
Thickness Characterization of Steel Plate Coating Materials with Terahertz Time-Domain Reflection Spectroscopy Based on BP Neural Network
Abstract
:1. Introduction
2. Materials and Methods
2.1. Experiments Setup
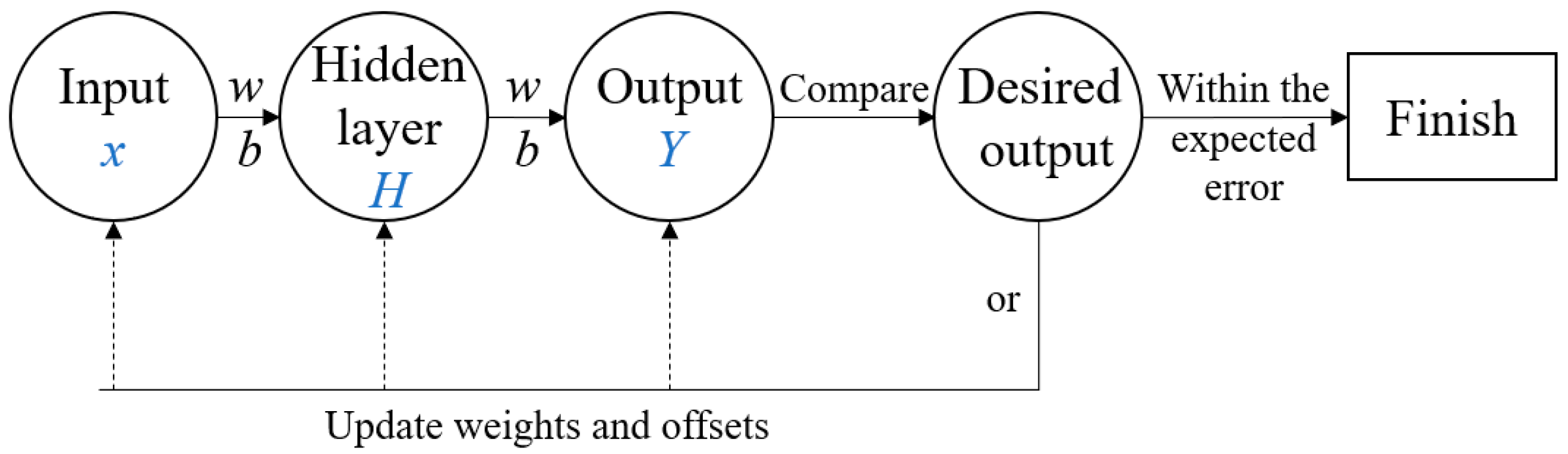
2.2. BP Neural Network Theory
3. Construction of BP Neural Network
3.1. Data Preprocessing
