
Virtual Sensor for On-Line Hardness Assessment in TIG Welding of Inconel 600 Alloy Thin Plates

 , , ,
, , ,
Abstract
:
1. Introduction
2. Materials and Methods
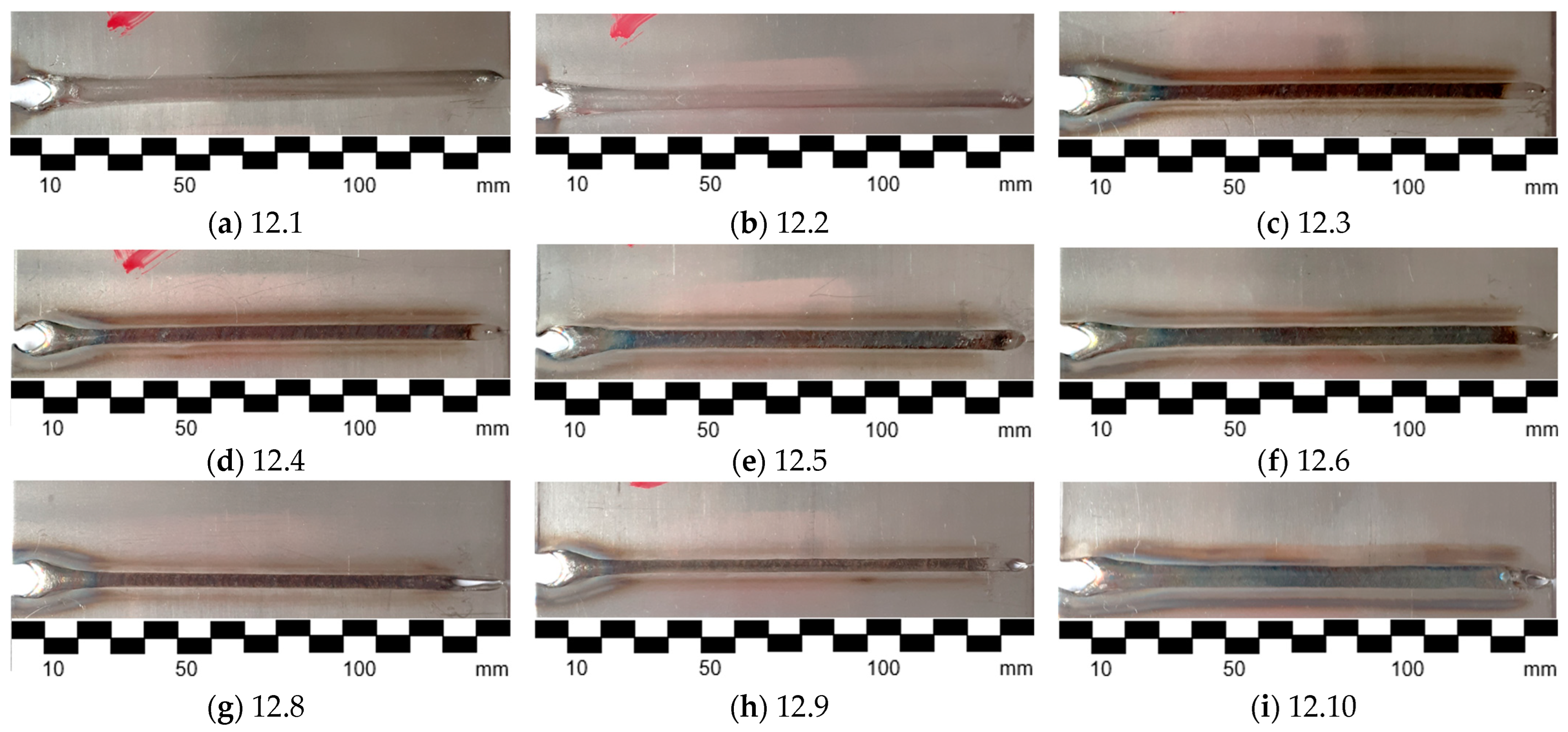
2.1. Welding of Test Joints
2.2. Hardness Examination
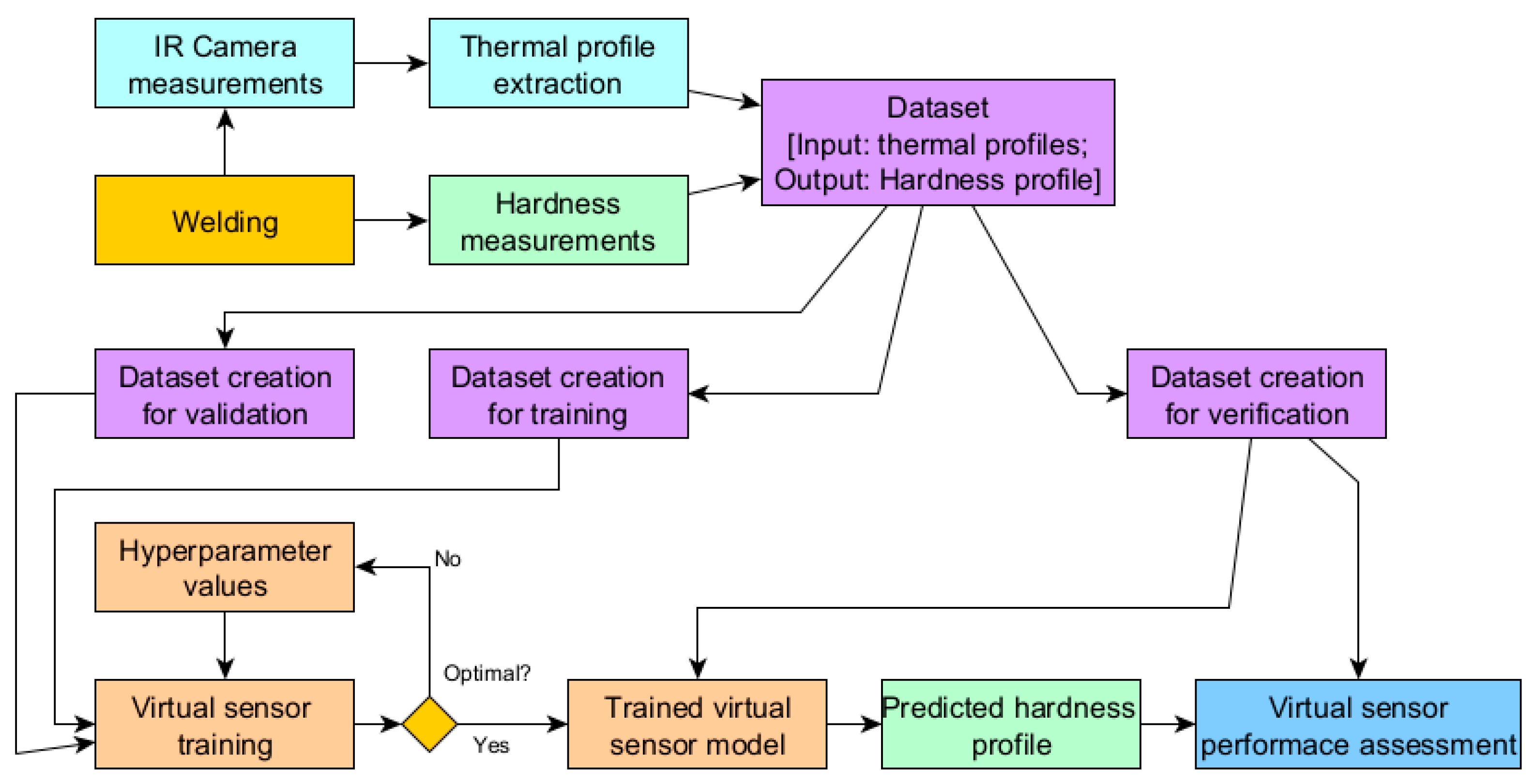
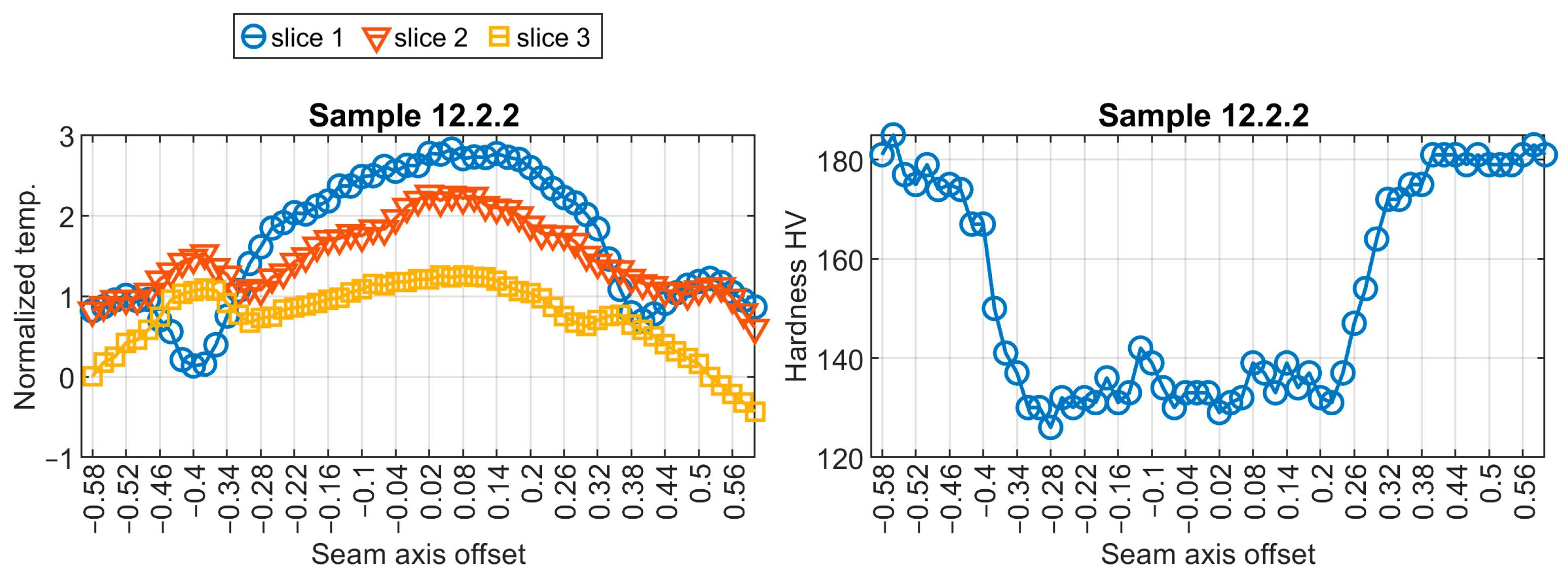
2.3. Data Processing and Neural Model Elaboration
3. Results and Discussion
4. Conclusions and Future Developments
- A method was developed to be applied to predict the hardness of joints made using TIG (GTAW—gas tungsten arc welding).
- The selected neural networks, being the bases of the virtual sensor, have two LSTM layers and 746 and 851 neurons in each layer, respectively.
