
Requirements and Barriers for Human-Centered SMEs



Abstract
1. Introduction
- -
- Sensors for safety monitoring: Safety is and always should be the main priority of every employer, not just in the human-centered concept. Therefore, sensors that provide information on working conditions like the presence of toxic gases or excessive noise levels are very much needed. In terms of monitoring the well-being of the worker, wearable sensors can provide data about the health and emotional condition of the worker.
- -
- Sensors for ergonomic and monitoring of worker well-being. Ergonomics questions are prominent in various work positions. Sensors could help with indicating the incorrect movement and posture of the worker and help prevent the risk of injuries or musculoskeletal disorders. Also, environmental conditions could be monitored by sensors in terms of air and humidity conditions or lighting intensity.
- -
- Sensors for monitoring efficiency and productivity: To ensure efficiency and productivity, sensors provide real-time information that can help workers reduce errors and maintain production plans.
- -
- Sensors for monitoring human–robot collaboration: To ensure successful collaboration between humans and robots, sensors could play a role as a safety component in preventing collision and accidents between both parties. In terms of adaptation, sensors could support adaptation based on human worker actions.
- -
- Sensors to enhance data-driven decision making: Decision making is crucial to ensuring the prosperity and competitiveness of companies, therefore data and real-time information are important to gain insight into workers’ performance. This information can be used for strategic planning, operational planning, and resource planning.
- What are the requirements for SMEs to implement Industry 5.0?
- What are the barriers for SMEs to implement Industry 5.0?
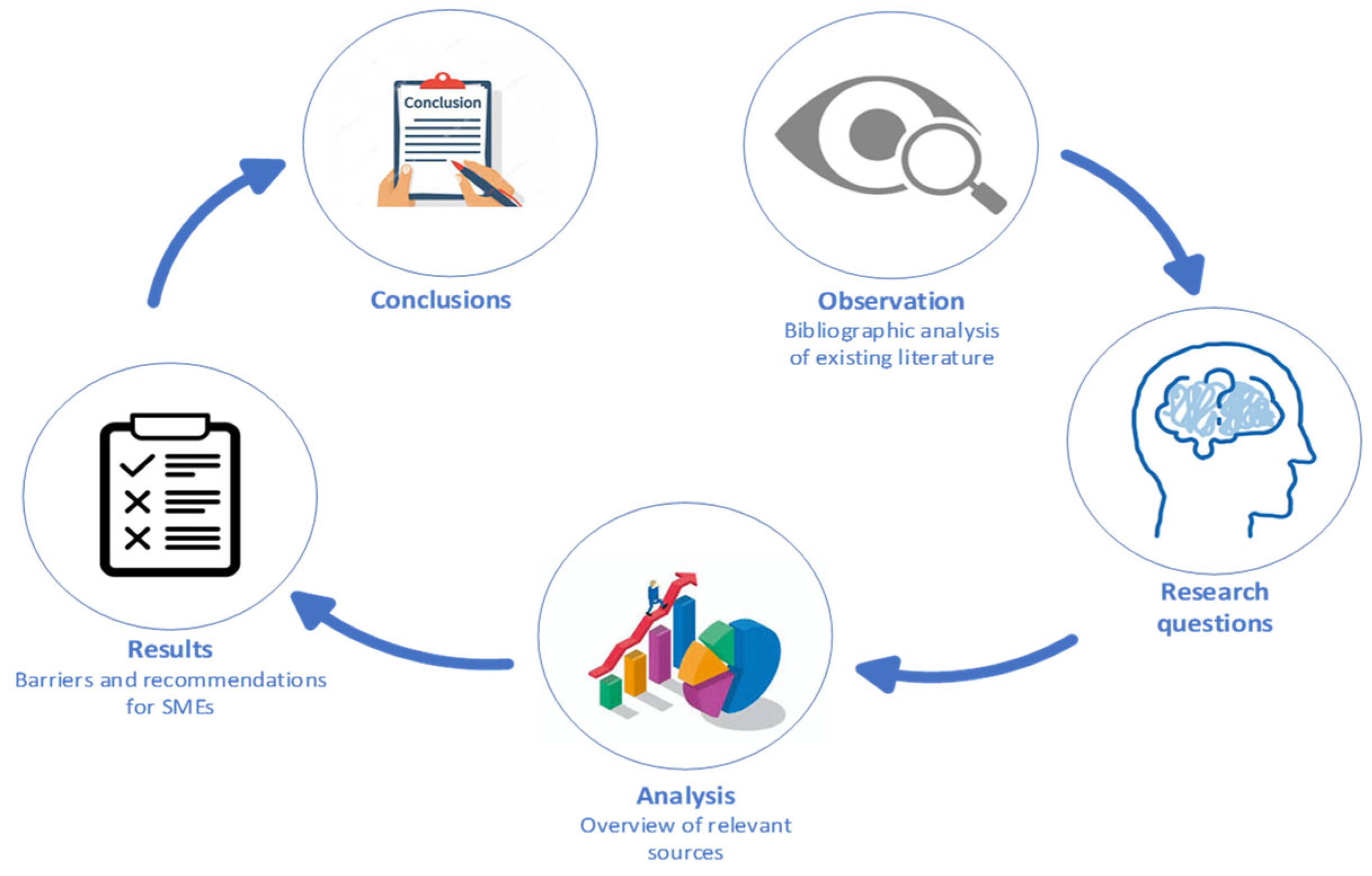
2. Materials and Methods
3. Bibliometric Analysis and Literature Review of Relevant Publications
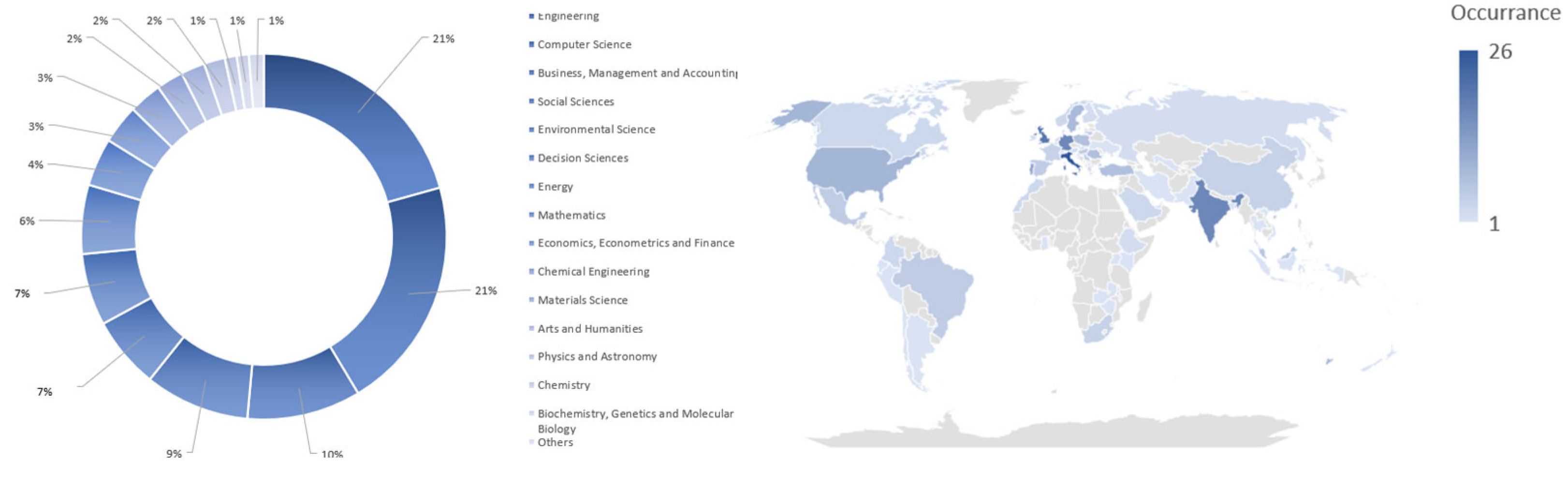
3.1. Evaluation of Literature Sources by Bibliometric Analysis Methods
3.2. Analysis of Sensors Applications in Human-Centered Manufacturing
3.3. Requirements and Barriers for Human-Centered SME Factories—Overview of Relevant Sources
