



Digital Twin for Volumetric Thermal Error Compensation of Large Machine Tools

 , ,
, ,  and
and
Abstract
:1. Introduction
2. Materials and Methods
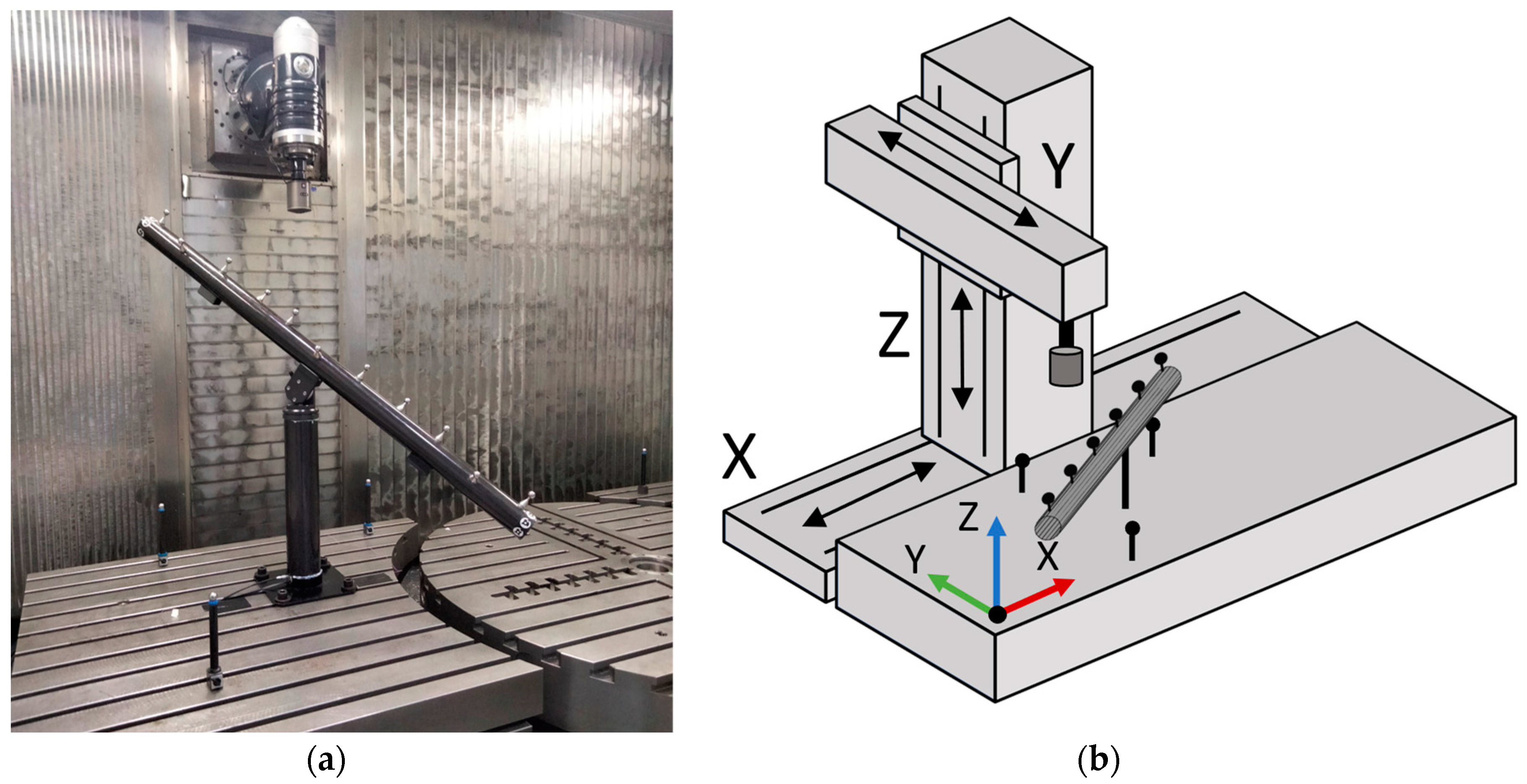
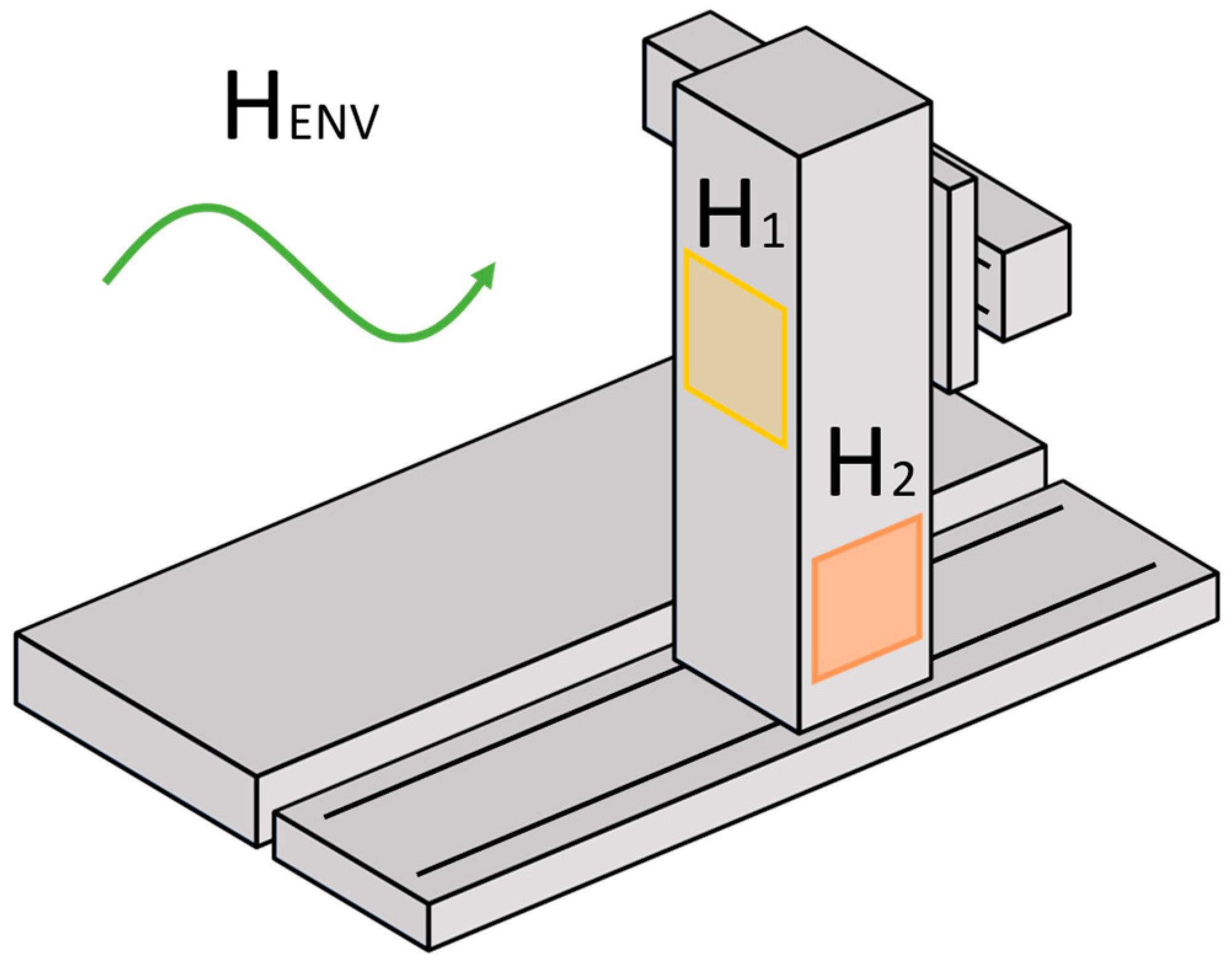
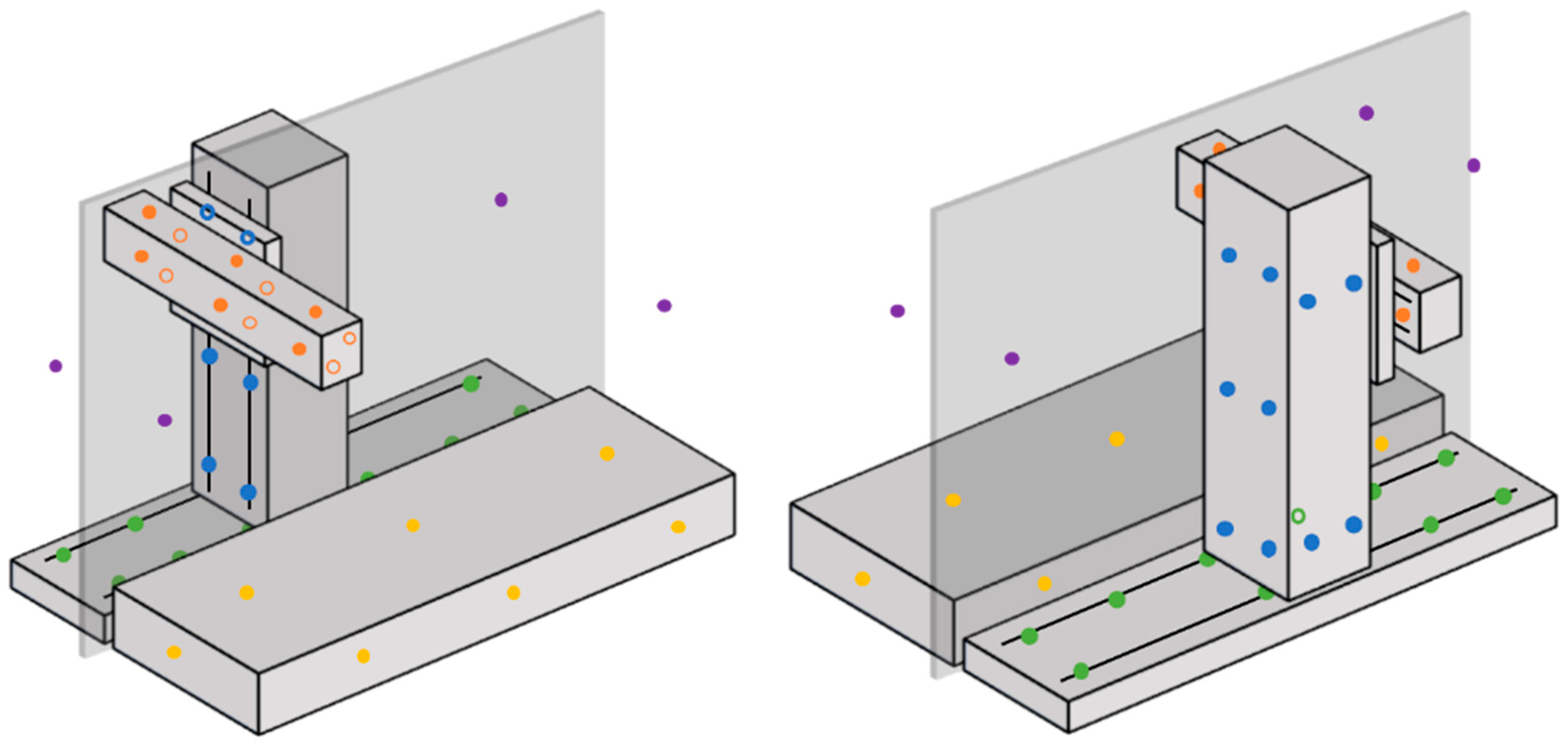
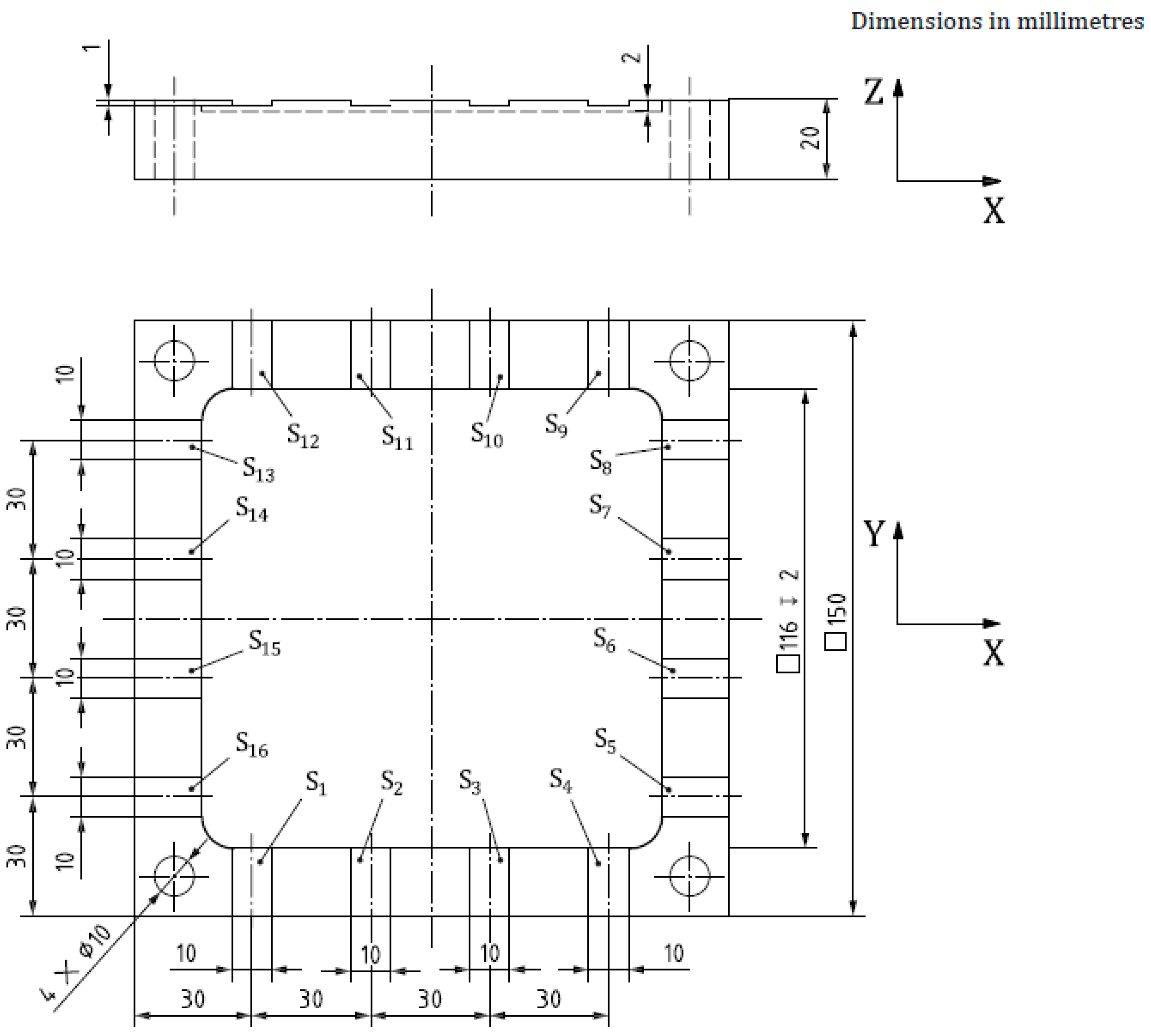
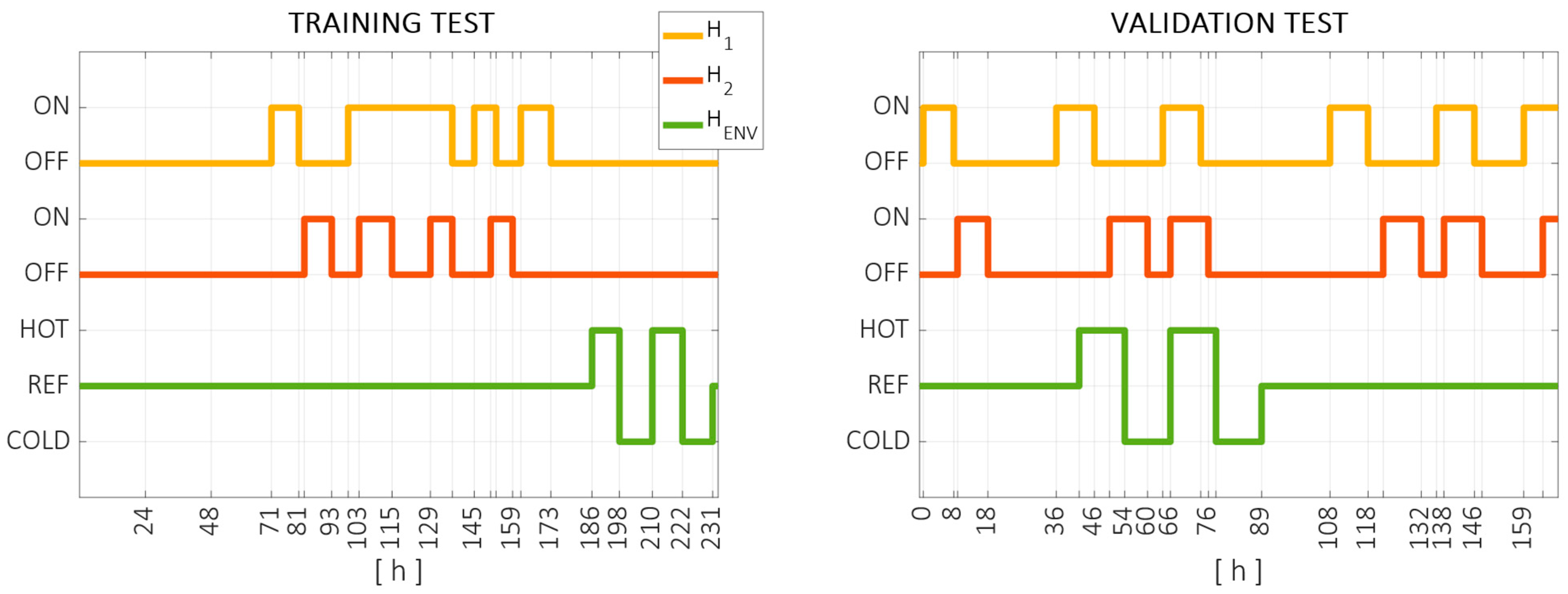