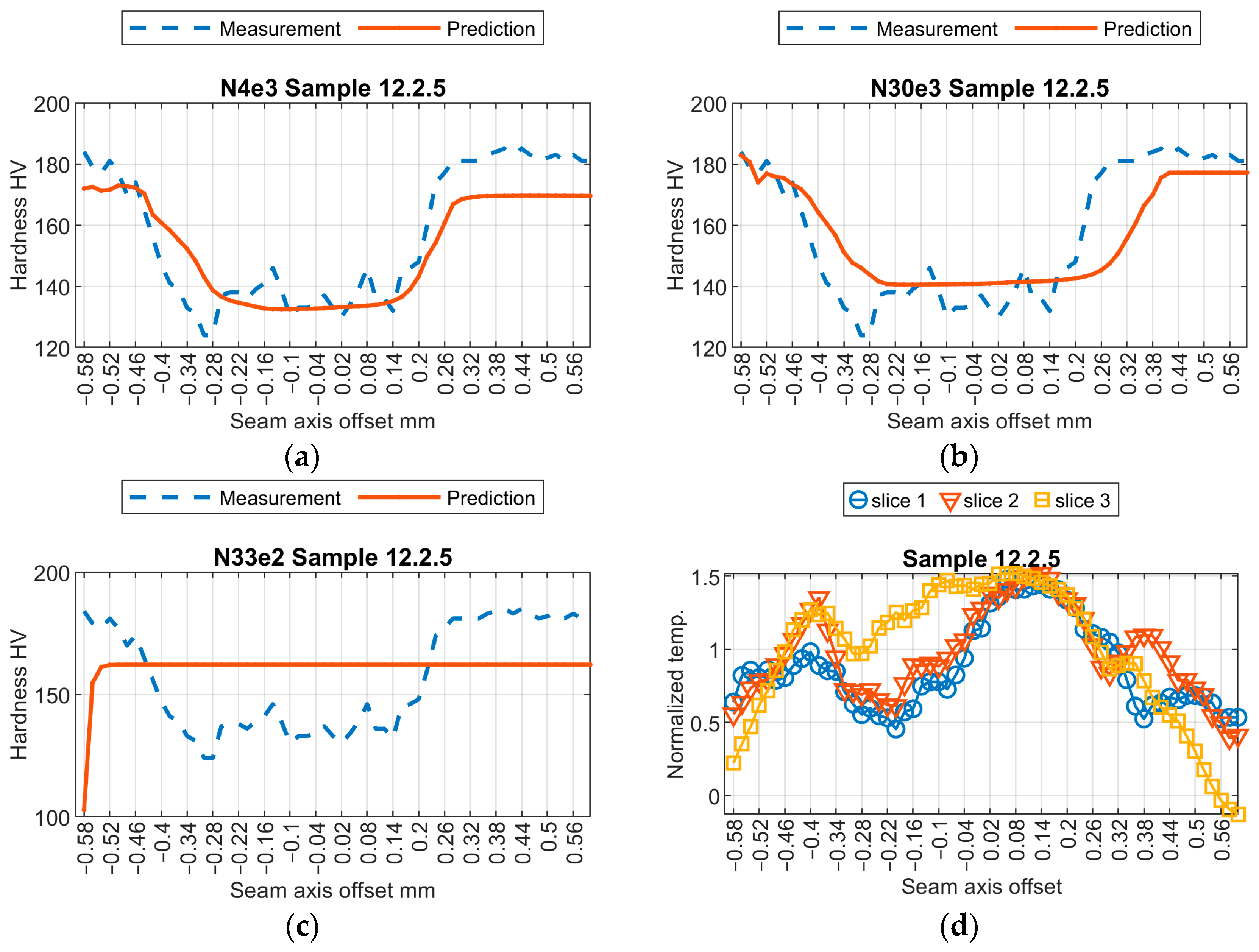
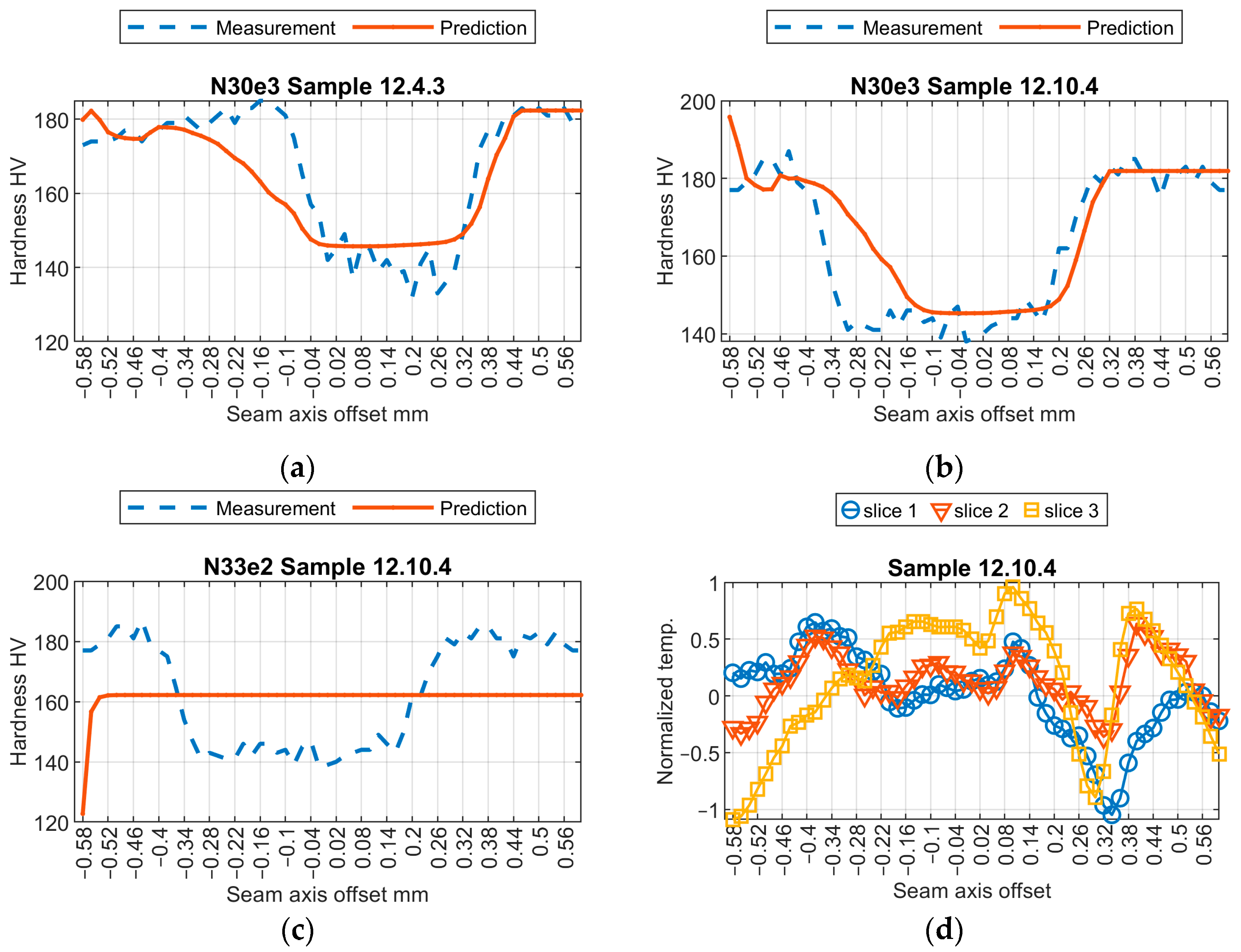
- The best hardness profile prediction was made with N04e3. In this case, the MAE was 19.62 HV. The best overall performance was obtained for the N30e3 model, for which the average MAE for all verification samples was 34.12 HV.