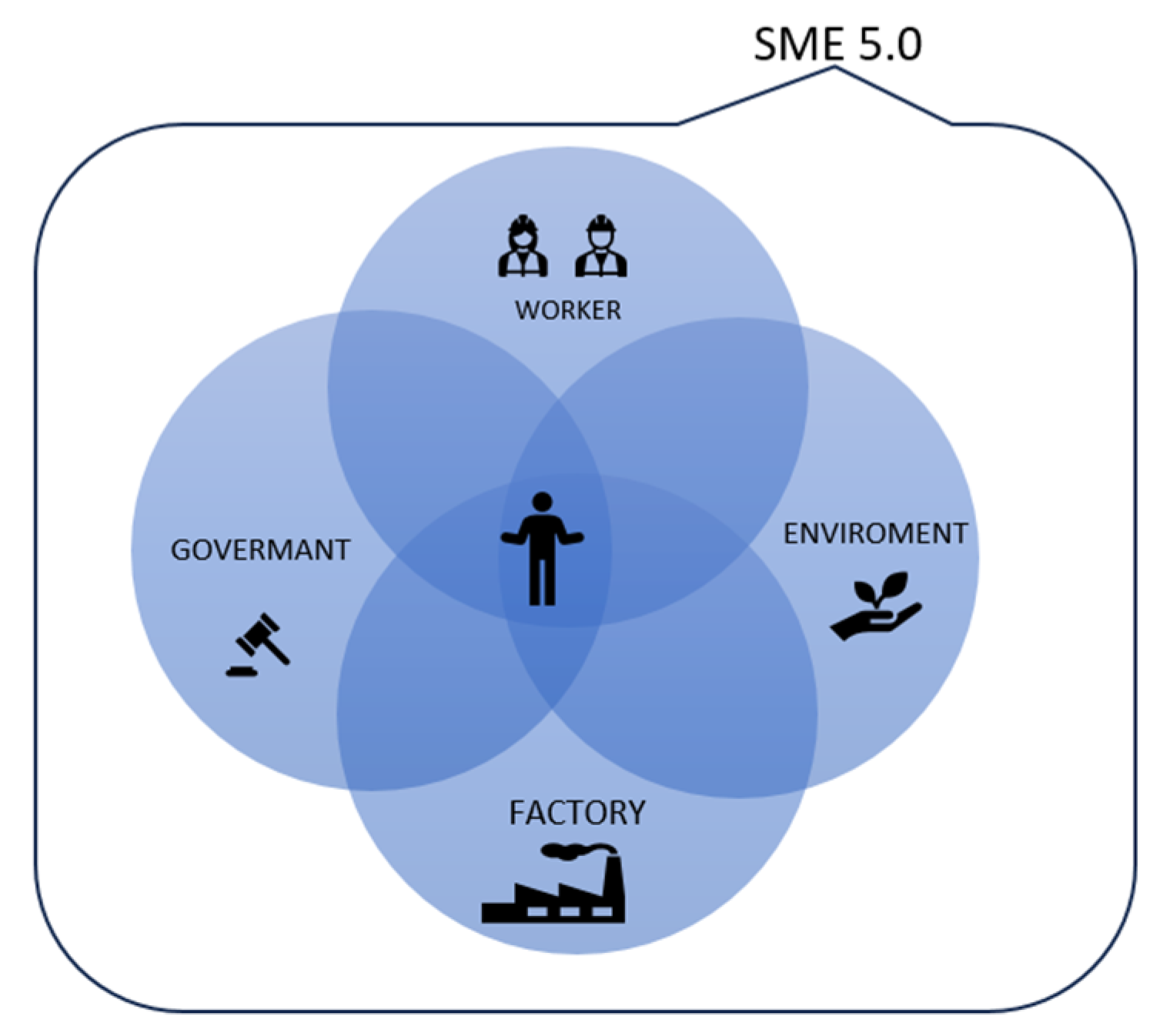
4. Presentation of Recommendations for Human-Centered Factories Using Axiomatic Design Analysis
4.1. Worker Perspective Base Analysis
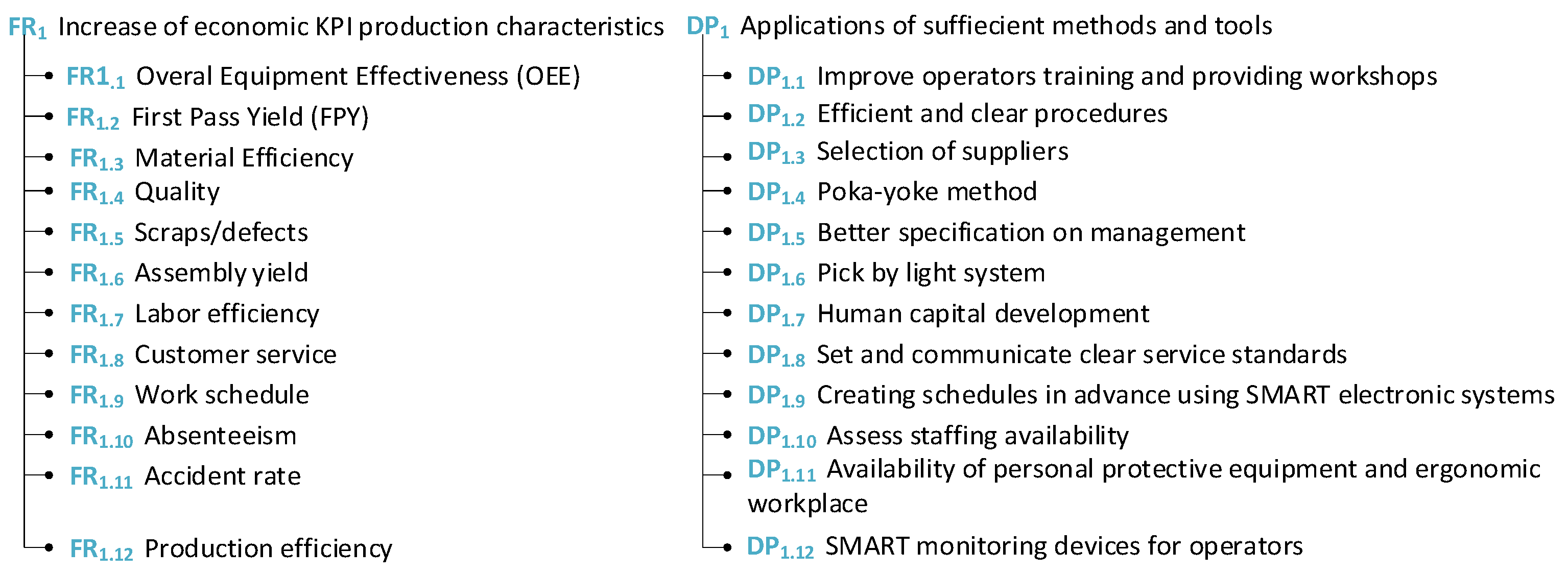
4.1.1. Physical View
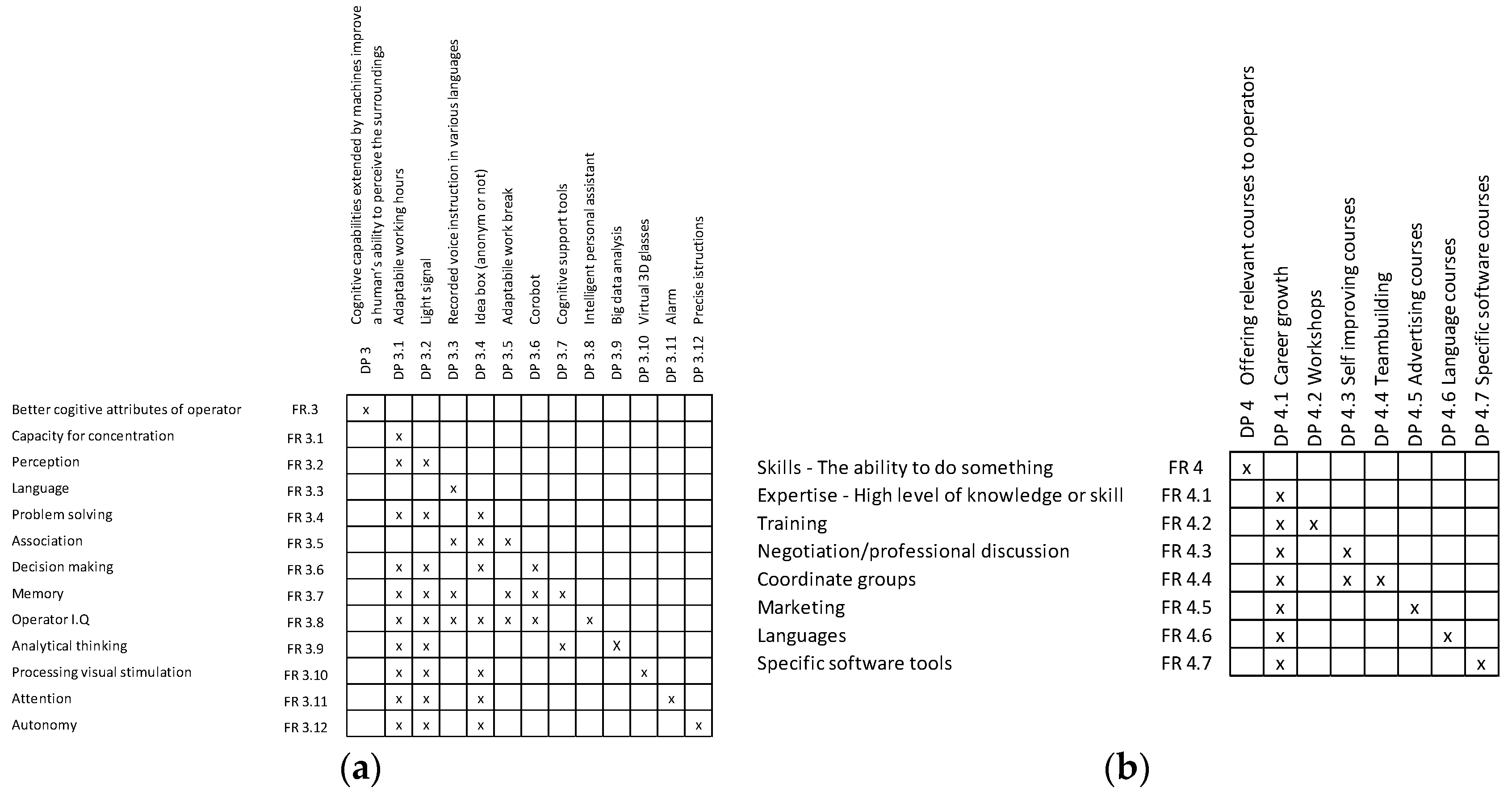
4.1.2. Worker Intellectual View
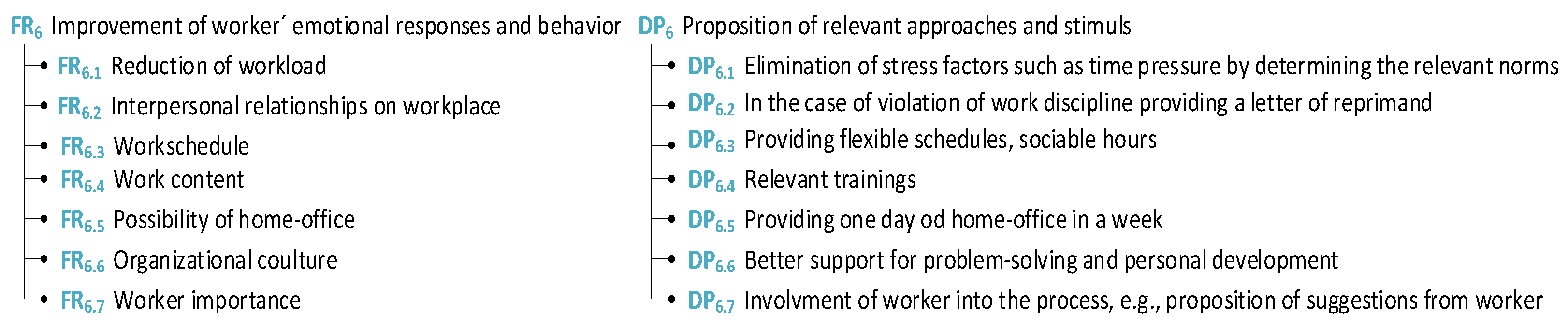
4.1.3. Emotional View
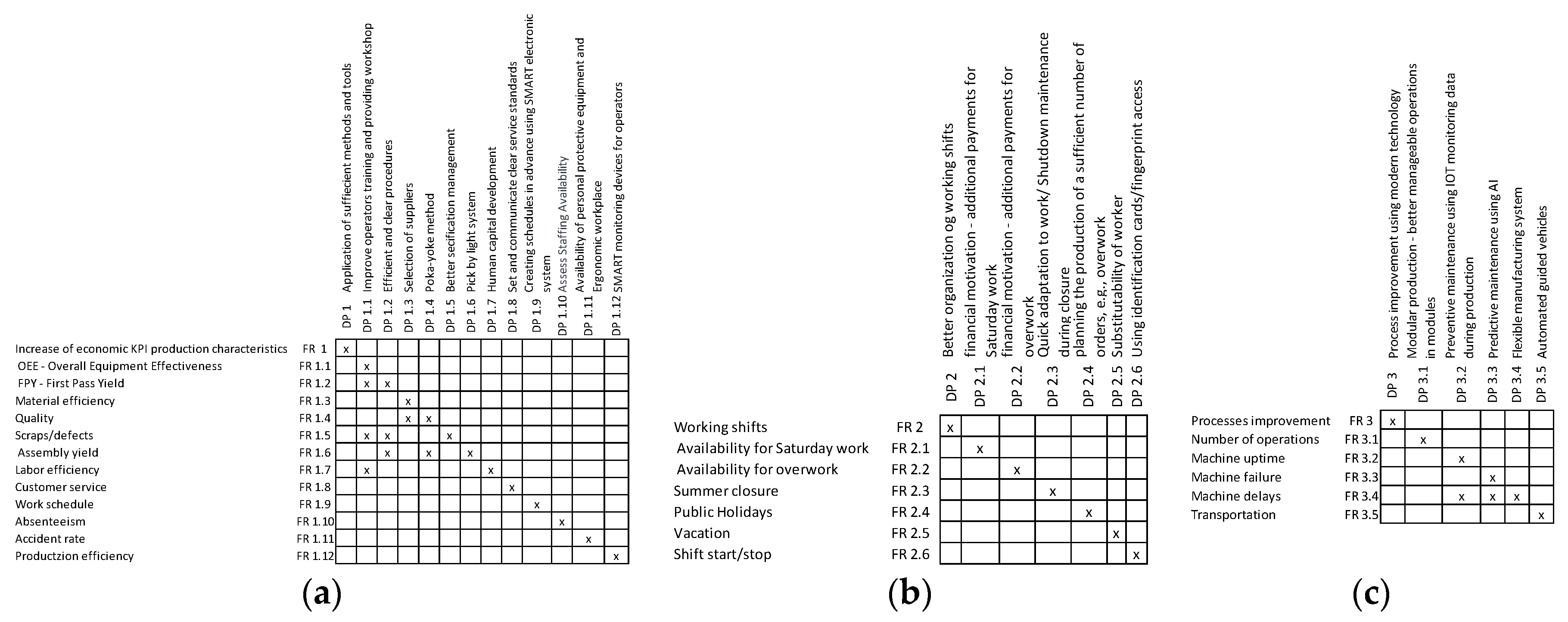
4.2. Factory Perspective Based Analyze
5. Human-Centered Factories in Terms of Government and Environment Perspective
6. Contributions
- -
- In relation to integration challenges, despite advancements, integrating diverse sensors into existing production systems may still pose challenges related to compatibility, data interoperability, and cybersecurity.
