
Inkjet Printing Magnetostrictive Materials for Structural Health Monitoring of Carbon Fibre-Reinforced Polymer Composite
Abstract
:1. Introduction
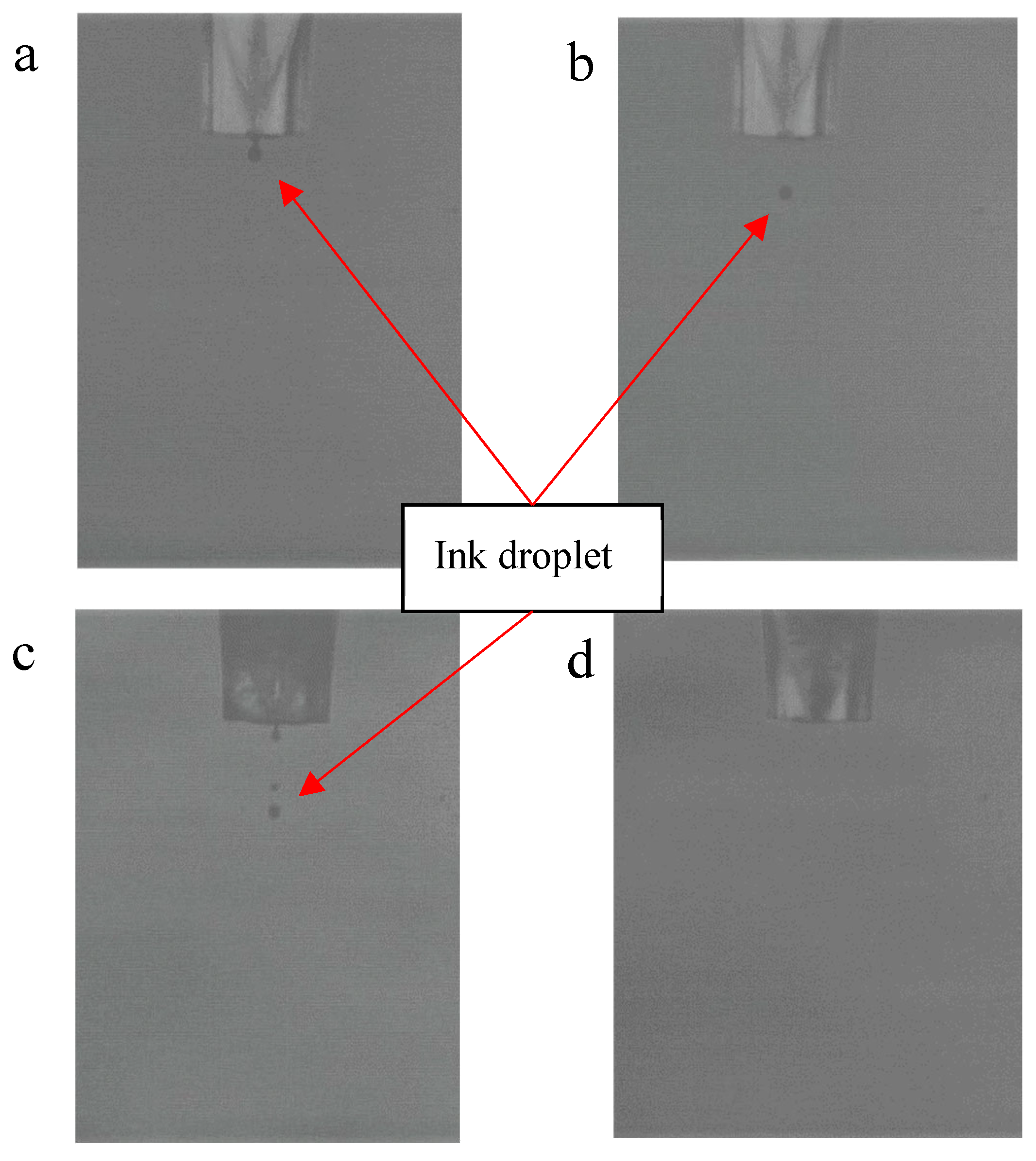
- Nozzle and droplets;
- Alignment of moments;
- Magnetic and non-magnetic printing.
2. Methods
2.1. Printing Process
2.2. Post Treatment
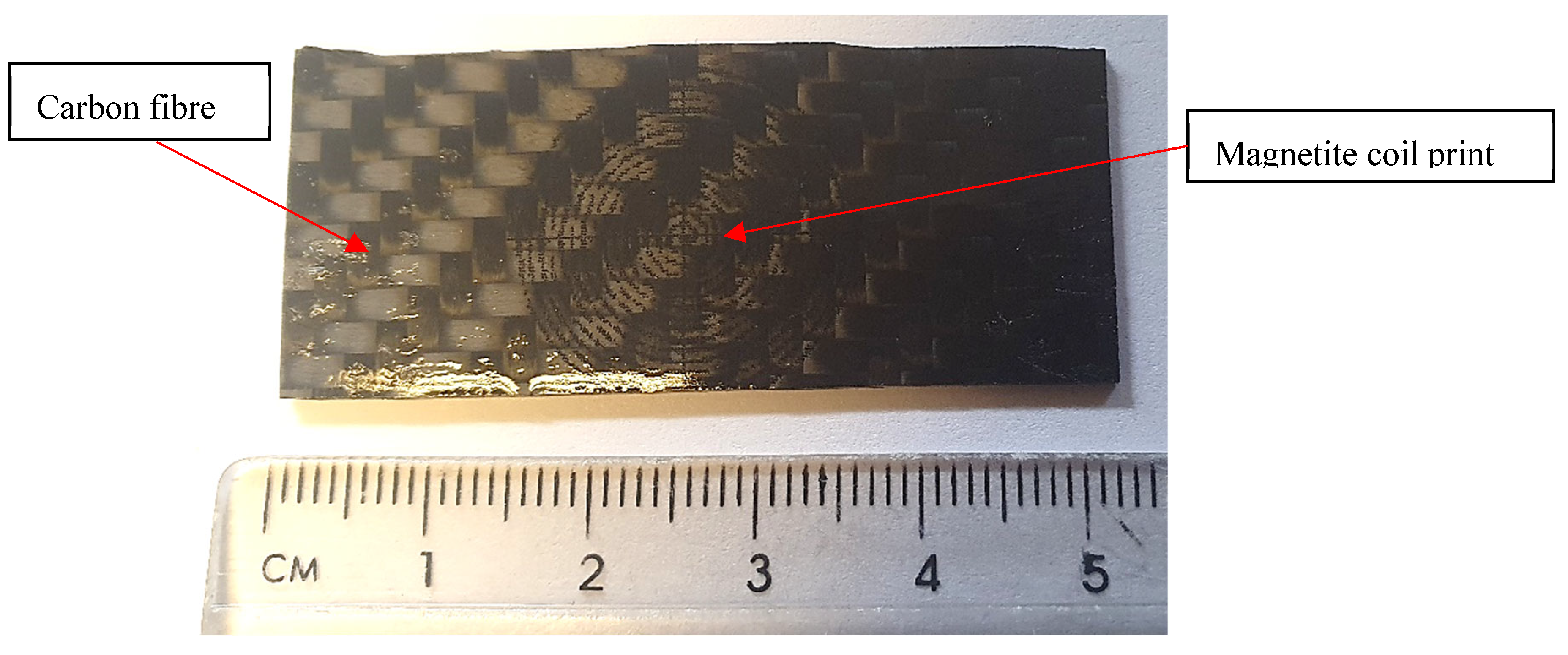
2.3. Production of Carbon Fibre Composite Sample
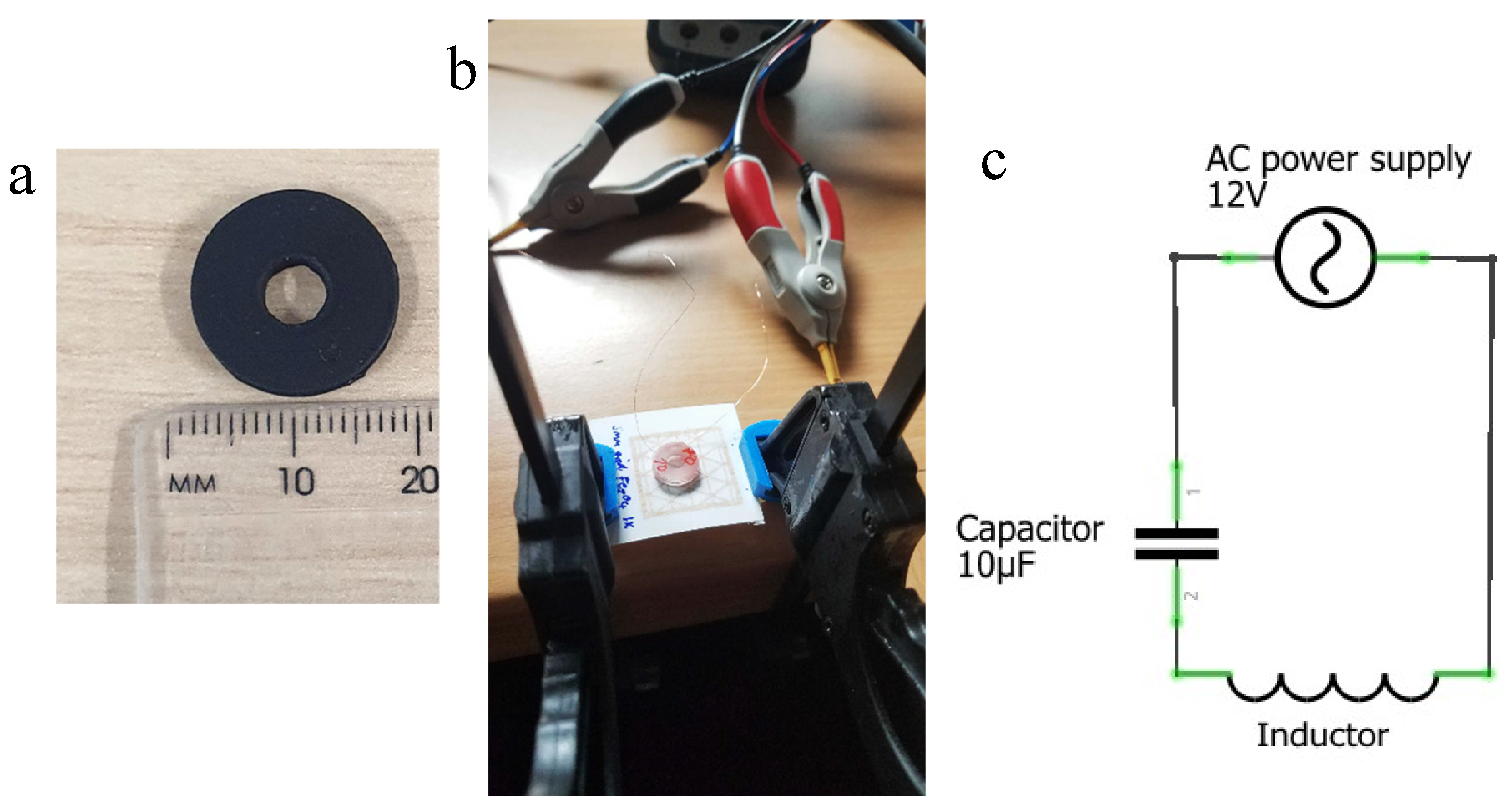
2.4. Villari Effect Magnetostriction
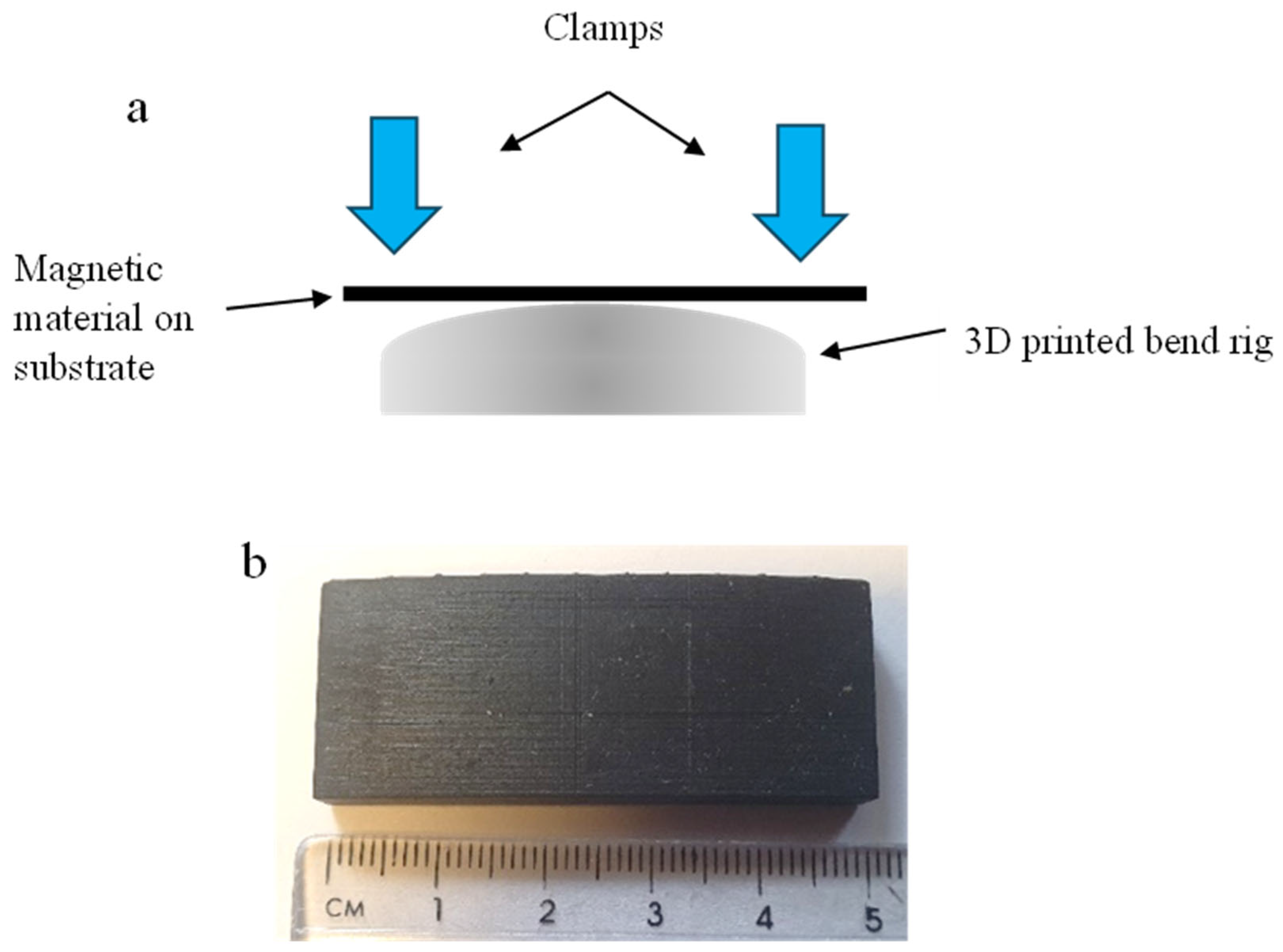
Strain Bending Test
3. Results and Discussion
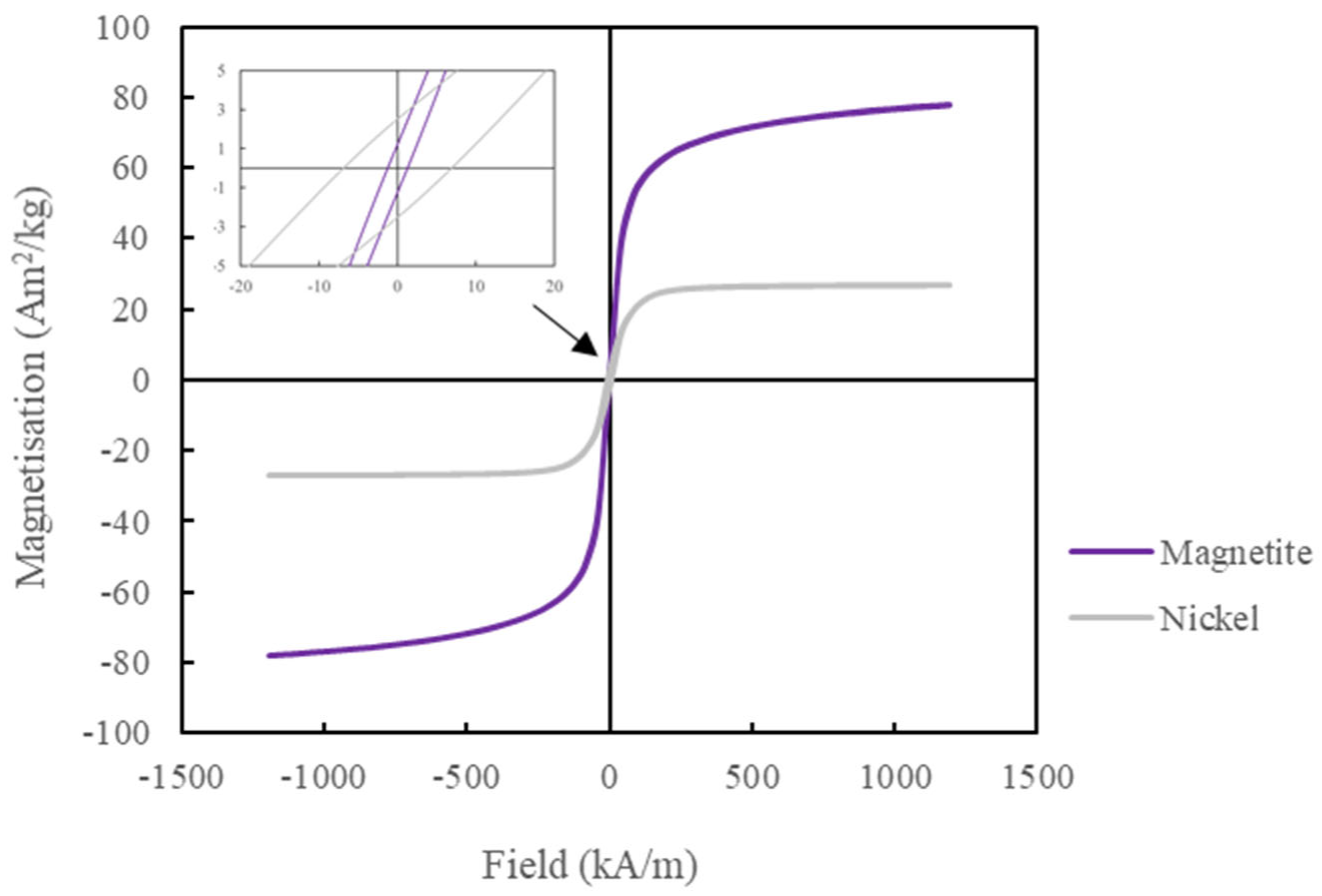
3.1. Magnetic Properties
3.2. Viscosity Measurement
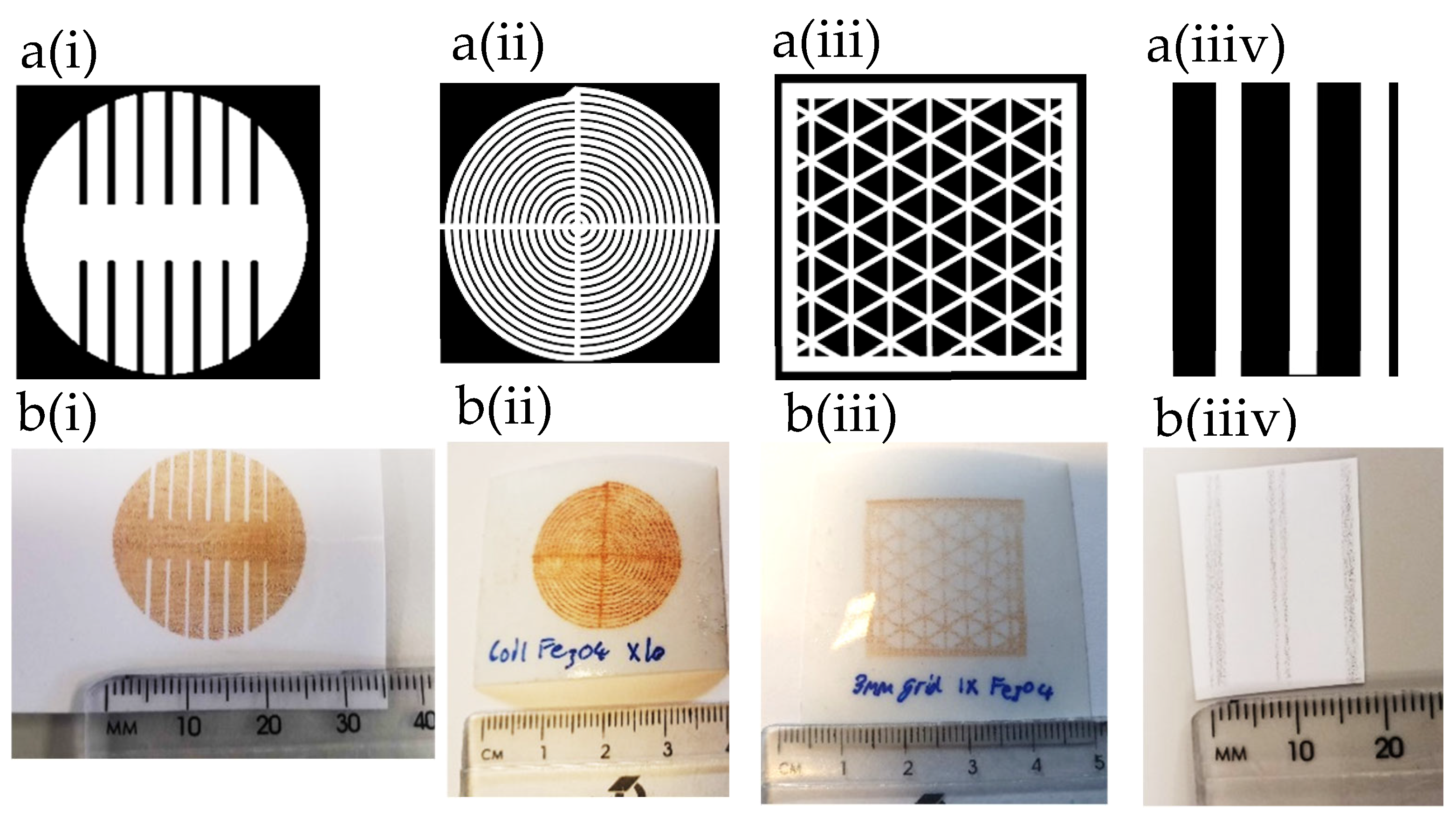
3.3. Print Analysis
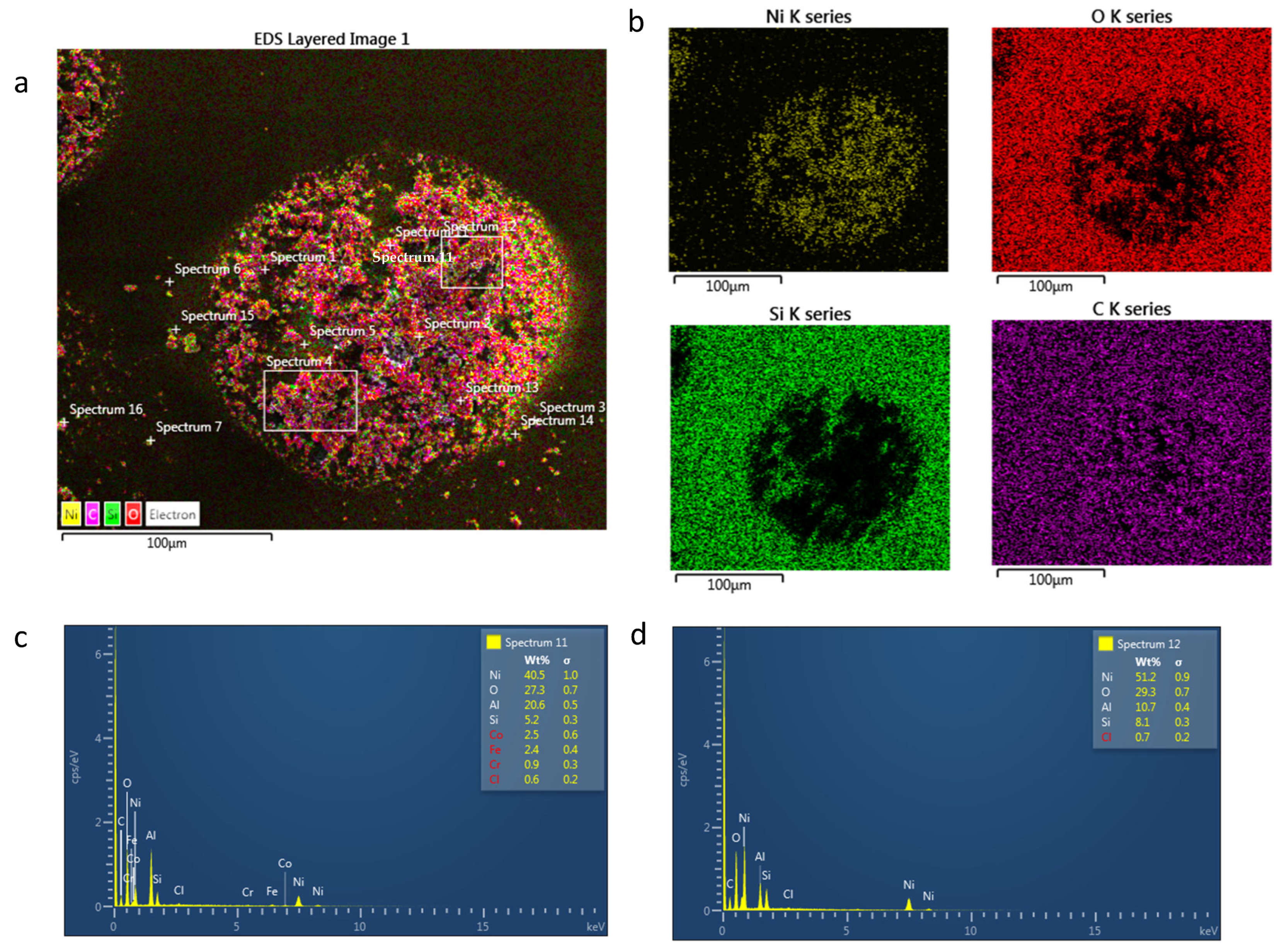
SEM and EDS Analysis
3.4. Inkjet Printing Sensor Measurement
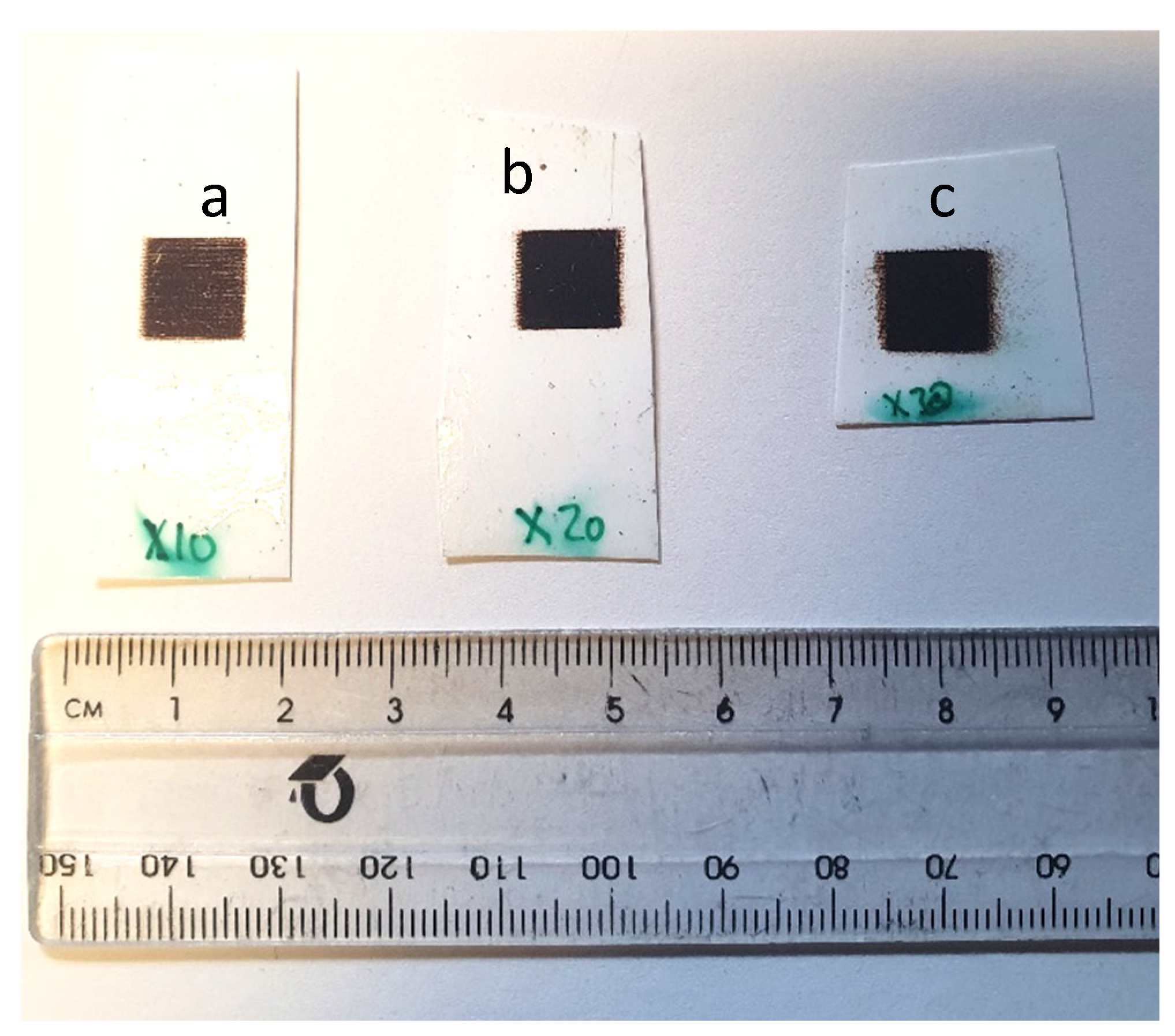
3.4.1. Additive Layering
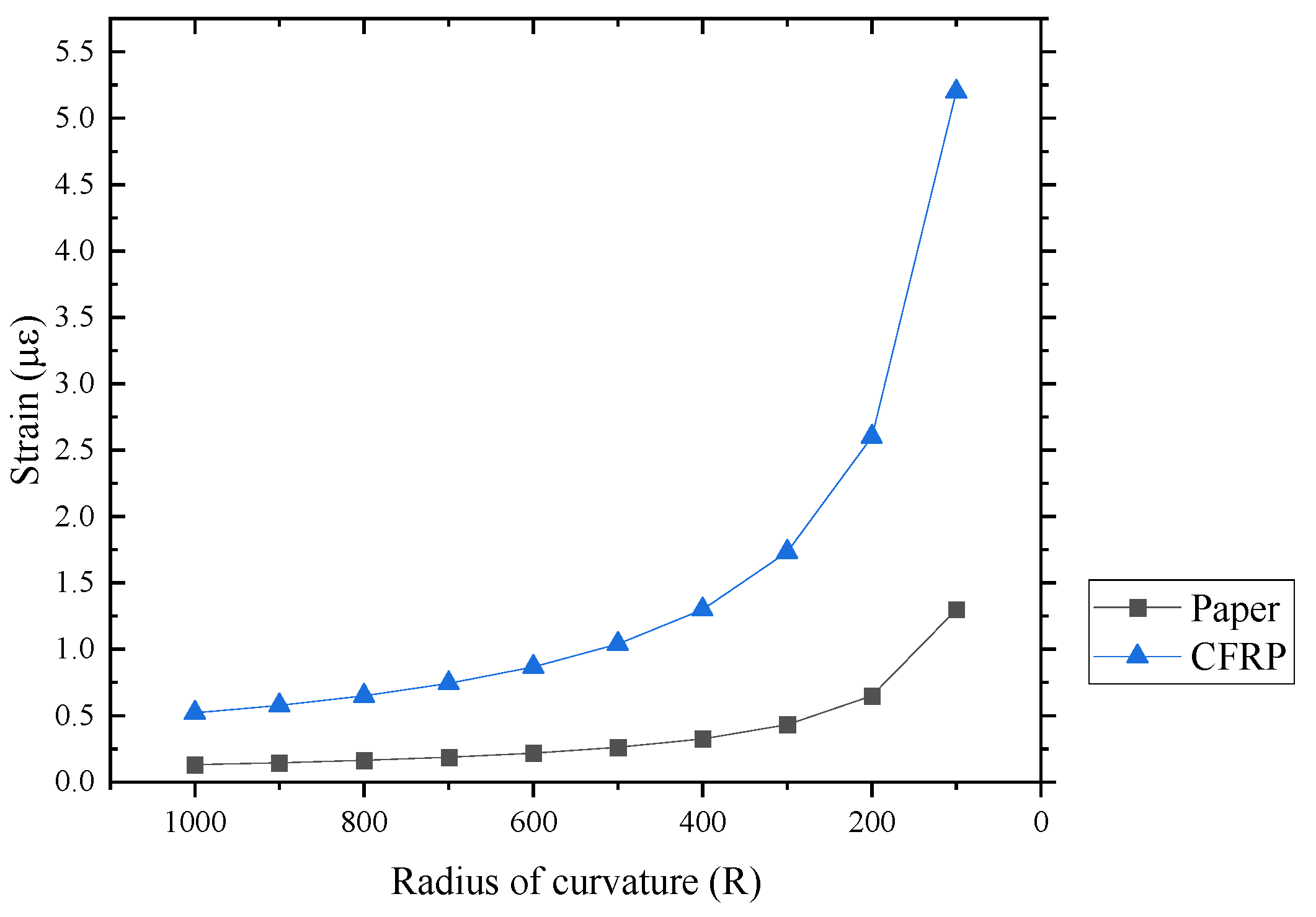
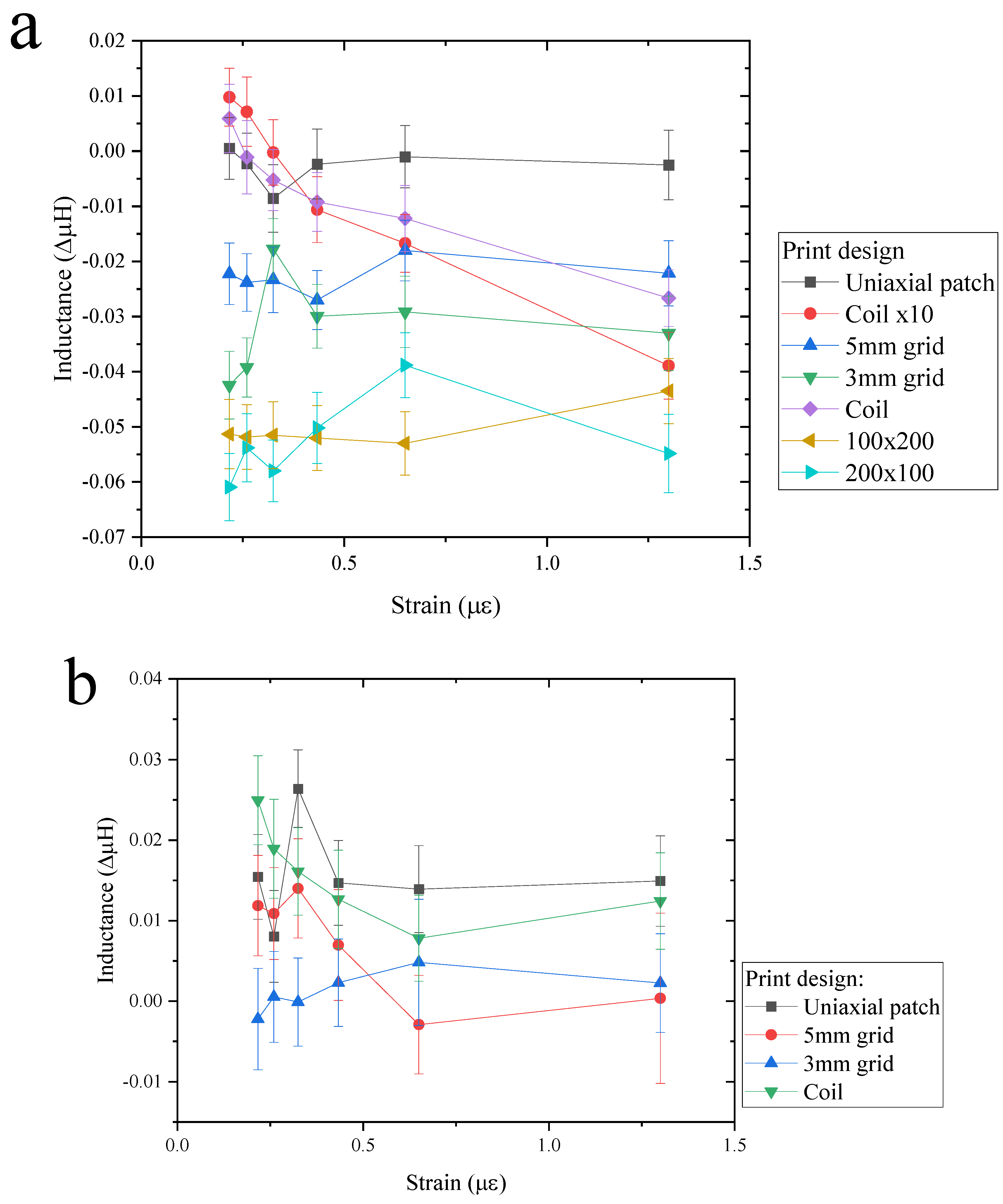
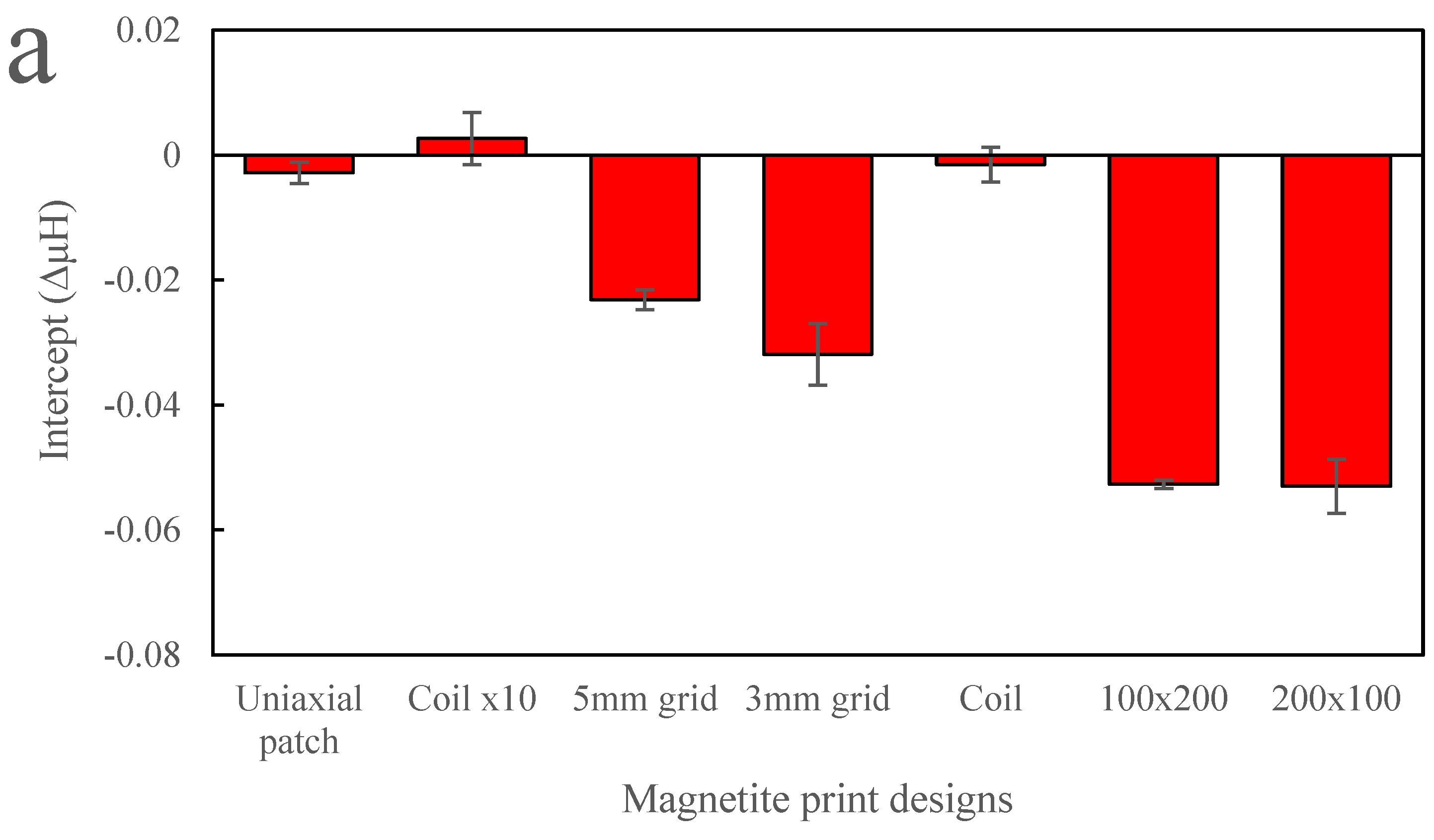
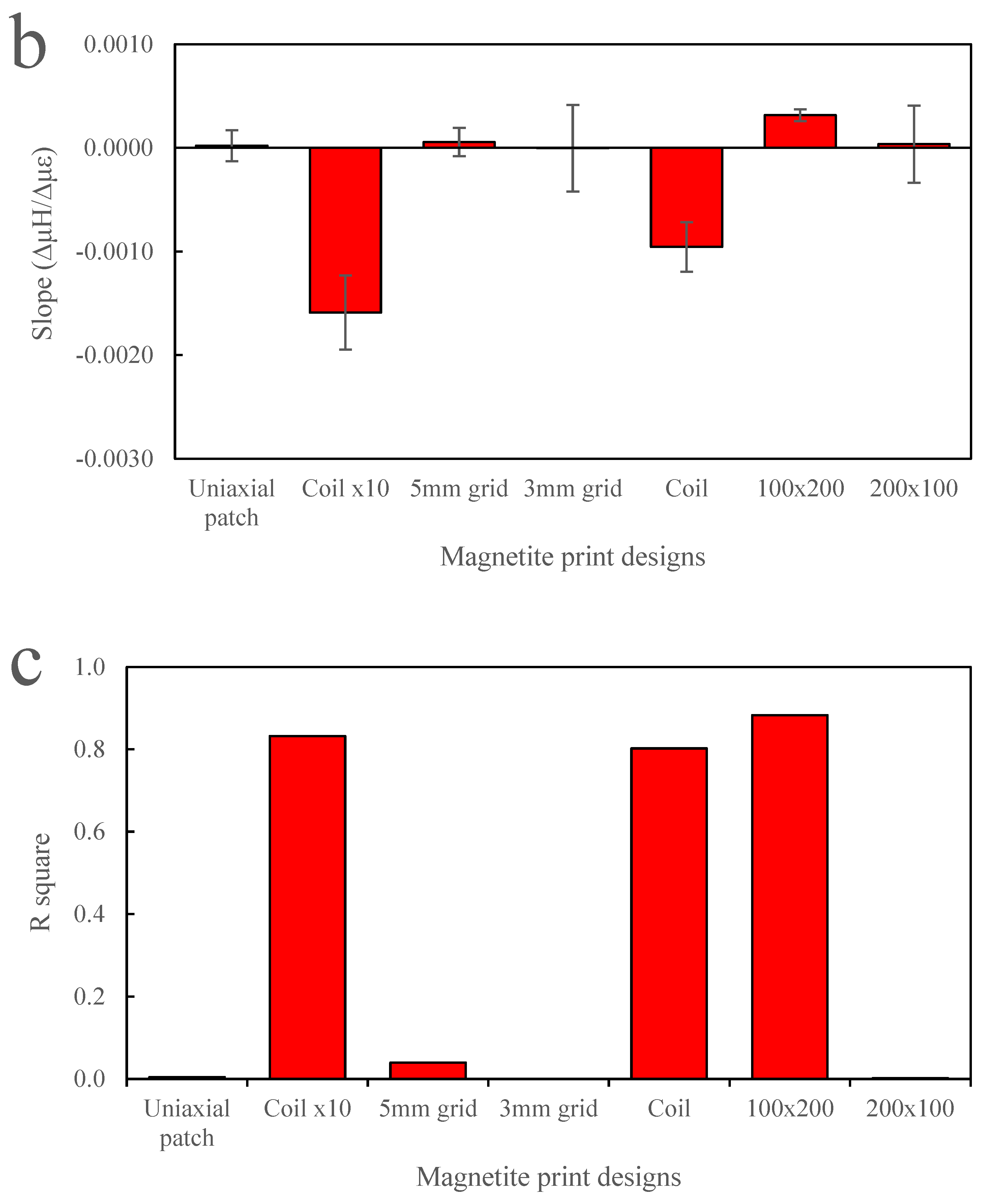
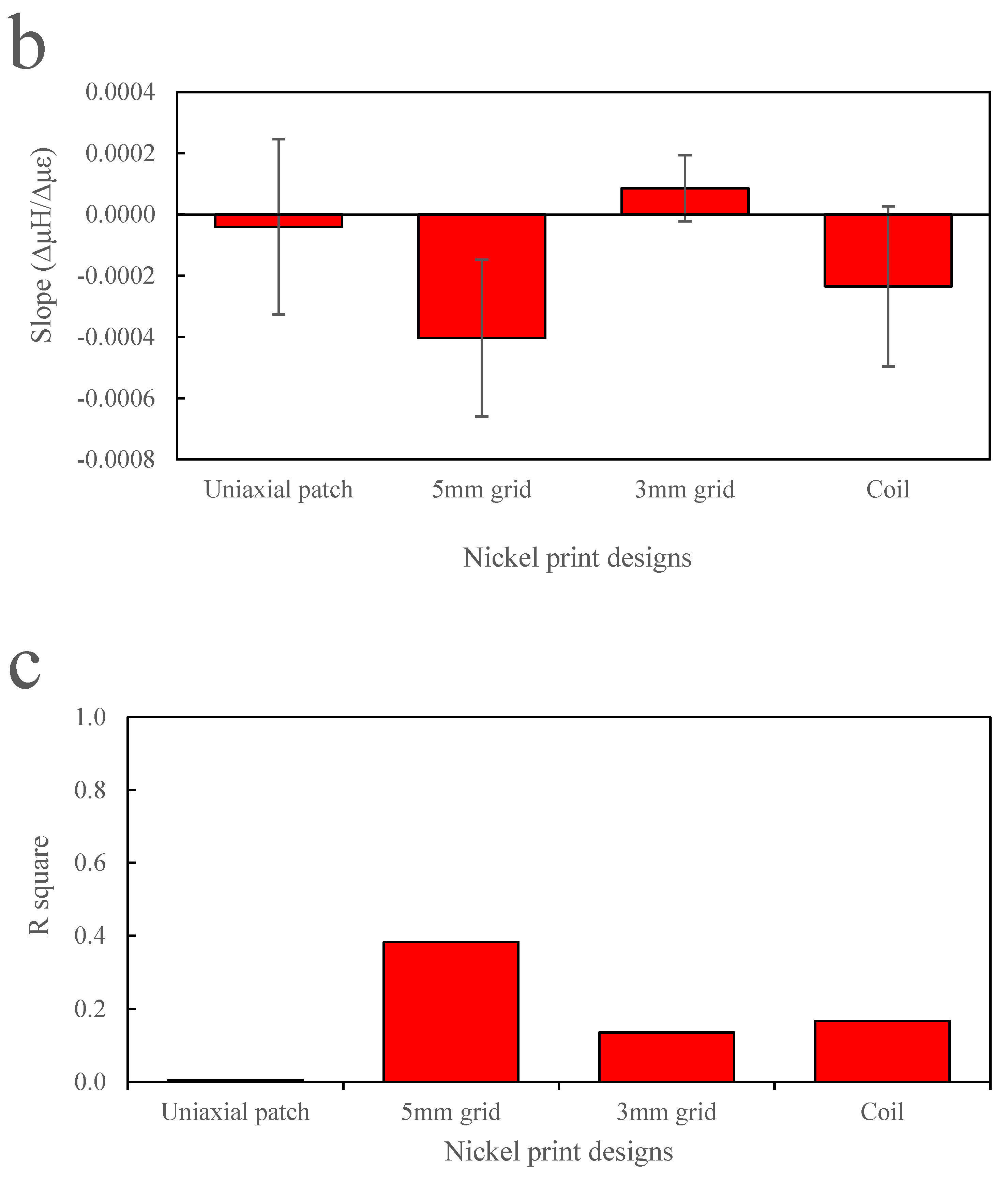
3.4.2. Bending Test
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Flow Times (S) | ||||
|---|---|---|---|---|
| Temperature (K) | Density (g cm−3) | Upper Bulb (cP) | Lower Bulb (cP) | Average (cP) |
