
On-Machine LTS Integration for Layer-Wise Surface Quality Characterization in MEX/P

 , , , , and
, , , , and
Abstract
:1. Introduction
2. Integration of the LTS in a Test Bench
2.1. LTS Characteristics
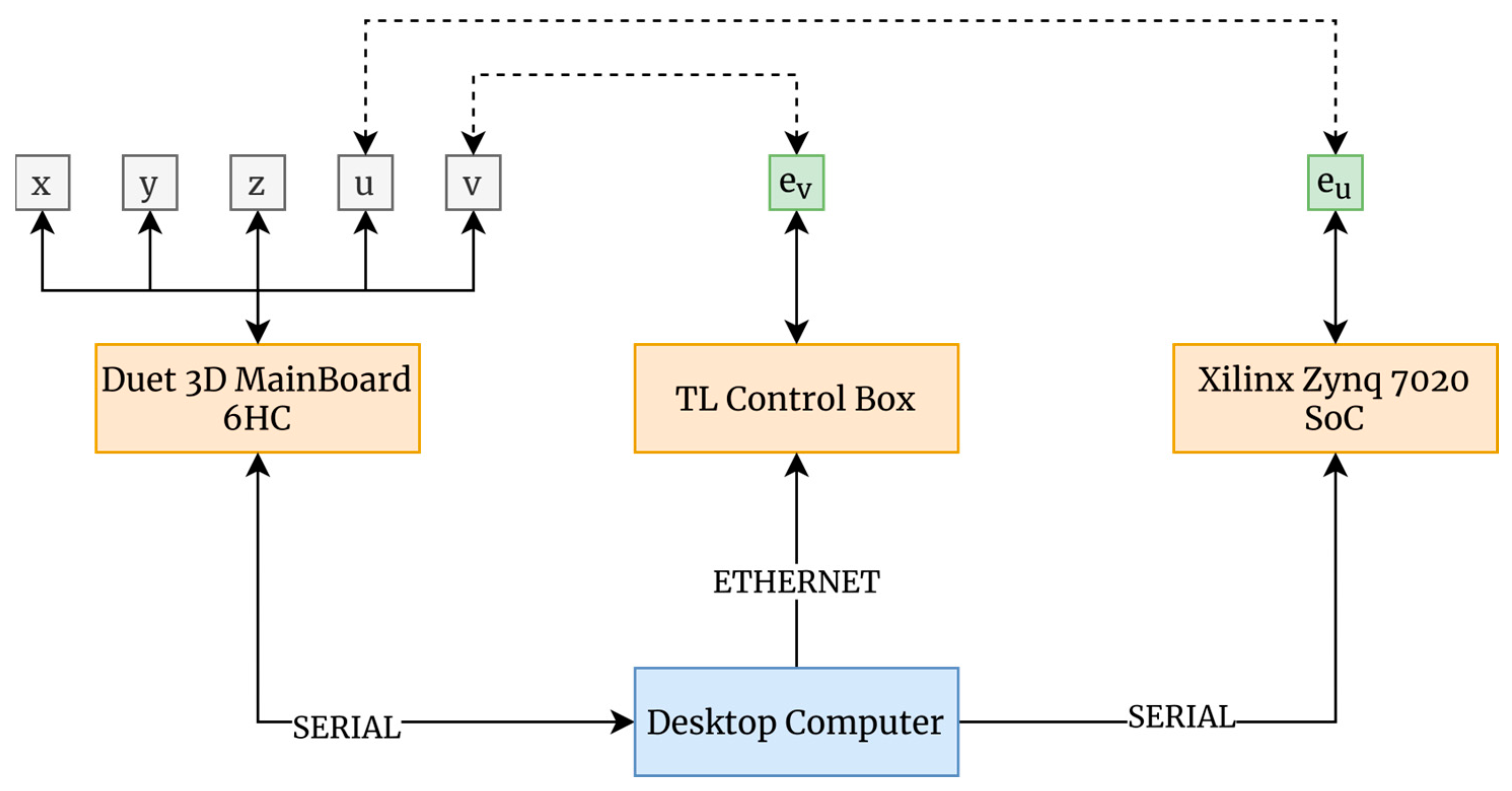
2.2. LTS Integration
2.3. Extrinsic Calibration
3. Strategy for Quality Characterization of a Given Layer
3.1. Scanning Procedure
- Determine target layer contour geometry and retrieve the correspondent information from the manufacturing file.
