

Impact of Measurement Uncertainty on Fault Diagnosis Systems: A Case Study on Electrical Faults in Induction Motors


Abstract
:1. Introduction
2. The Diagnostics and Maintenance of Induction Motors
- (1)
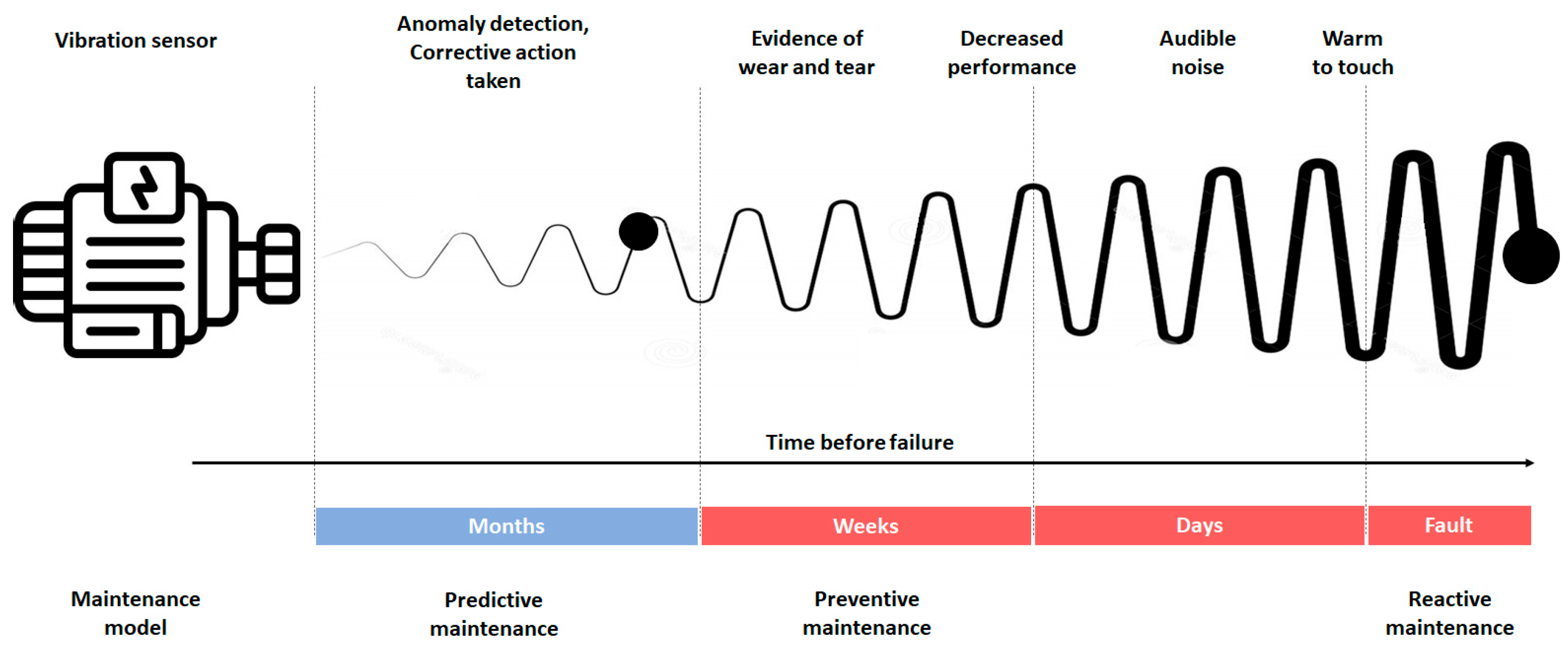
- Reactive (or corrective) maintenance: Reactive maintenance occurs in response to the notification of a malfunction or a more severe event, such as a breakdown, resulting in the machine being shut down. Reactive maintenance often involves very high costs due to the loss of production and the repair of the machine itself. For example, a bearing failure causing the shaft to seize up can damage the shaft and supports, turning a minor repair into a costly and time-consuming intervention. Reactive maintenance can only be effective if there is significant redundancy and the shutdown of a single machine does not cause the failure of the entire system.
- (2)
- Preventive (or periodic) maintenance: This type involves identifying critical components and replacing parts or components according to a schedule, regardless of their condition. Due to time and cost constraints, a significant limitation of this approach is that it is not possible to replace all mechanical components at risk cyclically. Additionally, interventions are often made on components that are still far from the end of their operational life. This approach has increased maintenance costs over time and has not always prevented significant failures. Also included in preventive maintenance are regular checks that cannot be very frequent (visual inspection of the machine, partial and general overhauls, and diagnostic activities), which result in extended downtime during maintenance phases. Therefore, this type of maintenance is recommended when its cost is lower than the consequences of a failure. The critical aspect of this type of maintenance is that revisions after long intervals still lead to undesirable failures while conducting them at too short intervals results in replacing still-efficient parts [37].