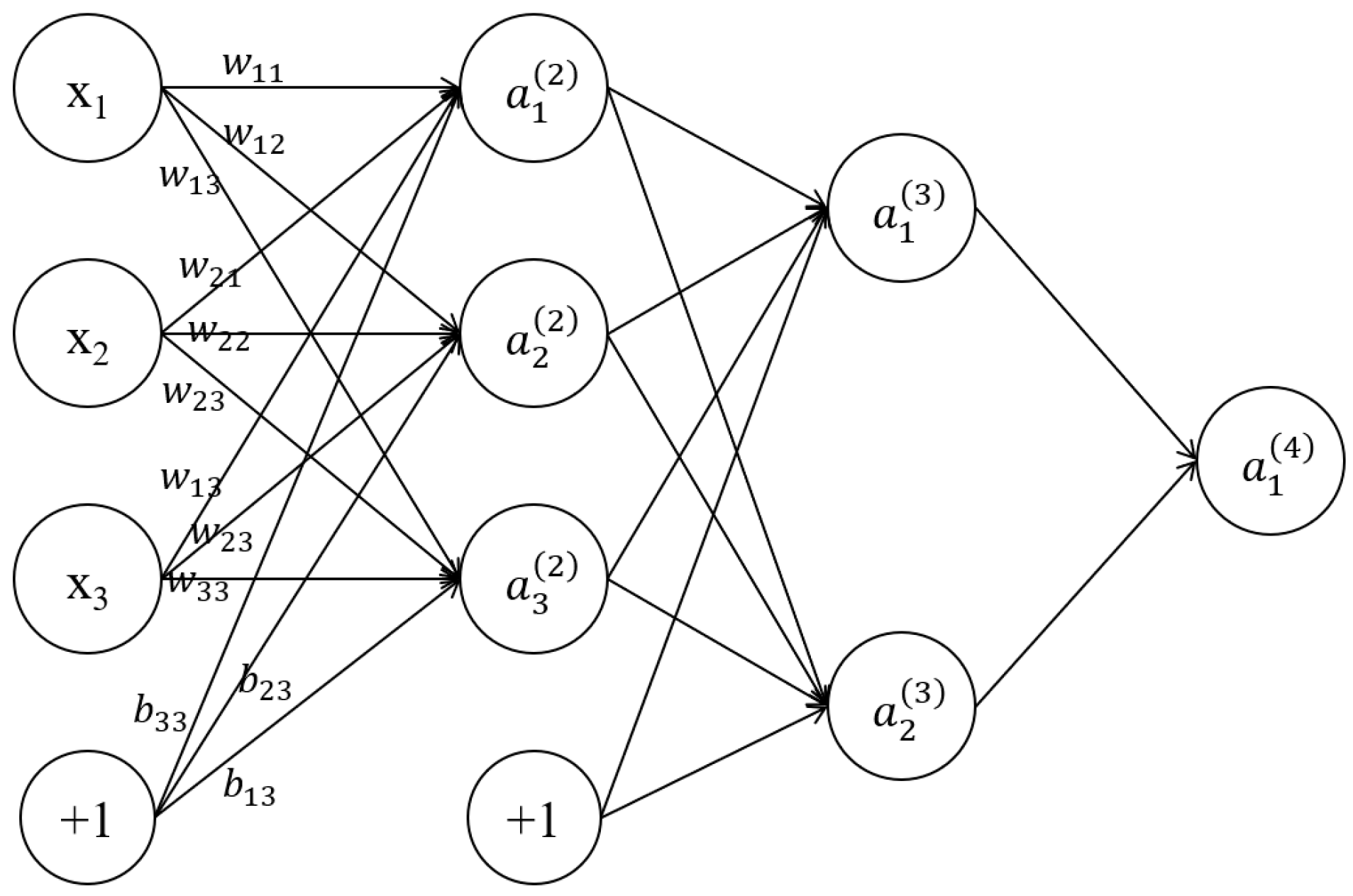
3.2. BP Neural Network Framework
3.3. Network Optimization
4. Processing Data Results of the BP Neural Network
5. Thickness Imaging of Coating Materials Based on the BP Neural Network
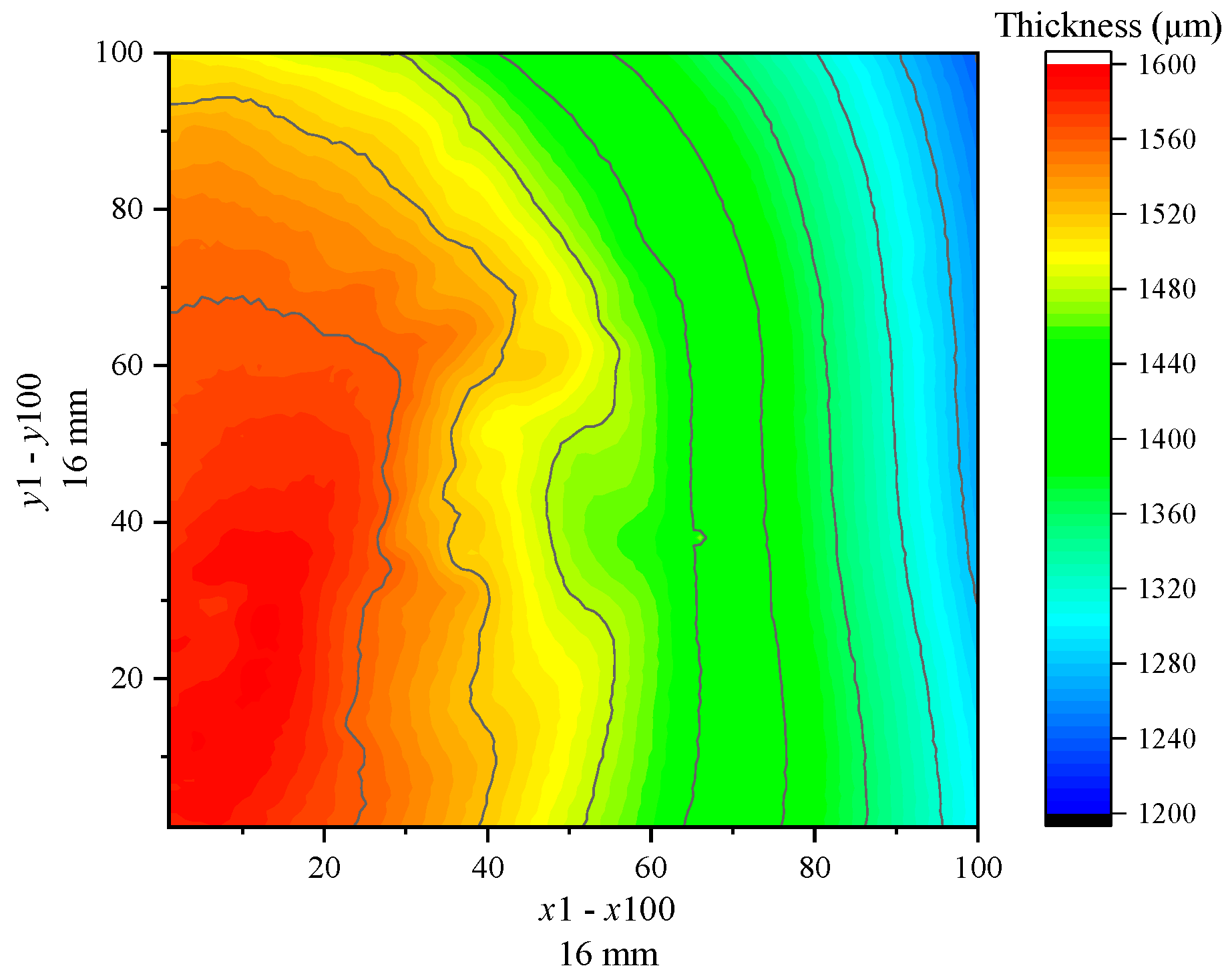
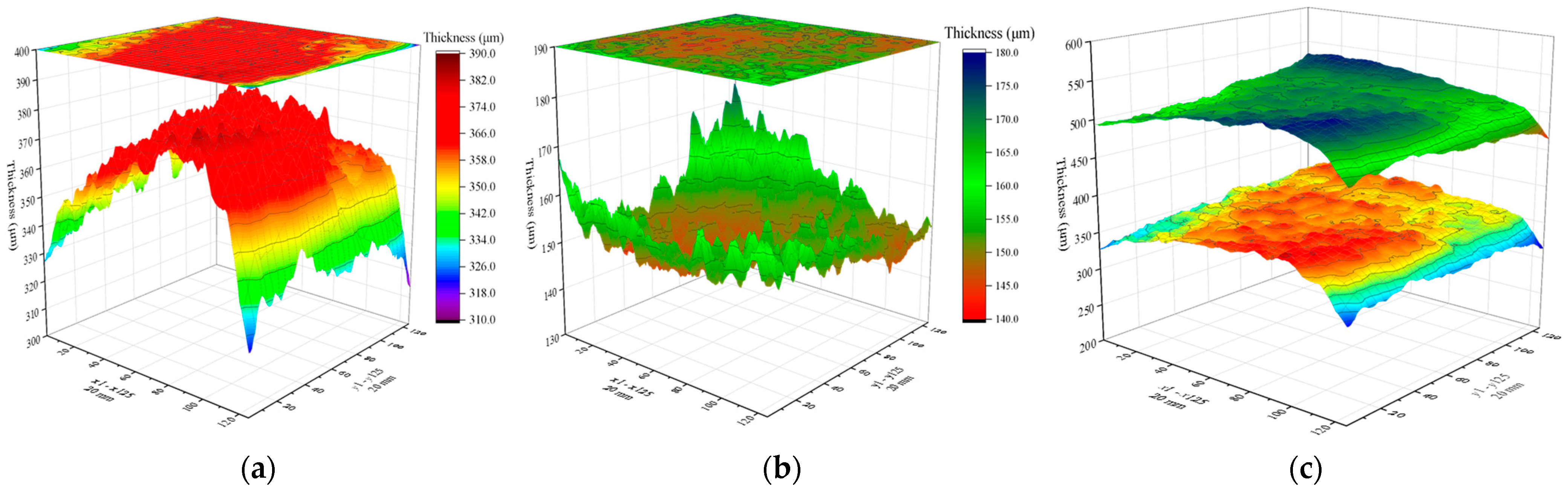
5.1. Thickness Characterization of Coating Materials
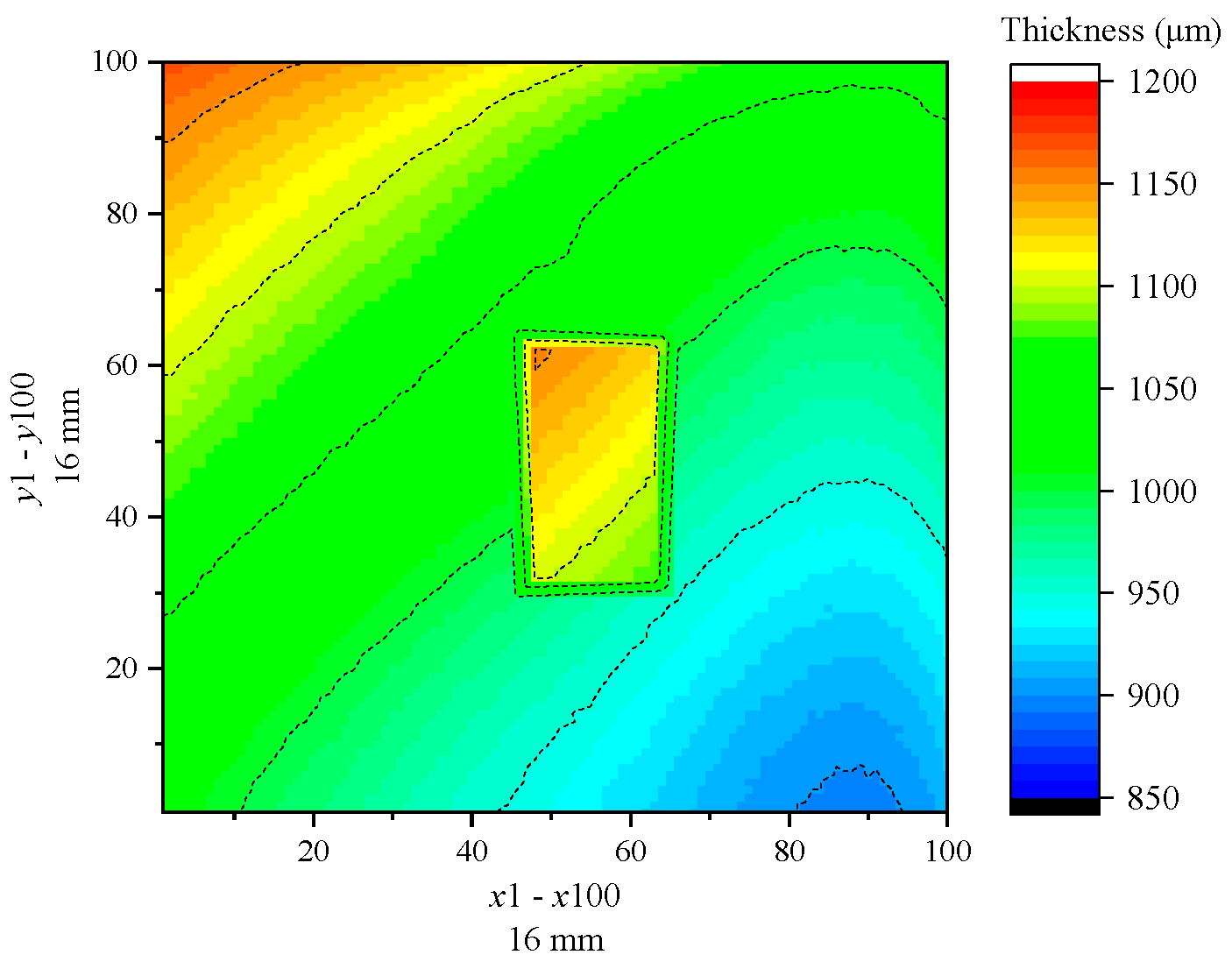