| 273.15 | 0.99984 | 1.789 | 1.7889 | 1.7891 |
| 278.15 | 0.99996 | 1.518 | 1.5187 | 1.5187 |
| 293.15 | 0.9982 | (1.002) | (1.002) | (1.002) |
| 298.15 | 0.99704 | 0.89 | 0.8903 | 0.8904 |
| 303.15 | 0.99565 | 0.7978 | 0.7977 | 0.7978 |
| 308.15 | 0.99403 | 0.7193 | 0.7193 | 0.719, |
| 313.15 | 0.9922 | 0.6531 | 0.6531 | 0.6531 |
| 323.15 | 0.988 | 0.5475 | 0.547 | 0.5475 |
| 333.15 | 0.9832 | 0.467 | - | 0.467 |
References
- Bastola, A.K.; Hossain, M. The shape—Morphing performance of magnetoactive soft materials. Mater. Des. 2021, 211, 110172. [Google Scholar] [CrossRef]
- Güemes, A.; Fernandez-Lopez, A.; Pozo, A.R.; Sierra-Pérez, J. Structural Health Monitoring for Advanced Composite Structures: A Review. J. Compos. Sci. 2020, 4, 13. [Google Scholar] [CrossRef]
- Han, S.; Li, Q.; Cui, Z.; Xiao, P.; Miao, Y.; Chen, L.; Li, Y. Non-destructive testing and structural health monitoring technologies for carbon fiber reinforced polymers: A review. Nondestruct. Test. Evaluation 2024, 39, 725–761. [Google Scholar] [CrossRef]
- Hassani, S.; Dackermann, U. A Systematic Review of Advanced Sensor Technologies for Non-Destructive Testing and Structural Health Monitoring. Sensors 2023, 23, 2204. [Google Scholar] [CrossRef] [PubMed]