- (3)
- Predictive (or condition-based) maintenance: It is a type of preventive maintenance that is carried out following the identification of one or more parameters that are measured and extrapolated, using appropriate mathematical models that allow the residual time before the failure to be identified [38]. Identifying anomalies in advance would allow for better operation and maintenance management, avoiding significant economic and environmental repercussions. For this reason, it is necessary to associate traditional maintenance practices with new strategies based on predictive actions. The analysis of the functioning of the machinery makes it possible to anticipate the occurrence of a failure and effectively direct maintenance resources.
- (4)
- Proactive (or improvement-based) maintenance: A maintenance policy involves a revision intervention aimed at improving the value or performance of a system or part of it. Maintenance action is not dependent on malfunctions but rather stems from improvement needs expressed by both the user and the maintainer. The term improvement maintenance is opposed to corrective maintenance; conceptually, it is the opposite. Corrective maintenance refers to the maintenance actions that do not contribute to increasing the system’s value or improving its performance but simply restoring the original state. In improvement maintenance, the maintenance action instead contributes to expanding the system’s value and/or improving its performance. For this reason, it is considered the most profitable maintenance.
3. Methodology
3.1. Batch of Induction Motors and Analyzed Fault Conditions
- (1)
- rated voltage of 230/400 V Δ/Y,
- (2)
- current of 6.1/3.5 A Δ/Y,
- (3)
- power of 1.5 kW,
- (4)
- speed of 1430 rpm,
- (5)
- power factor of 0.74,
- (6)
- efficiency of 82.5% at full load, complying with IE2 standards according to IEC EN 60034 [42],
- (7)
- insulation class F and IP 55 protection.
- (1)
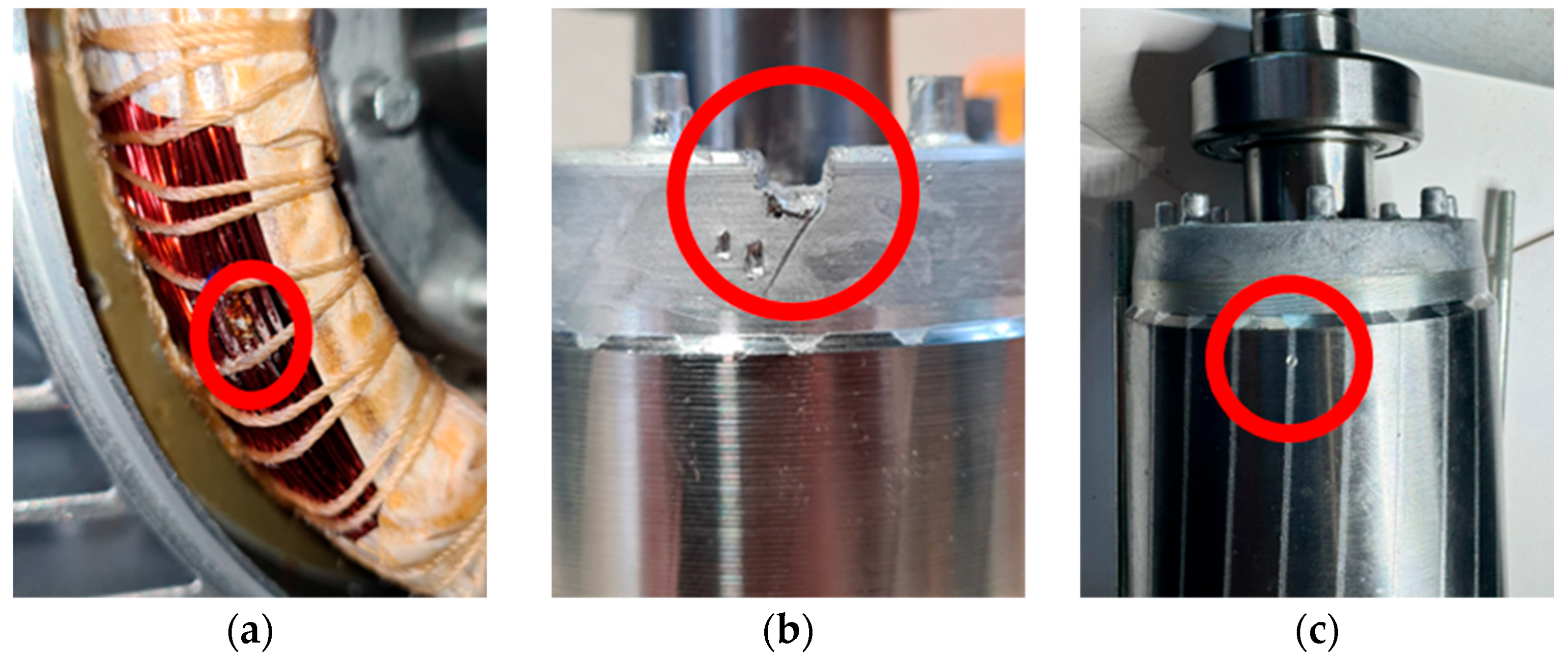
- Short Circuit Between Winding Turns: This fault created a short circuit between two winding turns by scraping the insulation enamel and soldering the two copper conductors (Figure 3a). This fault can occur due to errors in the winding enameling or assembly process, potentially leading to critical failures. During the installation of the motor, the winding enameling process could be performed unevenly, or an error could occur during the winding process itself. It could lead to a short circuit between two winding turns, where the lack of insulation between conductors causes unwanted and potentially damaging current flow. This type of failure can seriously affect motor operation and require immediate maintenance.
