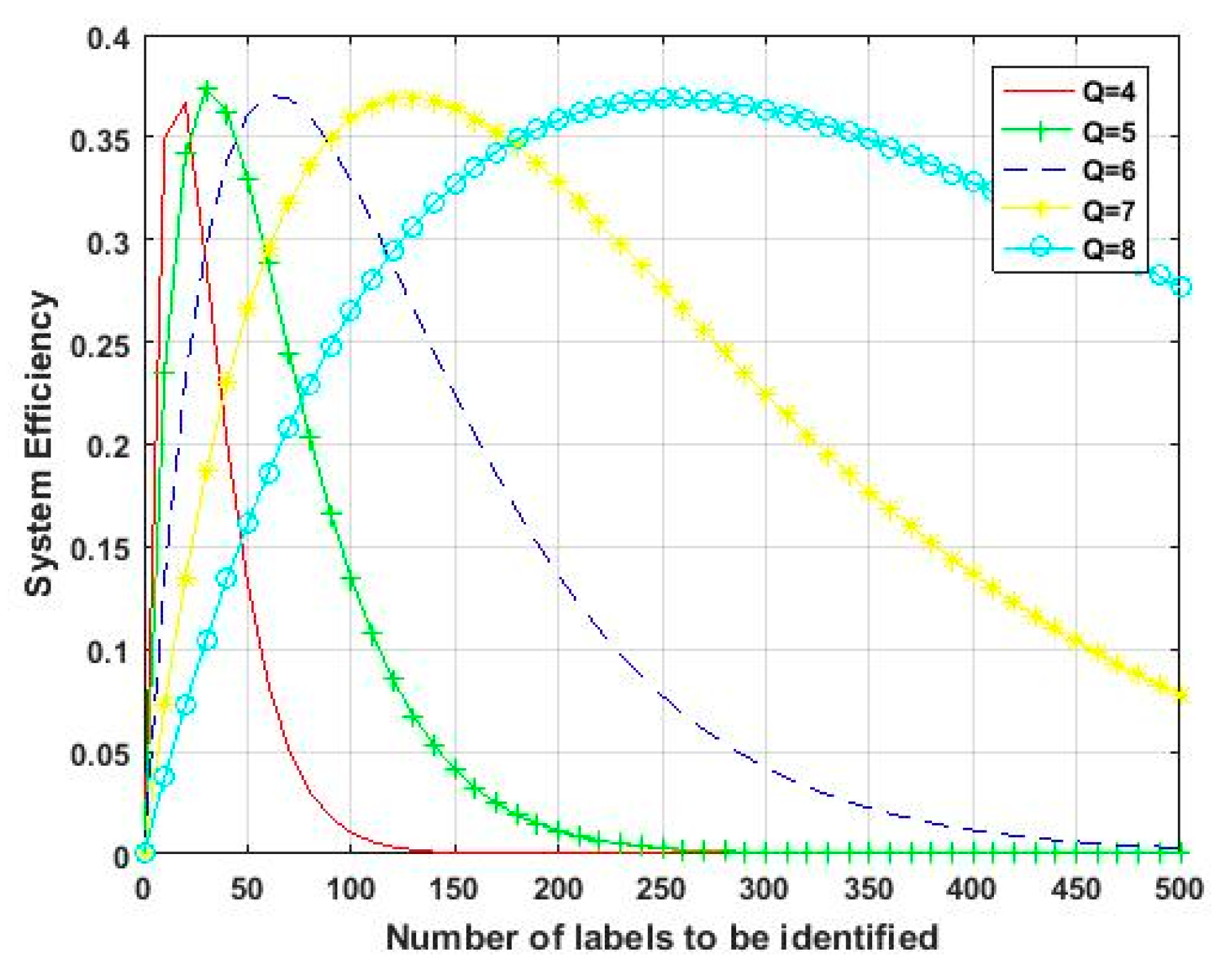
3.3. Anti-Collision Algorithm Research and Improvement
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Liu, R.; Gao, Z.; Snell, H.A.; Ma, H. Food safety concerns and consumer preferences for food safety attributes: Evidence from China. Food Control. 2020, 112, 107157. [Google Scholar] [CrossRef]
- Pigini, D.; Conti, M. NFC-Based Traceability in the Food Chain. Sustainability 2017, 9, 1910. [Google Scholar] [CrossRef] [Green Version]
- Mutua, F.; Lindahl, J.; Randolph, D. Possibilities of establishing a smallholder pig identification and traceability system in Kenya. Trop. Anim. Health Prod. 2019, 52, 859–870. [Google Scholar] [CrossRef] [Green Version]
- Yang, F.; Wang, K.; Han, Y.; Qiao, Z. A Cloud-Based Digital Farm Management System for Vegetable Production Process Management and Quality Traceability. Sustainability 2018, 10, 4007. [Google Scholar] [CrossRef] [Green Version]
- Liu, X.; Han, H.; Sun, G.; Shen, X.; Han, H. Current status and development trend of Chinese food traceability system. China Food Safe. Mag. 2016, 33, 74–75. [Google Scholar]
- Li, J.; Sun, X.; Zhang, P.; Si, D.; Wang, X. Current Status of China’s Meat Food Traceability Standards. Meat Res. 2017, 31, 58–62. [Google Scholar]
- Cuinas, I.; Newman, R.; Trebar, M.; Catarinucci, L.; Melcon, A.A. Rfid-based traceability along the food-production chain [Wireless Corner]. IEEE Antennas Propag. Mag. 2014, 56, 196–207. [Google Scholar] [CrossRef]
- Luo, Q.; Xiong, B.; Yang, L.; Lin, Z.; Pan, J. Solution of data collection of swine slaughter based on ultrahigh frequency RFID. Trans. Chin. Soc. Agric. Eng. 2011, 27, 370–375. [Google Scholar]
- Yan, C.; Huanhuan, F.; Ablikim, B.; Zheng, G.; Xiaoshuan, Z.; Jun, L. Traceability information modeling and system implementation in Chinese domestic sheep meat supply chains. J. Food Process Eng. 2018, 41, e12864. [Google Scholar] [CrossRef]
- Bucher, H. DNA Traceability System for Meat: A National Project of the Swiss Meat Industry. Chimia 2018, 72, 704–706. [Google Scholar] [CrossRef]