- Sharma, R.S.; Vijayakumar, M.N. Recent Developments in Damage Detection of CFRP Composites Using Non-Destructive Techniques—A Review. J. Eng. Res. Rep. 2023, 25, 51–65. [Google Scholar] [CrossRef]
- Ahmed, N.; Deffley, R.; Kundys, B.; Morley, N. 3D printing of magnetostrictive property in 17/4 ph stainless steel. J. Magn. Magn. Mater. 2023, 585, 171115. [Google Scholar] [CrossRef]
- Jones, N.J.; Yoo, J.-H.; Ott, R.T.; Lambert, P.K.; Petculescu, G.; Simsek, E.; Schlagel, D.; Lograsso, T.A. Magnetostrictive performance of additively manufactured CoFe rods using the LENSTM system. AIP Adv. 2018, 8, 56403. [Google Scholar] [CrossRef]
- Leong, Z.; Holmes, W.; Clarke, J.; Padki, A.; Hayes, S.; Morley, N.A. Magnetostrictive Sensors for Composite Damage Detection and Wireless Structural Health Monitoring. IEEE Trans. Magn. 2019, 55, 4003006. [Google Scholar] [CrossRef]
- Vincent, J.D.S.; Rodrigues, M.; Leong, Z.; Morley, N.A. Design and Development of Magnetostrictive Actuators and Sensors for Structural Health Monitoring. Sensors 2020, 20, 711. [Google Scholar] [CrossRef]
- Gullapalli, A.; Beedasy, V.; Vincent, J.D.S.; Leong, Z.; Smith, P.; Morley, N. Flat Inkjet-Printed Copper Induction Coils for Magnetostrictive Structural Health Monitoring: A Comparison with Bulk Air Coils and an anisotropic magnetoresistive sensor (AMR) Sensor. Adv. Eng. Mater. 2021, 23, 2100313. [Google Scholar] [CrossRef]