- (2)
- Short-circuit Ring Damage: This failure was induced by partially removing a section of the die-cast aluminum short-circuit ring of the rotor using a cutter (Figure 3b). In an industrial environment, a motor operating under high load conditions can suffer damage to the short-circuit ring due to vibration and mechanical stress. It can be caused by a defective material used for the ring or by a manufacturing accident that introduced a structural defect. Partial cutting of the ring can impair its strength and cause irregularities in motor vibration.
- (3)
- Rotor Bar Damage: In this case, a 1 mm diameter hole was drilled in one of the rotor housings to damage an aluminum bar (Figure 3c). This type of damage is similar to those caused by casting defects such as voids or cracks. In an environment where motors are subject to intense vibration or high mechanical stress, such as in machinery operating in heavy industrial environments, the rotor bar could be damaged. It can be caused by accidental impacts, resonant vibrations, or manufacturing defects such as voids or micro-cracks in the rotor aluminum. The hole drilled in the damaged bar alters the balance and vibration of the rotor, adversely affecting the performance of the motor.
3.2. Experimental Setup and Phenomena Characterization
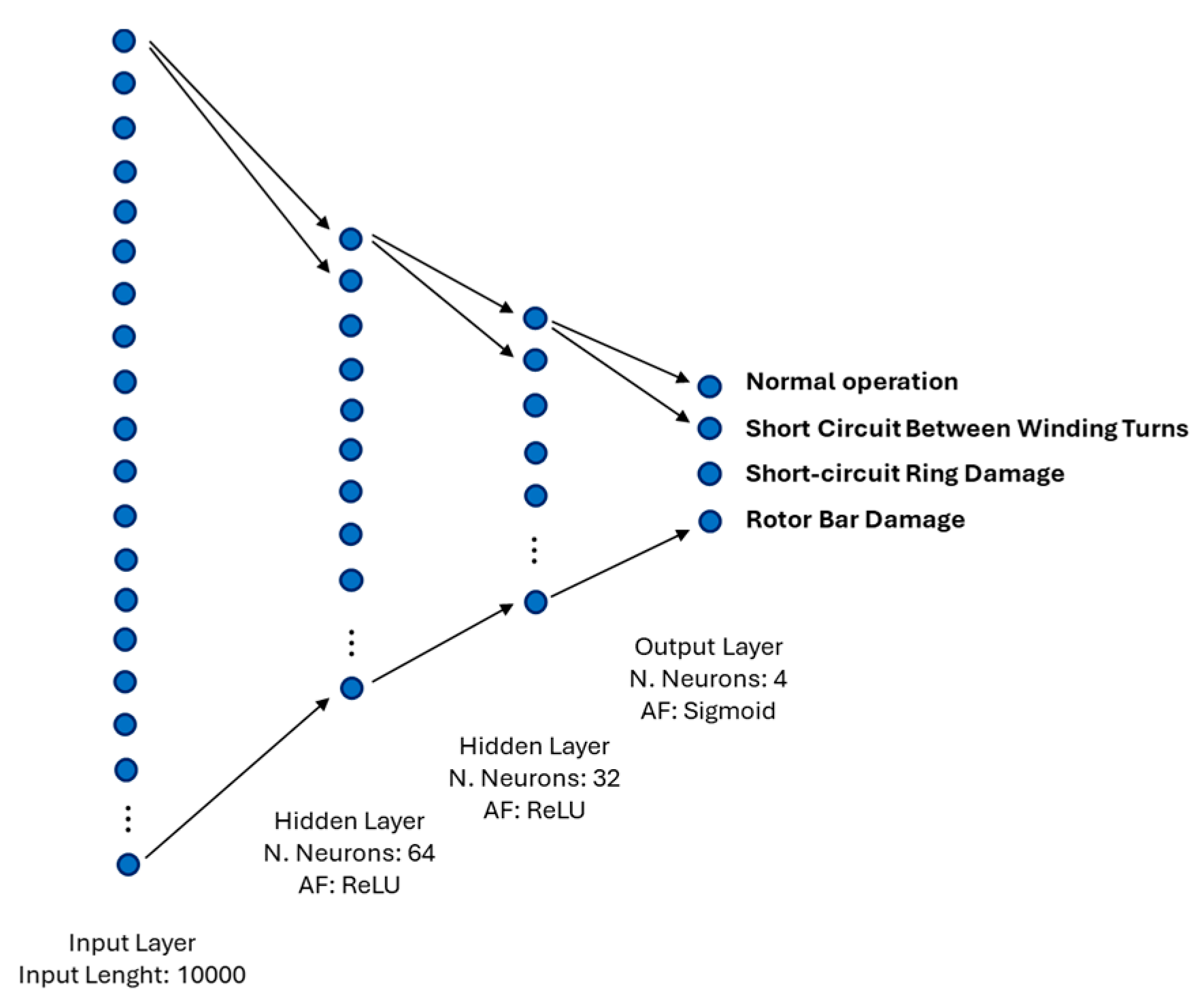
3.3. Artificial Neural Network Model
3.4. Uncertainty Propagation in Artificial Neural Network
4. Experimental Results
4.1. Training Setting and Metrics
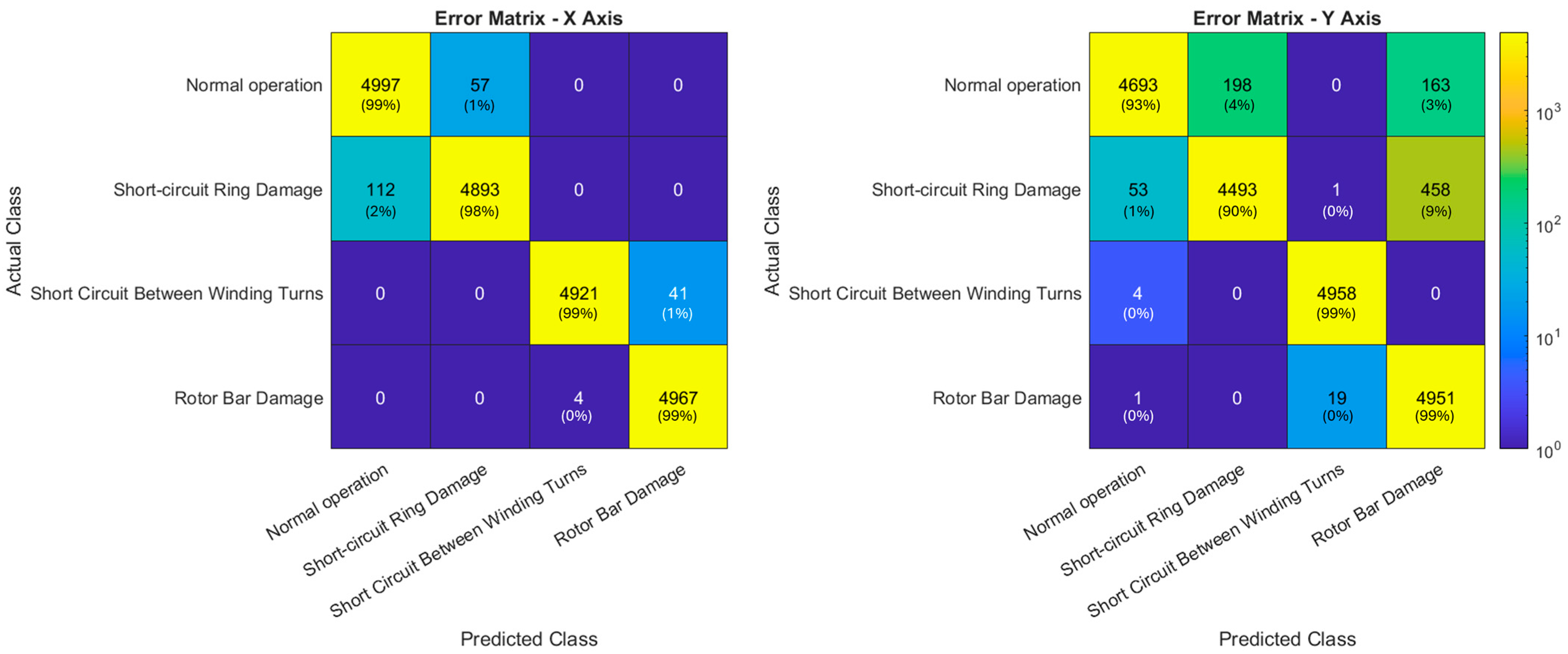
4.2. Achieved Results
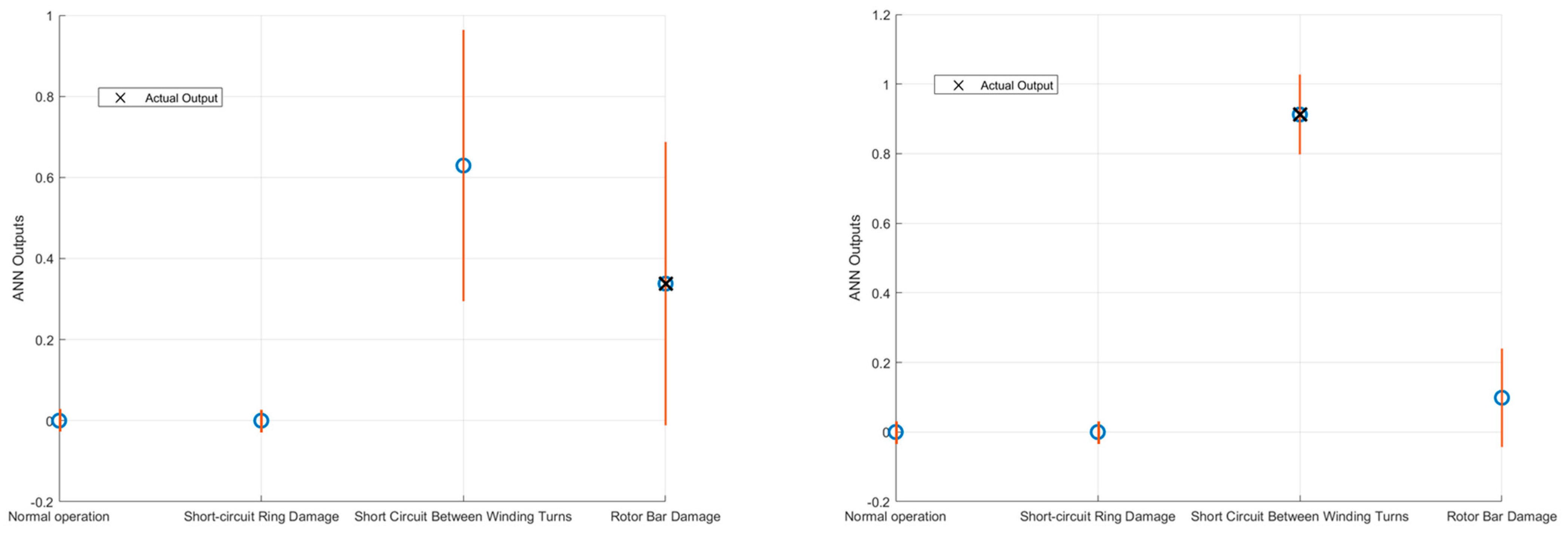
4.3. Considerations on Propagating Uncertainty through the Artificial Neural Network
- (1)
- Unconfirmed correct classifications: Occurs when the classification result is correct, but the highest probability of belonging to one of the two classes, considering the associated uncertainty band, overlaps with the uncertainty bands of the other probability values. In this case, the classification is considered invalid and the analysis must be repeated.
- (2)
- Unconfirmed incorrect classifications: Occurs when the classification result is incorrect and the highest probability of belonging to one of the two classes, taking into account the uncertainty band, overlaps with the uncertainty bands of the other probability values. Again, the classification is considered invalid and the analysis must be repeated.
- (3)
- Confirmed correct classifications: This occurs when the classification result is correct and the highest probability of belonging to one of the two classes, considering the uncertainty band, does not overlap with the uncertainty bands of the other probability values. In this scenario, the classification is confirmed.