- -
- In relation to scalability, many existing studies are focused on pilot implementations or specific cases. There could be a gap in the understanding of the scalability of sensor-based solutions across various industries, production scales, and regulatory environments.
- -
- In relation to human factors, it is known that such sensors offer benefits on the one hand, but on the other hand, their deployment should consider human factors, i.e., worker privacy concerns, the acceptance of sensor technologies, and the potential impacts on job satisfaction and workload.
- -
- In relation to costs, there is a need for more studies examining the cost-effectiveness and return on investment of sensor applications in an HC environment. Evidence of economic benefits could accelerate the adoption of these sensors in practice.
- -
- In relation to ethical and legal issues, as sensor data collection expands, there is a gap in addressing ethical considerations such as data privacy and legal issues such as regulatory compliance surrounding sensor use in an HC environment.
7. Conclusions
- -
- Based on our literature review, the two most prominent aspects were analyzed, and suggestions in the form of the AD theory were implemented for human-centered factories. In this manuscript, all aspects were focused on the barriers and recommendations from the worker and factory/employer perspectives. However, it is necessary to also mention the government and environmental aspects, which were discussed in Section 5.
- -
- Information plays a crucial role in every aspect of the manufacturing process, particularly in the implementation of new paradigms like HC manufacturing. To ensure quick and effective decision-making, the right kinds of data, and of the required quality, are needed. Sensors are implemented into manufacturing processes to obtain data and information. Section 3.2 is dedicated to the literature review of sensor implementation in HC manufacturing. In summary, based on the literature, the potential research gaps were presented as the connection between HC manufacturing and sensors plays a crucial role in enhancing safety, efficiency, and ergonomics in human-centered factories.These implications/recommendations could be used not only in SMEs but also in larger companies, with bigger or smaller modifications, in terms of the usability, the financial state of the company, etc.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Sharma, A.; Singh, B.J. Evolution of industrial revolutions: A review. Int. J. Innov. Technol. Explor. Eng. 2020, 9, 66–73. [Google Scholar] [CrossRef]
- Melnyk, L.; Kubatko, O.; Dehtyarova, I.; Matsenko, O.; Rozhko, O. The effect of industrial revolutions on the transformation of social and economic systems. Probl. Perspect. Manag. 2019, 17, 381. [Google Scholar] [CrossRef]
- Groumpos, P.P. A critical historical and scientific overview of all industrial revolutions. IFAC-Pap. 2021, 54, 464–471. [Google Scholar] [CrossRef]
- Adel, A. Future of industry 5.0 in society: Human-centric solutions, challenges and prospective research areas. J. Cloud Comput. 2022, 11, 40. [Google Scholar] [CrossRef]
- Koc, T.C.; Teker, S. Industrial revolutions and its effects on quality of life. Press. Procedia 2019, 9, 304–311. [Google Scholar] [CrossRef]
- Mladineo, M.; Ćubić, M.; Gjeldum, N.; Crnjac Žižić, M. Human-centric approach of the Lean management as an enabler of Industry 5.0 in SMEs. In Proceedings of the 10th International Conference Mechanical Technologies and Structural Materials (MTSM 2021), Split, Croatia, 23–24 September 2021; pp. 111–117. [Google Scholar]
- Nargund, G. Declining birth rate in Developed Countries: A radical policy re-think is required. Facts Views Vis. ObGyn 2009, 1, 191. [Google Scholar]
- Nahavandi, S. Industry 5.0—A human-centric solution. Sustainability 2019, 11, 4371. [Google Scholar] [CrossRef]
- Hein-Pensel, F.; Winkler, H.; Brückner, A.; Wölke, M.; Jabs, I.; Mayan, I.J.; Zinke-Wehlmann, C. Maturity assessment for Industry 5.0: A review of existing maturity models. J. Manuf. Syst. 2023, 66, 200–210. [Google Scholar] [CrossRef]
- Zhang, C.; Wang, Z.; Zhou, G.; Chang, F.; Ma, D.; Jing, Y.; Zhao, D. Towards new-generation human-centric smart manufacturing in Industry 5.0: A systematic review. Adv. Eng. Inform. 2023, 57, 102121. [Google Scholar] [CrossRef]
- Ghobakhloo, M.; Iranmanesh, M.; Tseng, M.L.; Grybauskas, A.; Stefanini, A.; Amran, A. Behind the definition of Industry 5.0: A systematic review of technologies, principles, components, and values. J. Ind. Prod. Eng. 2023, 40, 432–447. [Google Scholar] [CrossRef]
- Huang, S.; Wang, B.; Li, X.; Zheng, P.; Mourtzis, D.; Wang, L. Industry 5.0 and Society 5.0—Comparison, complementation and co-evolution. J. Manuf. Syst. 2022, 64, 424–428. [Google Scholar] [CrossRef]
- Schuh, G.; Kelzenberg, C.; Wiese, J.; Stracke, F. Industry 4.0 implementation framework for the producing industry. J. Adv. Technol. Eng. Stud. 2018, 4, 79–90. [Google Scholar]
- Schuh, G.; Gartzen, T.; Rodenhauser, T.; Marks, A. Promoting work-based learning through industry 4.0. Procedia Cirp 2015, 32, 82–87. [Google Scholar] [CrossRef]
- Fraunhofer IAO. Industrie 4.0—International Benchmark, Options for the Future and Recommendations for Manufacturing Research. Fraunhofer IAO. 2013. Available online: https://www.iao.fraunhofer.de/lang-en/about-us/industry-4-0.html (accessed on 12 July 2024).