- Voit, W.; Belova, L.; Zapka, W.; Rao, K.V. Application of inkjet technology for the deposition of magnetic nanoparticles to form micron-scale structures. IEE Proc.-Sci. Meas. Technol. 2003, 150, 252–256. [Google Scholar] [CrossRef]
- Raut, N.C.; Al-Shamery, K. Inkjet printing metals on flexible materials for plastic and paper electronics. J. Mater. Chem. C 2018, 6, 1618–1641. [Google Scholar] [CrossRef]
- Song, H.; Spencer, J.; Jander, A.; Nielsen, J.; Stasiak, J.; Kasperchik, V.; Dhagat, P. Inkjet printing of magnetic materials with aligned anisotropy. J. Appl. Phys. 2014, 115, 17E308. [Google Scholar] [CrossRef]
- Grabham, N.J.; Beeby, S.P.; White, N.M. The formulation and processing of a thick-film magnetostrictive material Related content the formulation and processing of a thick-film magnetostrictive material. Meas. Sci. Technol. 2001, 13, 59. [Google Scholar] [CrossRef]
- Cabrera, L.; Gutierrez, S.; Menendez, N.; Morales, M.; Herrasti, P. Magnetite nanoparticles: Electrochemical synthesis and characterization. Electrochim. Acta 2008, 53, 436–3441. [Google Scholar] [CrossRef]