- (4)
- Confirmed incorrect classifications: Occurs when the classification result is incorrect and the highest probability of belonging to one of the two classes, taking into account the uncertainty band, does not overlap with the uncertainty bands of the other probability values. In this case, the classification is confirmed.
- On the x-axis, avoiding classifications with overlapping uncertainty bands could potentially reduce incorrect classifications by 42%.
- On the y-axis, this approach could potentially reduce incorrect classifications by 67%.
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Henao, H.; Capolino, G.-A.; Fernandez-Cabanas, M.; Filippetti, F.; Bruzzese, C.; Strangas, E.; Pusca, R.; Estima, J.; Riera-Guasp, M.; Hedayati-Kia, S. Trends in fault diagnosis for electrical machines: A review of diagnostic techniques. IEEE Ind. Electron. Mag. 2014, 8, 31–42. [Google Scholar] [CrossRef]
- Thomson, W.T. Online motor current signature analysis prevents premature failure of large induction motor drives operating in the North Sea oil and gas industry. In Proceedings of the 9th European Fluid Machinery Congress Applying Latest Technology to New and Existing Process Equipment, Institution of Mechanical Engineers, Fluid Machinery Group, The Hague, The Netherlands, 23–26 April 2006; pp. 263–272. [Google Scholar]
- Thomson, W.T.; Fenger, M. Industrial application of current signature analysis to diagnose faults in 3-phase squirrel cage induction motors. In Proceedings of the IEEE Conference Record of Annual Pulp and Paper Industry Technical Conference, Atlanta, GA, USA, 19–23 June 2000; pp. 205–211. [Google Scholar]
- Samsi, R.; Ray, A.; Mayer, J. Early detection of stator voltage imbalance in three-phase induction motors. Electr. Power Syst. Res. 2009, 79, 239–245. [Google Scholar] [CrossRef]
- Wadhwani, S.; Gupta, S.P.; Kumar, V. Fault classification for rolling element bearing in electric machines. IETE J. Res. 2008, 54, 264–275. [Google Scholar] [CrossRef]
- Jin, X.; Chow, T.W.S. Anomaly detection of cooling fan and fault classification of induction motor using Mahalanobis-Taguchi system. Expert Syst. Appl. 2013, 40, 5787–5795. [Google Scholar] [CrossRef]
- Pietrowski, W. Detection of time-varying inter-turn short-circuit in a squirrel cage induction machine by means of generalized regression neural network. COMPEL Int. J. Comput. Math. Electr. Electron. Eng. 2017, 36, 289–297. [Google Scholar] [CrossRef]
- Arkan, M.D.; Kostic-Perovic, P.J. Unsworth Modelling and simulation of induction motors with inter-turn faults for diagnostics. Elect. Power Syst. Res. 2005, 75, 57–66. [Google Scholar] [CrossRef]