- Fraunhofer IAO. Skills for Industrie 4.0—Training Requirements and Solutions (Short version). Fraunhofer IAO. 2019. Available online: https://www.iao.fraunhofer.de/lang-en/skills-for-industrie-4-0-training-requirements-and-solutions.html (accessed on 12 July 2024).
- Schuh, G.; Anderl, R.; Gausemeier, J.; Ten Hompel, M.; Wahlster, W. Industrie 4.0 Maturity Index. Managing the Digital Transformation of Companies; Acatech: Munich, Germany, 2017; Volume 61. [Google Scholar]
- Scoop, I. Industry 4.0: The Fourth Industrial Revolution–Guide to Industrie 4.0; Omni Academy: Karachi, Pakistan, 2018. [Google Scholar]
- Anbuchezhian, P.S.; Merlo, C. Industry 5.0: Towards a more sustainable human centric factory of the future. In Proceedings of the 1st European Dual Higher Education Conference 2024, Paola, Kansas, 8–11 April 2024; pp. 105–107. [Google Scholar]
- Leng, J.; Sha, W.; Wang, B.; Zheng, P.; Zhuang, C.; Liu, Q.; Wuest, T.; Mourtzis, D.; Wang, L. Industry 5.0: Prospect and retrospect. J. Manuf. Syst. 2022, 65, 279–295. [Google Scholar] [CrossRef]
- Maddikunta PK, R.; Pham, Q.V.; Prabadevi, B.; Deepa, N.; Dev, K.; Gadekallu, T.R.; Ruby, R.; Liyanage, M. Industry 5.0: A survey on enabling technologies and potential applications. J. Ind. Inf. Integr. 2022, 26, 100257. [Google Scholar] [CrossRef]
- Small and Medium Enterprises (SMEs) Finance. Available online: https://www.worldbank.org/en/topic/smefinance (accessed on 6 June 2024).
- Donthu, N.; Kumar, S.; Mukherjee, D.; Pandey, N.; Lim, W.M. How to conduct a bibliometric analysis: An overview and guidelines. J. Bus. Res. 2021, 133, 285–296. [Google Scholar] [CrossRef]
- Benmessabih, T.; Slama, R.; Havard, V.; Baudry, D. Online human motion analysis in industrial context: A review. Eng. Appl. Artif. Intell. 2024, 131, 107850. [Google Scholar] [CrossRef]
- Giovinazzo, F.; Grella, F.; Sartore, M.; Adami, M.; Galletti, R.; Cannata, G. From CySkin to ProxySKIN: Design, Implementation and Testing of a Multi-Modal Robotic Skin for Human–Robot Interaction. Sensors 2024, 24, 1334. [Google Scholar] [CrossRef]
- Khan, M.A.; Khan, R.; Praveen, P.; Verma, A.R.; Panda, M.K. (Eds.) Infrastructure Possibilities and Human-Centered Approaches with Industry 5.0; IGI Global: Hershey, PA, USA, 2024. [Google Scholar]
- Ramírez-Gordillo, T.; Mora, H.; Pujol-Lopez, F.A.; Jimeno-Morenilla, A.; Maciá-Lillo, A. Industry 5.0: Towards Human Centered Design in Human Machine Interaction. In The International Research Innovation Forum; Springer International Publishing: Cham, Switzerland, 2023; pp. 661–672. [Google Scholar]
- Cotta, W.A.A.; Lopes, S.I.; Vassallo, R.F. Towards the cognitive factory in industry 5.0: From Concept to implementation. Smart Cities 2023, 6, 1901–1921. [Google Scholar] [CrossRef]
- Papetti, A.; Ciccarelli, M.; Palpacelli, M.C.; Germani, M. How to provide work instructions to reduce the workers’ physical and mental workload. Procedia CIRP 2023, 120, 1167–1172. [Google Scholar] [CrossRef]
- Cutrona, V.; Bonomi, N.; Montini, E.; Ruppert, T.; Delinavelli, G.; Pedrazzoli, P. Extending factory digital Twins through human characterisation in Asset Administration Shell. Int. J. Comput. Integr. Manuf. 2023, 1–18. [Google Scholar] [CrossRef]
- Kaklauskas, A.; Abraham, A.; Ubarte, I.; Kliukas, R.; Luksaite, V.; Binkyte-Veliene, A.; Vetloviene, I.; Kaklauskiene, L. A review of AI cloud and edge sensors, methods, and applications for the recognition of emotional, affective and physiological states. Sensors 2022, 22, 7824. [Google Scholar] [CrossRef]
- Nagy, L.; Ruppert, T.; Löcklin, A.; Abonyi, J. Hypergraph-based analysis and design of intelligent collaborative manufacturing space. J. Manuf. Syst. 2022, 65, 88–103. [Google Scholar] [CrossRef]
- Pozo, E.; Patel, N.; Schrödel, F. Collaborative Robotic Environment for Educational Training in Industry 5.0 Using an Open Lab Approach. IFAC-Pap. 2022, 55, 314–319. [Google Scholar] [CrossRef]
- Doyle Kent, M.; Kopacek, P. Do we need synchronization of the human and robotics to make industry 5.0 a success story? In Proceedings of the Digital Conversion on the Way to Industry 4.0: Selected Papers from ISPR2020, Online, 24–26 September 2020; Springer International Publishing: Berlin/Heidelberg, Germany, 2021; pp. 302–311. [Google Scholar]
- Oztemel, E.; Gursev, S. Literature review of Industry 4.0 and related technologies. J. Intell. Manuf. 2020, 31, 127–182. [Google Scholar] [CrossRef]
- Javaid, M.; Haleem, A.; Singh, R.P.; Suman, R.; Gonzalez, E.S. Understanding the adoption of Industry 4.0 technologies in improving environmental sustainability. Sustain. Oper. Comput. 2022, 3, 203–217. [Google Scholar] [CrossRef]
- Bednar, P.M.; Welch, C. Socio-technical perspectives on smart working: Creating meaningful and sustainable systems. Inf. Syst. Front. 2020, 22, 281–298. [Google Scholar] [CrossRef]
- Furstenau, L.B.; Sott, M.K.; Kipper, L.M.; Machado, E.L.; Lopez-Robles, J.R.; Dohan, M.S.; Imran, M.A. Link between sustainability and industry 4.0: Trends, challenges and new perspectives. IEEE Access 2020, 8, 140079–140096. [Google Scholar] [CrossRef]
- Narvaez Rojas, C.; Alomia Peñafiel, G.A.; Loaiza Buitrago, D.F.; Tavera Romero, C.A. Society 5.0: A Japanese concept for a superintelligent society. Sustainability 2021, 13, 6567. [Google Scholar] [CrossRef]
- de Assis Dornelles, J.; Ayala, N.F.; Frank, A.G. Smart Working in Industry 4.0: How digital technologies enhance manufacturing workers’ activities. Comput. Ind. Eng. 2022, 163, 107804. [Google Scholar] [CrossRef]
- Frederico, G.F. From supply chain 4.0 to supply chain 5.0: Findings from a systematic literature review and research directions. Logistics 2021, 5, 49. [Google Scholar] [CrossRef]