- Kolchanov, D.S.; Slabov, V.; Keller, K.; Sergeeva, E.; Zhukov, M.V.; Drozdov, A.S.; Vinogradov, A.V. Sol–gel magnetite inks for inkjet printing. J. Mater. Chem. C 2019, 7, 6426–6432. [Google Scholar] [CrossRef]
- Li, D.; Sutton, D.; Burgess, A.; Graham, D.; Calvert, P.D. Conductive copper and nickel lines via reactive inkjet printing. J. Mater. Chem. 2009, 19, 3719–3724. [Google Scholar] [CrossRef]
- Marjanović, N.; Chiolerio, A.; Kus, M.; Ozel, F.; Tilki, S.; Ivanović, N.; Rakočević, Z.; Andrić, V.; Barudžija, T.; Baumann, R.R. Magnetite nanoparticles: Synthesis, thin film properties and inkjet printing of magnetic cores for inductor applications. Thin Solid Films 2014, 570 Pt A, 38–44. [Google Scholar] [CrossRef]
- Park, S.-H.; Kim, H.-S. Flash light sintering of nickel nanoparticles for printed electronics. Thin Solid Films 2014, 550, 575–581. [Google Scholar] [CrossRef]
- Pasquarelli, R.; Curtis, C.; Van Hest, M. Inkjet printing of nickel and silver metal solar cell contacts. J. Undergrad. Res. 2008, 8, 91–96. Available online: https://www.osti.gov/servlets/purl/1052098 (accessed on 22 February 2021).
- Tan, H.W.; An, J.; Chua, C.K.; Tran, T. Metallic Nanoparticle Inks for 3D Printing of Electronics. Adv. Electron. Mater. 2019, 5, 1800831. [Google Scholar] [CrossRef]
