
Design, Fabrication, and Optimization of a Printed Ag Nanoparticle-Based Flexible Capacitive Sensor for Automotive IVI Bezel Display Applications

 ,
,  , , ,
, , ,  and
and 
Abstract
:1. Introduction
2. Design of Silver Printed Flexible Capacitive Sensors
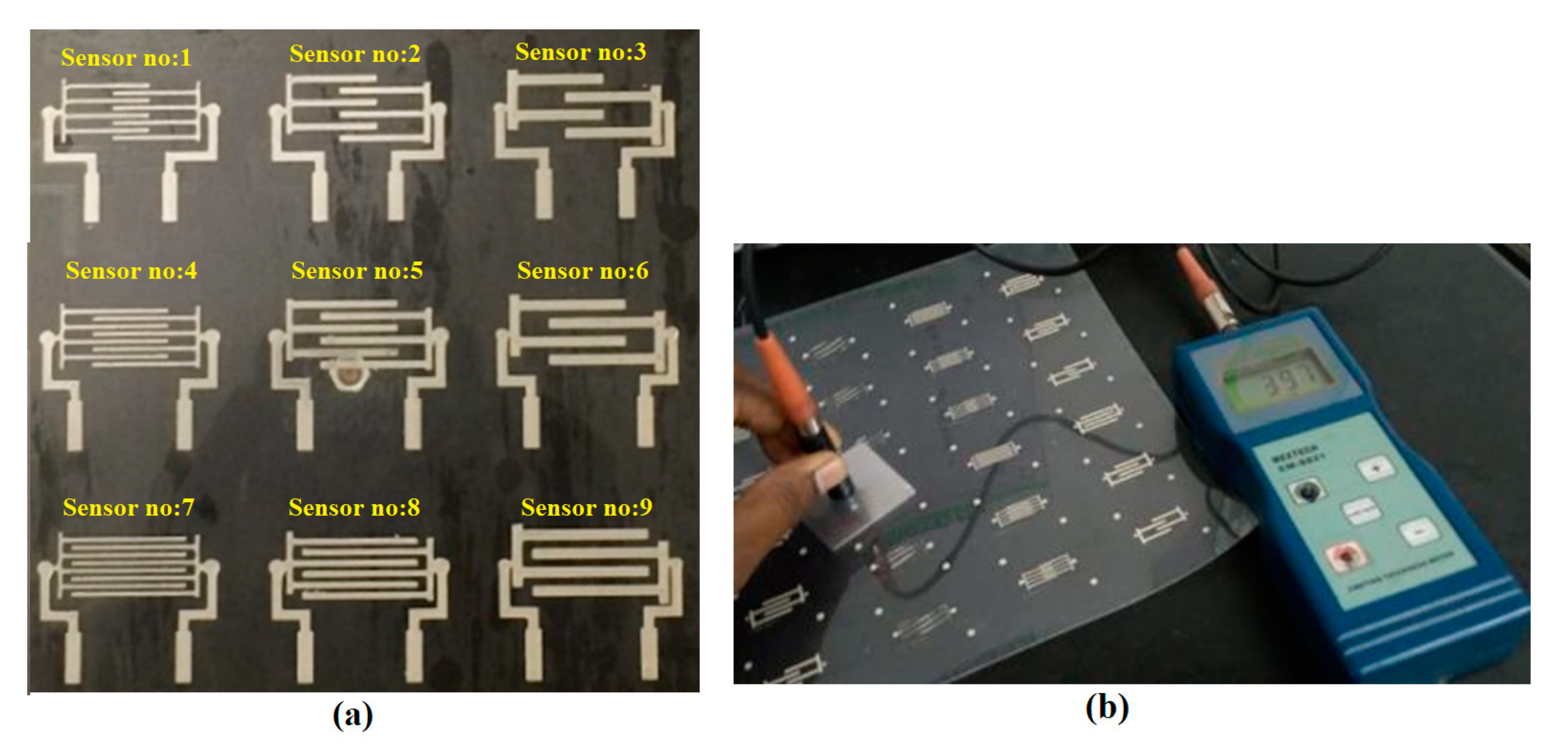
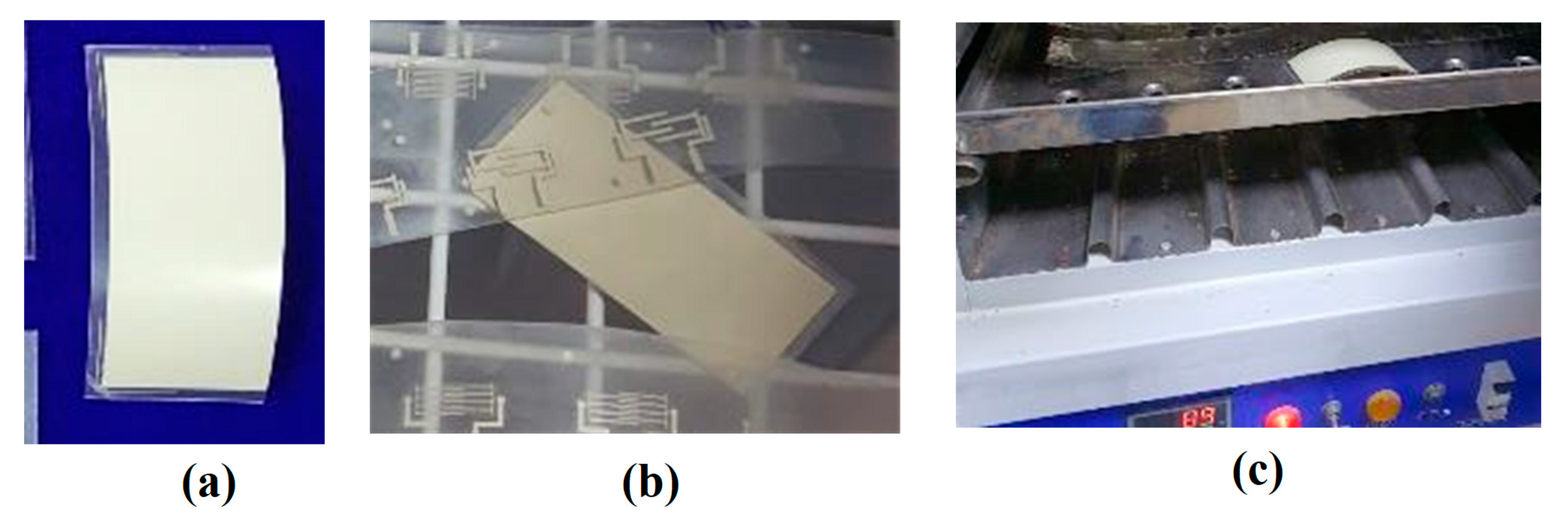
2.1. Fabrication of Silver Printed Flexible Capacitive Sensor
2.2. TGR Optimization for Flexible Printed Sensors
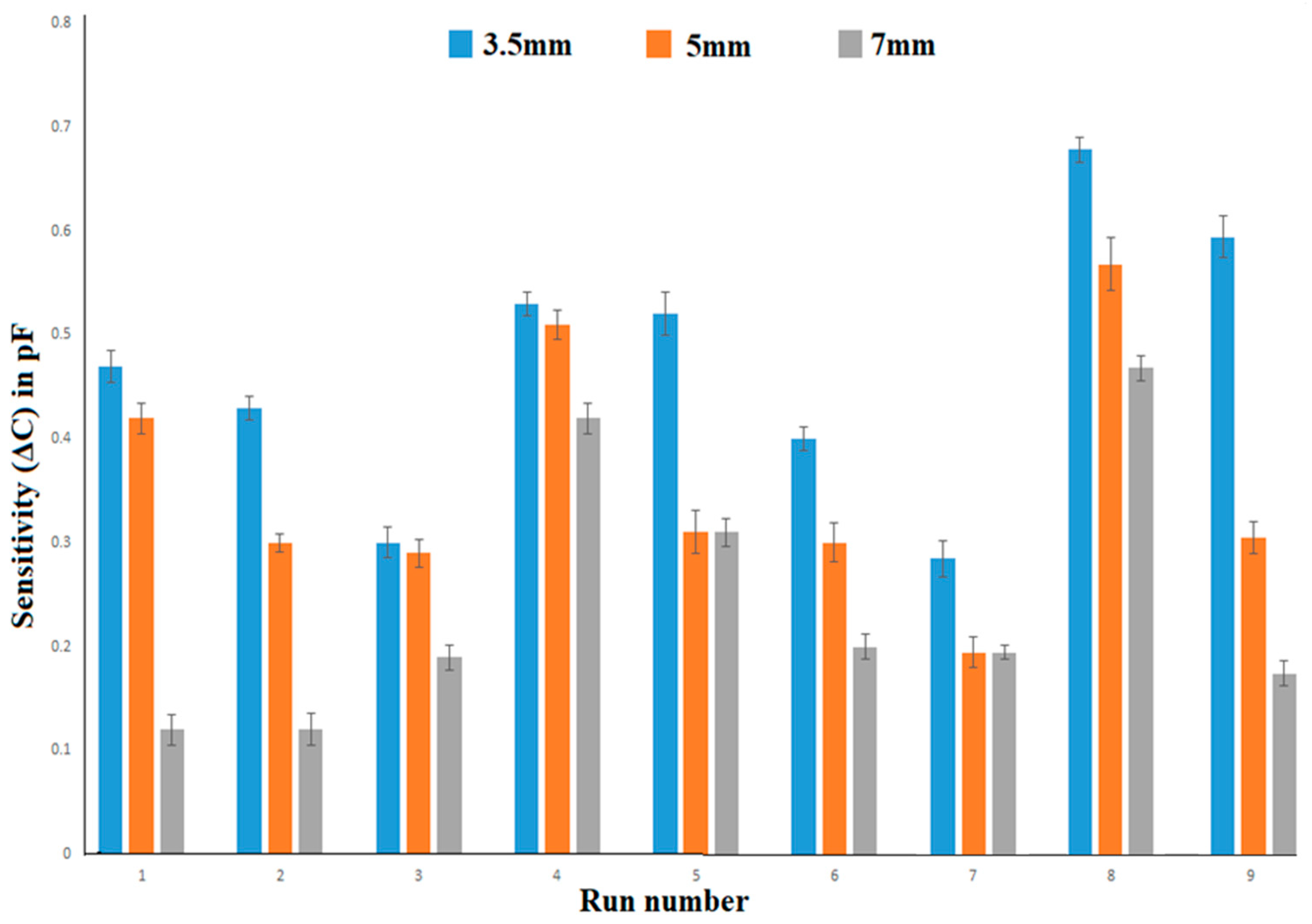