- Ciancetta, F.; Fiorucci, E.; Ometto, A.; Fioravanti, A.; Mari, S.; Segreto, M.-A. A Low-Cost IoT Sensors Network for Monitoring Three-Phase Induction Motor Mechanical Power Adopting an Indirect Measuring Method. Sensors 2021, 21, 754. [Google Scholar] [CrossRef] [PubMed]
- Siyambalapitiya, D.; McLaren, P. Reliability improvement and economic benefits of online monitoring system for large induction machines. IEEE Trans. Ind. Applicat. 1990, 26, 1018–1025. [Google Scholar] [CrossRef]
- Trutt, F.C.; Sottile, J.; Kohler, J.L. Online condition monitoring of induction motors. IEEE Trans. Ind. Appl. 2002, 38, 1627–1632. [Google Scholar] [CrossRef]
- Morales-Perez, C.; Rangel-Magdaleno, J.; Peregrina-Barreto, H.; Amezquita-Sanchez, J.; Valtierra-Rodriguez, M. Incipient broken rotor bar detection in induction motors using vibration signals and the orthogonal matching pursuit algorithm. IEEE Trans. Instrum. Meas. 2018, 67, 2058–2068. [Google Scholar] [CrossRef]
- Thomson, W.T. A review of online condition monitoring techniques for three-phase squirrel-cage induction motors-past present and future. In Proceedings of the IEEE SDEMPED, Seattle, WA, USA, 9–12 September 1999; pp. 1–3. [Google Scholar]
- Çınar, Z.M.; Abdussalam Nuhu, A.; Zeeshan, Q.; Korhan, O.; Asmael, M.; Safaei, B. Machine Learning in Predictive Maintenance towards Sustainable Smart Manufacturing in Industry 4.0. Sustainability 2020, 12, 8211. [Google Scholar] [CrossRef]
- Paramasivam, A.; Abimanyu, J.P.; Pittu, P.S.K.R.; Vijayalakshmi, S.; Kaushal Mayur, M.K. The Design and Development of an Internet of Things-Based Condition Monitoring System for Industrial Rotating Machines. Eng. Proc. 2023, 58, 71. [Google Scholar] [CrossRef]
- Mari, S.; Credo, A.; Bucci, G.; Ciancetta, F.; Fiorucci, E.; Fioravanti, A. Current Measurements for Fault Diagnosis in Induction Motors. In Proceedings of the 26th IMEKO TC4 International Symposium and 24th International Workshop on ADC and DAC Modeling and Testing (IWADC), Pordenone, Italy, 20–21 September 2023. [Google Scholar]
- Hoang, D.T.; Kang, H.J. A Motor Current Signal-Based Bearing Fault Diagnosis Using Deep Learning and Information Fusion. IEEE Trans. Instrum. Meas. 2020, 69, 3325–3333. [Google Scholar] [CrossRef]
- Thomson, W.T.; Fenger, M. Current signature analysis to detect induction motor faults. IEEE Ind. Appl. Mag. 2001, 7, 26–34. [Google Scholar] [CrossRef]
- Skowron, M.; Frankiewicz, O.; Jarosz, J.J.; Wolkiewicz, M.; Dybkowski, M.; Weisse, S.; Valire, J.; Wyłomańska, A.; Zimroz, R.; Szabat, K. Detection and Classification of Rolling Bearing Defects Using Direct Signal Processing with Deep Convolutional Neural Network. Electronics 2024, 13, 1722. [Google Scholar] [CrossRef]