- Extract the axis-aligned bounding box (AABB) that completely encloses contour geometry according to the workpiece reference system (Figure 5a).
- Offset the AABB to ensure that the layer geometry is contained in the scanning area.
- Apply the inverse kinematics (IK) described in Section 2.3 to the modified AABB and calculate the UV coordinates.
- Calculate a scanning profile length (Rp) that is at least 10% shorter than the theoretical length.
- Utilizing this Rp, along with the calculated UV coordinates, define the scanning and repositioning paths.
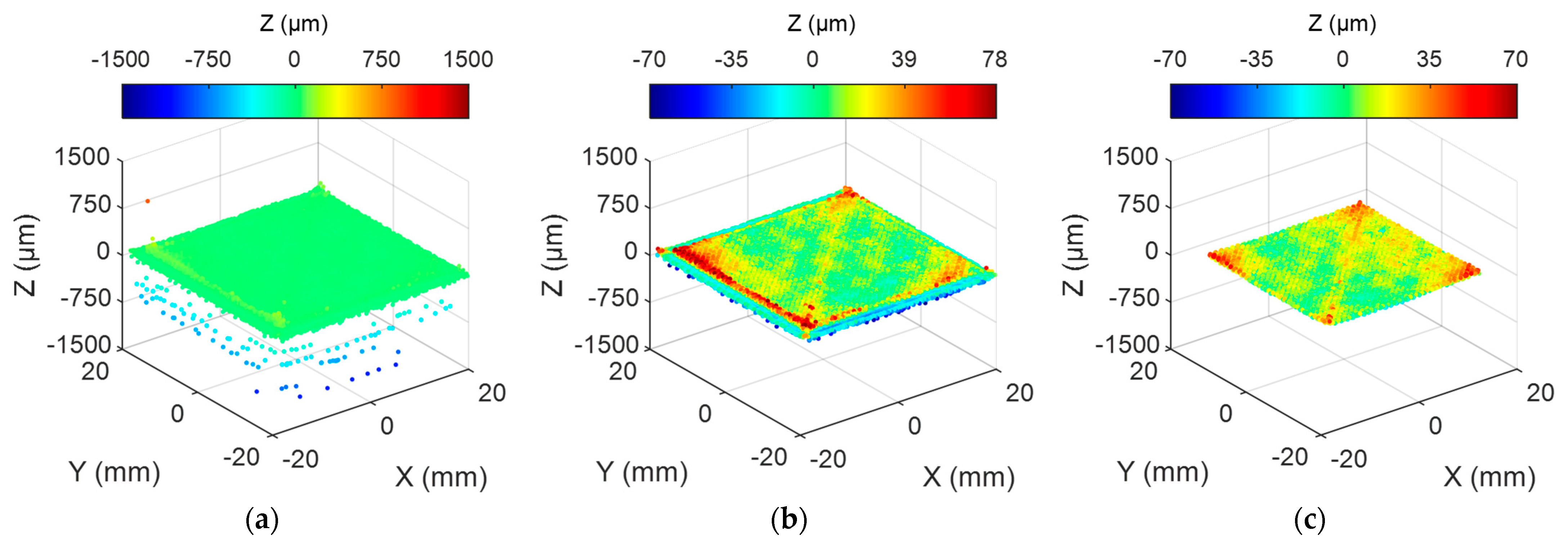
3.2. Pre-Processing of Topographic Data
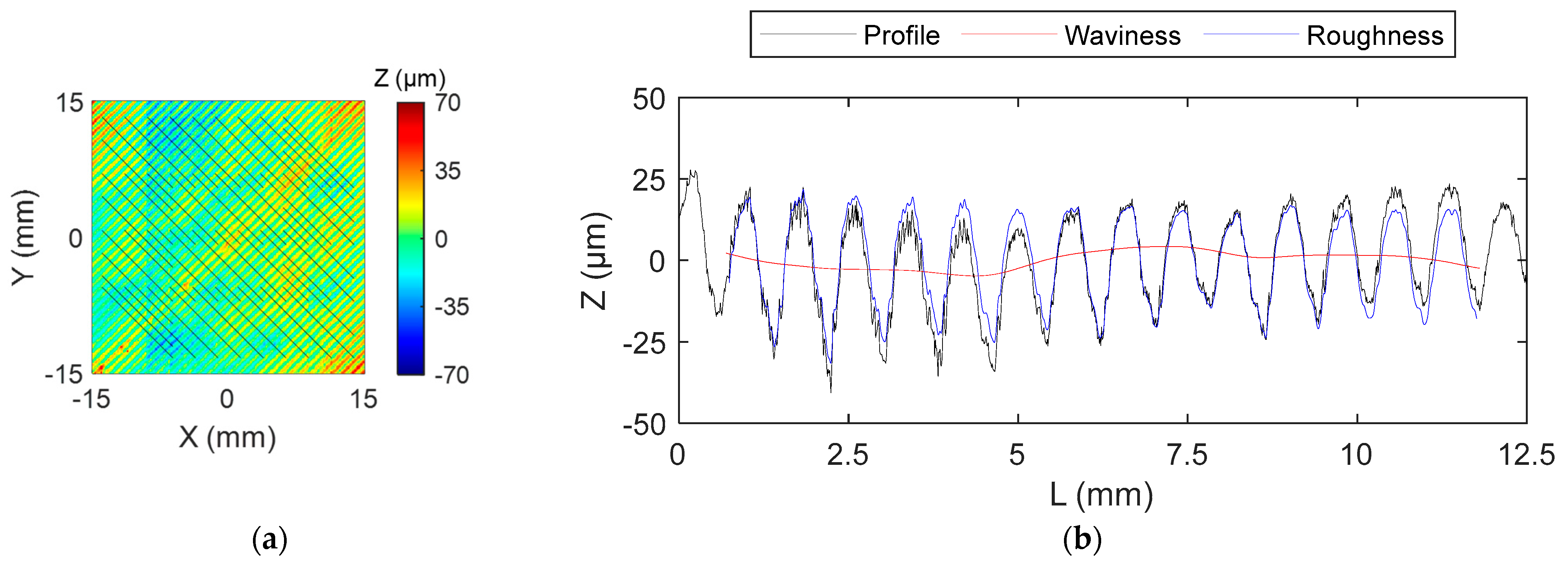
3.3. Calculation of Surface Texture Parameters
4. Case Study
4.1. Test Configuration
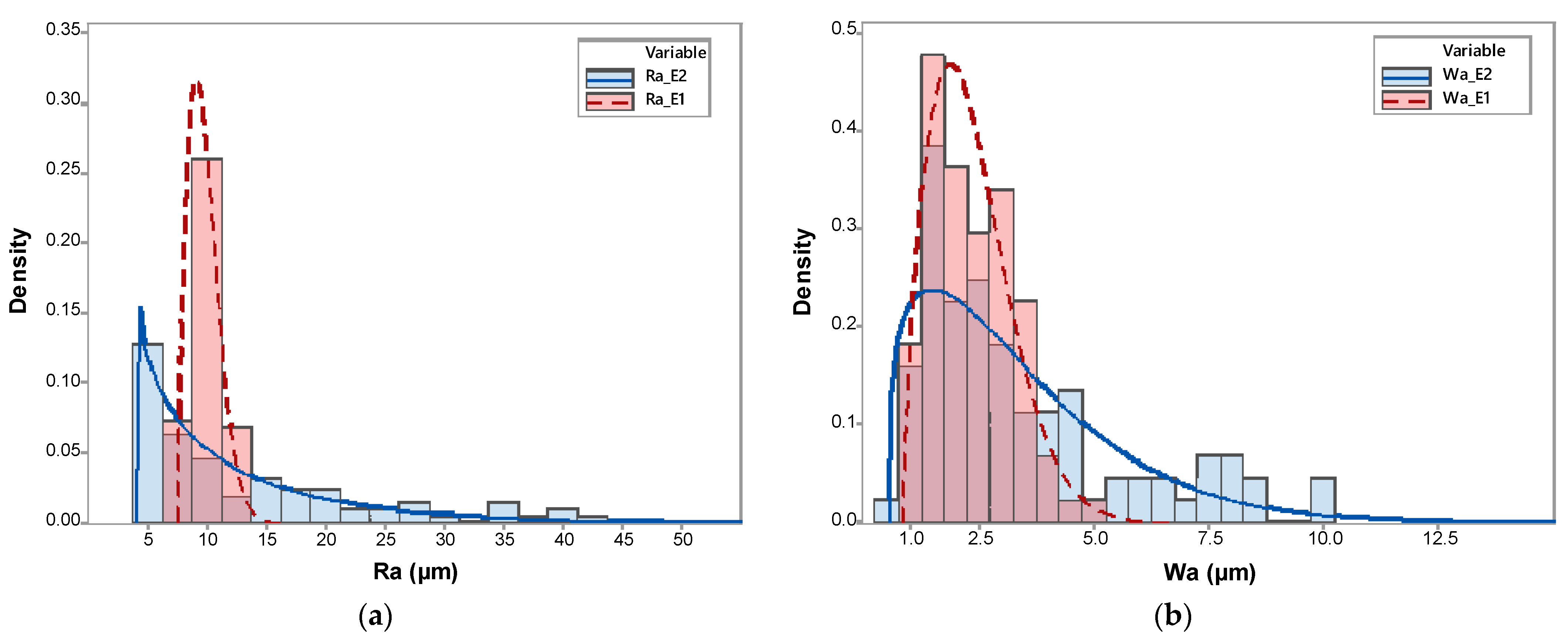
4.2. Results
5. Discussion
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- ISO—ISO/ASTM 52900:2021; Additive Manufacturing—General Principles—Fundamentals and Vocabulary. International Organization for Standardization (ISO): Geneva, Switzerland, 2021.
- 3D Printing Trend Report 2022. Market Changes and Technological Shifts in the 3D Printing Market. Protolab Networks: Amsterdam, The Netherlands. Available online: https://amfg.ai/2022/12/23/additive-manufacturing-in-2022-the-ultimate-rundown/ (accessed on 12 March 2024).