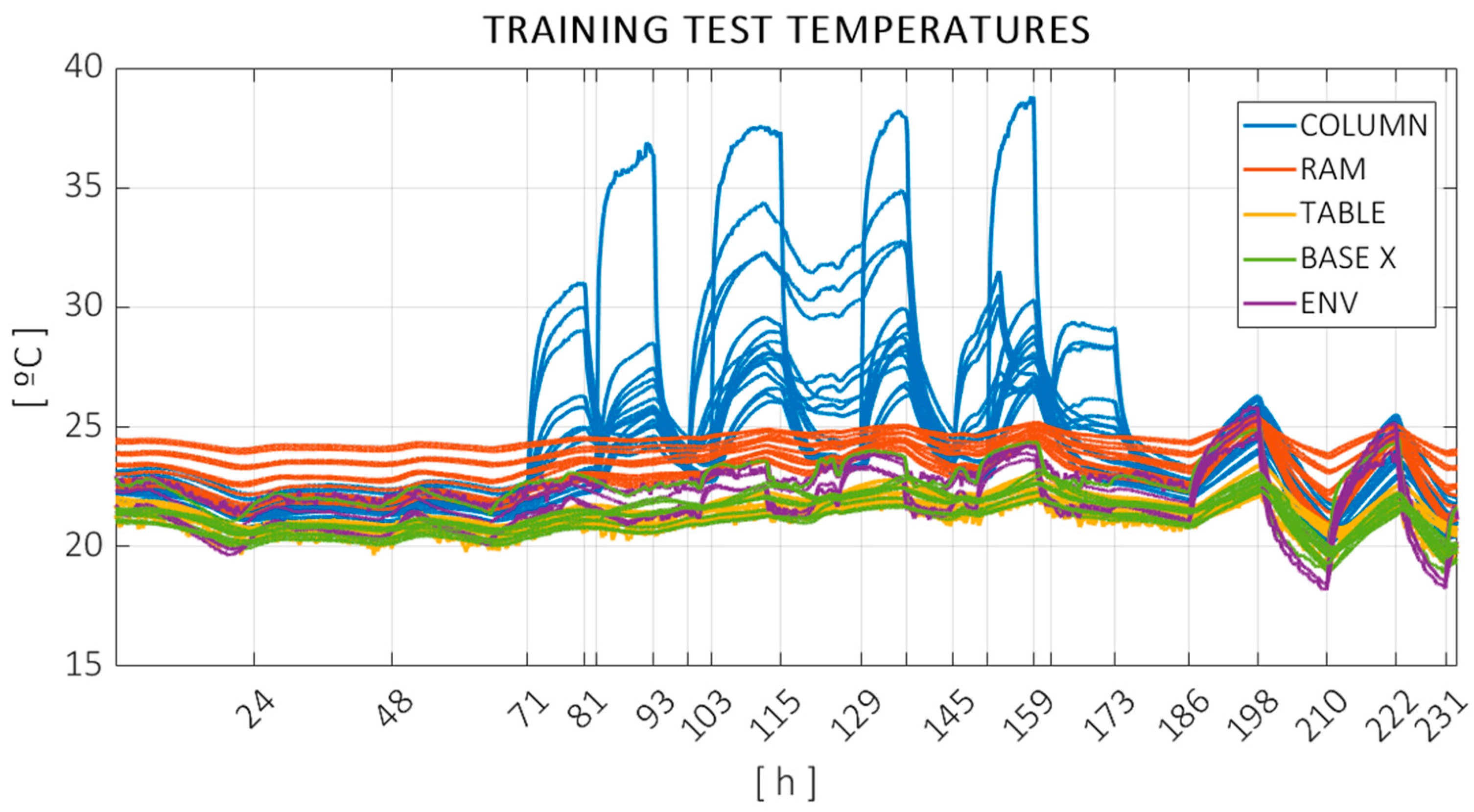
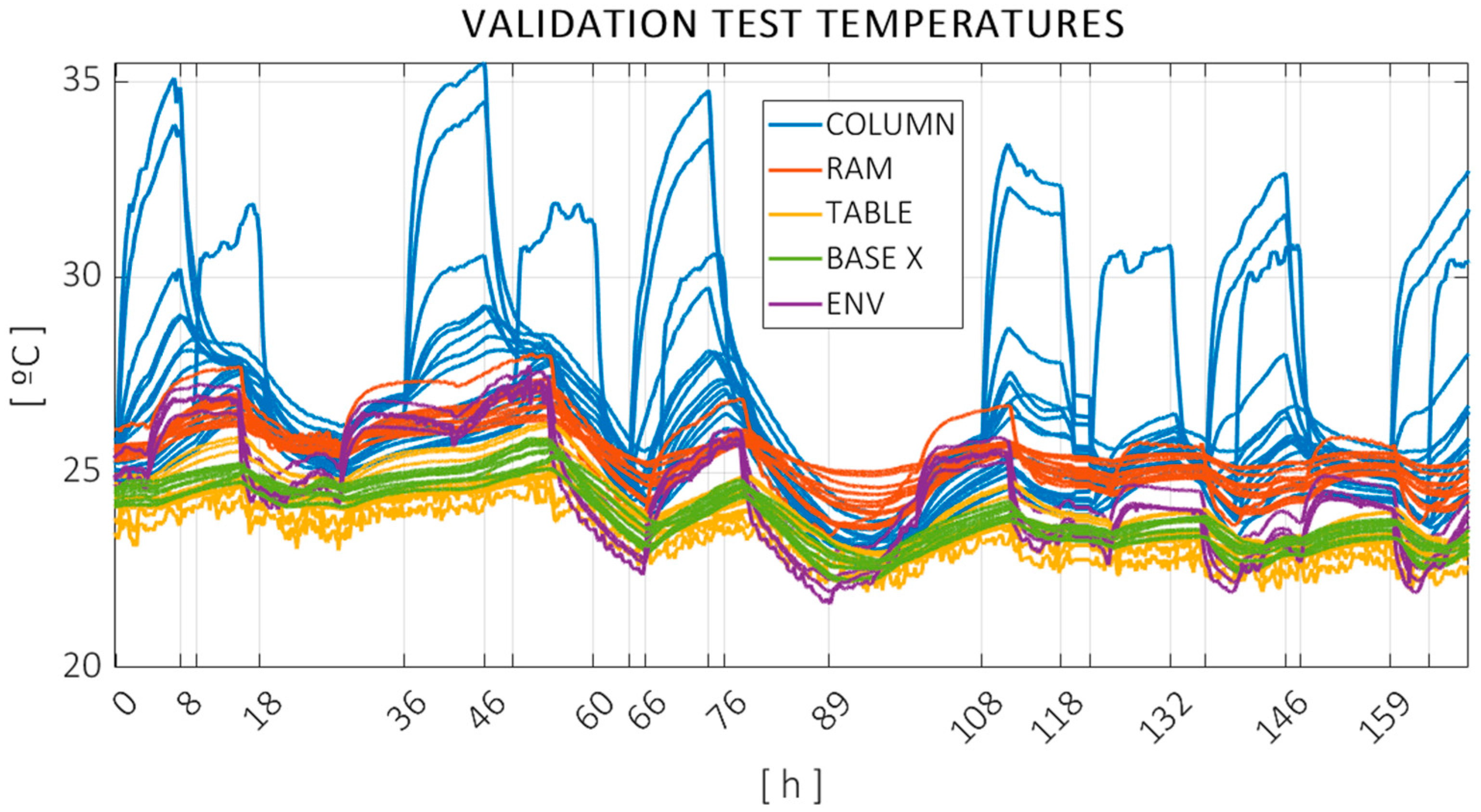
2.1. Experimental Setup
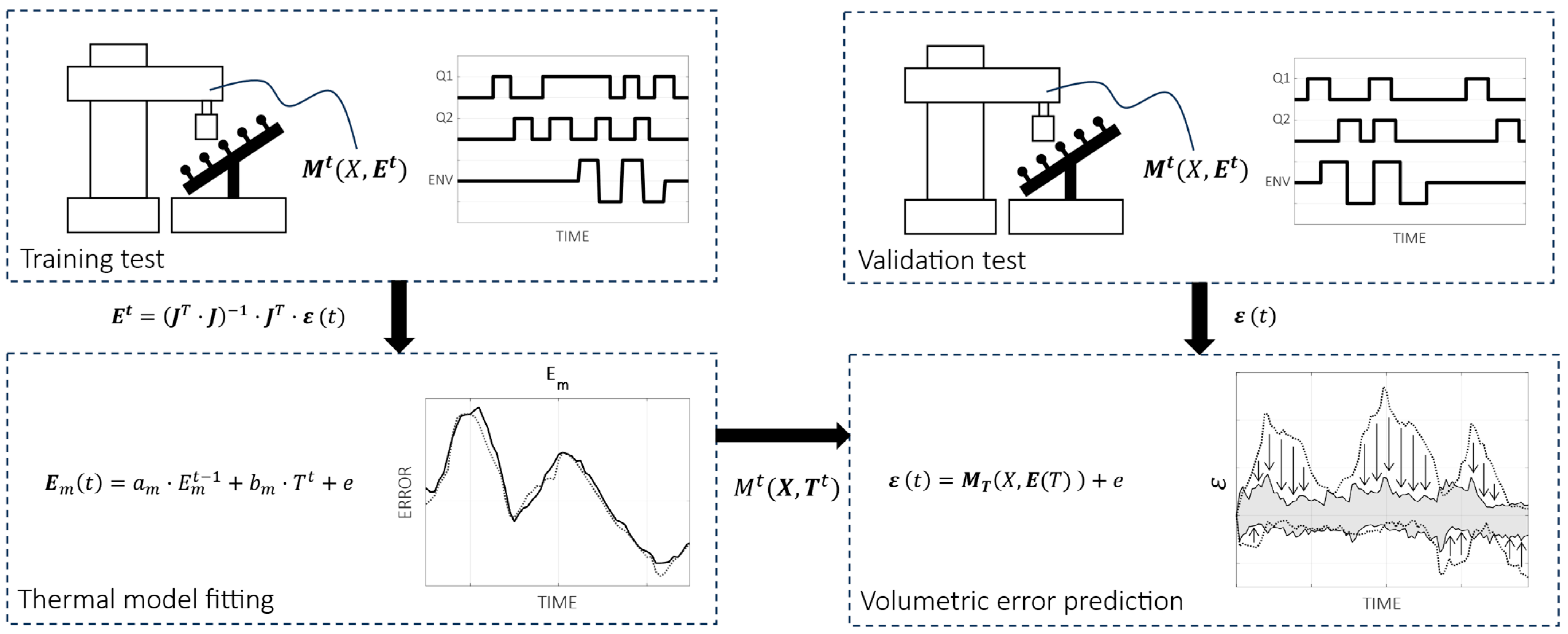
2.2. Digital Twin for Thermal Error Compensation
- How many and which temperatures should be selected for each error parameter?
- Is it necessary to include the first-order autoregressive parameter in the prediction model?
