
A Study on Machine Learning-Based Feature Classification for the Early Diagnosis of Blade Rubbing


Abstract
:1. Introduction
2. Experiment
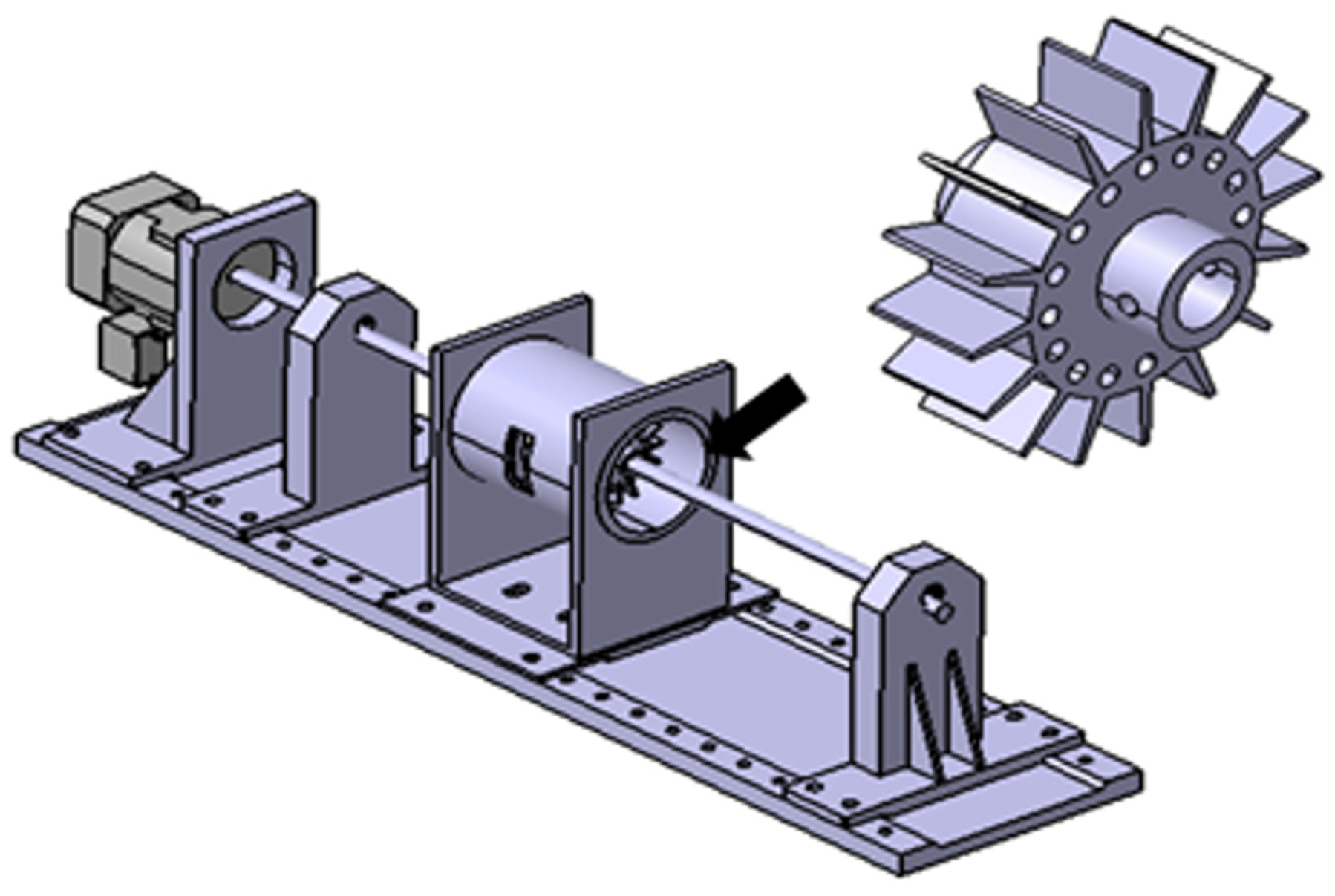
2.1. Experimental Model and Data Acquisition
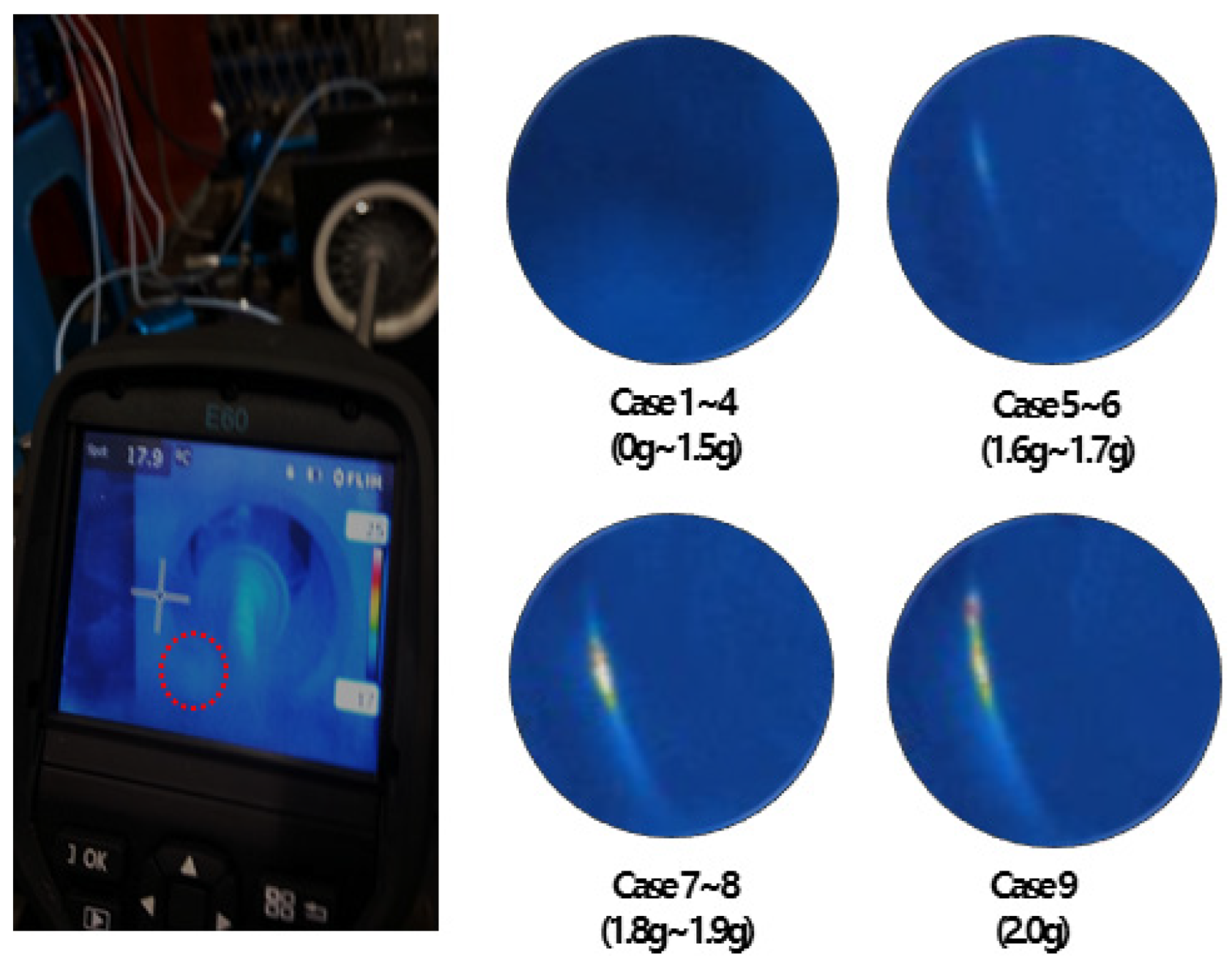
2.2. Experimental Method and Case
3. Proposed Diagnosis Methodology
4. Result