- Jagtap, S.; Duong, L.; Trollman, H.; Bader, F.; Garcia-Garcia, G.; Skouteris, G.; Li, J.; Pathare, P.; Martindale, W.; Swainson, M.; et al. IoT Technologies in The Food Supply Chain. In Food Technology Disruptions; Academic Press: Cambridge, MA, USA, 2021; pp. 175–211. [Google Scholar]
- Bader, F.; Jagtap, S. Internet of things-linked wearable devices for managing food safety in the healthcare sector. In Wearable and Implantable Medical Devices; Academic Press: Cambridge, MA, USA, 2019; pp. 229–253. [Google Scholar] [CrossRef]
- Haibi, A.; Oufaska, K.; El Yassini, K.; Boulmalf, M.; Bouya, M. Systematic Mapping Study on RFID Technology. IEEE Access 2022, 10, 6363–6380. [Google Scholar] [CrossRef]
- Liu, J.; Xia, F.; Feng, X.; Ren, J.; Liu, H. Deep Graph Learning for Anomalous Citation Detection. IEEE Trans. Neural Networks Learn. Syst. 2022, 33, 2543–2557. [Google Scholar] [CrossRef] [PubMed]
- Ai, X.; Chen, H.; Lin, K.; Wang, Z.; Yu, J. Nowhere to Hide: Efficiently Identifying Probabilistic Cloning Attacks in Large-Scale RFID Systems. IEEE Trans. Inf. Forensics Secur. 2020, 16, 714–727. [Google Scholar] [CrossRef]
- Thakur, M.; Forås, E. EPCIS based online temperature monitoring and traceability in a cold meat chain. Comput. Electron. Agric. 2015, 117, 22–30. [Google Scholar] [CrossRef]
- Lai, X.; Cai, Z.; Xie, Z.; Zhu, H. A Novel Displacement and Tilt Detection Method Using Passive UHF RFID Technology. Sensors 2018, 18, 1644. [Google Scholar] [CrossRef] [Green Version]
- Vijaykumar, V.R.; Sekar, S.R.; Elango, S.; Ramakrishnan, S. Implementation of 2n − 2k − 1 Modulo Adder Based RFID Mutual Authentication Protocol. IEEE Trans. Ind. Electron. 2017, 65, 626–635. [Google Scholar] [CrossRef]
- Pang, Y.; Ding, H.; Liu, J.; Fang, Y.; Chen, S. A UHF RFID-Based System for Children Tracking. IEEE Internet Things J. 2018, 5, 5055–5064. [Google Scholar] [CrossRef]
- Ye, L.; Liao, H.; Song, F.; Chen, J.; Li, C.; Zhao, J.; Liu, R.; Wang, C.; Shi, C.; Liu, J.; et al. A Single-Chip CMOS UHF RFID Reader Transceiver for Chinese Mobile Applications. IEEE J. Solid-State Circuits 2010, 45, 1316–1329. [Google Scholar] [CrossRef]