- Thomas-Seale, L.E.J.; Kirkman-Brown, J.C.; Attallah, M.M.; Espino, D.M.; Shepherd, D.E.T. The Barriers to the Progression of Additive Manufacture: Perspectives from UK Industry. Int. J. Prod. Econ. 2018, 198, 104–118. [Google Scholar] [CrossRef]
- Ronchini, A.; Moretto, A.M.; Caniato, F. Adoption of additive manufacturing technology: Drivers, barriers and impacts on upstream supply chain design. Int. J. Phys. Distrib. Logist. Manag. 2023, 53, 532–554. [Google Scholar] [CrossRef]
- Wohlers, T. Wholers Report 2012—Additive Manufacturing and 3D Printing State of the Industry; Annual Worldwide Progress Report; Wholers Associates: Fort Collins, CO, USA, 2012. [Google Scholar]
- Ye, D.; Hong, G.S.; Zhang, Y.; Zhu, K.; Fuh, J.Y.H. Defect detection in selective laser melting technology by acoustic signals with deep belief networks. Int. J. Adv. Manuf. Technol. 2018, 96, 2791–2801. [Google Scholar] [CrossRef]
- Li, Q.; Huang, T.; Liu, J.; Tan, L. Time-series vision transformer based on cross space-time attention for fault diagnosis in fused deposition modelling with reconstruction of layer-wise data. J. Manuf. Process. 2024, 115, 240–255. [Google Scholar] [CrossRef]
- Beltrán, N.; Blanco, D.; Álvarez, B.J.; Noriega, Á.; Fernández, P. Dimensional and geometrical quality enhancement in additively manufactured parts: Systematic framework and a case study. Materials 2019, 12, 3937. [Google Scholar] [CrossRef]
- Zubayer, M.H.; Xiong, Y.; Wang, Y.; Imdadul, H.M. Enhancing additive manufacturing precision: Intelligent inspection and optimization for defect-free continuous carbon fibre-reinforced polymer. Compos. Part C Open Access 2024, 14, 100451. [Google Scholar] [CrossRef]
- Wang, W.; Van Keulen, F.; Wu, J. Fabrication sequence optimization for minimizing distortion in multi-axis additive manufacturing. Comput. Methods Appl. Mech. Eng. 2023, 406, 115899. [Google Scholar] [CrossRef]
- Oleff, A.; Küster, B.; Stonis, M.; Overmeyer, L. Process monitoring for material extrusion additive manufacturing: A state-of-the-art review. Prog. Addit. Manuf. 2021, 6, 705–730. [Google Scholar] [CrossRef]
- Fang, Q.; Xiong, G.; Zhou, M.; Tamir, T.S.; Yan, C.-B.; Wu, H.; Shen, Z.; Wang, F.-Y. Process monitoring, diagnosis and control of additive manufacturing. IEEE Trans. Automat. Sci. Eng. 2024, 21, 1041–1067. [Google Scholar] [CrossRef]
- Liao, J.; Shen, Z.; Xiong, G.; Liu, C.; Luo, C.; Lu, J. Preliminary study on fault diagnosis and intelligent learning of fused deposition modeling (FDM) 3D Printer. In Proceedings of the 2019 14th IEEE Conference on Industrial Electronics and Applications (ICIEA), Xi’an, China, 19–21 June 2019; pp. 2098–2102. [Google Scholar]
- Gunther, S.M. Quality Control of Additive Manufactured Parts, WIPO 2015. WO 2015/009397A1, 22 January 2015. [Google Scholar]
- Brion, D.A.J.; Pattinson, S.W. Generalisable 3D printing error detection and correction via multi-head neural networks. Nat. Commun. 2022, 13, 4654. [Google Scholar] [CrossRef]
- Armstrong, A.A.; Norato, J.; Alleyne, A.G.; Wagoner Johnson, A.J. Direct process feedback in extrusion-based 3D bioprinting. Biofabrication 2019, 12, 015017. [Google Scholar] [CrossRef]
- Chen, S.; Yang, Y.; Liu, S.; Duan, M. In-situ additive manufacturing deposition trajectory monitoring and compensation with thermal camera. Addit. Manuf. 2023, 78, 103820. [Google Scholar] [CrossRef]