- The application of profile similarity measurements allowed the in-depth investigation of virtual sensor performance. It was revealed that MAE global error is good for quantifying the overall quality of model output, but similarity measures like longest common subsequence (LCSS) and restricted dynamic time warping (RDTW) can also be successfully applied to quantify local quality, especially in the case of transient profile regions between joints and base materials.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Trial | LSTM Depth | Number of Hidden Units | Initial Learning Rate | Training RMSE | Training Loss | Validation RMSE | Validation Loss | Mean Max Absolute Error |
|---|---|---|---|---|---|---|---|---|
| 1 | 6 | 536 | 0.0019 | 31.43 | 493.86 | 20.97 | 219.83 | 43.28 |
| 2 | 7 | 135 | 0.0688 | 29.79 | 443.81 | 22.69 | 257.39 | 43.82 |
| 3 | 4 | 499 | 0.0786 | 33.82 | 572.04 | 28.47 | 405.29 | 54.32 |
| 4 | 3 | 225 | 0.0017 | 31.79 | 505.45 | 15.43 | 119.05 | 40.86 |
| 5 | 3 | 270 | 0.0018 | 31.51 | 496.51 | 16.52 | 136.41 | 51.16 |
| 6 | 7 | 506 | 0.0010 | 31.58 | 498.73 | 20.68 | 213.80 | 40.92 |
| 7 | 7 | 435 | 0.0010 | 31.93 | 509.74 | 21.60 | 233.22 | 54.33 |
| 8 | 3 | 203 | 0.0020 | 34.27 | 587.25 | 21.80 | 237.66 | 52.01 |
| 9 | 7 | 599 | 0.0010 | 31.59 | 498.87 | 22.89 | 262.08 | 52.86 |
| 10 | 7 | 13 | 0.1082 | 27.13 | 368.01 | 21.69 | 235.30 | 44.20 |
| 11 | 7 | 10 | 0.0214 | 30.80 | 474.39 | 23.21 | 269.26 | 53.60 |
| 12 | 2 | 223 | 0.2638 | 50.55 | 1277.78 | 22.25 | 247.45 | 42.28 |
| 13 | 4 | 59 | 0.2998 | 35.60 | 633.66 | 23.00 | 264.48 | 42.12 |
| 14 | 7 | 178 | 0.2985 | 38.37 | 736.17 | 23.57 | 277.89 | 45.24 |
| 15 | 2 | 14 | 0.1162 | 27.51 | 378.39 | 15.78 | 124.45 | 40.77 |
| 16 | 2 | 12 | 0.2993 | 30.51 | 465.48 | 23.54 | 277.08 | 48.56 |
| 17 | 3 | 138 | 0.0826 | 31.83 | 506.63 | 32.29 | 521.25 | 57.14 |
| 18 | 2 | 600 | 0.2958 | 41.85 | 875.88 | 22.57 | 254.76 | 43.01 |
| 19 | 7 | 600 | 0.1347 | 39.64 | 785.53 | 66.97 | 2242.28 | 97.55 |
| 20 | 6 | 21 | 0.2987 | 32.00 | 512.12 | 27.31 | 372.91 | 50.03 |
| 21 | 2 | 407 | 0.2995 | 39.56 | 782.46 | 25.38 | 322.14 | 50.04 |
| 22 | 4 | 535 | 0.0010 | 31.90 | 508.82 | 16.01 | 128.23 | 48.44 |
| 23 | 2 | 600 | 0.0284 | 35.99 | 647.59 | 22.32 | 249.19 | 44.59 |
| 24 | 2 | 521 | 0.0060 | 26.36 | 347.36 | 16.52 | 136.50 | 40.01 |
| 25 | 2 | 599 | 0.0032 | 28.18 | 397.18 | 14.89 | 110.90 | 36.87 |
| 26 | 2 | 600 | 0.0015 | 32.73 | 535.68 | 18.36 | 168.50 | 42.04 |
| 27 | 2 | 600 | 0.0045 | 30.58 | 467.58 | 18.70 | 174.93 | 38.34 |
| 28 | 2 | 600 | 0.0052 | 25.97 | 337.19 | 18.75 | 175.69 | 42.16 |
| 29 | 2 | 488 | 0.0024 | 31.13 | 484.40 | 15.98 | 127.73 | 40.96 |
| 30 | 5 | 10 | 0.0010 | 33.28 | 553.64 | 23.47 | 275.33 | 58.03 |
| 31 | 2 | 495 | 0.0060 | 26.31 | 346.21 | 16.62 | 138.07 | 36.60 |
| 32 | 2 | 467 | 0.0078 | 28.54 | 407.34 | 17.69 | 156.45 | 40.91 |
| 33 | 2 | 12 | 0.0010 | 30.45 | 463.63 | 23.82 | 283.76 | 63.44 |
| 34 | 7 | 106 | 0.0010 | 33.20 | 551.05 | 23.15 | 267.96 | 56.99 |
| 35 | 7 | 387 | 0.0209 | 32.36 | 523.60 | 24.07 | 289.71 | 43.84 |
| 36 | 2 | 558 | 0.0038 | 30.53 | 465.97 | 17.68 | 156.22 | 39.77 |
| 37 | 5 | 295 | 0.1451 | 39.06 | 763.01 | 48.28 | 1165.26 | 75.82 |
| 38 | 2 | 499 | 0.0199 | 31.38 | 492.43 | 22.90 | 262.25 | 43.97 |
| 39 | 3 | 35 | 0.0669 | 26.99 | 364.30 | 19.04 | 181.23 | 42.28 |
| 40 | 7 | 95 | 0.2963 | 55.29 | 1528.53 | 34.93 | 610.01 | 64.52 |
| 41 | 3 | 491 | 0.0050 | 29.40 | 432.07 | 16.13 | 130.09 | 40.13 |
| 42 | 7 | 171 | 0.0283 | 30.73 | 472.09 | 24.38 | 297.12 | 45.49 |
| 43 | 2 | 580 | 0.0033 | 31.44 | 494.24 | 17.65 | 155.71 | 42.65 |
| 44 | 2 | 58 | 0.1515 | 30.34 | 460.28 | 18.62 | 173.42 | 42.21 |
| 45 | 6 | 495 | 0.0035 | 29.47 | 434.32 | 19.47 | 189.46 | 41.13 |
| 46 | 5 | 426 | 0.0228 | 31.03 | 481.57 | 22.65 | 256.45 | 41.94 |
| 47 | 2 | 175 | 0.0059 | 28.98 | 419.82 | 14.48 | 104.86 | 37.16 |
| 48 | 7 | 44 | 0.0073 | 31.03 | 481.51 | 21.08 | 222.12 | 42.30 |
| 49 | 2 | 209 | 0.0048 | 30.37 | 461.29 | 16.30 | 132.86 | 38.01 |
| 50 | 7 | 304 | 0.0057 | 26.68 | 355.80 | 19.71 | 194.34 | 39.66 |