5.2. Defects Characterization of Coating Materials
6. Conclusions
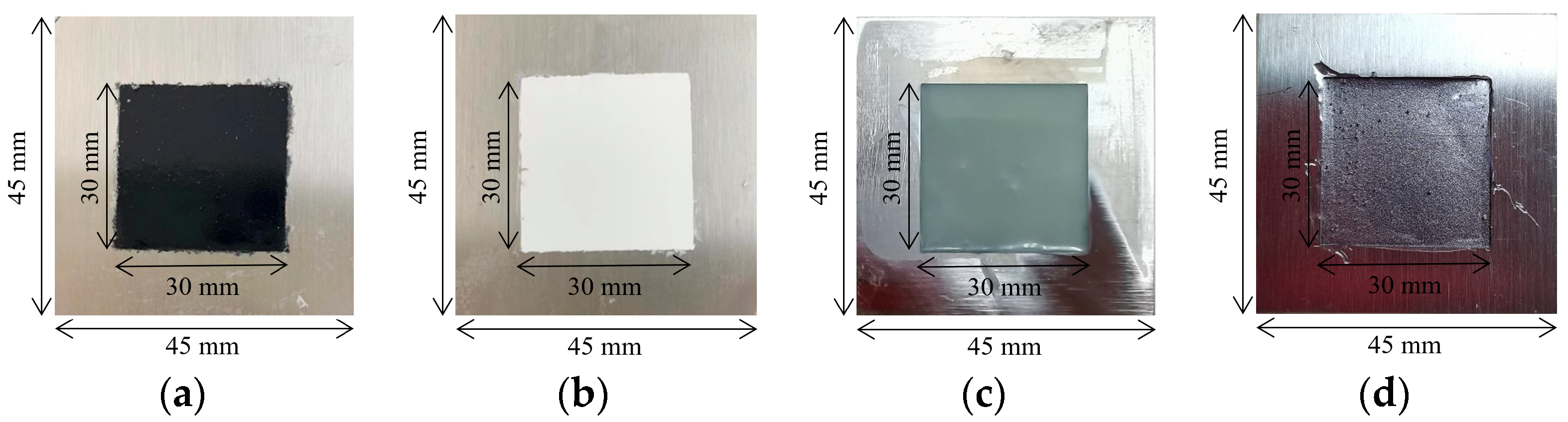
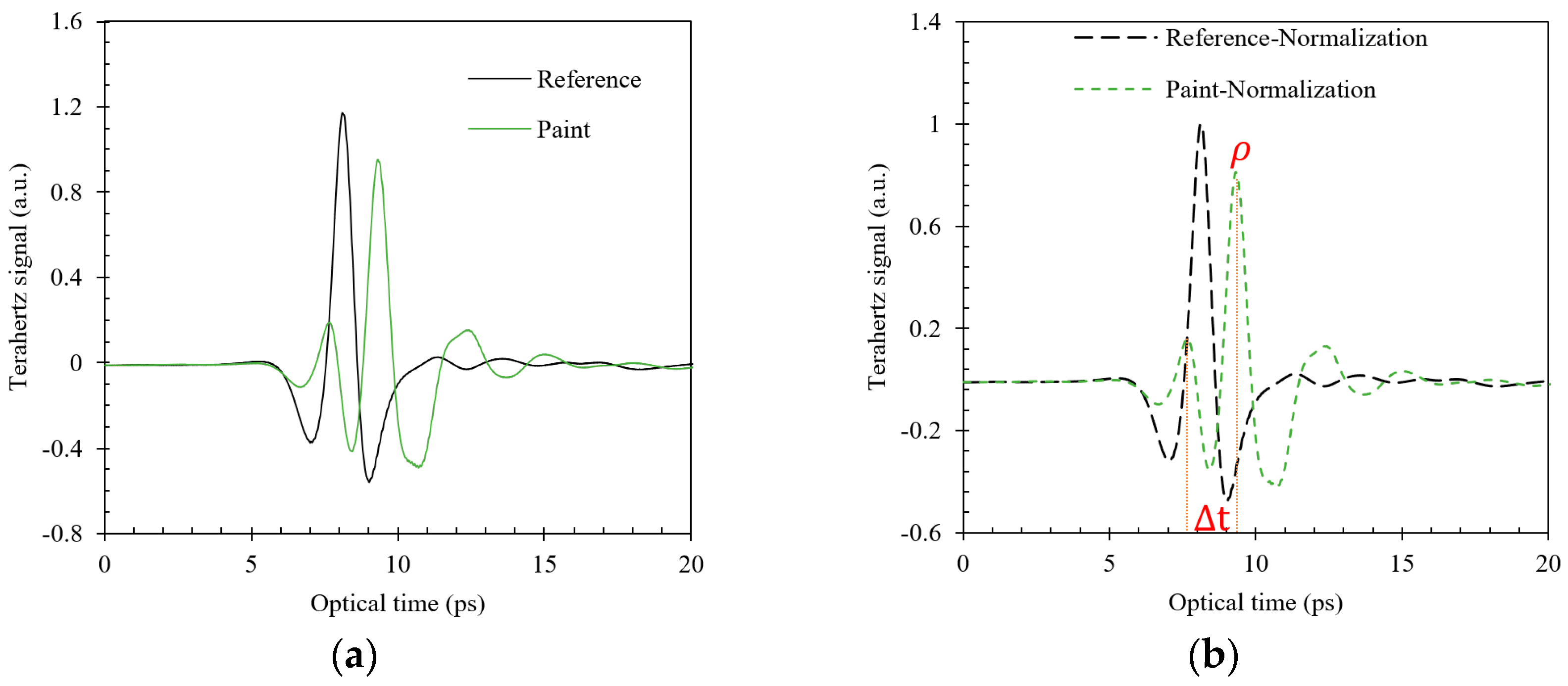
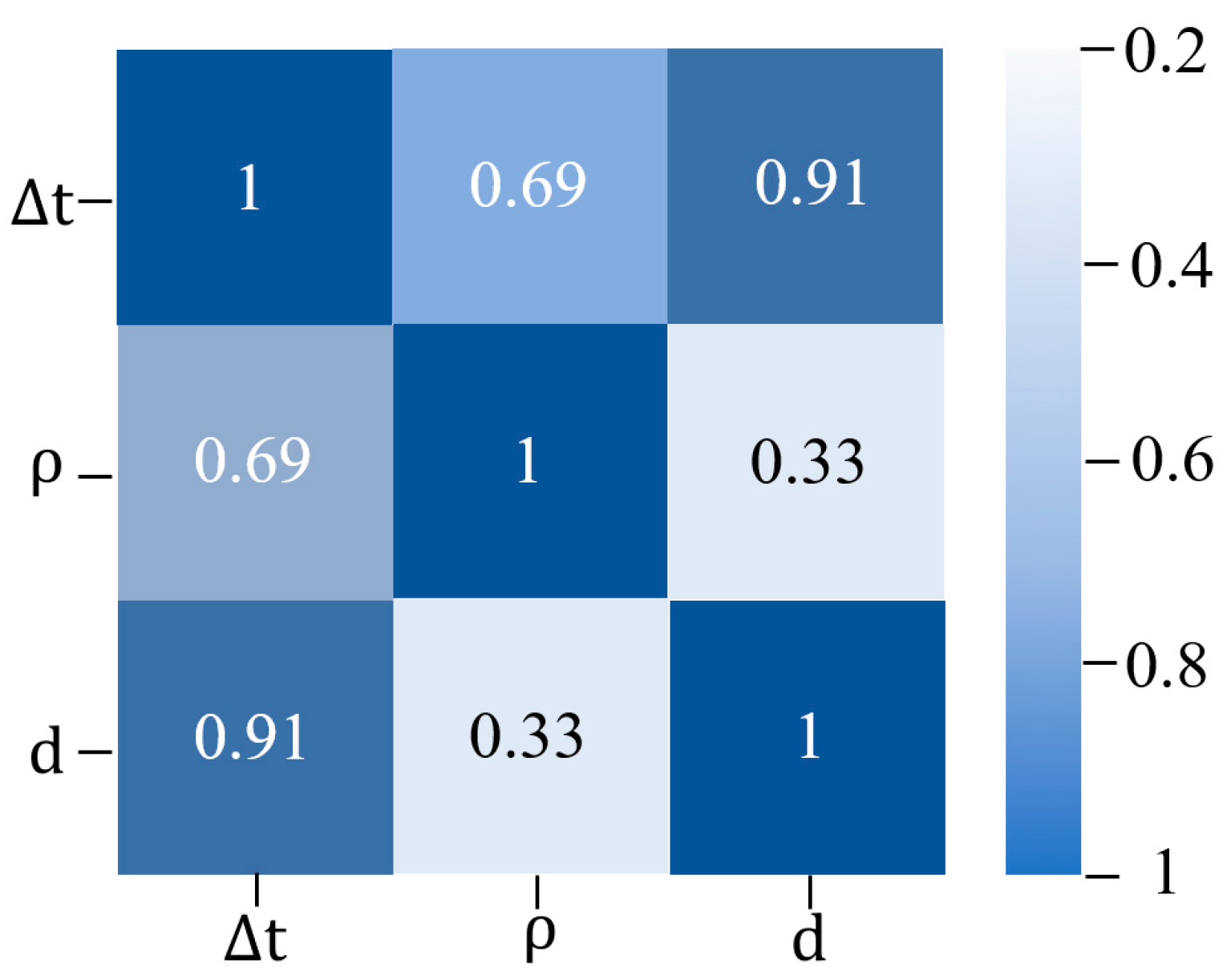
- A data processing model based on the BP neural network algorithm effectively fits the relationship between the coating thickness and the feature parameters