2.3. Measurement of Performance Measures
3. Results and Discussion
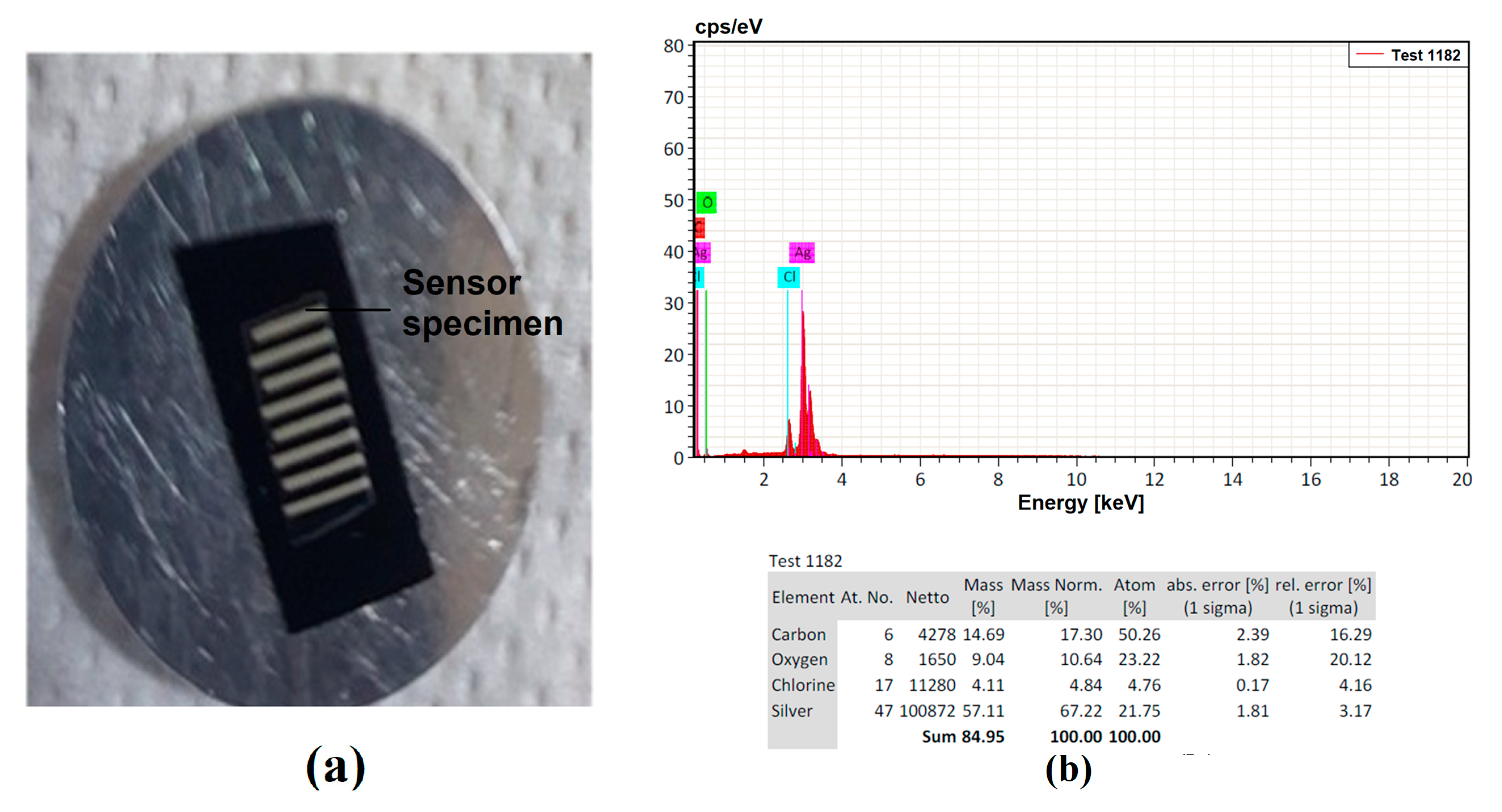
3.1. Characterization of Fabricated Printed Sensors
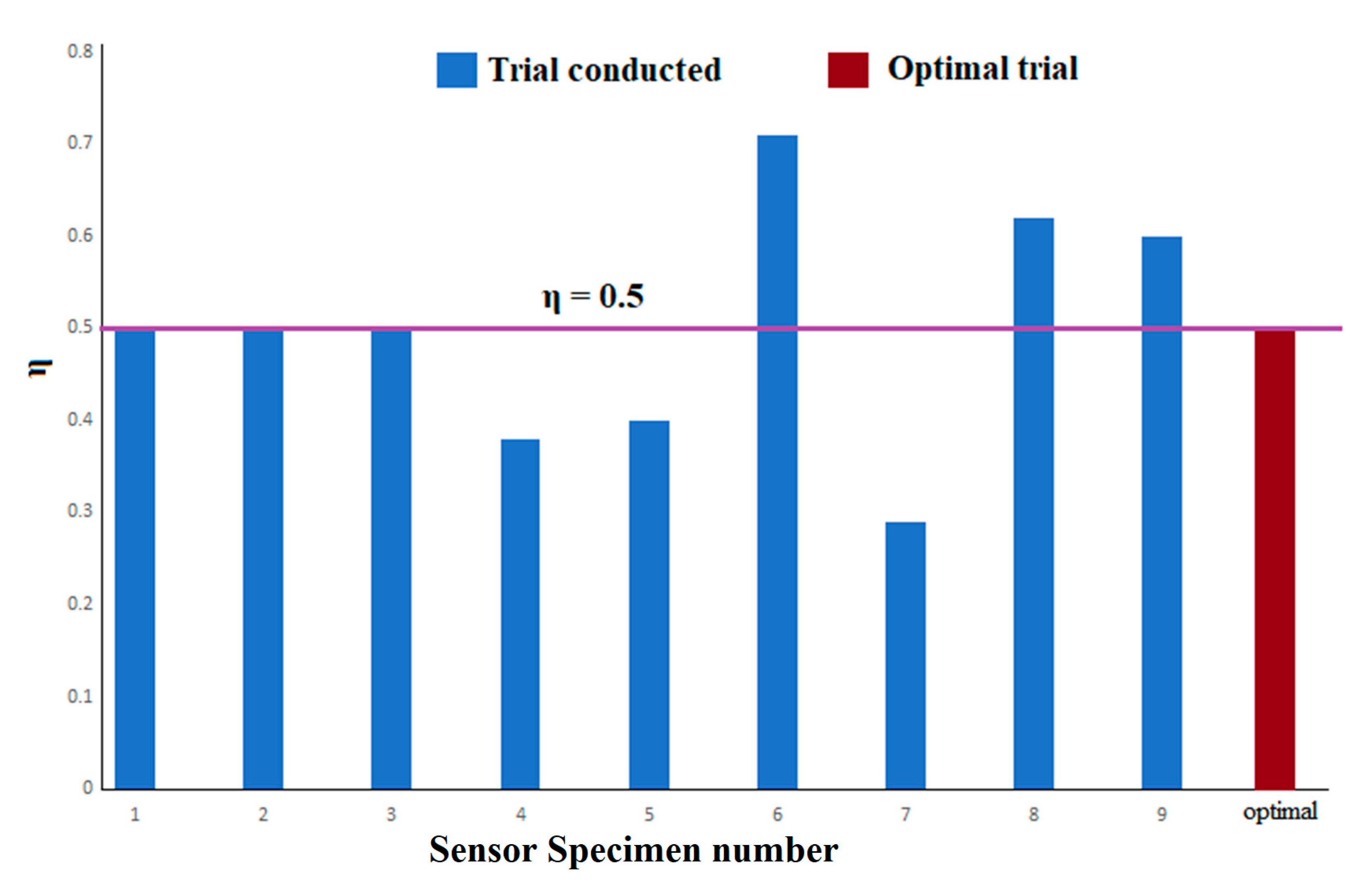
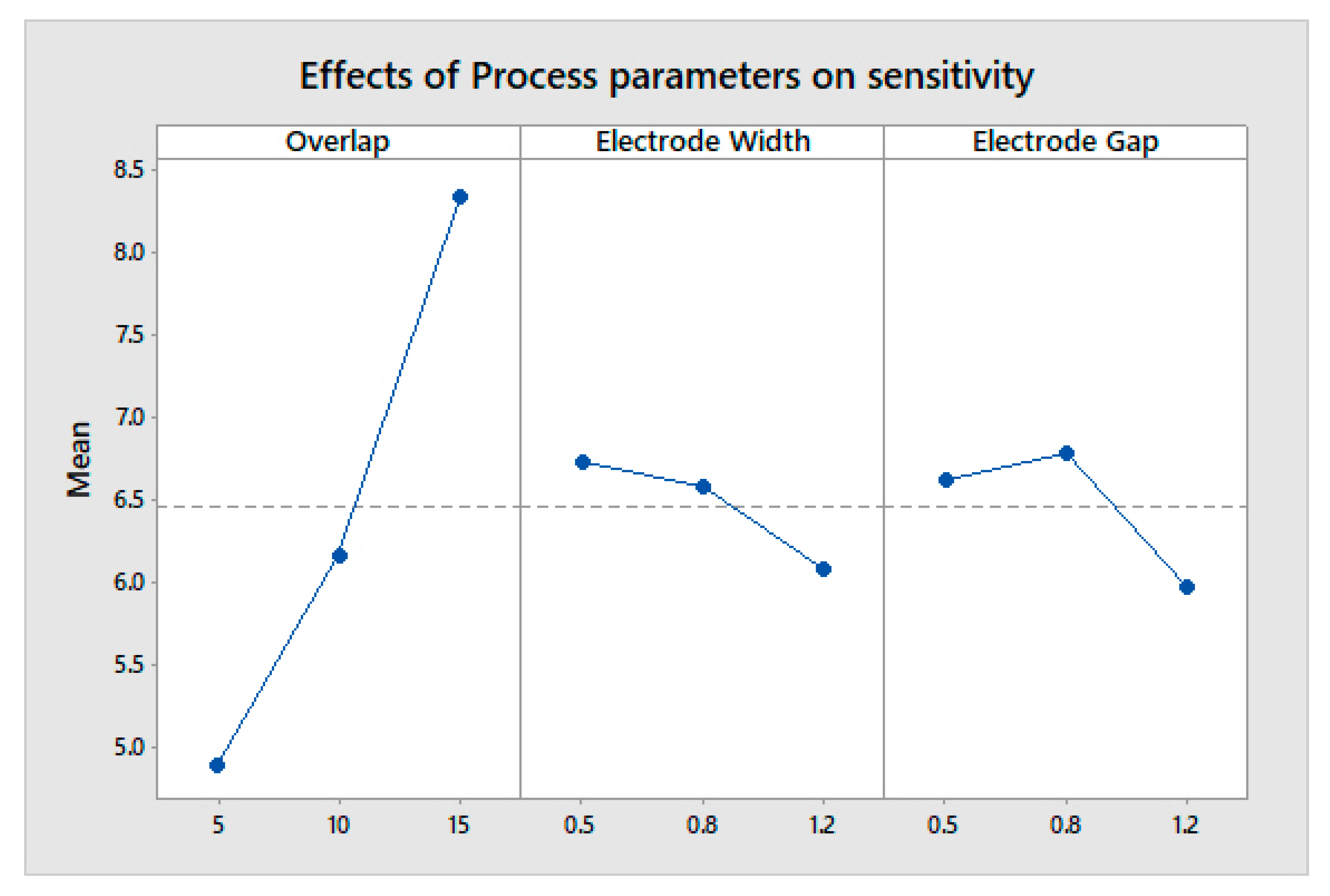
3.2. Computation of Optimal Process Factors
3.3. Effect of Temperature on FPSs
4. Conclusions
- ➢
- The Ag nanoparticle conductive track-based interdigitated pattern with polycarbonate printed sensors offers considerable sensing ability.