| Trial | LSTM Depth | Number of Hidden Units | Initial Learning Rate | Training RMSE | Training Loss | Validation RMSE | Validation Loss | Mean Max Absolute Error |
|---|---|---|---|---|---|---|---|---|
| 1 | 1 | 85 | 0.1787 | 28.53 | 407.03 | 17.98 | 161.64 | 43.80 |
| 2 | 2 | 67 | 0.0015 | 31.42 | 493.75 | 23.22 | 269.69 | 60.36 |
| 3 | 2 | 138 | 0.0830 | 34.28 | 587.60 | 25.88 | 334.98 | 53.39 |
| 4 | 2 | 764 | 0.0011 | 27.09 | 366.97 | 14.87 | 110.54 | 36.67 |
| 5 | 2 | 688 | 0.0193 | 35.12 | 616.67 | 20.79 | 216.17 | 45.90 |
| 6 | 2 | 807 | 0.2717 | 27.37 | 374.50 | 21.30 | 226.94 | 41.82 |
| 7 | 2 | 747 | 0.2323 | 40.38 | 815.43 | 20.13 | 202.70 | 42.25 |
| 8 | 2 | 899 | 0.0011 | 33.48 | 560.61 | 16.58 | 137.42 | 40.28 |
| 9 | 2 | 662 | 0.0010 | 31.17 | 485.89 | 14.24 | 101.42 | 37.75 |
| 10 | 1 | 59 | 0.0023 | 27.13 | 368.13 | 16.56 | 137.11 | 49.37 |
| 11 | 1 | 625 | 0.2939 | 55.65 | 1548.23 | 20.15 | 202.97 | 45.01 |
| 12 | 1 | 775 | 0.0010 | 26.76 | 357.95 | 16.64 | 138.48 | 55.67 |
| 13 | 2 | 742 | 0.0019 | 27.73 | 384.58 | 15.06 | 113.36 | 40.03 |
| 14 | 2 | 742 | 0.0010 | 30.31 | 459.27 | 15.89 | 126.30 | 39.82 |
| 15 | 2 | 737 | 0.0010 | 30.17 | 455.01 | 17.14 | 146.90 | 38.91 |
| 16 | 1 | 900 | 0.0482 | 32.65 | 532.89 | 23.76 | 282.36 | 48.17 |
| 17 | 1 | 424 | 0.0135 | 29.91 | 447.33 | 19.83 | 196.54 | 44.49 |
| 18 | 2 | 378 | 0.0010 | 32.64 | 532.66 | 16.77 | 140.67 | 42.87 |
| 19 | 2 | 602 | 0.0010 | 32.19 | 517.99 | 17.38 | 151.02 | 40.09 |
| 20 | 2 | 751 | 0.0010 | 34.19 | 584.34 | 15.79 | 124.72 | 39.47 |
| 21 | 1 | 382 | 0.0010 | 28.21 | 397.80 | 17.95 | 161.04 | 68.02 |
| 22 | 2 | 745 | 0.0014 | 31.98 | 511.46 | 15.23 | 115.98 | 36.84 |
| 23 | 2 | 900 | 0.0015 | 27.94 | 390.25 | 16.11 | 129.75 | 38.02 |
| 24 | 2 | 750 | 0.0013 | 30.22 | 456.71 | 15.15 | 114.78 | 38.39 |
| 25 | 1 | 15 | 0.0517 | 22.36 | 250.07 | 18.37 | 168.78 | 40.69 |
| 26 | 1 | 4 | 0.0234 | 23.91 | 285.87 | 17.81 | 158.67 | 40.14 |
| 27 | 1 | 272 | 0.0476 | 39.05 | 762.63 | 18.97 | 179.86 | 42.77 |
| 28 | 2 | 900 | 0.0034 | 25.69 | 329.96 | 15.47 | 119.59 | 37.06 |
| 29 | 2 | 900 | 0.0041 | 25.08 | 314.53 | 18.05 | 162.88 | 40.16 |
| 30 | 2 | 851 | 0.0020 | 27.55 | 379.50 | 13.74 | 94.46 | 35.79 |
| 31 | 2 | 853 | 0.0021 | 29.30 | 429.23 | 14.93 | 111.42 | 36.76 |
| 32 | 2 | 865 | 0.0021 | 25.62 | 328.20 | 14.23 | 101.25 | 37.88 |
| 33 | 2 | 15 | 0.2999 | 29.77 | 443.06 | 20.93 | 219.03 | 44.63 |
| 34 | 1 | 900 | 0.0062 | 29.39 | 431.88 | 15.78 | 124.45 | 38.63 |
| 35 | 2 | 899 | 0.0022 | 26.69 | 356.07 | 15.65 | 122.54 | 37.30 |
| 36 | 2 | 900 | 0.0777 | 37.14 | 689.83 | 23.05 | 265.70 | 49.53 |
| 37 | 1 | 898 | 0.0109 | 32.31 | 521.91 | 18.47 | 170.50 | 39.36 |
| 38 | 2 | 465 | 0.2998 | 31.46 | 494.72 | 20.26 | 205.18 | 42.06 |
| 39 | 2 | 899 | 0.0022 | 28.72 | 412.49 | 14.04 | 98.63 | 37.18 |
| 40 | 2 | 1 | 0.0120 | 27.91 | 389.58 | 16.80 | 141.15 | 39.76 |
| 41 | 2 | 898 | 0.0026 | 28.44 | 404.31 | 20.97 | 219.93 | 41.35 |
| 42 | 2 | 386 | 0.0083 | 29.69 | 440.84 | 18.48 | 170.74 | 42.51 |
| 43 | 2 | 899 | 0.0017 | 30.36 | 460.81 | 16.51 | 136.37 | 37.91 |
| 44 | 1 | 3 | 0.0079 | 26.76 | 358.16 | 17.12 | 146.62 | 41.20 |
| 45 | 1 | 899 | 0.1454 | 46.55 | 1083.58 | 35.68 | 636.40 | 61.21 |
| 46 | 1 | 581 | 0.0058 | 25.51 | 325.26 | 15.92 | 126.66 | 37.83 |
| 47 | 1 | 873 | 0.0038 | 27.88 | 388.78 | 16.77 | 140.67 | 41.64 |
| 48 | 1 | 710 | 0.0073 | 29.28 | 428.69 | 18.17 | 165.13 | 40.70 |
| 49 | 1 | 324 | 0.0050 | 29.75 | 442.67 | 18.97 | 179.90 | 44.51 |
| 50 | 2 | 1 | 0.0203 | 27.58 | 380.41 | 17.63 | 155.49 | 41.35 |
References
- Chen, H.; Pinkerton, A.J.; Li, L. Fibre laser welding of dissimilar alloys of Ti-6Al-4V and Inconel 718 for aerospace applications. Int. J. Adv. Manufact. Technol. 2011, 52, 977–987. [Google Scholar] [CrossRef]
- Holub, L.; Dunovský, L.; Kovanda, K.; Kolařík, L. SAW—Narrow Gap Welding CrMoV Heat-resistant Steels Focusing to the Mechanical Properties Testing. Procedia Eng. 2015, 100, 1640–1648. [Google Scholar] [CrossRef]