- Tiberto, P.; Barrera, G.; Celegato, F.; Coïsson, M.; Chiolerio, A.; Martino, P.; Pandolfi, P.; Allia, P. Magnetic properties of jet-printer inks containing dispersed magnetite nanoparticles. Eur. Phys. J. B 2013, 86, 173. [Google Scholar] [CrossRef]
- Vaseem, M.; Ghaffar, F.A.; Farooqui, M.F.; Shamim, A. Iron Oxide Nanoparticle-Based Magnetic Ink Development for Fully Printed Tunable Radio-Frequency Devices. Adv. Mater. Technol. 2018, 3, 1700242. [Google Scholar] [CrossRef]
- Altay, B.N. Development and Characterization of Nano Nickel-Based Conductive Inks for Flexographic Printing of Electronics and New Interpretations of Surface Energies of Solids. Ph.D. Thesis, Western Michigan University, Kalamazoo, MI, USA, 2018. [Google Scholar]
- Liu, Y.; Derby, B. Experimental study of the parameters for stable drop-on-demand inkjet performance. Phys. Fluids 2019, 31, 032004. [Google Scholar] [CrossRef]
- Zhang, F.; Tuck, C.; Hague, R.; He, Y.; Saleh, E.; Li, Y.; Sturgess, C.; Wildman, R. Inkjet printing of polyimide insulators for the 3D printing of dielectric materials for microelectronic applications. J. Appl. Polym. Sci. 2016, 133, 43361. [Google Scholar] [CrossRef]
- James, C.J.; Mulcahy, D.E.; Steel, B.J. Viscometer calibration standards: Viscosities of water between 0 and 60 degrees C and of selected aqueous sucrose solutions at 25 degrees C from measurements with a flared capillary viscometer. J. Phys. D Appl. Phys. 1984, 17, 225–230. [Google Scholar] [CrossRef]