- Zhang, J.; Meng, F.; Ferraris, E. Temperature gradient at the nozzle outlet in material extrusion additive manufacturing with thermoplastic filament. Addit. Manuf. 2023, 73, 103660. [Google Scholar] [CrossRef]
- Roach, D.J.; Rohskopf, A.; Leguizamon, S.; Appelhans, L.; Cook, A.W. Invertible neural networks for real-time control of extrusion additive manufacturing. Addit. Manuf. 2023, 74, 103742. [Google Scholar] [CrossRef]
- Spitaels, L.; Nieto Fuentes, E.; Rivière-Lorphèvre, E.; Arrazola, P.-J.; Ducobu, F. A systematic method for assessing the machine performance of material extrusion printers. J. Manuf. Mater. Process. 2024, 8, 36. [Google Scholar] [CrossRef]
- Xu, P.; Yao, X.; Chen, L.; Zhao, C.; Liu, K.; Moon, S.K.; Bi, G. In-process adaptive dimension correction strategy for laser aided additive manufacturing using laser line scanning. J. Mater. Process. Technol. 2022, 303, 117544. [Google Scholar] [CrossRef]
- Qin, L.; Zhao, D.; Wang, W.; Yang, G. Geometric defects identification and deviation compensation in laser deposition manufacturing. Opt. Laser Technol. 2022, 155, 108374. [Google Scholar] [CrossRef]
- Borish, M.; Post, B.K.; Roschli, A.; Chesser, P.C.; Love, L.J.; Gaul, K.T. defect identification and mitigation via visual inspection in large-scale additive manufacturing. JOM 2019, 71, 893–899. [Google Scholar] [CrossRef]
- Lu, Y.; Wang, Y. Monitoring temperature in additive manufacturing with physics-based compressive sensing. J. Manuf. Syst. 2018, 48, 60–70. [Google Scholar] [CrossRef]
- Huang, T.; Wang, S.; Yang, S.; Dai, W. Statistical process monitoring in a specified period for the image data of fused deposition modeling parts with consistent layers. J. Intell. Manuf. 2021, 32, 2181–2196. [Google Scholar] [CrossRef]
- Oleff, A.; Küster, B.; Overmeyer, L. Determination of quality classes for material extrusion additive manufacturing using image processing. J. Adv. Manuf. Technol. 2024, 132, 1585–1598. [Google Scholar] [CrossRef]
- Faes, M.; Vogeler, F.; Coppens, K.; Valkenaers, H.; Ferraris, E.; Abbeloos, W.; Goedemé, T. Process monitoring of extrusion based 3D printing via laser scanning. In Proceedings of the International Conference on Polymers and Moulds Innovations—PMI 2014, Guimaraes, Portugal, 10–12 September 2014; Available online: https://arxiv.org/abs/1612.02219 (accessed on 14 March 2024).
- Lyu, J.; Manoochehri, S. Online convolutional neural network-based anomaly detection and quality control for fused filament fabrication process. Virt. Phys. Prototyp. 2021, 16, 160–177. [Google Scholar] [CrossRef]
- Lishchenko, N.; Pite’, J.; Larshin, V. Online monitoring of surface quality for diagnostic features in 3D printing. Machines 2022, 10, 541. [Google Scholar] [CrossRef]
- Lin, W.; Shen, H.; Fu, J.; Wu, S. Online quality monitoring in material extrusion additive manufacturing processes based on laser scanning technology. Precis. Eng. 2019, 60, 76–84. [Google Scholar] [CrossRef]
- Magnoni, P.; Rebaioli, L.; Fassi, I.; Pedrocchi, N.; Tosatti, L.M. Robotic am system for plastic materials: Tuning and on-line adjustment of process parameters. Procedia Manuf. 2017, 11, 346–354. [Google Scholar] [CrossRef]
- Yangue, E.; Ye, Z.; Kan, C.; Liu, C. Integrated deep learning-based online layer-wise surface prediction of additive manufacturing. Manuf. Lett. 2023, 35, 760–769. [Google Scholar] [CrossRef]