- Pedroso, A.F.V.; Sousa, V.F.C.; Sebbe, N.P.V.; Silva, F.J.G.; Campilho, R.D.S.G.; Sales-Contini, R.C.M.; Nogueira, F.R. A Review of INCONEL® Alloy’s Non-conventional Machining Processes. In Flexible Automation and Intelligent Manufacturing: Establishing Bridges for More Sustainable Manufacturing Systems; Silva, F.J.G., Pereira, A.B., Campilho, R.D.S.G., Eds.; FAIM 2023. Lecture Notes in Mechanical Engineering; Springer: Cham, Switzerland, 2024. [Google Scholar] [CrossRef]
- Dinda, G.P.; Dasgupta, A.K.; Mazumder, J. Laser Aided Direct Metal Deposition of Inconel 625 Superalloy: Microstructural Evolution and Thermal Stability. Mater. Sci. Eng. A 2009, 509, 98–104. [Google Scholar] [CrossRef]
- Ma, D.; Stoica, A.D.; Wang, Z.; Beese, A.M. Crystallographic Texture in an Additively Manufactured Nickel-Base Superalloy. Mater. Sci. Eng. A 2017, 684, 47–53. [Google Scholar] [CrossRef]
- Sonar, T.; Balasubramanian, V.; Malarvizhi, S.; Venkateswaran, T.; Sivakumar, D. An overview on welding of Inconel 718 alloy—Effect of welding processes on microstructural evolution and mechanical properties of joints. Mater. Charact. 2021, 174, 110997. [Google Scholar] [CrossRef]
- German, C.; Lin, X. GTAW Welded Inconel 625 Alloy Fuel Cladding for the Canadian SCWR: Microstructure and Mechanical Property Characterization. ASME J. Nucl. Rad. Sci. 2021, 7, 031304. [Google Scholar] [CrossRef]
- Andersen, K.; Cook, G.E.; Karsai, G.; Ramaswamy, K. Artificial Neural Networks Applied to Arc Welding Process Modeling and Control. IEEE Trans. Ind. Appl. 1990, 26, 824–830. [Google Scholar] [CrossRef]
- Cook, G.E.; Barnett, R.J.; Andersen, K.; Strauss, A.M. Weld Modeling and Control Using Artificial Neural Networks. IEEE Trans. Ind. Appl. 1995, 31, 1484–1491. [Google Scholar] [CrossRef]
- Moon, H.S.; Na, S.J. A Neuro-Fuzzy Approach to Select Welding Conditions for Welding Quality Improvement in Horizontal Fillet Welding. J. Manuf. Syst. 1996, 15, 392–403. [Google Scholar] [CrossRef]
- Guenther, J.; Pilarski, P.M.; Helfrich, G.; Shen, H.; Diepold, K. Intelligent Laser Welding Through Representation, Prediction, and Control Learning: An Architecture with Deep Neural Networks and Reinforcement Learning. Mechatronics 2016, 34, 1–11. [Google Scholar] [CrossRef]
- Kim, M.S.; Shin, S.M.; Kim, S.; Rhee, D.H. A Study on the Algorithm for Determining Back Bead Generation in GMA Welding Using Deep Learning. J. Weld. Join. 2018, 36, 74–81. [Google Scholar] [CrossRef]
- Petkovic, D. Prediction of Laser Welding Quality by Computational Intelligence Approaches. Optik 2017, 140, 597–600. [Google Scholar] [CrossRef]
- Chen, J.; Wang, T.; Gao, X.; Wei, L. Real-Time Monitoring of High-Power Disk Laser Welding Based on Support Vector Machine. Comput. Ind. 2018, 94, 75–81. [Google Scholar] [CrossRef]
- Kabadayi, S.; Pridgen, A.; Julien, C. Virtual sensors: Abstracting data from physical sensors. In Proceedings of the International Symposium on a World of Wireless, Mobile and Multimedia Networks, Buffalo-Niagara Falls, NY, USA, 26–29 June 2006; pp. 587–592. [Google Scholar] [CrossRef]
- Liu, L.; Kuo, S.; Zhou, M. Virtual sensing techniques and their applications. In Proceedings of the 2009 International Conference on Networking, Sensing and Control, Okayama, Japan, 26–29 March 2009; pp. 31–36. [Google Scholar]
- Ko, J.; Lee, B.-B.; Lee, K.; Hong, S.G.; Kim, N.; Paek, J. Sensor virtualization module: Virtualizing IoT devices on mobile smartphones for effective sensor data management. Int. J. Distrib. Sens. Netw. 2015, 11, 730762. [Google Scholar] [CrossRef]
- Fernández-Zabalza, A.; Veiga, F.; Suárez, A.; López, J.R.A. The Use of Virtual Sensors for Bead Size Measurements in Wire-Arc Directed Energy Deposition. Appl. Sci. 2024, 14, 1972. [Google Scholar] [CrossRef]
- Ibáñez, D.; Garcia, E.; Soret, J.; Martos, J. Incipient Wear Detection of Welding Gun Secondary Circuit by Virtual Resistance Sensor Using Mahalanobis Distance. Sensors 2023, 23, 894. [Google Scholar] [CrossRef] [PubMed]
- Cederberg, P.; Olsson, M.; Bolmsjö, G. Virtual triangulation sensor development, behavior simulation and CAR integration applied to robotic arc-welding. J. Intell. Robot. Syst. 2002, 35, 365–379. [Google Scholar] [CrossRef]
- Górka, J. Analysis of simulated welding thermal cycles S700MC using thermal imaging camera. Mod. Technol. Ind. Eng. 2014, 837, 375. [Google Scholar] [CrossRef]