4.1. Machine Learning Classification Analysis
4.2. Machine Learning Trend Analysis
5. Conclusions
- -
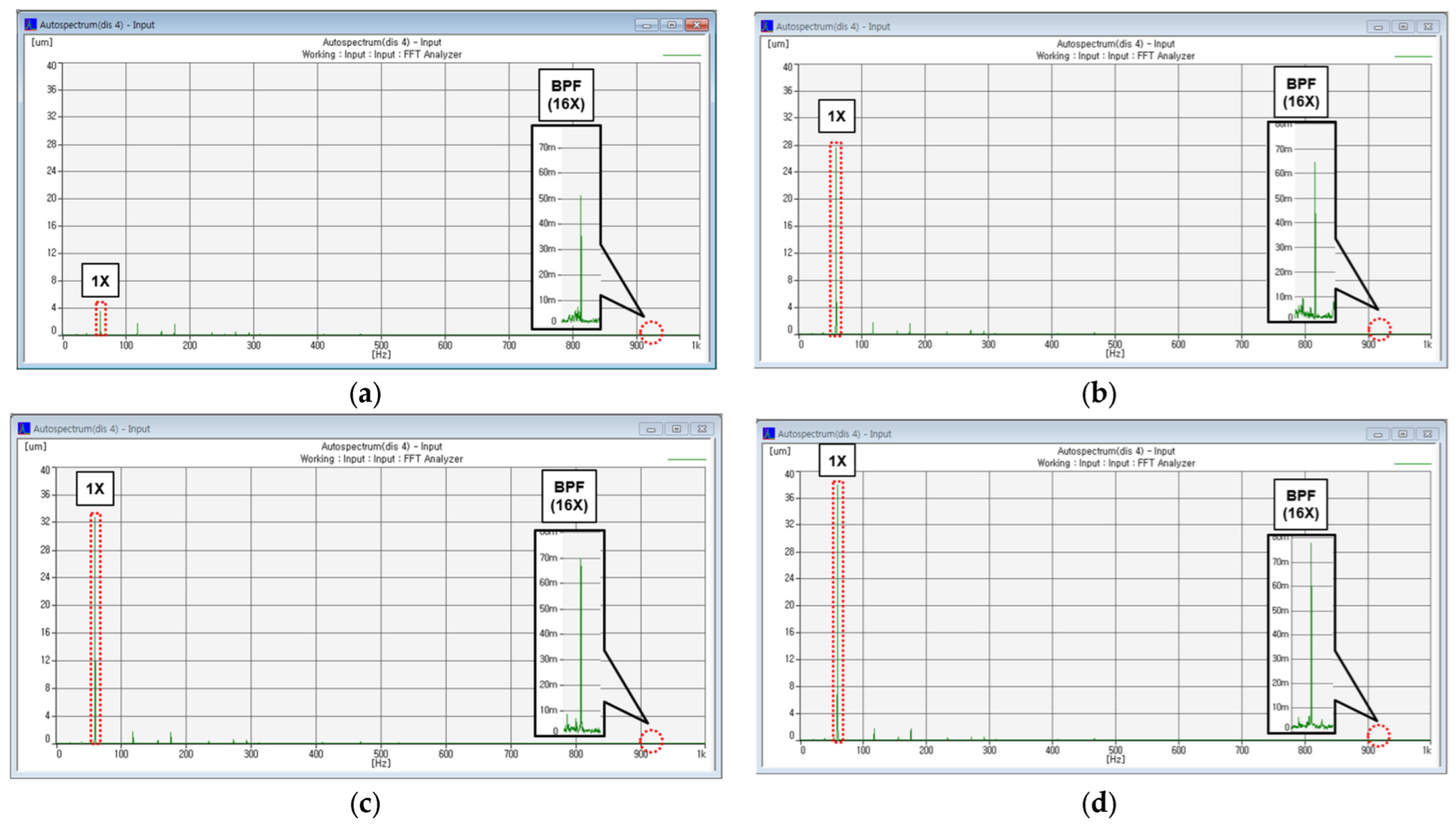
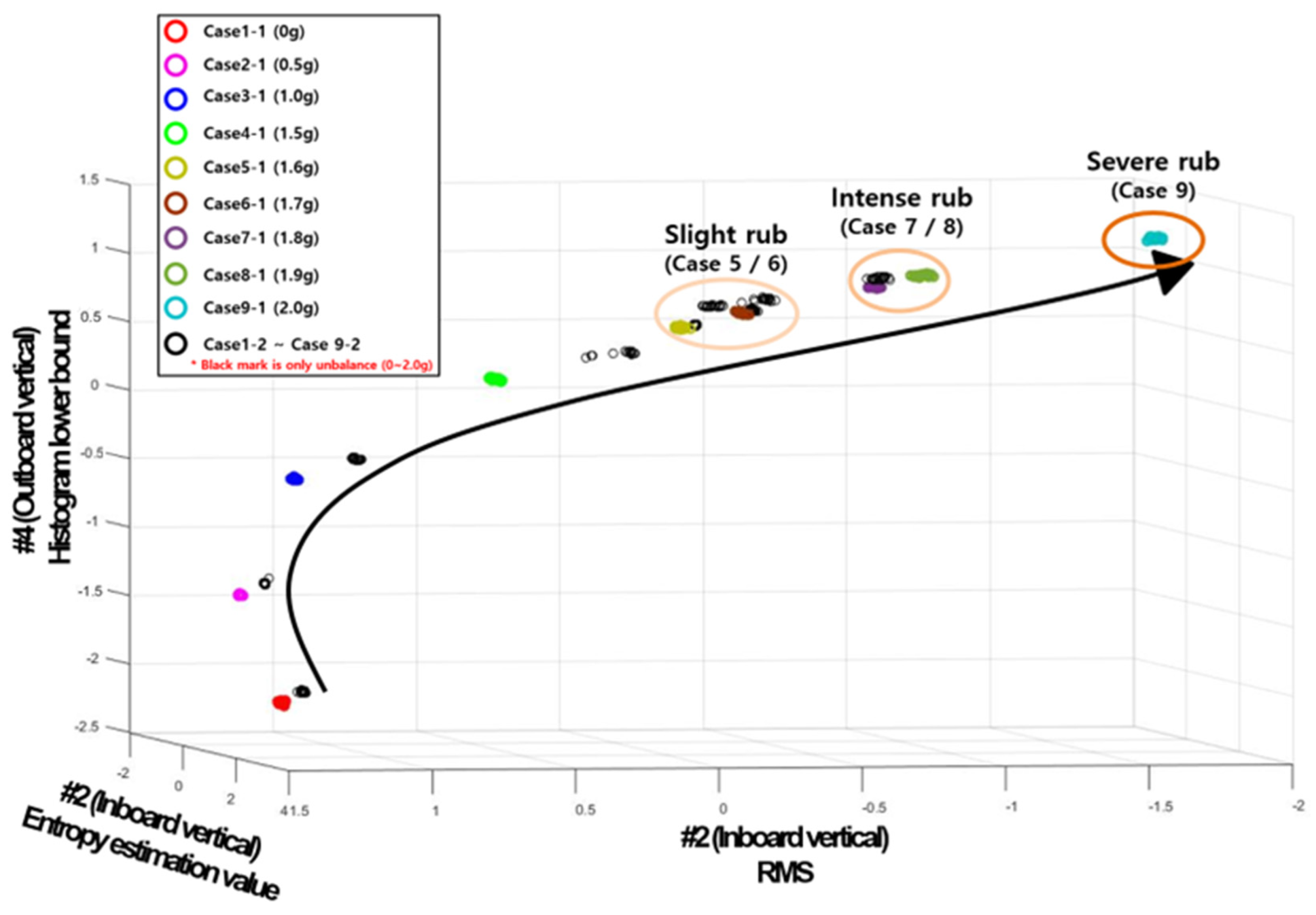
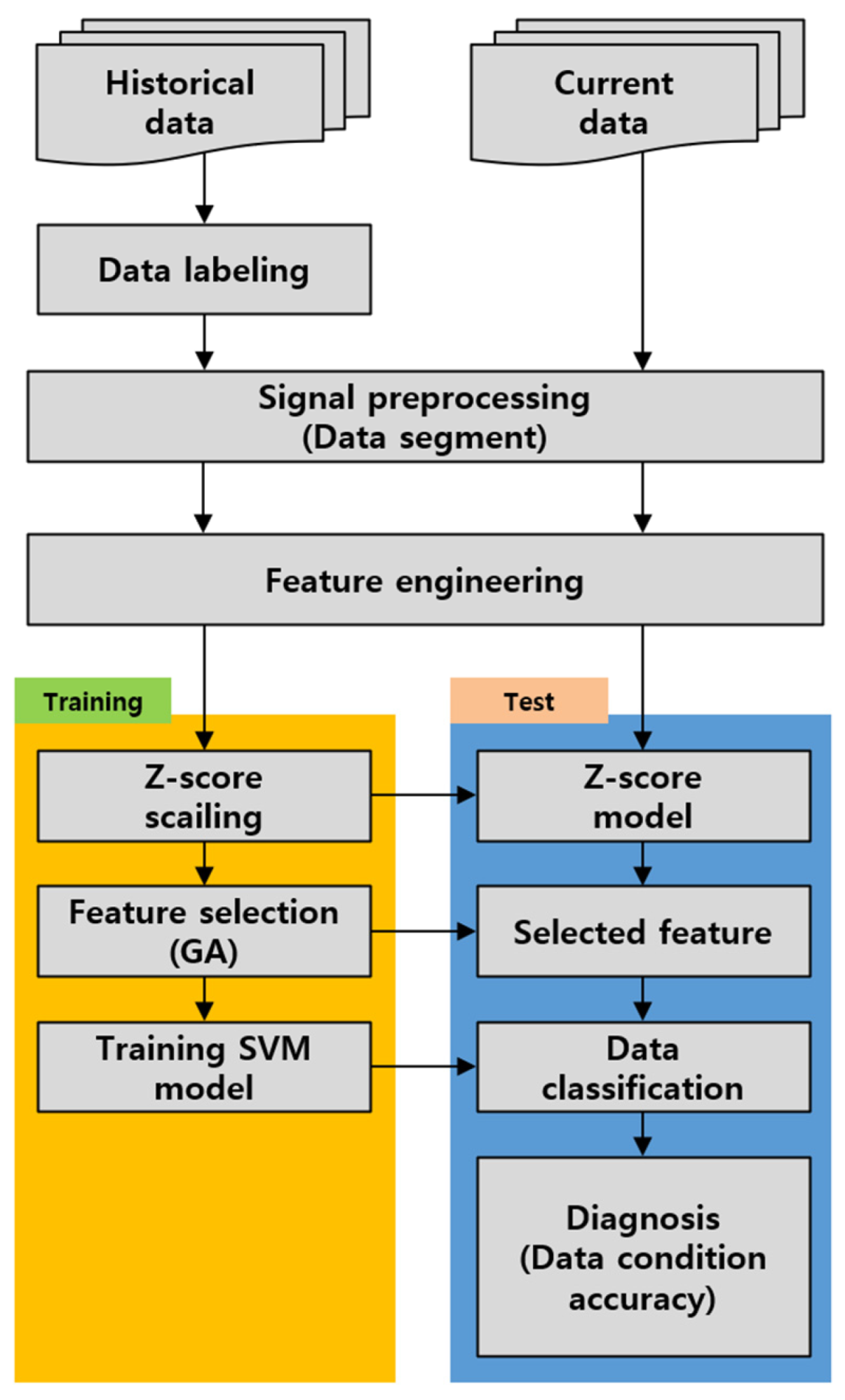
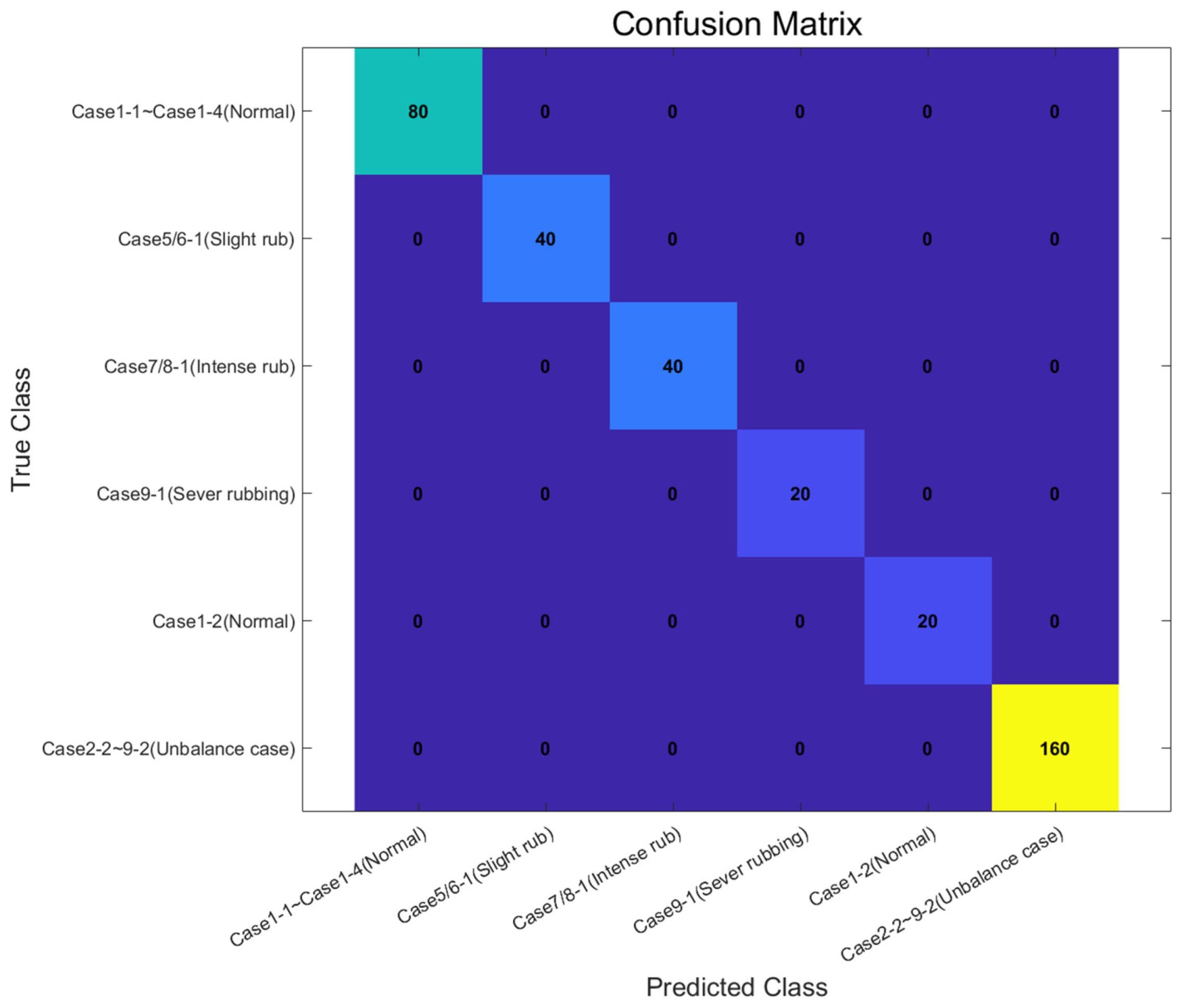
- Using the research model, the rubbing test device, a total of 30 features in the area of time, frequency, and entropy were used for machine learning-based diagnosis. As a result of machine learning diagnosis, it was confirmed that the blade rubbing severity could be evaluated, but it was similar to the unbalance experiment data. This is because the 1X component is the most dominant in all signals measured through the experiment and the size of other fault characteristics (BPF) is small. This is because the values of statistical features calculated in the feature engineering process do not differ or are small when the entire original signal is considered. Therefore, before applying to machine learning, signal processing was performed to divide input data into two types: 1X component data including unbalanced information and data excluding (but including a range of other fault characteristics) 1X component. As a result, it can be confirmed that the case of simulating only unbalance and the case of blade rubbing caused by unbalance have different tendencies and are classified before blade rubbing occurs.
- -
- Machine learning diagnostic methods derive different results depending on input data or calculation and selected features. To increase the performance of machine learning diagnostic technology, it is essential to develop appropriate features that can classify each fault or apply a data preprocessing method that can extract the features of the fault condition well.