- Mari, S.; Bucci, G.; Ciancetta, F.; Fiorucci, E.; Fioravanti, A. Machine Learning for Anomaly Detection in Induction Motors. In Proceedings of the 2023 IEEE International Conference on Metrology for eXtended Reality, Artificial Intelligence and Neural Engineering (MetroXRAINE), Milano, Italy, 25–27 October 2023; pp. 1057–1062. [Google Scholar]
- Apeiranthitis, S.; Zacharia, P.; Chatzopoulos, A.; Papoutsidakis, M. Predictive Maintenance of Machinery with Rotating Parts Using Convolutional Neural Networks. Electronics 2024, 13, 460. [Google Scholar] [CrossRef]
- Lin, S.-L. Application of Machine Learning to a Medium Gaussian Support Vector Machine in the Diagnosis of Motor Bearing Faults. Electronics 2021, 10, 2266. [Google Scholar] [CrossRef]
- Burriel-Valencia, J.; Puche-Panadero, R.; Martinez-Roman, J.; Sapena-Bano, A.; Pineda-Sanchez, M.; Perez-Cruz, J.; Riera-Guasp, M. Automatic Fault Diagnostic System for Induction Motors under Transient Regime Optimized with Expert Systems. Electronics 2019, 8, 6. [Google Scholar] [CrossRef]
- Wang, L.; Bao, X.; Di, C.; Zhou, Y. Influence on Vibration and Noise of Squirrel-Cage Induction Machine with Double Skewed Rotor for Different Slot Combinations. IEEE Trans. Magn. 2016, 52, 8104404. [Google Scholar] [CrossRef]
- Bucci, G.; Ciancetta, F.; Fioravanti, A.; Fiorucci, E.; Mari, S.; Silvestri, A. Online SFRA for Reliability of Power Systems: Characterization of a Batch of Healthy and Damaged Induction Motors for Predictive Maintenance. Sensors 2023, 23, 2583. [Google Scholar] [CrossRef]
- Aranda Carmona, A.J. Diagnostic Method of Electrical Rotors by Applying the Sweep Frequency Response Analyzer (SFRA). In Proceedings of the 44th International Conference on Large High Voltage Electrical Systems, Paris, France, 1–9 August 2012. [Google Scholar]
- Bucci, G.; Ciancetta, F.; Fioravanti, A.; Fiorucci, E.; Mari, S.; Silvestri, A. Online SFRA Characterization of a Batch of Induction Motors for Predictive Maintenance. In Proceedings of the 25th IMEKO TC4 International Symposium, Brescia, Italy, 12–14 September 2022. [Google Scholar]
- Brandt, M.; Gutten, M.; Kaščák, S. Diagnostic of Induction Motor Using SFRA Method. In Proceedings of the Conference on Diagnostics in Electrical Engineering, Pilsen, Czech Republic, 1–4 September 2016. [Google Scholar]
- Barroso, M.; Carazo, A.; Gómez, C.; Fernández, M.A.; González, J.A.; Silva, J.; García, J.L. Fault Detection in Induction Motors Using Functional Dimensionality Reduction Methods. arXiv 2023, arXiv:2306.09365. [Google Scholar]