- ➢
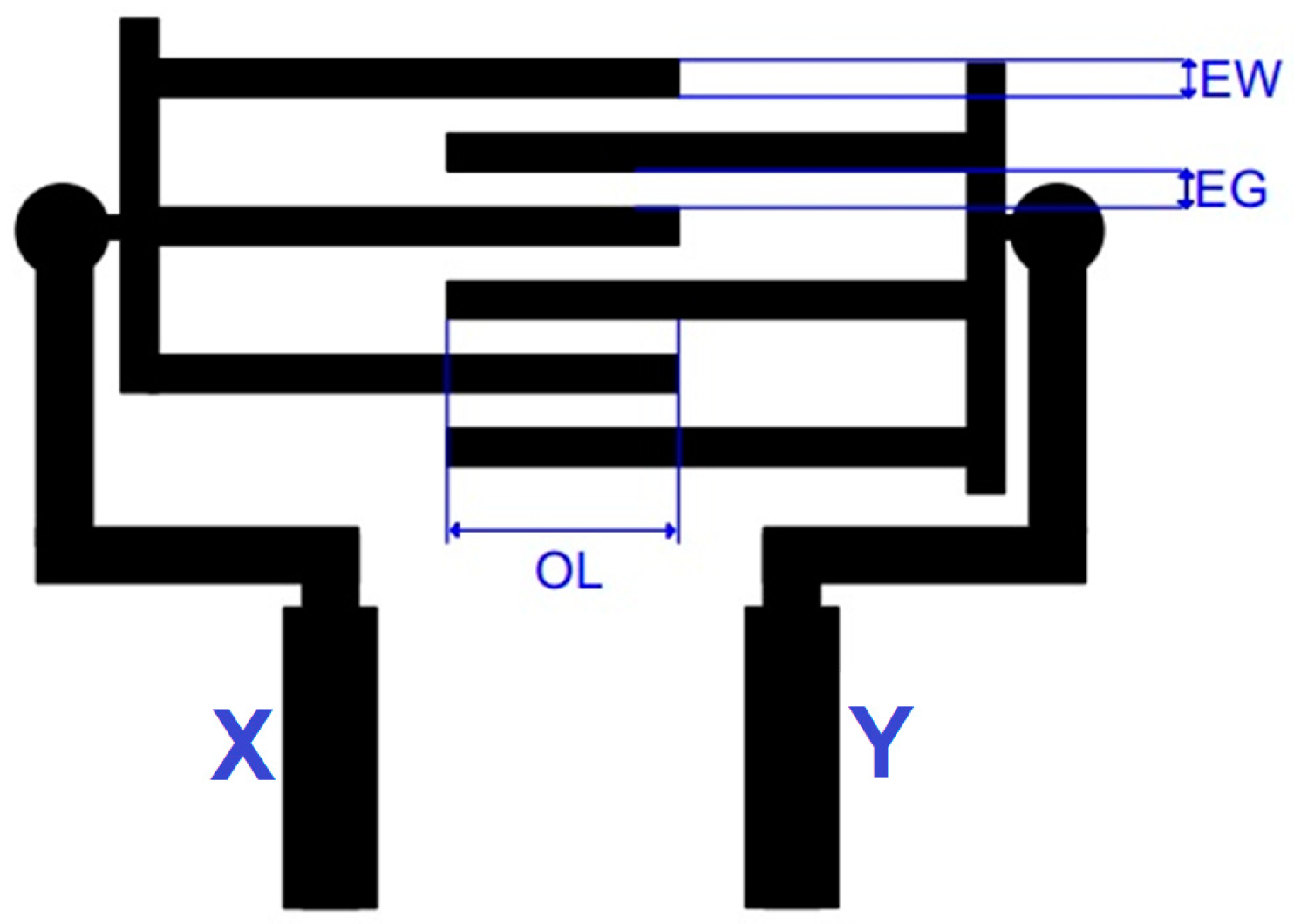
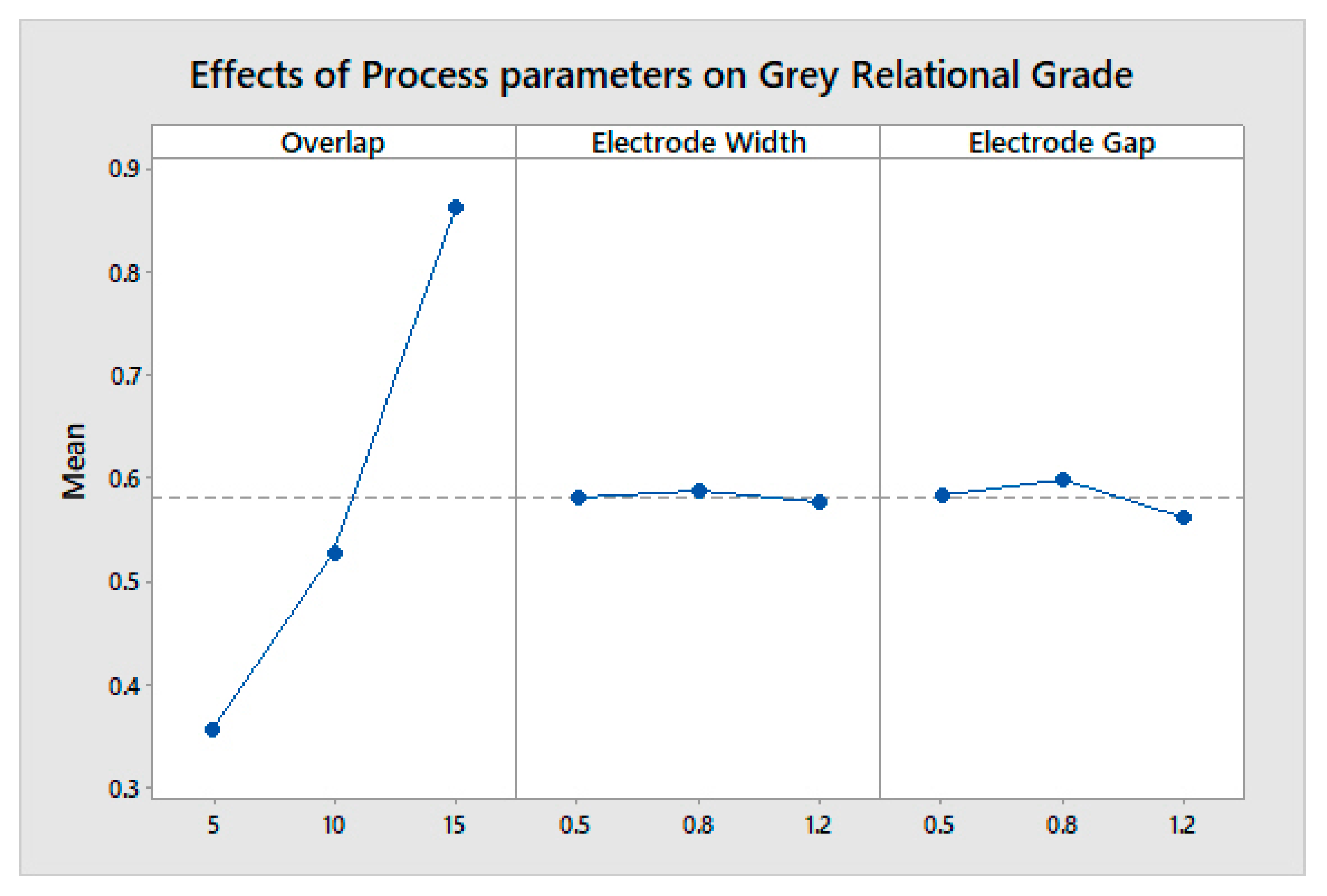
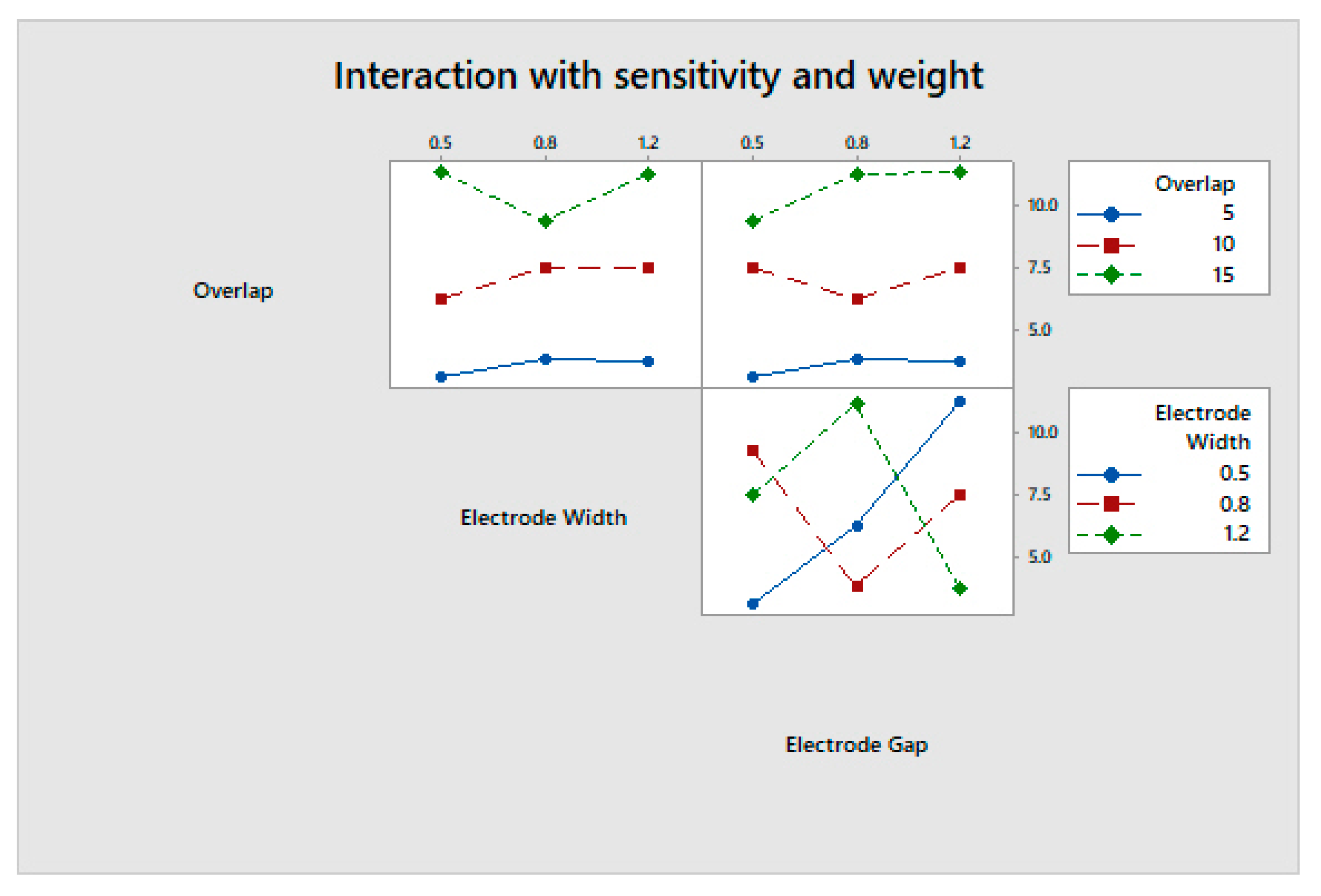
- The interdigitated design with an overlap of 15 mm, electrode line width of 0.8 mm, and electrode gap of 0.8 mm produces a higher change in capacitance and a lower weight.
- ➢
- The overlap is more influential to sensor performance, owing to its optimal spatial interpolation.
- ➢
- Further research endeavors can be made which consider different production processes and optimization algorithms for FPSs.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Muthuramalingam, T.; Rabik, M.M.; Saravanakumar, D.; Jaswanth, K. Sensor Integration-Based Approach for Automatic Fork Lift Trucks. IEEE Sens. J. 2018, 18, 736–740. [Google Scholar] [CrossRef]
- Rabik, M.M.; Muthuramalingam, T. Tracking and Locking System for Shooter with Sensory Noise Cancellation. IEEE Sens. J. 2018, 18, 732–735. [Google Scholar] [CrossRef]
- Khan, S.; Lorenzelli, L.; Dahiya, R.S. Technologies for Printing Sensors and Electronics over Large Flexible Substrates: A Review. IEEE Sens. J. 2015, 15, 3164–3185. [Google Scholar] [CrossRef]
- Leenen, M.A.M.; Arning, V.; Thiem, H.; Steiger, J.; Anselmann, R. Printable electronics: Flexibility for the future. Phys. Status Solidi 2009, 206, 588–597. [Google Scholar] [CrossRef]
- Chang, W.-Y.; Fang, T.-H.; Lin, H.-J.; Shen, Y.-T.; Lin, Y.-C. A large area flexible array sensors using screen printing technology. J. Display. Technol. 2009, 5, 178–183. [Google Scholar] [CrossRef]
- Choi, M.-C.; Kim, Y.; Ha, C.-S. Polymers for flexible displays: From material selection to device applications. Prog. Polym. Sci. 2008, 33, 581–630. [Google Scholar] [CrossRef]
- Dobie, A. Flexible PET Substrate for High-Definition Printing of Polymer Thick-Film Conductive Pastes. J. Microelectron. Electron. Packag. 2019, 16, 103–116. [Google Scholar] [CrossRef]
- Srinivasan, K.P.; Muthuramalingam, T. In-depth scrutinization of In- Mold Electronics for Automotive applications. J. Phys. Conf. Ser. 2021, 1969, 012064. [Google Scholar] [CrossRef]
- Mukhopadhyay, S.C. Wearable Sensors for Human Activity Monitoring: A Review. IEEE Sens. J. 2015, 15, 1321–1330. [Google Scholar] [CrossRef]
- Suikkola, J.; Björninen, T.; Mosallaei, M.; Kankkunen, T.; Iso-Ketola, P.; Ukkonen, L.; Vanhala, J.; Mäntysalo, M. Screen-Printing Fabrication and Characterization of Stretchable Electronics. Sci. Rep. 2016, 6, 25784. [Google Scholar] [CrossRef]
- Srinivasan, K.P.; Muthuramalingam, T. Fabrication and Performance Evolution of AgNP Interdigitated Electrode Touch Sensor for Automotive Infotainment. Sensors 2021, 21, 7961. [Google Scholar] [CrossRef] [PubMed]