- -
- We will use other fault data sets such as misalignment or bearing fault later. We will develop a general purpose new machine learning diagnostic process that extracts and applies the characteristics of each fault condition.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Yang, K.H.; Song, O.S.; Cho, C.W.; Yun, W.N.; Jung, N.G. Fracture Mechanism of Gas Turbine Compressor Blades in a Combined Cycle Power Plant. Trans. Korean Soc. Noise Vib. Eng. 2010, 20, 1025–1032. [Google Scholar]
- Wang, N.; Liu, C.; Jiang, D.; Behdinan, K. Casing vibration response prediction of dual-rotor-blade-casing system with blade-casing rubbing. Mech. Syst. Signal Process. 2019, 118, 61–77. [Google Scholar]
- Kuntjoro, W.; Jumahat, A.; Salleh, F.M.; Bahsan, R. Application of Wavelet Analysis in Blade Faults Diagnosis for Multi-Stages Rotor System. J. Appl. Mech. Mater. 2013, 393, 959–964. [Google Scholar]
- Yang, S.H.; Park, C.H.; Kim, C.; Ha, H.C. Examination of the Periodic High Vibration by the Accumulated Carbide at Oil Deflector of a Steam Turbine for Power Plant. Trans. Korean Soc. Noise Vib. Eng. 2002, 12, 897–903. [Google Scholar]
- Ahn, B.H.; Yu, H.T.; Choi, B.K. Feature-Based Analysis for Fault Diagnosis of Gas Turbine using Machine Learning and Genetic Algorithms. J. Korean Soc. Precis. Eng. 2018, 35, 163–167. [Google Scholar]
- Kim, H.Y. Case Study of Vibration Diagnosis in Thermal Power Plants. Therm. Power Gener. 2010, 74, 4–12. [Google Scholar]
- Oh, J.-Y.; Chi, M.-G.; Hwang, S.-W. An Investigation of Turbine Blade Ejection Frequency Considering Common Cause Failure in Nuclear Power Plants. Trans. Korean Soc. Mech. Eng. A 2012, 36, 373–378. [Google Scholar]
- Ha, J.M.; Kim, S.H.; Kim, H.J.; Lim, G.M. Fault Case Study Using Machine Learning Techniques. In Proceedings of the Korean Society of Mechanical Engineers Spring Conference, Jeju, Republic of Korea, 13–16 November 2019; p. 773. [Google Scholar]
- Hong, T.Y.; Park, S.H. A Case Study of the Breakdown Evaluation to the Machine at the Steel Company. J. Korea Inst. Electron. Commun. Sci. 2015, 10, 195–202. [Google Scholar]
- Kim, H.Y. Theory and Case Study of Turbine-Generator Rubbing Vibration. Therm. Power Gener. 2011, 81, 4–10. [Google Scholar]
- Yu, H.T.; Ahn, B.H.; Lee, J.M.; Ha, J.M.; Choi, B.K. Study on Rub Vibration of Rotary Machine for Turbine Blade Diagnosis. Trans. Korean Soc. Noise Vib. Eng. 2016, 26, 714–720. [Google Scholar]
- Lee, J.-J.; Cheong, D.-Y.; Park, D.-H.; Choi, B.-K. Burst Signal Extract and Features Analysis for using Acoustic Emission in Machine Learning. J. Power Syst. Eng. 2023, 27, 49–57. [Google Scholar]
- Zhu, G.; Wang, C.W.C.; Zhao, W.; Xie, Y.; Guo, D.; Zhang, D. Blade Crack Diagnosis Based on Blade Tip Timing and Convolution Neural Networks. Appl. Sci. 2023, 13, 1102. [Google Scholar] [CrossRef]
- Almutairi, K.M.; Sinha, J.K. Experimental Vibration Data in Fault Diagnosis: A Machine Learning Approach to Robust Classification of Rotor and Bearing Defects in Rotating Machines. Machines 2023, 10, 943. [Google Scholar]
- Lee, J.U.; Jeon, H.S.; Gwon, D.I. Research Trends and Analysis in the Field of Fault Diagnosis Domestically and Internationally. J. Korean Soc. Mech. Eng. 2016, 56, 37–40. [Google Scholar]
- Lee, S.J.; Kwon, H.R.; Kim, E.J.; Lee, Y.B. A Study on Fitness Function of Clustering Algorithm based on Genetic Algorithm. Proc. Korean Inf. Sci. Soc. Conf. 2001, 28, 310–312. [Google Scholar]
- Yang, B.S.; Jeon, S.B.; Choi, B.G.; Yu, Y.H. Optimum Design of Damping Plate Using Combined Optimization Algorithm by Genetic Algorithm and Random Tabu Search Method. J. Korean Soc. Mech. Eng. 1998, 22, 1258–1266. [Google Scholar]