- Kim, M.-C.; Lee, J.-H.; Wang, D.-H.; Lee, I.-S. Induction Motor Fault Diagnosis Using Support Vector Machine, Neural Networks, and Boosting Methods. Sensors 2023, 23, 2585. [Google Scholar] [CrossRef] [PubMed]
- Chang, H.-C.; Wang, Y.-C.; Shih, Y.-Y.; Kuo, C.-C. Fault Diagnosis of Induction Motors with Imbalanced Data Using Deep Convolutional Generative Adversarial Network. Appl. Sci. 2022, 12, 4080. [Google Scholar] [CrossRef]
- Abdelhak, G.; Sid Ahmed, B.; Djekidel, R. Fault Diagnosis of Induction Motors Rotor Using Current Signature with Different Signal Processing Techniques. Diagnostyka 2022, 23, 2022201. [Google Scholar] [CrossRef]
- Zhang, Y.; Huang, Y.; Li, W.; Lin, M. Application of artificial neural network and DS algorithm to calibration transfer of rice protein powder. In Proceedings of the 6th International Conference on Instrumentation & Measurement, Computer, Communication and Control (IMCCC), Harbin, China, 21–23 July 2016; pp. 822–825. [Google Scholar]
- Jung, D.; Nguyen, M.D.; Park, M.; Kim, J.; Mun, K. Multiple classification of gait using time-frequency representations and deep convolutional neural networks. IEEE Trans. Neural Syst. Rehabil. Eng. 2020, 28, 997–1005. [Google Scholar] [CrossRef] [PubMed]
- Jin, X.; Weiss, B.A.; Siegel, D.; Lee, J. Present status and future growth of advanced maintenance technology and strategy in US manufacturing. Int. J. Prognost. Health Manag. 2016, 7, 12. [Google Scholar] [CrossRef]
- Zonta, T.; da Costa, C.A.; da Rosa Righi, R.; de Lima, M.J.; da Trindade, E.S.; Li, G.P. Predictive maintenance in the Industry 4.0: A systematic literature review. Comput. Ind. Eng. 2020, 150, 106889. [Google Scholar] [CrossRef]
- Zhou, N.; Xu, Y.; Cho, S.; Wee, C.T. A Systematic Review for Switchgear Asset Management in Power Grids: Condition Monitoring, Health Assessment, and Maintenance Strategy. IEEE Trans. Power Del. 2023, 38, 3296–3311. [Google Scholar] [CrossRef]
- Bousdekis, A.; Apostolou, D.; Mentzas, G. Predictive Maintenance in the 4th Industrial Revolution: Benefits, Business Opportunities, and Managerial Implications. IEEE Eng. Manag. Rev. 2020, 48, 57–62. [Google Scholar] [CrossRef]
- Rahman, H.U.; Raza, M.; Afsar, P.; Khan, H.U.; Nazir, S. Analyzing Factors That Influence Offshore Outsourcing Decision of Application Maintenance. IEEE Access 2020, 8, 183913–183926. [Google Scholar] [CrossRef]
- Nandi, S.; Toliyat, H.A.; Li, X. Condition Monitoring and Fault Diagnosis of Electrical Motors—A Review. IEEE Trans. Energy Convers. 2005, 20, 719–729. [Google Scholar] [CrossRef]
- Bonfiglioli. BE 90LA 4 230/400-50 IP55 CLF B5. Datasheet. 8U09030001. Available online: https://shop.bonfiglioli.com/store/italy/it/datasheet/download/product-datasheet/8U09030001 (accessed on 13 February 2023).