- Zhao, X.; Lian, Q.; He, Z.; Zhang, S. Region-based online flaw detection of 3D printing via fringe projection. Meas. Sci. Technol. 2019, 31, 035011. [Google Scholar] [CrossRef]
- Preissler, M.; Broghammer, J.; Rosenberger, M.; Notni, G. Inline process monitoring method for geometrical characteristics in additive manufacturing. J. Phys. Conf. Ser. 2018, 1044, 012035. [Google Scholar] [CrossRef]
- Lafirenza, M.; Guerra, M.G.; Lavecchia, F. A layerwise monitoring methodology based on blue laser line profilometer for material extrusion processes. Int. J. Adv. Manuf. Technol. 2023, 127, 5421–5436. [Google Scholar] [CrossRef]
- Moretti, M.; Rossi, A.; Senin, N. In-process inspection of lattice geometry with laser line scanning and optical tomography in fused filament fabrication. Mater. Res. Proc. 2023, 35, 216–224. [Google Scholar]
- Xu, K.; Lyu, J.; Manoochehri, S. In situ process monitoring using acoustic emission and laser scanning techniques based on machine learning models. J. Manuf. Process. 2022, 84, 357–374. [Google Scholar] [CrossRef]
- Akhavan, J.; Lyu, J.; Manoochehri, S. A Deep Learning Solution for Real-Time Quality Assessment and Control in Additive Manufacturing Using Point Cloud Data. J. Intell. Manuf. 2024, 35, 1389–1406. [Google Scholar] [CrossRef]
- Zhao, X.; Li, Q.; Xiao, M.; He, Z. Defect Detection of 3D Printing Surface Based on Geometric Local Domain Features. Int. J. Adv. Manuf. Technol. 2023, 125, 183–194. [Google Scholar] [CrossRef]
- Lyu, J.; Akhavan Taheri Boroujeni, J.; Manoochehri, S. In-Situ Laser-Based Process Monitoring and In-Plane Surface Anomaly Identification for Additive Manufacturing Using Point Cloud and Machine Learning. In Proceedings of the ASME 2021 International Design Engineering Technical Conferences and Computers and Information in Engineering Conference. Volume 2: 41st Computers and Information in Engineering Conference (CIE), Virtual, 17–19 August 2021; American Society of Mechanical Engineers: New York, NY, USA, 2021; p. V002T02A030. [Google Scholar]
- ISO 21920-3:2021; Geometrical Product Specifications (GPS)—Surface Texture: Profile. International Organization for Standardization (ISO): Geneva, Switzerland, 2011.
- Peña, F.; Rico, J.C.; Valino, G.; Zapico, P.; Meana, V.M. A procedure to integrate a cis sensor in an additive manufacturing machine for in-situ digitizing of deposited material layers. IEEE/ASME Trans. Mechatron. 2022, 27, 2690–2698. [Google Scholar] [CrossRef]
- Hocken, R.J.; Pereira, P.H. Coordinate Measuring Machines and Systems; CRC Press: Boca Raton, FL, USA, 2012. [Google Scholar] [CrossRef]
- Huang, C.; Wang, G.; Song, H.; Li, R.; Zhang, H. Rapid surface defects detection in wire and arc additive manufacturing based on laser profilometer. Measurement 2022, 189, 110503. [Google Scholar] [CrossRef]
- Chen, L.; Yao, X.; Xu, P.; Moon, S.K.; Bi, G. Rapid surface defect identification for additive manufacturing with in-situ point cloud processing and machine learning. Virt. Phys. Prototyp. 2021, 16, 50–67. [Google Scholar] [CrossRef]
- ISO 16610-21:2011; Geometrical Product Specifications (GPS)—Filtration—Part 21: Linear Profile Filters: Gaussian Filters. International Organization for Standardization (ISO): Geneva, Switzerland, 2011.