- Park, C.S.; Huh, K. Optimal k-Nearest Neighborhood Classifier Using Genetic Algorithm. Commun. Stat. Appl. Methods 2010, 17, 17–27. [Google Scholar]
- Choi, B.G.; Yang, B.S. Vibration Optimum Design for Hypercritical Rotor System Using Genetic Algorithm. J. Korean Soc. Noise Vib. Eng. 1996, 11, 313–318. [Google Scholar]
- Deng, S.; Lin, S.-Y.; Chang, W.-L. Application of multiclass support vector machines for fault diagnosis of field air defense gun. Expert Syst. Appl. 2011, 38, 6007–6013. [Google Scholar]
- Widodo, A.; Yang, B.S. Machine health prognostics using survival probability and support vector machine. Expert Syst. Appl. 2011, 38, 8430–8437. [Google Scholar]
- Burges, J.C. A Tutorial on Support Vector Machines for Pattern Recognition. Data Min. Knowl. Discov. 1998, 2, 121–167. [Google Scholar]
- Crammer, K.; Singer, Y. On the Algorithmic Implementation of Multiclass Kernel-based Vector Machines. J. Mach. Learn. Res. 2001, 2, 265–292. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Equipment | Detail |
|---|---|
| Pulse 3560C (Brüel & Kjær, Nærum, Denmark) | 4/2-ch Input/output Module Operating Freq. range: 0~25.6 kHz |
| Displacement sensor 3300 (Bently Nevada, Minden, NV, USA) | Operating Freq. range: 1~10 kHz Sensitivity: 7.87 V/mm |
| Amplifier 2690 (Brüel & Kjær, Nærum, Denmark) | Displacement (optional): 1.0 Hz to 1 kHz INHERENT NOISE (2 Hz TO 22.4 kHz) |
| Thermal imager camera (Flir, Wilsonville, OR, USA) | IR Resolution: 140 × 120 Thermal sensitivity: <0.06 °C |
| Rubbing Experiment (Cover On) | Unbalance Experiment (Cover Off) | ||||
|---|---|---|---|---|---|
| Case | Unbalance Mass | Condition | Case | Unbalance Mass | Condition |
| Case 1-1 | 0 g | Normal | Case 1-2 | 0 g | Normal |
| Case 2-1 | 0.5 g | Case 2-2 | 0.5 g | ||
| Case 3-1 | 1.0 g | Case 3-2 | 1.0 g | ||
| Case 4-1 | 1.5 g | Case 4-2 | 1.5 g | Unbalance | |
| Case 5-1 | 1.6 g | Slight rubbing | Case 5-2 | 1.6 g | |
| Case 6-1 | 1.7 g | Case 6-2 | 1.7 g | ||
| Case 7-1 | 1.8 g | Intense rubbing | Case 7-2 | 1.8 g | |
| Case 8-1 | 1.9 g | Case 8-2 | 1.9 g | ||
| Case 9-1 | 2.0 | Severe rubbing | Case 9-2 | 2.0 | |
| Features | Definition (Equation) | Features | Definition (Equation) |
|---|---|---|---|
| Peak | Kurtosis factor | ||
| Peak to Peak | Smoothness | ||
| Mean | Uniformity | ||
| Standard deviation | Normal negative log-likelihood | ||
| Root Mean Square | Entropy estimation value | ||
| Kurtosis | Frequency center | ||
| Crest factor | Mean square frequency | ||
| Clearance factor | RMS frequency | ||
| Impulse factor | Variance frequency | ||
| Shape factor | Root variance frequency | ||
| Skewness | Spectrum overall | ||
| Square Mean Root | Spectrum RMS overall | ||
| 5th Normalized Moment | Entropy estimation error value | ||
| 6th Normalized Moment | Histogram Upper bound | ||
| Shape factor 2 | Histogram Lower bound |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Park, D.-h.; Choi, B.-k. A Study on Machine Learning-Based Feature Classification for the Early Diagnosis of Blade Rubbing. Sensors 2024, 24, 6013. https://doi.org/10.3390/s24186013
Park D-h, Choi B-k. A Study on Machine Learning-Based Feature Classification for the Early Diagnosis of Blade Rubbing. Sensors. 2024; 24(18):6013. https://doi.org/10.3390/s24186013
Chicago/Turabian StylePark, Dong-hee, and Byeong-keun Choi. 2024. "A Study on Machine Learning-Based Feature Classification for the Early Diagnosis of Blade Rubbing" Sensors 24, no. 18: 6013. https://doi.org/10.3390/s24186013