- SHD. Advanced Composite Prepreg Materials by SHD. 2022. Available online: https://shdcomposites.com/ (accessed on 5 May 2024).
- TDK Corp. Inductors―Part 1 The Basics of Inductors. 2020. Available online: https://www.tdk.com/en/tech-mag/electronics_primer/1 (accessed on 22 August 2023).
- Mahajan, C.G.; Alfadhel, A.; Irving, M.; Kahn, B.E.; Borkholder, D.A.; Williams, S.A.; Cormier, D. Magnetic Field Patterning of Nickel Nanowire Film Realized by Printed Precursor Inks. Materials 2019, 12, 928. [Google Scholar] [CrossRef] [PubMed]
- Zhang, H.T.; Wu, G.; Chen, X.H.; Qiu, X.G. Synthesis and magnetic properties of nickel nanocrystals. Mater. Res. Bull. 2006, 41, 495–501. [Google Scholar] [CrossRef]
- Deepak Dixit, D.; Pattamatta, A. Effect of uniform external magnetic-field on natural convection heat transfer in a cubical cavity filled with magnetic nano-dispersion. Int. J. Heat Mass Transf. 2020, 146, 118828. [Google Scholar] [CrossRef]






| Metal NP | Solvent Composition | Viscosity at 298 K (cP) | Density (g/cm3) | Surface Tension (mN/m) | Particle Size (nm) | Solvent Evaporation Temperature (K) |
|---|---|---|---|---|---|---|