- IEC 60034-1; Rotating Electrical Machines—Part 1: Rating and Performance. International Electrotechnical Commission: London, UK, 2017.
- ISO 13373-9:2017; Condition Monitoring and Diagnostics of Machines—Vibration Condition Monitoring—Part 9: Diagnostic Techniques for Rotor Unbalance, Misalignment, and Faults in Journal Bearings and Gears from Vibration Measurements. ISO: Geneva, Switzerland, 2017.
- Mari, S.; Credo, A.; Bucci, G.; Ciancetta, F.; Fiorucci, E.; Fioravanti, A.; Petrov, I.; Pyrhonen, J. Uncertainty Evaluation in Inductance Measurement of Synchronous Reluctance Motors. In Proceedings of the Conference Record—IEEE Instrumentation and Measurement Technology Conference (I2MTC 2024), Glasgow, UK, 20–23 May 2024. [Google Scholar]
- JCGM 100:2008; Evaluation of Measurement Data—Guide to the Expression of Uncertainty in Measurement GUM 1995 with Minor Corrections. Joint Committee for Guides in Metrology (JCGM): Paris, France, 2008.
- JCGM 101:2008; Evaluation of Measurement Data—Supplement 1 to the ‘Guide to the Expression of Uncertainty in Measurement’—Propagation of Distributions Using a Monte Carlo Method. Joint Committee for Guides in Metrology (JCGM): Paris, France, 2008.
- JCGM 102:2008; Evaluation of Measurement Data—Supplement 2 to the ‘Guide to the Expression of Uncertainty in Measurement’—Extension to any Number of Output Quantities. Joint Committee for Guides in Metrology (JCGM): Paris, France, 2011.
- Koyejo, O.; Natarajan, N.; Ravikumar, P.K.; Dhillon, I.S. Consistent multilabel classification. Proc. NIPS 2015, 28, 3321–3329. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Classes | Precision | Recall | F1-Score | Accuracy |
|---|---|---|---|---|
| Normal Operation | 0.98 | 0.99 | 0.98 | 0.99 |
| Short-circuit Ring Damage | 0.99 | 0.98 | 0.98 | 0.98 |
| Short Circuit Between Winding Turns | 1.00 | 0.99 | 1.00 | 0.99 |
| Rotor Bar Damage | 0.99 | 1.00 | 1.00 | 1.00 |
| Overall | 0.99 | 0.99 | 0.99 | 0.99 |
| Classes | Precision | Recall | F1-Score | Accuracy |
|---|---|---|---|---|
| Normal Operation | 0.99 | 0.93 | 0.96 | 0.93 |
| Short-circuit Ring Damage | 0.96 | 0.90 | 0.93 | 0.90 |
| Short Circuit Between Winding Turns | 1.00 | 1.00 | 1.00 | 1.00 |
| Rotor Bar Damage | 0.89 | 1.00 | 0.94 | 1.00 |
| Overall | 0.96 | 0.96 | 0.96 | 0.96 |
| Axis | Unconfirmed Correct Classifications | Unconfirmed Incorrect Classifications | Confirmed Correct Classifications | Confirmed Incorrect Classifications |
|---|---|---|---|---|
| x | 175 (1% of correct outputs) | 90 (42% of incorrect outputs) | 19,603 (99% of correct outputs) | 124 (58% of incorrect outputs) |
| y | 838 (4% of correct outputs) | 602 (67% of incorrect outputs) | 18,257 (96% of correct outputs) | 295 (33% of incorrect outputs) |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mari, S.; Bucci, G.; Ciancetta, F.; Fiorucci, E.; Fioravanti, A. Impact of Measurement Uncertainty on Fault Diagnosis Systems: A Case Study on Electrical Faults in Induction Motors. Sensors 2024, 24, 5263. https://doi.org/10.3390/s24165263
Mari S, Bucci G, Ciancetta F, Fiorucci E, Fioravanti A. Impact of Measurement Uncertainty on Fault Diagnosis Systems: A Case Study on Electrical Faults in Induction Motors. Sensors. 2024; 24(16):5263. https://doi.org/10.3390/s24165263
Chicago/Turabian StyleMari, Simone, Giovanni Bucci, Fabrizio Ciancetta, Edoardo Fiorucci, and Andrea Fioravanti. 2024. "Impact of Measurement Uncertainty on Fault Diagnosis Systems: A Case Study on Electrical Faults in Induction Motors" Sensors 24, no. 16: 5263. https://doi.org/10.3390/s24165263