- Kik, T.; Górka, J.; Kotarska, A.; Poloczek, T. Numerical Verification of Tests on the Influence of the Imposed Thermal Cycles on the Structure and Properties of the S700MC Heat-Affected Zone. Metals 2020, 10, 974. [Google Scholar] [CrossRef]
- Jamrozik, W.; Górka, J.; Kik, T. Temperature-Based Prediction of Joint Hardness in TIG Welding of Inconel 600, 625 and 718 Nickel Superalloys. Materials 2021, 14, 442. [Google Scholar] [CrossRef]
- Jamrozik, W.; Gorka, J. Assessing MMA Welding Process Stability Using Machine Vision-Based Arc Features Tracking System. Sensors 2021, 21, 84. [Google Scholar] [CrossRef] [PubMed]
- Zhou, X.; Chen, M.; Shang, W.; Shen, H.; Xu, H. Real time Monitoring Method of Welding Defects Based on LSTM Sequence Model. In Proceedings of the 2023 IEEE 3rd International Conference on Information Technology, Big Data and Artificial Intelligence (ICIBA), Chongqing, China, 26–28 May 2023; pp. 1203–1207. [Google Scholar] [CrossRef]
- Shang, L.; Zhang, Z.; Tang, F.; Cao, Q.; Yodo, N.; Pan, H.; Lin, Z. Deep Learning Enriched Automation in Damage Detection for Sustainable Operation in Pipelines with Welding Defects under Varying Embedment Conditions. Computation 2023, 11, 218. [Google Scholar] [CrossRef]
- Luo, Z.; Wu, D.; Zhang, P.; Ye, X.; Shi, H.; Cai, X.; Tian, Y. Laser Welding Penetration Monitoring Based on Time-Frequency Characterization of Acoustic Emission and CNN-LSTM Hybrid Network. Materials 2023, 16, 1614. [Google Scholar] [CrossRef] [PubMed]
- Shi, Y.H.; Wang, Z.S.; Chen, X.Y.; Cui, Y.-X.; Xu, T.; Wang, J.-Y. Real-time K-TIG welding penetration prediction on embedded system using a segmentation-LSTM model. Adv. Manuf. 2023, 11, 444–461. [Google Scholar] [CrossRef]
- Li, L.; Cheng, F.; Wu, S. An LSTM-based measurement method of 3D weld pool surface in GTAW. Measurement 2021, 171, 108809. [Google Scholar] [CrossRef]
- Li, H.; Ma, Y.; Duan, M.; Wang, X.; Che, T. Defects detection of GMAW process based on convolutional neural network algorithm. Sci. Rep. 2023, 13, 21219. [Google Scholar] [CrossRef] [PubMed]
- Kumaresan, S.; Aultrin, K.S.J.; Kumar, S.S.; Anand, M.D. Transfer Learning With CNN for Classification of Weld Defect. IEEE Access 2021, 9, 95097–95108. [Google Scholar] [CrossRef]
- Chang, F.; Zhou, G.; Ding, K.; Li, J.; Jing, Y.; Hui, J.; Zhang, C. A CNN-LSTM and Attention-Mechanism-Based Resistance Spot Welding Quality Online Detection Method for Automotive Bodies. Mathematics 2023, 11, 4570. [Google Scholar] [CrossRef]
- Cassisi, C.; Montalto, P.; Aliotta, M.; Cannata, A.; Pulvirenti, A. Similarity Measures and Dimensionality Reduction Techniques for Time Series Data Mining. In Advances in Data Mining Knowledge Discovery and Applications; IntechOpen: London, UK, 2012. [Google Scholar] [CrossRef]
- Li, B.; Han, L. Distance Weighted Cosine Similarity Measure for Text Classification. In Intelligent Data Engineering and Automated Learning—IDEAL 2013. IDEAL 2013. Lecture Notes in Computer Science; Yin, H., Tang, K., Gao, Y., Klawonn, F., Lee, M., Weise, T., Li, B., Yao, X., Eds.; Springer: Berlin/Heidelberg, Germany, 2013; Volume 8206. [Google Scholar] [CrossRef]
- Bergroth, L.; Hakonen, H.; Raita, T. A survey of longest common subsequence algorithms. In Proceedings of the Seventh International Symposium on String Processing and Information Retrieval (SPIRE), A Curuna, Spain, 27–29 September 2000; pp. 39–48. [Google Scholar] [CrossRef]







| Super- Alloy | Element Concentration, % wt | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Ni | Cr | Fe | Mo | Nb | Co | Mn | Cu | Al | Ti | Si | C | S | P | |
| Inconel 600 | 74.43 | 15.76 | 8.60 | - | 0.08 | 0.05 | 0.25 | 0.09 | 0.18 | 0.27 | 0.12 | 0.01 | 0.002 | 0.005 |
| Concentration proportion of elements | Nb + Ta—0.08%; Ni + Co—74.48%, Ta—0.0002% | |||||||||||||
| ID | Plate Thickness mm | Current A | Welding Speed mm/s |
|---|---|---|---|
| 12.1 | 1.2 | 60 | 3.0 |
| 12.2 | 1.2 | 60 | 3.0 |
| 12.3 | 1.2 | 60 | 5.0 |
| 12.4 | 1.2 | 60 | 5.0 |
| 12.5 | 1.2 | 60 | 4.0 |
| 12.6 | 1.2 | 60 | 4.0 |
| 12.8 | 1.2 | 60 | 7.0 |
| 12.9 | 1.2 | 60 | 7.0 |