- Srinivasan, K.P.; Muthuramalingam, T.; Elsheikh, A.H. Fabrication and Performance Analysis of 3D Inkjet Flexible Printed Touch Sensor Based on AgNP Electrode for Infotainment Display. Coatings 2022, 12, 416. [Google Scholar] [CrossRef]
- Srinivasan, K.P.; Muthuramalingam, T.; Elsheikh, A.H. A review of flexible printed sensors for automotive infotainment systems. Arch. Civ. Mech. Eng. 2023, 23, 67. [Google Scholar] [CrossRef]
- Saravanakumar, D.; Sakthivel, G.; Jegadeeshwaran, R.; Pathi, J.L.; Kumar, M.M.; Muthuramalingam, T. Assessment of Vehicle Handling Performance of Drivers Using Machine Learning Algorithms. IEEE Access 2022, 10, 132288–132297. [Google Scholar] [CrossRef]
- Savastano, S. In-Mold Electronics Makes Gains in Automotive, Appliances and More. Printed Electronics Now, Magazine. 2019. Available online: https://www.printedelectronicsnow.com (accessed on 11 January 2020).
- Gong, Y.; Cha, K.J.; Park, J.M. Deformation characteristics and resistance distribution in thermoforming of printed electrical circuits for in-mold electronics application. Int. J. Adv. Manuf. Technol. 2020, 108, 749–758. [Google Scholar] [CrossRef]
- Rao, R.V.K.; Abhinav, K.V.; Karthik, P.S.; Singh, S.P. Conductive silver inks and their applications in printed and flexible electronics. RSC Adv. 2015, 5, 77760–77790. [Google Scholar] [CrossRef]
- Srinivasan, K.P.; Muthuramalingam, T. Design, Fabrication, and Crack Analysis of Silver Track Printed Flexible Sensor for Automobile Infotainment Application. IEEE Sens. J. 2021, 21, 13910–13915. [Google Scholar] [CrossRef]
- Duan, D.; Li, S.; Zhang, R.; Hu, W. Evaluation of adhesion between coating and substrate by a single pendulum impact scratch test. Thin Solid Film. 2006, 515, 2244–2250. [Google Scholar] [CrossRef]
- Van Mieghem, B.; Desplentere, F.; Van Bael, A.; Ivens, J. Improvements in thermoforming simulation by use of 3D digital image correlation. Express Polym. Lett. 2015, 9, 119–128. [Google Scholar] [CrossRef]
- Jin, H.; Jung, S.; Kim, J.; Heo, S.; Lim, J.; Park, W.; Chu, H.Y. Stretchable dual-capacitor multi-sensor for touch curvature-pressure-strain sensing. Sci. Rep. 2017, 7, 10854. [Google Scholar] [CrossRef]
- Shanmugam, R.; Ramoni, M.; Thangamani, G.; Thangaraj, M. Influence of Additive Manufactured Stainless Steel Tool Electrode on Machinability of Beta Titanium Alloy. Metals. 2021, 11, 778. [Google Scholar] [CrossRef]
- Vasanth, S.; Muthuramalingam, T. Application of laser power diode on leather cutting and optimization for better environmental quality measures. Arch. Civ. Mech. Eng. 2021, 21, 54. [Google Scholar] [CrossRef]