extracted from the terahertz time-domain signal of coating materials. The feature parameters involve the second amplitude and the delay time difference . Additionally, the coating materials include white paint, black paint, epoxy resin, and rubber. Overall, the proposed model successfully maps the input parameters and the corresponding coating layer thickness with an accuracy that exceeds 96%, and further provides a novel way to obtain the refractive index of the coating materials.
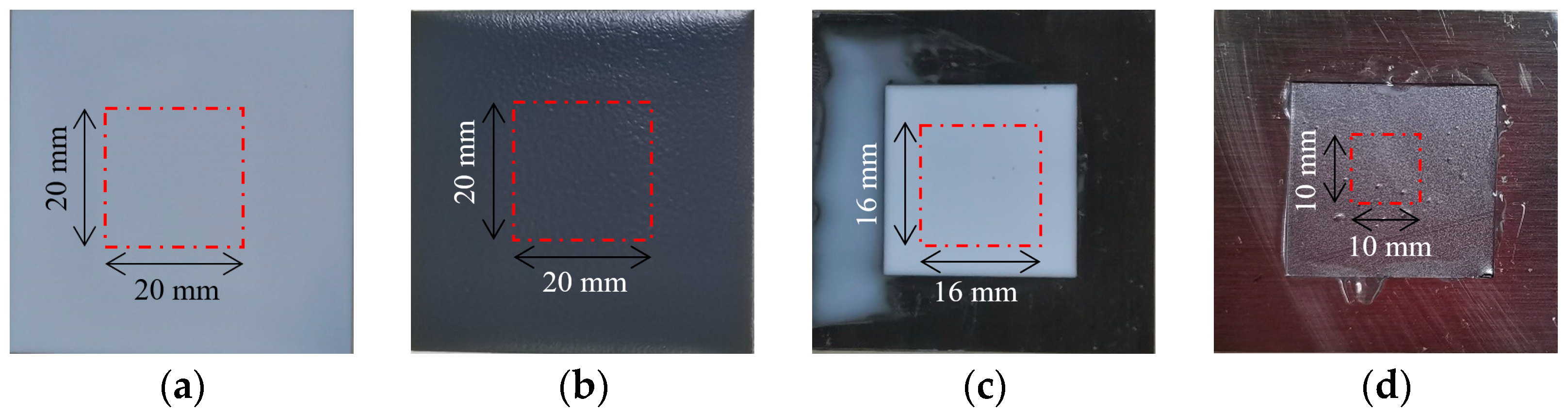
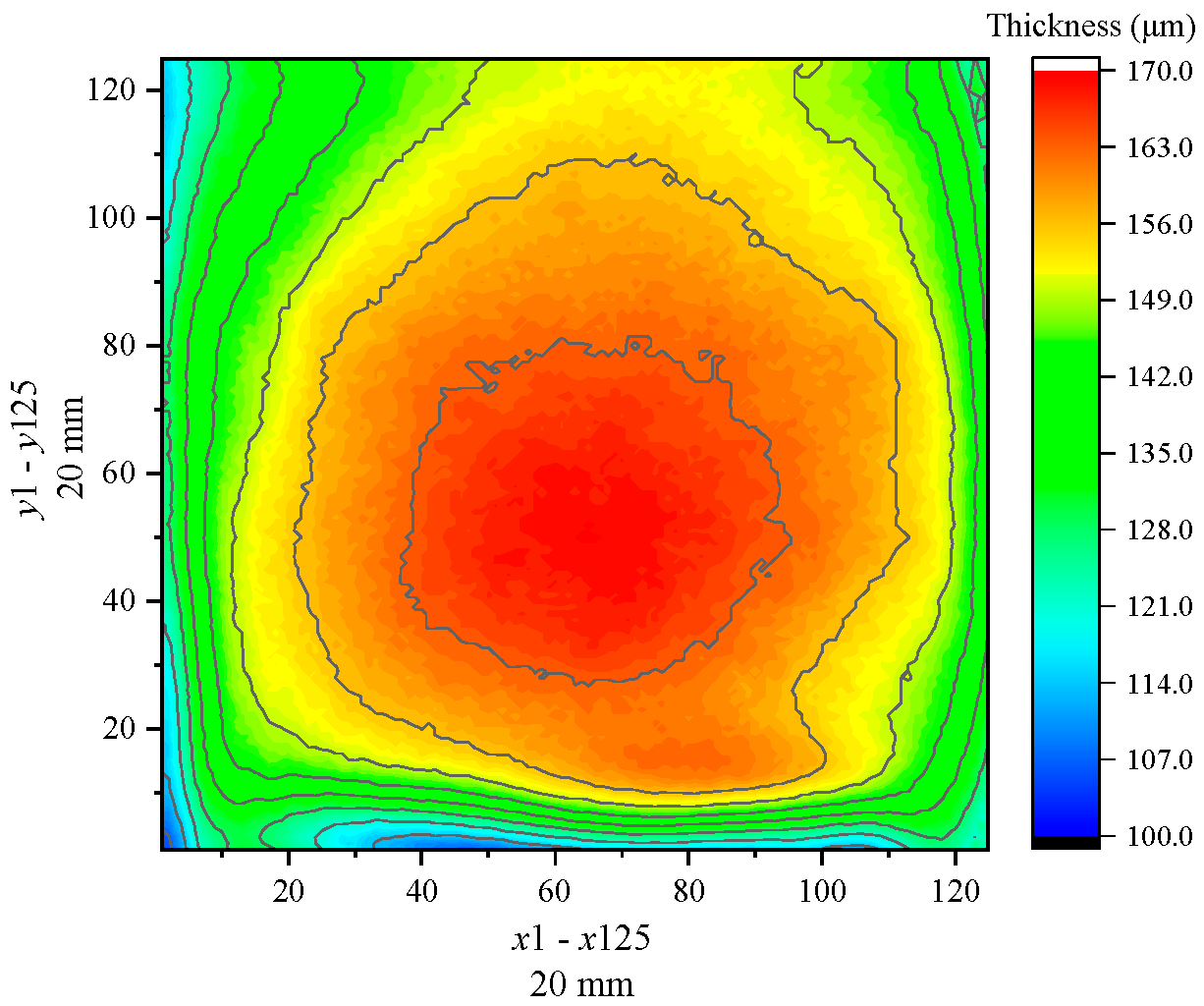
- The trained BP neural network model overcomes the dependence on refractive index values in traditional thickness calculation methods, unifies the processing process of terahertz signals for different types and thicknesses of coating materials, and provides a novel, accurate thickness characterization method for the coating layer. The model can realize 2D thickness imaging of the coating layer and extract thickness characteristic values, including the mean, median, variance, standard deviation, maximum, and minimum values.