- Bongomin, O.; Yemane, A.; Kembabazi, B.; Malanda, C.; Chikonkolo Mwape, M.; Sheron Mpofu, N.; Tigalana, D. Industry 4.0 disruption and its neologisms in major industrial sectors: A state of the art. J. Eng. 2020, 2020, 8090521. [Google Scholar] [CrossRef]
- Madsen, D.Ø. The emergence and rise of Industry 4.0 viewed through the lens of management fashion theory. Adm. Sci. 2019, 9, 71. [Google Scholar] [CrossRef]
- Zengin, Y.; Naktiyok, S.; Kaygın, E.; Kavak, O.; Topçuoğlu, E. An investigation upon industry 4.0 and society 5.0 within the context of sustainable development goals. Sustainability 2021, 13, 2682. [Google Scholar] [CrossRef]
- Carayannis, E.G.; Dezi, L.; Gregori, G.; Calo, E. Smart environments and techno-centric and human-centric innovations for Industry and Society 5.0: A quintuple helix innovation system view towards smart, sustainable, and inclusive solutions. J. Knowl. Econ. 2021, 13, 1–30. [Google Scholar] [CrossRef]
- Azamfirei, V.; Psarommatis, F.; Lagrosen, Y. Application of automation for in-line quality inspection, a zero-defect manufacturing approach. J. Manuf. Syst. 2023, 67, 1–22. [Google Scholar] [CrossRef]
- Bartoloni, S.; Calò, E.; Marinelli, L.; Pascucci, F.; Dezi, L.; Carayannis, E.; Gregori, G.L. Towards designing society 5.0 solutions: The new Quintuple Helix-Design Thinking approach to technology. Technovation 2022, 113, 102413. [Google Scholar] [CrossRef]
- Suh, N.P. Axiomatic Design: Advances and Applications; Oxford University Press: New York, NY, USA, 2001; Volume 4. [Google Scholar]
- Brown, C.A. Axiomatic design for products, processes, and systems. In Industry 4.0 for SMEs; Palgrave Macmillan: London, UK, 2020; p. 383. [Google Scholar]
- Brown, C.A. Teaching axiomatic design to engineers—Theory, applications, and software. J. Manuf. Syst. 2005, 24, 186–195. [Google Scholar] [CrossRef]
- Brown, C.A.; Rauch, E. Axiomatic design for creativity, sustainability, and industry 4.0. MATEC Web Conf. 2019, 301, 00016. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Publication Title | Document Type | Description | Perspective of Application |
|---|---|---|---|
| Online human motion analysis in industrial context: A review [24] | Article | The article discusses the importance of human motion analysis in industrial settings, focusing on the application of various sensors like Inertial Measurement Units (IMUs), Motion Capture (MoCap) sensors, Electromyography (EMG) sensors, and Force Myography (FMG) sensors |
|
| From CySkin to ProxySKIN: Design, Implementation and Testing of a Multi-Modal Robotic Skin for Human–Robot Interaction [25] | Article | The paper focuses on the development of ProxySKIN, a skin-like sensory system for robots, based on networks of distributed proximity sensors and tactile sensors |
|
| Infrastructure possibilities and human-centered approaches with industry 5.0 [26] | Book | This article examines the transition, emphasizing the importance of infrastructure, ethical concerns, and future implication in Human-Centric Strategies in the Context of Industry 5.0. |
|
| Industry 5.0: Towards Human Centered Design in Human Machine Interaction [27] | Conference paper | This paper aims to understand the human-robot interaction to achieve a complete collaboration between the robot and the human to increase efficiency, to reduce risks of possible accidents for the operator, and to prioritize their safety. |
|
| Towards the Cognitive Factory in Industry 5.0: From Concept to Implementation [28] | Article | This paper provides the integration of intelligent spaces and I5.0 enables the creation of dynamic and adaptive environments that sense, interpret, recognize user behavior, and provide natural interactions between humans and intelligent systems using also by sensors. |
|
| How to provide work instructions to reduce the workers’ physical and mental workload [29] | Conference paper | The aim of the article is to redesign a workstation for wire harness assembly to mitigate ergonomic risks for operators, focusing on physical and cognitive aspects. |
|
| Extending factory digital Twins through human characterisation in Asset Administration Shell [30] | Article | This article is focused on extention of traditional factory digital twins by incorporating human characterisation in Asset Administration Shell (AAS) through the use of sensors. |
|
| A Review of AI Cloud and Edge Sensors, Methods, and Applications for the Recognition of Emotional, Affective and Physiological States [31] | Review | This paper reviews how brain and biometric sensors can be utilized for AFFECT recognition across various domains. |
|
| Hypergraph-based analysis and design of intelligent collaborative manufacturing space [32] | Article | Article explors the concept of Integrated Cyber-Physical Production Systems (ICMS) for enhancing human-machine cooperation utilizing sensors as elements of the monitoring system within the production environment. |
|
| Collaborative Robotic Environment for Educational Training in Industry 5.0 Using an Open Lab Approach [33] | Conference paper | The focus of the article is to create a safe collaborative environment for educational training in Industry 5.0 by utilizing sensor technologies such as haptics and vision systems. |
|
| Do We Need Synchronization of the Human and Robotics to Make Industry 5.0 a Success Story? [34] | Conference paper | This article is focused on how sensors, along with information and communications technology, connectedness, robotics, and innovative production systems, are integral to smart manufacturing systems that produce smart products |
|