- Muthuramalingam, T.; Moiduddin, K.; Akash, R.; Krishnan, S.; Mian, S.H.; Ameen, W.; Alkhalefah, H. Influence of process parameters on dimensional accuracy of machined Titanium (Ti-6Al-4V) alloy in Laser Beam Machining Process. Opt. Laser Technol. 2020, 132, 106494. [Google Scholar] [CrossRef]
- Feng, F.; Liu, Y.; Chen, Y. Effects of Quantity and Size of Buttons of In-Vehicle Touch Screen on Drivers’ Eye Glance Behavior. Int. J. Hum. Comput. Interact. 2018, 34, 1105–1118. [Google Scholar] [CrossRef]
- Phan, N.H.; Muthuramalingam, T.; Vu, N.N.; Tuan, N.Q. Influence of micro size titanium powder-mixed dielectric medium on surface quality measures in EDM process. Int. J. Adv. Manuf. Technol. 2020, 109, 797–807. [Google Scholar] [CrossRef]
- Muthuramalingam, T.; Mohan, B. Application of Taguchi-grey multi responses optimization on process parameters in electro erosion. Measurement 2014, 58, 495–502. [Google Scholar] [CrossRef]
- Muthuramalingam, T. Effect of diluted dielectric medium on spark energy in green EDM process using TGRA approach. J. Clean. Prod. 2019, 238, 117894. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Technology | Resistive | Projected Capacitive (PCap) | Surface Wave Acoustic (SAW) | Infrared |
|---|---|---|---|---|
| Method | Mechanical | Electrical | Acoustic | Optical |
| Principle | Mechanical pressure to activate | Electric field | Ultrasonic | Interruption |
| Light Transmittance | Max 70% | >88% | 90–92% | 92–99% |
| Resolution | Moderated | High | High | Low |
| Detection of Sensor | Volt | Capacitance | Delay in time response | Presence of light |
| Response Time | <10 ms | <15 ms | 10 ms | <20 ms |
| Activation Force | 10–100 g | Forceless | 10–100 g | Forceless |
| Printed Sensor Number | OL (mm) | EW (mm) | EG (mm) | ΔC (pF) | Weight (mg) |
|---|---|---|---|---|---|
| 1 | 5 | 0.5 | 0.5 | 5.3 | 3.12 |
| 2 | 5 | 0.8 | 0.8 | 4.79 | 3.767 |
| 3 | 5 | 1.2 | 1.2 | 4.59 | 3.744 |
| 4 | 10 | 0.5 | 0.8 | 7.31 | 6.24 |
| 5 | 10 | 0.8 | 1.2 | 5.77 | 7.492 |
| 6 | 10 | 1.2 | 0.5 | 5.4 | 7.488 |
| 7 | 15 | 0.5 | 1.2 | 7.56 | 11.287 |
| 8 | 15 | 0.8 | 0.5 | 9.17 | 9.36 |
| 9 | 15 | 1.2 | 0.8 | 8.26 | 11.232 |
| Printed Sensor Number | S/N Ratio | N S/N Ratio | ||
|---|---|---|---|---|
| ΔC | Weight | ΔC | Weight | |
| 1 | 14.4855 | −9.8831 | 0.2078 | 0.0000 |
| 2 | 13.6067 | −11.5199 | 0.0616 | 0.1466 |
| 3 | 13.2363 | −11.4667 | 0.0000 | 0.1418 |
| 4 | 17.2783 | −15.9037 | 0.6724 | 0.5391 |
| 5 | 15.2235 | −17.4920 | 0.3306 | 0.6813 |
| 6 | 14.6479 | −17.4873 | 0.2348 | 0.6809 |
| 7 | 17.5704 | −21.0516 | 0.7210 | 1.0000 |
| 8 | 19.2474 | −19.4255 | 1.0000 | 0.8544 |
| 9 | 18.3396 | −21.0091 | 0.8490 | 0.9962 |
| Specimen Number | Grey Coefficient | Gn | Rank | |
|---|---|---|---|---|
| ΔC | Weight | |||
| 1 | 0.3869 | 0.3333 | 0.3601 | 7 |
| 2 | 0.3476 | 0.3694 | 0.3585 | 8 |