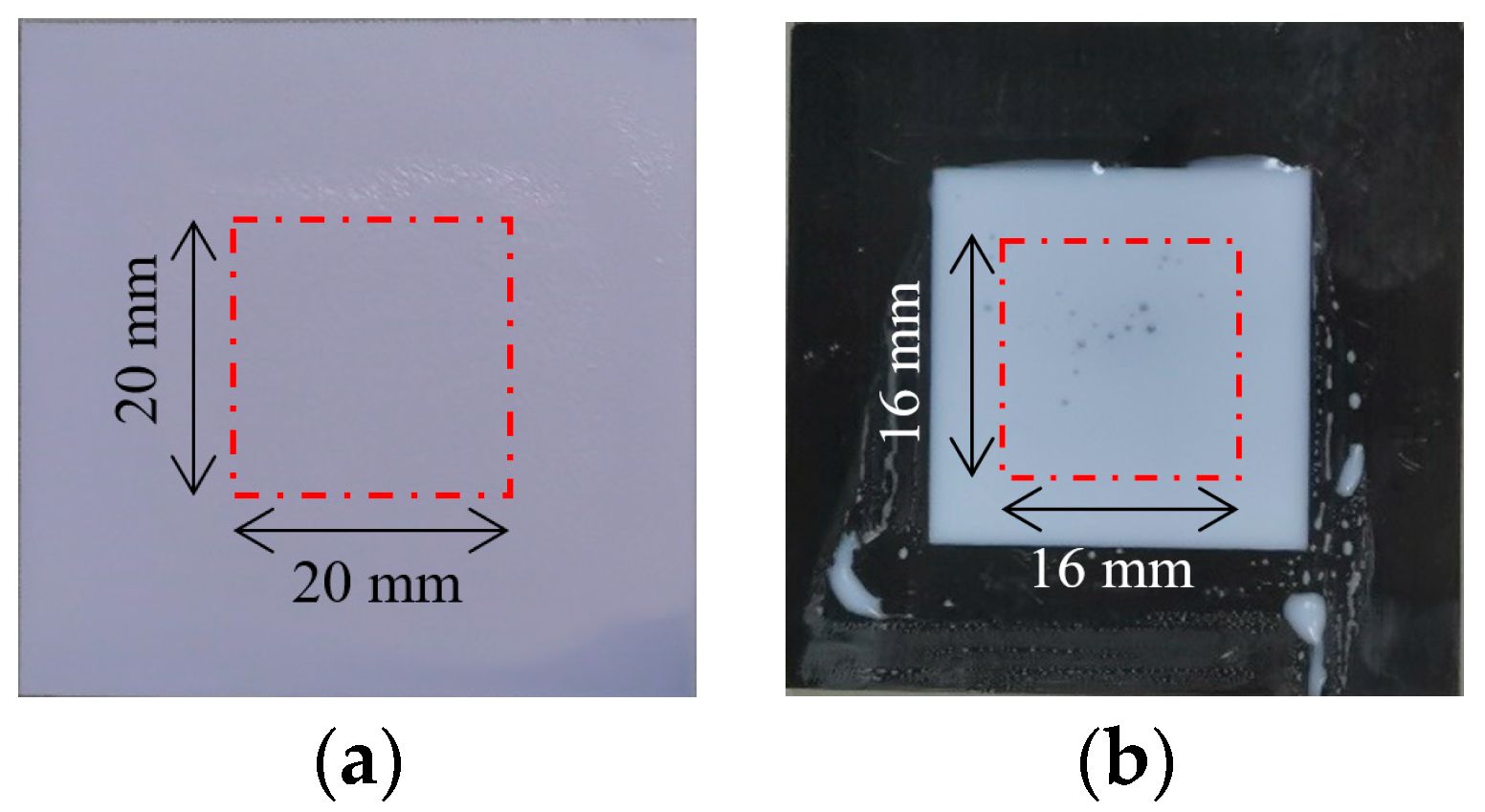
- The BP neural network model can identify thickness abnormalities caused by internal defects within the coating materials. Analyzing the thickness values obtained from the model makes it possible to accurately locate the position, area, and size of potential defects such as scratches and foreign object defects. The accurate detection of defects is primarily contingent upon the identification of thickness abnormalities across the scanning area.
- The developed BP neural network model is a powerful tool for the non-destructive testing and evaluation of coating materials. It provides a reliable and efficient approach to assess the quality and integrity of coatings, identifying potential defects before they lead to performance issues or failure. This work’s findings suggest that terahertz time-domain spectroscopy combined with BP neural networks has great potential in several practical applications, including but not limited to coating material quality control, material science research, and process monitoring in manufacturing industries. Hence, this method can provide valuable insights into material properties and defects, enabling better decision-making and process control.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Sun, W.; Wu, T.; Wang, L.; Yang, Z.; Zhu, T.; Dong, C.; Liu, G. The role of graphene loading on the corrosion-promotion activity of graphene/epoxy nanocomposite coatings. Compos. Part B Eng. 2019, 173, 106919. [Google Scholar] [CrossRef]
- Li, Q.; Zhang, X.; Zhu, J.; Huang, L.; Lu, C.; Chen, Y. Sensing Signal Analysis and Imaging Processing with High Frequency Ultrasonic Testing for Fe-Based Amorphous Coatings. IEEE. Sens. J. 2022, 22, 17455–17463. [Google Scholar] [CrossRef]
- Xu, J.; Wang, D.; Xin, W. Coupling Relationship and Decoupling Method for Thickness and Conductivity Measurement of Ultra-Thin Metallic Coating Using Swept-Frequency Eddy-Current Technique. IEEE. Trans. Instrum. Meas. 2022, 71, 1–9. [Google Scholar] [CrossRef]
- Hwang, S.; Kim, H.; Lim, H.J.; Liu, P.; Sohn, H. Automated visualization of steel structure coating thickness using line laser scanning thermography. Automat. Constr. 2022, 139, 104267. [Google Scholar] [CrossRef]
- Zhang, J.; Han, B.; Zhao, S.; Zhang, G.; Duan, W. A study of the transmission characteristics of terahertz waves in hypersonic target flow field. J. Plasma. Phys. 2022, 88, 905880406. [Google Scholar] [CrossRef]
- Pan, Z.; Zhou, Z.; Song, Z. Terahertz generations of transmissive deflection, focusing, and orbital angular momentum with polarization conversion. Opt. Laser Technol. 2023, 159, 109036. [Google Scholar] [CrossRef]
- Zhang, D.; Qu, J.; Ouyang, Y.; Li, S.; Song, Y. Transmission Characteristics of Terahertz Imaging Detection in Smoke Environments. Fire. Technol. 2022, 58, 1917–1936. [Google Scholar] [CrossRef]
- Lees, H.; Hayes, C.; Withayachumnankul, W. Terahertz Coherence Tomography for In-Container Liquid Characterization. IEEE J. Sel. Top. Quantum Electron. 2023, 29, 1–8. [Google Scholar] [CrossRef]
- Mittleman, D.M.; Gupta, M.; Neelamani, R.; Baraniuk, R.G.; Rudd, J.V.; Koch, M. Recent advances in terahertz imaging. Appl. Phys. B 1999, 68, 1085–1094. [Google Scholar] [CrossRef]
- Hou, Z.; Cha, X.; An, H.; Zhang, A.; Lai, D. Super-Resolution Reconstruction of Terahertz Images Based on Residual Generative Adversarial Network with Enhanced Attention. Entropy 2023, 25, 440. [Google Scholar] [CrossRef]
- Tu, W.; Zhang, S.; Incecik, A.; Fu, X. Defect feature extraction of marine protective coatings by terahertz pulsed imaging. Ocean. Eng. 2018, 155, 382–391. [Google Scholar] [CrossRef]
- Zhao, W.; Wang, S.; Li, L.; Liu, D.; Li, C.; Wang, Z. Characterizing the Thermally Grown Oxide in Thermal Barrier Coating by Terahertz Time Domain Spectroscopy. Coatings 2023, 13, 376. [Google Scholar] [CrossRef]
- Tao, Y.; Fitzgerald, A.J.; Wallace, V.P. Non-Contact, Non-Destructive Testing in Various Industrial Sectors with Terahertz Technology. Sensors 2020, 20, 712. [Google Scholar] [CrossRef] [PubMed]