- International Organization for Standardization (ISO). International Classification for Standards; ISO: Geneva, Switzerland, 2015. [Google Scholar]
- Zapico, P.; Valiño, G.; Rico, J.C.; Meana, V.M.; Fernández, P. On-machine non-contact roughness verification system based on conoscopic holography. Precis. Eng. 2022, 73, 115–127. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ref. | Sensor Type | Integration | Repeatability | Quality Characteristic |
|---|---|---|---|---|
| [16] | Keyence LJ-G030 | On-Machine Attached to the manufacturing bridge | 1 µm | Deposition trajectory |
| [27] | Built in-house | On-Machine Attached to the manufacturing bridge | N/A Error > 100 µm | Part height |
| [28] | Keyence LJ-V7200 | Off-Machine Independent structure with linear actuators | 1 µm | Under-extrusion Over-extrusion |
| [29] | Keyence LJ-820 | Off-Machine Fixed to a superstructure | 0.3 µm | Surface texture |
| [30] | Micro-Epsilon scanControl 2600-50 | On-Machine Attached to the manufacturing bridge | N/A Resolution = 50 µm | Severe underfill Severe overfill |
| [31] | N/A | On-Machine Attached to the extruder head | N/A Resolution = 2 µm | Layer height |
| [35] | Micro-Epsilon scanControl 2900-50 BL | Off-Machine Fixed to a superstructure | N/A Resolution = 4 µm | Layer height Defective surface |
| [36] | Built in-house | On-Machine Fixed to the structure | N/A | Layer contour |
| [37] | Keyence LJ-V7200 | Off-Machine Independent structure with linear actuators | 1 µm | Warpage |
| [38,40] | Keyence LJ-V7200 | Off-Machine Independent structure with linear actuators | 1 µm | Under-extrusion Over-extrusion |
| Characteristic | Value |
|---|---|
| Dimensions (L × W × H) (mm) | 44 × 99 × 145 |
| Scan Rate (Hz) | 200–5000 |
| Measurement Range (MR) (mm) | 6.0 |
| Profile Length 1 (mm) | 9.92–10.60 |
| Data Points/Profile (points) | 1710 |
| Profile Resolution (μm/point) | 5.8–6.2 |
| Clearance distance (mm) | 19.0 |
| Repeatability 2 (μm) | 0.2 |
| Linearity 2 (±% of MR) | 0.015 |
| Laser Class | 2M |
| Encoder/Trigger input | TTL |
| Element | Description | Component | Units | Value |
|---|---|---|---|---|
| Offset between LTS and inspection carriage | mm | 48.830 | ||
| −18.492 | ||||
| −0.398 | ||||
| Rotation matrix of LTS | - | −1.0396 | ||
| 0.0128 | ||||
| −0.0041 | ||||
| −0.0009 | ||||
| −0.0264 | ||||
| 0.9885 |
| Parameter | E1 | E2 |
|---|---|---|
| Layer height (mm) | 0.2 | 0.2 |
| Flow rate (%) | 100 | 100 |
| Filament diameter (mm) | 1.75 | 2.85 |
| Top/bottom pattern | Lines | Lines |
| Wall ordering | Outside–inwards | Outside–inwards |
| Extruder Head | Texture Parameter | β | η | γ | (µm) | |
|---|---|---|---|---|---|---|
| Ra | E1 | 1.769 | 2.513 | 7.656 | 9.9 | 1.3 |
| E2 | 0.879 | 8.441 | 4.274 | 13.3 | 10.3 | |
| Wa | E1 | 1.747 | 1.689 | 0.854 | 2.4 | 0.9 |
| E2 | 1.285 | 3.074 | 0.564 | 3.4 | 2.2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fernández, A.; Zapico, P.; Blanco, D.; Peña, F.; Beltrán, N.; Mateos, S. On-Machine LTS Integration for Layer-Wise Surface Quality Characterization in MEX/P. Sensors 2024, 24, 3459. https://doi.org/10.3390/s24113459
Fernández A, Zapico P, Blanco D, Peña F, Beltrán N, Mateos S. On-Machine LTS Integration for Layer-Wise Surface Quality Characterization in MEX/P. Sensors. 2024; 24(11):3459. https://doi.org/10.3390/s24113459
Chicago/Turabian StyleFernández, Alejandro, Pablo Zapico, David Blanco, Fernando Peña, Natalia Beltrán, and Sabino Mateos. 2024. "On-Machine LTS Integration for Layer-Wise Surface Quality Characterization in MEX/P" Sensors 24, no. 11: 3459. https://doi.org/10.3390/s24113459