- (1)
- For a specific parameter , the desired number of inputs is selected. This means that, at the end of the procedure, only a limited set of temperatures will be selected out of the available temperatures.
- (2)
- An iterative process starts with the iteration steps . At the first iteration (), a single-input single-output ARX model is fitted with each of the temperatures available, selecting the one with the lowest mean squared error between the measured and the predicted values.Naming the selected temperature as , a new output is defined for the next step of the iteration.
- (3)
- The procedure is repeated for the subsequent iterations, where the temperatures are selected one by one until the desired number of temperatures is reached. Naming the temperatures selected in previous steps as , the fitting procedure can be summarized in the expression of Equation (7):
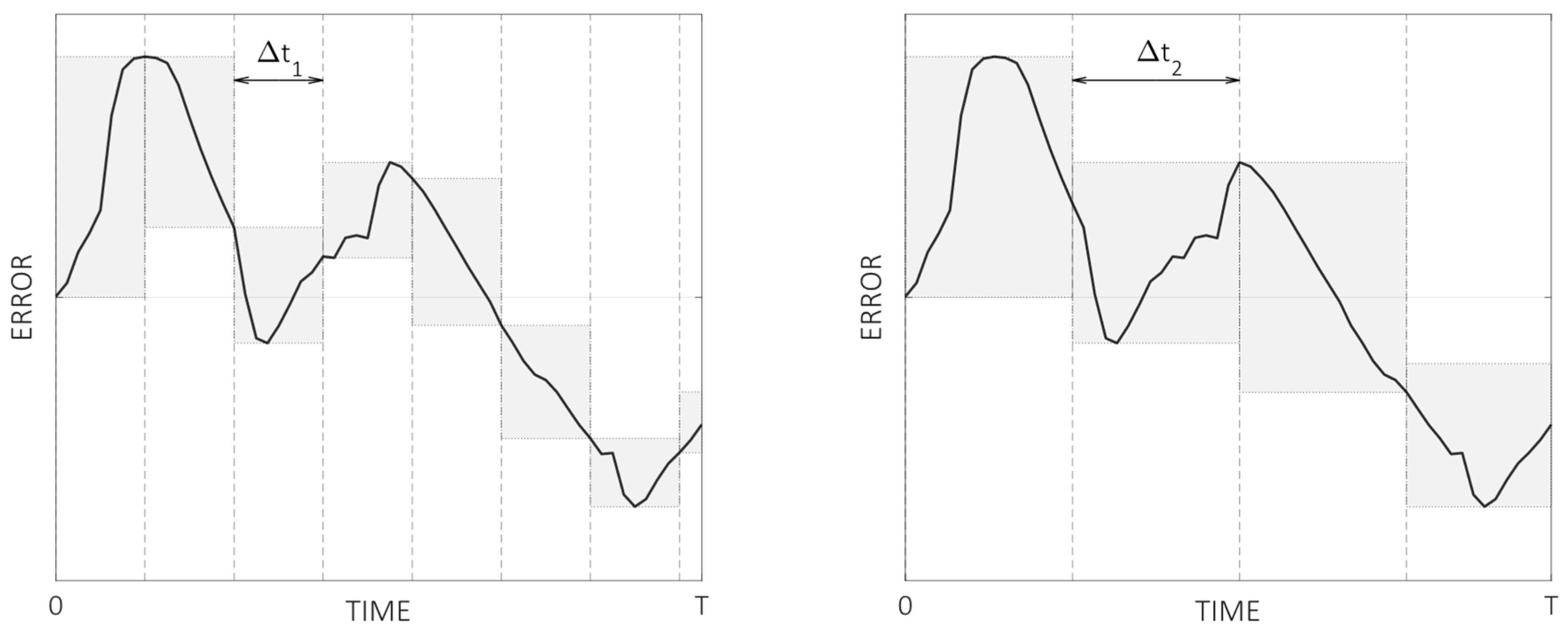
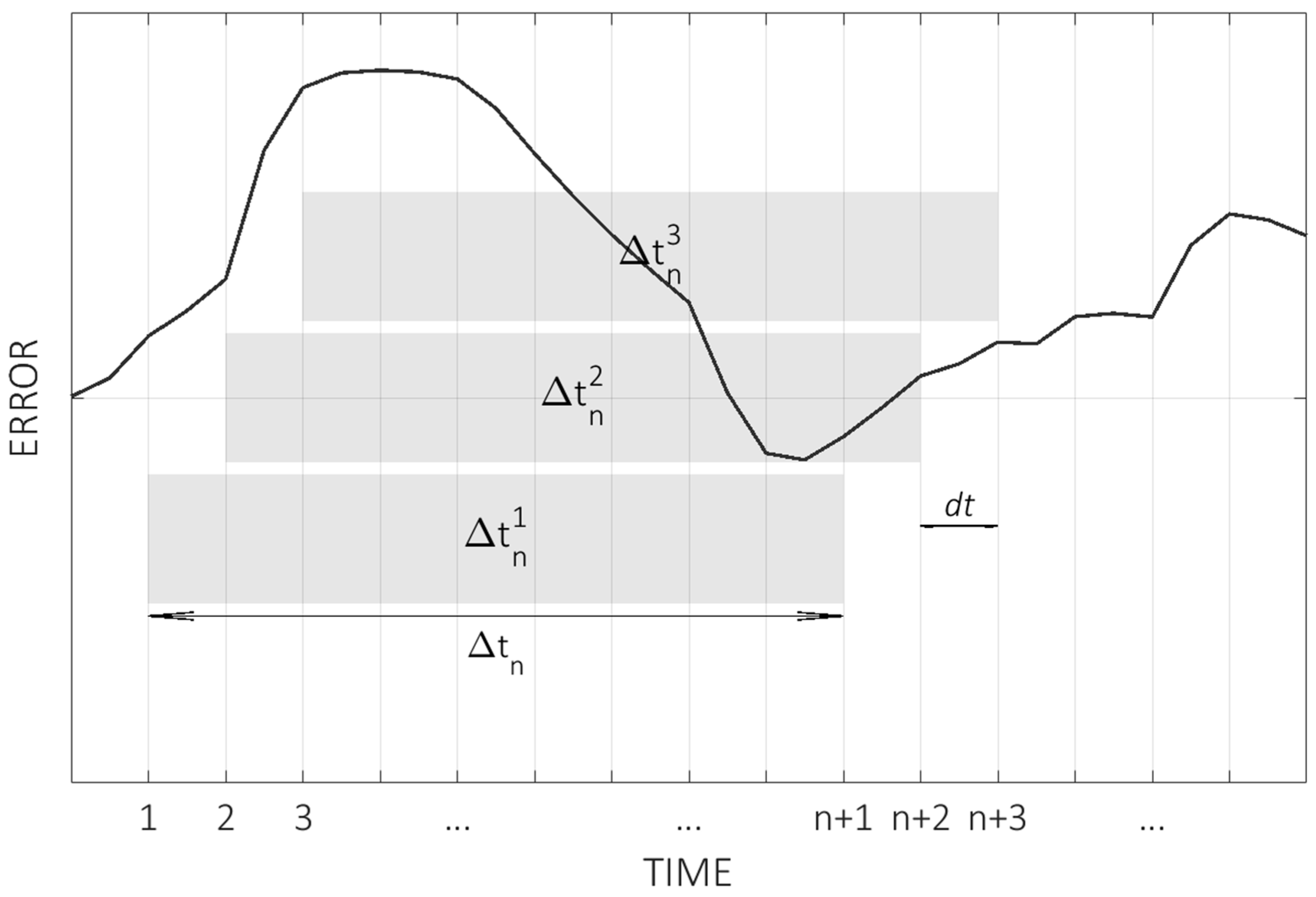
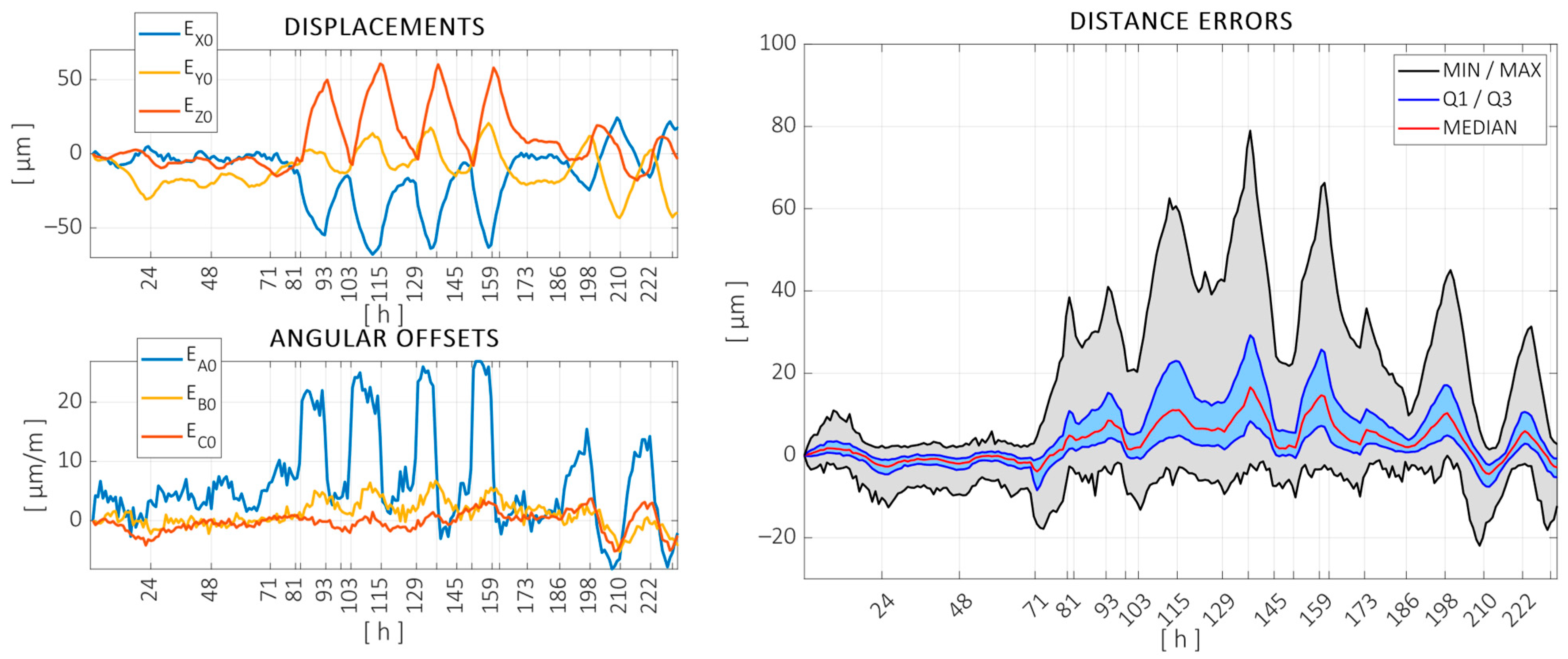
2.3. Quantification and Evaluation of Thermal Errors
- : The maximum variation happens in any of the individual segments. For the example shown in Figure 6, this would correspond to the first segment for both time intervals. This would give a conservative value for the thermal behavior, representing the worst-case scenario between the measured values.