| 12.10 | 1.2 | 70 | 4.0 |
| Model | Sample | Avg | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| 12.1.6 | 12.2.5 | 12.3.4 | 12.4.3 | 12.5.2 | 12.6.1 | 12.6.7 | 12.8.6 | 12.9.5 | 12.10.4 | ||
| N30e3 | 47.54 | 33.54 | 30.88 | 24.72 | 32.66 | 34.33 | 39.57 | 29.35 | 38.87 | 29.74 | 34.12 |
| N04e3 | 52.03 | 19.62 | 31.62 | 24.16 | 29.62 | 41.53 | 49.15 | 26.92 | 55.99 | 22.60 | 35.32 |
| N33e2 | 64.82 | 81.20 | 55.34 | 50.60 | 62.27 | 101.16 | 59.82 | 54.09 | 58.17 | 54.25 | 64.17 |
| Name | Type | Learnable Sizes |
|---|---|---|
| SI | Sequential input, 3 dimensions | - |
| LSTM_1 | LSTM with 851 units | Input weights 3404 × 3 Recurrent weights 3404 × 851 Bias 344 × 1 |
| LSTM_2 | LSTM with 851 units | Input weights 3404 × 851 Recurrent weights 3404 × 851 Bias 344 × 1 |
| FC_1 | 100 fully connected layers | Weights 100 × 851 Bias 100 × 1 |
| ReLU | ReLU | - |
| Dropout | 50% dropout | - |
| FC_2 | 1 fully connected layer | Weights 1 × 100 Bias 1 × 1 |
| RO | Absolute mean squared error | - |
| Model | Sample | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| 12.1.6 | 12.2.5 | 12.3.4 | 12.4.3 | 12.5.2 | 12.6.1 | 12.6.7 | 12.8.6 | 12.9.5 | 12.10.4 | |
| Manhattan Distance | ||||||||||
| N04e3 | 826 | 539 | 642 | 518 | 466 | 649 | 686 | 391 | 781 | 529 |
| N30e3 | 709 | 574 | 451 | 410 | 540 | 595 | 583 | 350 | 584 | 408 |
| N33e2 | 1133 | 1337 | 1129 | 1081 | 1155 | 1383 | 1299 | 1143 | 1152 | 1077 |
| Cosine Similarity | ||||||||||
| N04e3 | 0.9965 | 0.9982 | 0.9973 | 0.9992 | 0.9980 | 0.9962 | 0.9963 | 0.9993 | 0.9955 | 0.9981 |
| N30e3 | 0.9955 | 0.9968 | 0.9980 | 0.9985 | 0.9979 | 0.9971 | 0.9972 | 0.9989 | 0.9974 | 0.9984 |
| N33e2 | 0.9913 | 0.9883 | 0.9932 | 0.9939 | 0.9917 | 0.9868 | 0.9903 | 0.9958 | 0.9969 | 0.9931 |
| Euclidean Distance | ||||||||||
| N04e3 | 128 | 82 | 106 | 81 | 80 | 111 | 117 | 67 | 145 | 81 |
| N30e3 | 122 | 99 | 83 | 74 | 91 | 104 | 98 | 64 | 101 | 78 |
| N33e2 | 172 | 191 | 156 | 149 | 162 | 206 | 185 | 160 | 170 | 149 |
| Longest Common Subsequence, Δ = 5 | ||||||||||
| N04e3 | 31 | 30 | 28 | 28 | 33 | 33 | 27 | 35 | 35 | 33 |
| N30e3 | 38 | 38 | 38 | 39 | 33 | 31 | 35 | 45 | 31 | 51 |
| N33e2 | 2 | 2 | 3 | 2 | 1 | 2 | 1 | 1 | 3 | 3 |
| Pearson Correlation | ||||||||||
| N04e3 | 0.7430 | 0.9050 | 0.7503 | 0.9220 | 0.8634 | 0.8396 | 0.7847 | 0.8932 | 0.2234 | 0.8320 |
| N30e3 | 0.6518 | 0.8159 | 0.8154 | 0.8489 | 0.8463 | 0.9056 | 0.8663 | 0.8372 | 0.4696 | 0.8537 |
| N33e2 | −0.0883 | −0.1799 | −0.1032 | −0.0539 | −0.1588 | −0.3719 | −0.0551 | −0.0458 | −0.0442 | −0.1186 |
| Dynamic Time Warping | ||||||||||
| N04e3 | 388 | 404 | 288 | 363 | 337 | 429 | 513 | 333 | 548 | 272 |
| N30e3 | 307 | 317 | 249 | 234 | 342 | 430 | 467 | 245 | 473 | 205 |
| N33e2 | 1133 | 1227 | 1129 | 1081 | 1155 | 1302 | 1299 | 1143 | 1152 | 989 |
| Restricted Dynamic Time Warping, W = 1 | ||||||||||
| N04e3 | 754 | 479 | 570 | 479 | 433 | 579 | 634 | 350 | 730 | 466 |
| N30e3 | 635 | 510 | 408 | 352 | 478 | 534 | 540 | 314 | 532 | 342 |
| N33e2 | 1133 | 1337 | 1129 | 1081 | 1155 | 1383 | 1299 | 1143 | 1152 | 1077 |
| Restricted Dynamic Time Warping, W = 5 | ||||||||||
| N04e3 | 554 | 404 | 406 | 420 | 373 | 469 | 514 | 339 | 590 | 327 |
| N30e3 | 376 | 338 | 298 | 263 | 363 | 446 | 470 | 245 | 473 | 235 |
| N33e2 | 1133 | 1337 | 1129 | 1081 | 1155 | 1383 | 1299 | 1143 | 1152 | 1077 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Górka, J.; Jamrozik, W.; Wyględacz, B.; Kiel-Jamrozik, M.; Ferreira, B.G. Virtual Sensor for On-Line Hardness Assessment in TIG Welding of Inconel 600 Alloy Thin Plates. Sensors 2024, 24, 3569. https://doi.org/10.3390/s24113569
Górka J, Jamrozik W, Wyględacz B, Kiel-Jamrozik M, Ferreira BG. Virtual Sensor for On-Line Hardness Assessment in TIG Welding of Inconel 600 Alloy Thin Plates. Sensors. 2024; 24(11):3569. https://doi.org/10.3390/s24113569
Chicago/Turabian StyleGórka, Jacek, Wojciech Jamrozik, Bernard Wyględacz, Marta Kiel-Jamrozik, and Batalha Gilmar Ferreira. 2024. "Virtual Sensor for On-Line Hardness Assessment in TIG Welding of Inconel 600 Alloy Thin Plates" Sensors 24, no. 11: 3569. https://doi.org/10.3390/s24113569