- Xu, Y.; Jiang, X. Nondestructive testing and imaging of corrosion thickness of steel plates using THz-TDS. Infrared. Phys. Technol. 2022, 127, 104467. [Google Scholar] [CrossRef]
- Liu, L.; Yu, H.; Zheng, C.; Ye, D.; He, W.; Wang, S.; Li, J.; Wu, L.; Zhang, Y.; Xie, J.; et al. Nondestructive Thickness Measurement of Thermal Barrier Coatings for Turbine Blades by Terahertz Time Domain Spectroscopy. Photonics 2023, 10, 105. [Google Scholar] [CrossRef]
- Jiang, X.; Xu, Y.; Zhao, D. Terahertz Non-destructive testing and imaging of corrosion in coated steel plates. Constr. Build. Mater. 2023, 385, 131427. [Google Scholar] [CrossRef]
- Kumar, B.N.; Aroliveetil, S.; Santhosh Kumar, M.C.S.; Nallaperumal, M.; Thiruppathirajan, S.; Sruthi Krishna, K.P.; Balasubramanian, K.; Moideenkutty, K.K.; Kumar, M. Nondestructive evaluation of cork phenolic-based aerospace structure using Terahertz time domain spectroscopy and imaging. Nondestruct. Test. Eva. 2024, 39, 905–922. [Google Scholar] [CrossRef]
- Liu, Y.; Hu, Y.; Zhang, J.; Liu, H.; Wan, M. Non-Destructive Testing of a Fiber-Web-Reinforced Polymethacrylimide Foam Sandwich Panel with Terahertz Time-Domain Spectroscopy. Sensors 2024, 24, 1715. [Google Scholar] [CrossRef]
- Dorney, T.D.; Baraniuk, R.G.; Mittleman, D.M. Material parameter estimation with terahertz time-domain spectroscopy. JOSA A 2001, 18, 1562–1571. [Google Scholar] [CrossRef]
- Zhu, X.; Zhu, W.; Guo, L.; Ke, Y.; Li, X.; Zhu, L.; Sun, Y.; Liu, Y.; Chen, B.; Tian, J.; et al. Study on Land Subsidence Simulation Based on a Back-Propagation Neural Network Combined with the Sparrow Search Algorithm. Remote. Sens. 2023, 15, 2978. [Google Scholar] [CrossRef]
- Tu, W.; Zhong, S.; Shen, Y.; Incecik, A.; Fu, X. Neural network-based hybrid signal processing approach for resolving thin marine protective coating by terahertz pulsed imaging. Ocean. Eng. 2019, 173, 58–67. [Google Scholar] [CrossRef]
- Liu, L.; Li, R.; Ye, D.; Yao, J. Prediction of Porosity in Atmospheric Plasma Sprayed Thermal Barrier Coatings Using Terahertz Pulse and Hybrid Machine Learning Algorithms. IEEE Trans. Plasma Sci. 2024, 1–8. [Google Scholar] [CrossRef]
- Huang, Y.; Yan, L.; Cheng, Y.; Qi, X.; Li, Z. Coal Thickness rediction Method Based on VMD and LSTM. Electronics 2022, 11, 232. [Google Scholar] [CrossRef]
- Zhang, Y.; Chen, H.; Xiao, P.; Deng, Y.; Kang, A.H. Investigation of average asphalt film thickness of dense graded asphalt mixtures with compaction effects. Constr. Build. Mater. 2022, 326, 126696. [Google Scholar] [CrossRef]
- Huang, L.; Chen, J.; Tan, X. BP-ANN based bond strength prediction for FRP reinforced concrete at high temperature. Eng. Struct. 2022, 257, 114026. [Google Scholar] [CrossRef]
- Jiang, X.; Xu, Y.; Hu, H.; Zhao, D. Nondestructive testing of corrosion thickness in coated steel structures with THz-TDS. Measurement 2023, 217, 113088. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Black Paint | White Paint | Rubber | Epoxy Resin |
|---|---|---|---|---|
| Training thickness accuracy | 98.6% | 99.1% | 98.9% | 98.6% |
| Testing thickness accuracy | 96.5% | 97.1% | 97.7% | 97.2% |
| Calculated refractive index value | 2.21 | 1.97 | 2.19 | 1.92 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jiang, X.; Xu, Y.; Hu, H. Thickness Characterization of Steel Plate Coating Materials with Terahertz Time-Domain Reflection Spectroscopy Based on BP Neural Network. Sensors 2024, 24, 4992. https://doi.org/10.3390/s24154992
Jiang X, Xu Y, Hu H. Thickness Characterization of Steel Plate Coating Materials with Terahertz Time-Domain Reflection Spectroscopy Based on BP Neural Network. Sensors. 2024; 24(15):4992. https://doi.org/10.3390/s24154992
Chicago/Turabian StyleJiang, Xuelei, Ying Xu, and Hang Hu. 2024. "Thickness Characterization of Steel Plate Coating Materials with Terahertz Time-Domain Reflection Spectroscopy Based on BP Neural Network" Sensors 24, no. 15: 4992. https://doi.org/10.3390/s24154992