| Ni (2 wt. %) | NMP and water | 7.5–10 | 2.07 | 72.8 (water) | 80–100 | 473 (NMP) |
| Fe3O4 (20 wt. %) | Organic Solvent (DMF), IPA Ethanol, Water (ddH2O) | 7.5–10 | 5.17 | 72.8 (water) | 50–80 | 426 (DMF) |
| Material | Ms (Am2/kg) | Mr (Am2/kg) | Hc (kA/m) |
|---|---|---|---|
| Magnetite | 76.5 | 1.25 ± 0.02 | 1.22 ± 0.02 |
| Nickel | 27.1 | 2.53 ± 0.01 | 6.56 ± 0.10 |
| Metal NP | Solvent | Temperature (K) | Viscosity (cP) |
|---|---|---|---|
| Magnetite | DMF, IPA and water | 294 | 1.92 |
| Nickel | NMP and water | 293.6 | 2.06 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ahmed, N.; Smith, P.J.; Morley, N.A. Inkjet Printing Magnetostrictive Materials for Structural Health Monitoring of Carbon Fibre-Reinforced Polymer Composite. Sensors 2024, 24, 4657. https://doi.org/10.3390/s24144657
Ahmed N, Smith PJ, Morley NA. Inkjet Printing Magnetostrictive Materials for Structural Health Monitoring of Carbon Fibre-Reinforced Polymer Composite. Sensors. 2024; 24(14):4657. https://doi.org/10.3390/s24144657
Chicago/Turabian StyleAhmed, Nisar, Patrick J. Smith, and Nicola A. Morley. 2024. "Inkjet Printing Magnetostrictive Materials for Structural Health Monitoring of Carbon Fibre-Reinforced Polymer Composite" Sensors 24, no. 14: 4657. https://doi.org/10.3390/s24144657