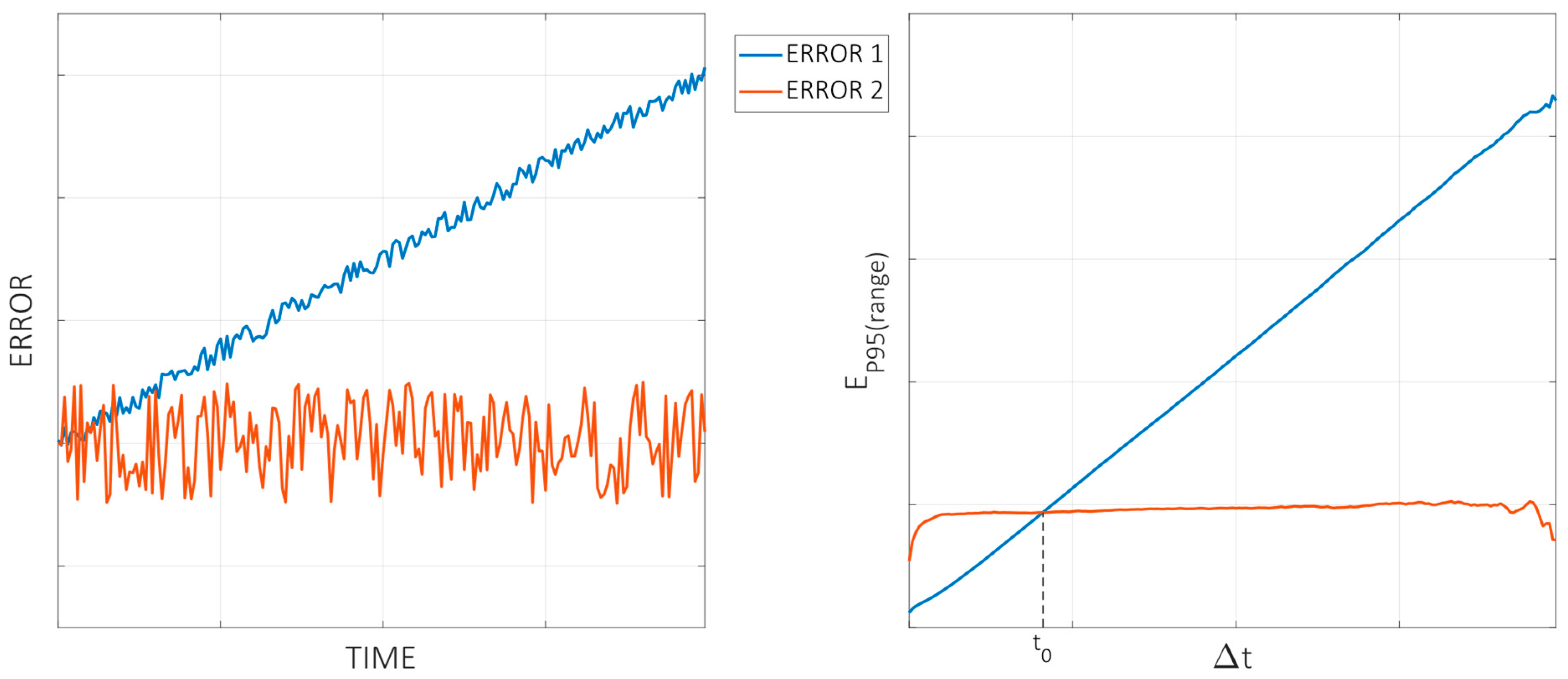
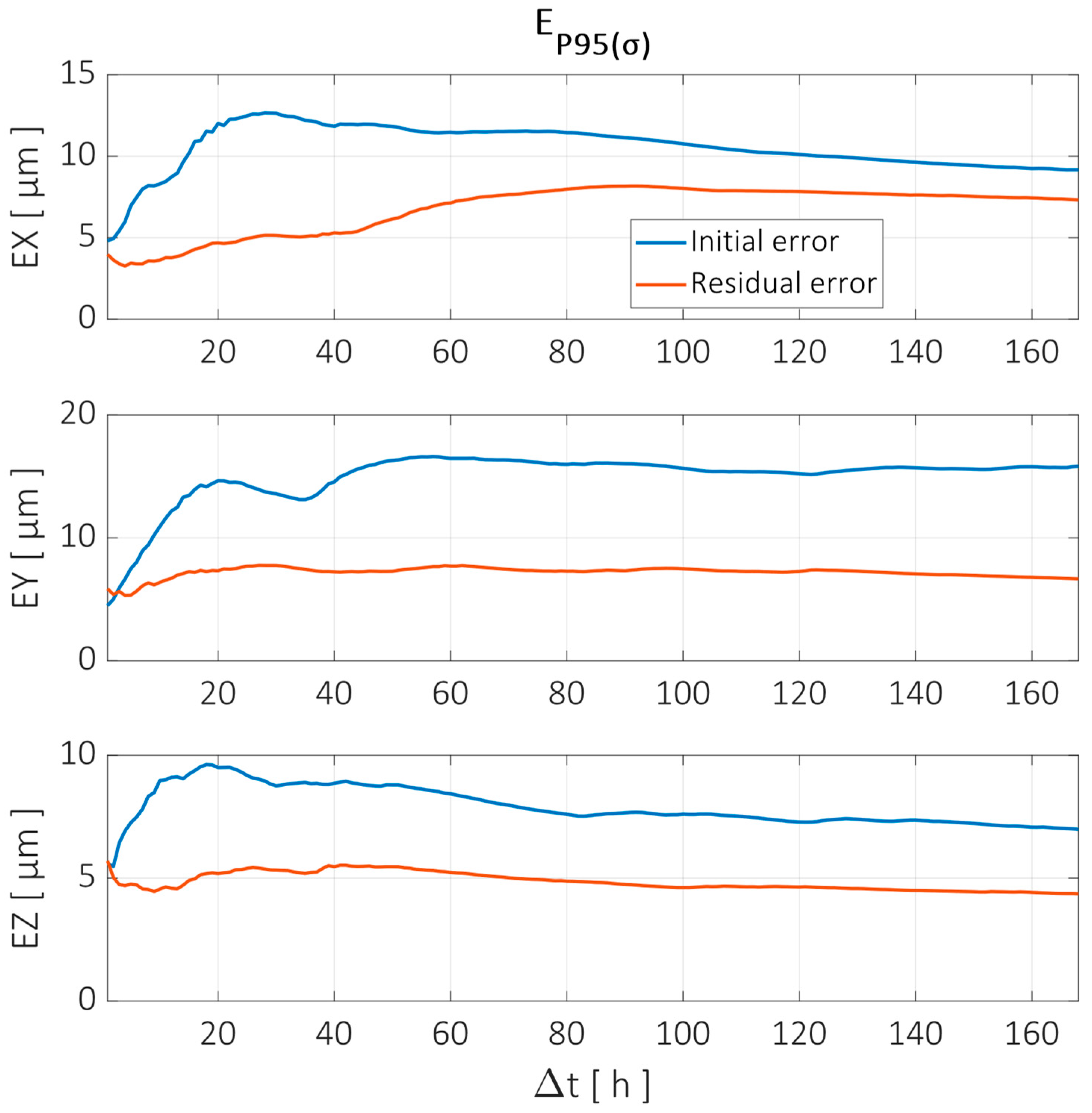
- /: The mean value or standard deviation of the error range registered in all segments. The standard deviation can be expanded or percentiles can be used to represent different portions (e.g., , meaning that 95% of time intervals registered an