- Wu, Q.; Du, B.; Su, Q.; Wang, J.; Zhang, Q. Design of handheld meter reading terminal based on UHF RFID. Electr. Meas. Instrum. 2018, 55, 108–112. [Google Scholar]
- Su, J.; Sheng, Z.; Xie, L.; Wen, G. Idle-Slots Elimination Based Binary Splitting Anti-Collision Algorithm for RFID. IEEE Commun. Lett. 2016, 20, 2394–2397. [Google Scholar] [CrossRef] [Green Version]
- Tan, X.; Wang, H.; Fu, L.; Wang, J.; Min, H.; Engels, D.W. Collision Detection and Signal Recovery for UHF RFID Systems. IEEE Trans. Autom. Sci. Eng. 2016, 15, 239–250. [Google Scholar] [CrossRef]
- Lau, P.Y.; Chu, Q.; Wu, Y. A New Generation of Smart UHF RFID Reader. In Proceedings of the 2017 International Workshop on Electromagnetics: Applications and Student Innovation Competition, London, UK, 30 May 2017–1 June 2017; pp. 50–52. [Google Scholar]
- Maarof, A.; Senhadji, M.; Labbi, Z.; Belkasmi, M. Authentication Protocol Conforming to EPC Class-1 Gen-2 Standard. In Proceedings of the 2016 International Conference on Advanced Communication Systems and Information Security (ACOSIS), Marrakesh, Morocco, 17–19 October 2016; pp. 13–18. [Google Scholar]
- Zhang, H. Research and Design of RFID-Based Smart Factory System. Master’s Thesis, Beijing University of Posts and Telecommunications, Beijing, China, 2020. [Google Scholar]
- Pei, Y. Research on the Construction of Warehouse Management System Based on RFID Technology. Sci. Technol. Vis. 2019, 35, 19–20. [Google Scholar]








Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Qiao, J.; Hao, M.; Guo, M. Design of Meat Product Safety Information Chain Traceability System Based on UHF RFID. Sensors 2023, 23, 3372. https://doi.org/10.3390/s23073372
Qiao J, Hao M, Guo M. Design of Meat Product Safety Information Chain Traceability System Based on UHF RFID. Sensors. 2023; 23(7):3372. https://doi.org/10.3390/s23073372
Chicago/Turabian StyleQiao, Jiping, Minghui Hao, and Meicen Guo. 2023. "Design of Meat Product Safety Information Chain Traceability System Based on UHF RFID" Sensors 23, no. 7: 3372. https://doi.org/10.3390/s23073372