| Publication Title | Document Type | Short Summary | Number of Citations |
|---|---|---|---|
| Literature review of Industry 4.0 and related technologies [35] | Review | The main aim of the paper is to provide a comprehensive literature review of Industry 4.0 and related technologies to highlight progress and improve awareness for both academics and industrial practitioners. | 1151 |
| Understanding the adoption of Industry 4.0 technologies in improving environmental sustainability [36] | Article | The main aim of this paper is to study the significant benefits of industry concept for sustainable manufacturing. | 164 |
| Future of industry 5.0 in society: human-centric solutions, challenges and prospective research areas [4] | Review | This paper is focused on analysis of the potential applications of Industry 5.0, discussing definitions, advanced technologies, applications in various sectors, and challenges in human-robot interaction. | 161 |
| Socio-Technical Perspectives on Smart Working: Creating Meaningful and Sustainable Systems [37] | Article | Examination of the developments of ‘smart’ working from unique individual understandings of work roles and sustainability. | 160 |
| Link between Sustainability and Industry 4.0: Trends, Challenges and New Perspectives [38] | Review | Description of the existing relationship between industry concept and sustainability, identification of strategic themes, research gaps, challenges, and perspectives. | 132 |
| Society 5.0: A Japanese concept for a superintelligent society [39] | Review | Exploration the concept of Society 5.0 and its implications for creating a superintelligent society that addresses societal challenges through technological advancements | 99 |
| Smart Working in Industry 4.0: How digital technologies enhance manufacturing workers’ activities [40] | Article | Conceptual framework to consolidate a common view on the contribution of Industry 4.0 technologies to specific worker capabilities and manufacturing activities | 87 |
| From Supply Chain 4.0 to Supply Chain 5.0: Findings from a Systematic Literature Review and Research Directions [41] | Review | Identification of the gap related to Industry 5.0 approaches for the supply chain field and propose an alignment with the supply chain context, forming the basis for the incipient Supply Chain 5.0 framework. | 68 |
| Industry 4.0 Disruption and Its Neologisms in Major Industrial Sectors: A State of the Art [42] | Review | Highlight of the convergence of disruptive technologies like 3D printing, artificial intelligence, big data, and robotics in industries like agriculture, healthcare, and logistics | 61 |
| The emergence and rise of industry 4.0 viewed through the lens of management fashion theory [43] | Article | Explorative and qualitative research approach to sketch a comprehensive picture of the concept’s emergence and rise from inception to present day | 61 |
| An investigation upon industry 4.0 and society 5.0 within the context of sustainable development goals [44] | Article | Investigation of the Society 5.0 effectiveness and Industry 4.0 within the context of Sustainable Development Goals | 60 |
| Smart Environments and Techno-centric and Human-Centric Innovations for Industry and Society 5.0: A Quintuple Helix Innovation System View Towards Smart, Sustainable, and Inclusive Solutions [45] | Article | Investigation of the aviation sector as a case study for smart environments and Industry 5.0 and Society 5.0 purposes | 54 |
| Application of automation for in-line quality inspection, a zero-defect manufacturing approach [46] | Review | Systematic review of the literature on current trends in the application of automation for in-line quality inspection | 44 |
| Maturity assessment for Industry 5.0: A review of existing maturity models [9] | Article | Review whether the currently existing maturity models for Industry 4.0 address the specific requirements of Industry 5.0, focusing on a human-centered approach and readiness for disruptive technologies in companies, especially SMEs | 41 |
| Towards designing society 5.0 solutions: The new Quintuple Helix—Design Thinking approach to technology [47] | Article | This paper describes how to design and develop Society 5.0 (S5.0) solutions that solve social problems and benefit society by applying Industry 4.0 (I4.0) technologies. | 38 |
| Abbreviation | Meaning |
|---|---|
| SMEs | Small and medium-sized enterprises |
| IR | Industrial revolution |
| IR 3.0 | 3rd Industrial revolution |
| AI | Artificial intelligence |
| IMUS | Inertial Measurement Units |
| MoCap | Motion Capture |
| EMG | Electromyography |
| FMG | Force Myography |
| ICMS | Integrated Cyber-Physical Production Systems |
| I5.0 | Industry 5.0 |
| I4.0 | Industry 4.0 |
| S5.0 | Society 5.0 |
| HC | Human centered |
| AD | Axiomatic design |
| CNs | Customer needs |
| FRs | Functional requirements |
| DPs | Design parameters |
| PVs | Process variables |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nazarejova, J.; Soltysova, Z.; Rudeichuk, T. Requirements and Barriers for Human-Centered SMEs. Sensors 2024, 24, 4681. https://doi.org/10.3390/s24144681
Nazarejova J, Soltysova Z, Rudeichuk T. Requirements and Barriers for Human-Centered SMEs. Sensors. 2024; 24(14):4681. https://doi.org/10.3390/s24144681
Chicago/Turabian StyleNazarejova, Julia, Zuzana Soltysova, and Tetiana Rudeichuk. 2024. "Requirements and Barriers for Human-Centered SMEs" Sensors 24, no. 14: 4681. https://doi.org/10.3390/s24144681
APA StyleNazarejova, J., Soltysova, Z., & Rudeichuk, T. (2024). Requirements and Barriers for Human-Centered SMEs. Sensors, 24(14), 4681. https://doi.org/10.3390/s24144681