| 3 | 0.3333 | 0.3681 | 0.3507 | 9 |
| 4 | 0.6042 | 0.5203 | 0.5623 | 4 |
| 5 | 0.4276 | 0.6107 | 0.5191 | 5 |
| 6 | 0.3952 | 0.6104 | 0.5028 | 6 |
| 7 | 0.6419 | 1.0000 | 0.8209 | 3 |
| 8 | 1.0000 | 0.7745 | 0.8872 | 1 |
| 9 | 0.7680 | 0.9925 | 0.8802 | 2 |
| Factor | Level 1 | Level 2 | Level 3 | Max–Min |
|---|---|---|---|---|
| OL | 0.3565 | 0.5281 | 0.8628 | 0.5063 |
| EL | 0.5811 | 0.5883 | 0.5779 | 0.0104 |
| EG | 0.5834 | 0.6003 | 0.4349 | 0.1654 |
| Factor | Level | Values |
|---|---|---|
| Overlap | 3 | 15 mm |
| Line width | 2 | 0.8 mm |
| Electrode Gap | 2 | 0.8 mm |
| Printed Sensor Number | Overlap (OL) | Electrode Width (EW) | Electrode Gap (EG) | η (Metallization) |
|---|---|---|---|---|
| 1 | 5 | 0.5 | 0.5 | 0.50 |
| 2 | 5 | 0.8 | 0.8 | 0.50 |
| 3 | 5 | 1.2 | 1.2 | 0.50 |
| 4 | 10 | 0.5 | 0.8 | 0.38 |
| 5 | 10 | 0.8 | 1.2 | 0.40 |
| 6 | 10 | 1.2 | 0.5 | 0.71 |
| 7 | 15 | 0.5 | 1.2 | 0.29 |
| 8 | 15 | 0.8 | 0.5 | 0.62 |
| 9 | 15 | 1.2 | 0.8 | 0.60 |
| Optimal | 15 | 0.5 | 0.5 | 0.50 |
| Performance of Sensor@Temperature Test (−40 °C and 85 °C) | ||||
|---|---|---|---|---|
| Sl. No. | Influencing Parameters | Results Comparison | Interpretation | |
| Before Test | After Test | |||
| 1 | Performance of Sensor in terms of Sheet Resistance in Ohms | 0.14 | 0.09 | Sheet resistance has improved in terms of improved touch sensitivity |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Palanisamy, S.; Thangaraj, M.; Moiduddin, K.; Alkhalefah, H.; Karmiris-Obratański, P.; Chin, C.S. Design, Fabrication, and Optimization of a Printed Ag Nanoparticle-Based Flexible Capacitive Sensor for Automotive IVI Bezel Display Applications. Sensors 2023, 23, 4211. https://doi.org/10.3390/s23094211
Palanisamy S, Thangaraj M, Moiduddin K, Alkhalefah H, Karmiris-Obratański P, Chin CS. Design, Fabrication, and Optimization of a Printed Ag Nanoparticle-Based Flexible Capacitive Sensor for Automotive IVI Bezel Display Applications. Sensors. 2023; 23(9):4211. https://doi.org/10.3390/s23094211
Chicago/Turabian StylePalanisamy, Srinivasan, Muthuramalingam Thangaraj, Khaja Moiduddin, Hisham Alkhalefah, Panagiotis Karmiris-Obratański, and Cheng Siong Chin. 2023. "Design, Fabrication, and Optimization of a Printed Ag Nanoparticle-Based Flexible Capacitive Sensor for Automotive IVI Bezel Display Applications" Sensors 23, no. 9: 4211. https://doi.org/10.3390/s23094211
APA StylePalanisamy, S., Thangaraj, M., Moiduddin, K., Alkhalefah, H., Karmiris-Obratański, P., & Chin, C. S. (2023). Design, Fabrication, and Optimization of a Printed Ag Nanoparticle-Based Flexible Capacitive Sensor for Automotive IVI Bezel Display Applications. Sensors, 23(9), 4211. https://doi.org/10.3390/s23094211