error below this value). This represents a statistical approach to represent the error evolution and can give a better sense of the general thermal behavior.
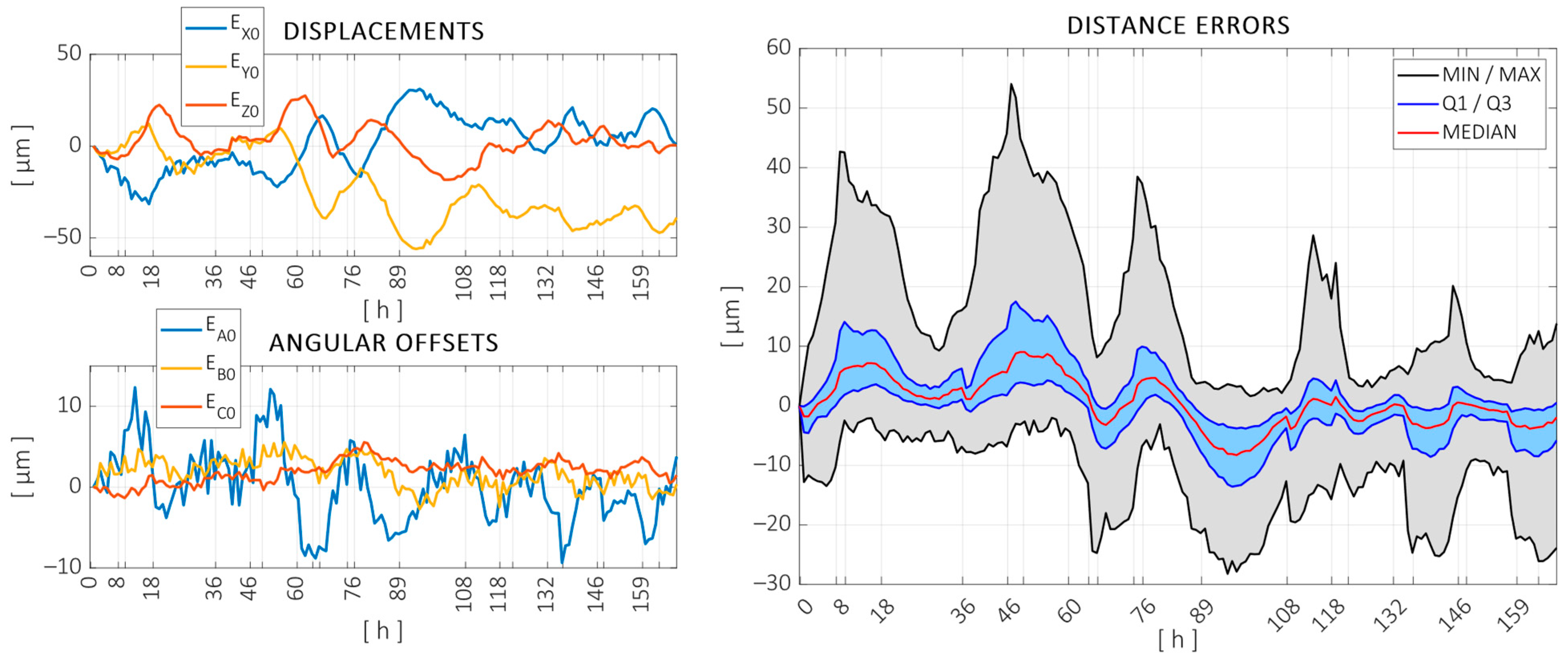
2.4. Validation on Virtual Machining Tests According to ISO—10791
3. Results
4. Discussion
4.1. Identification of the Digital Twin
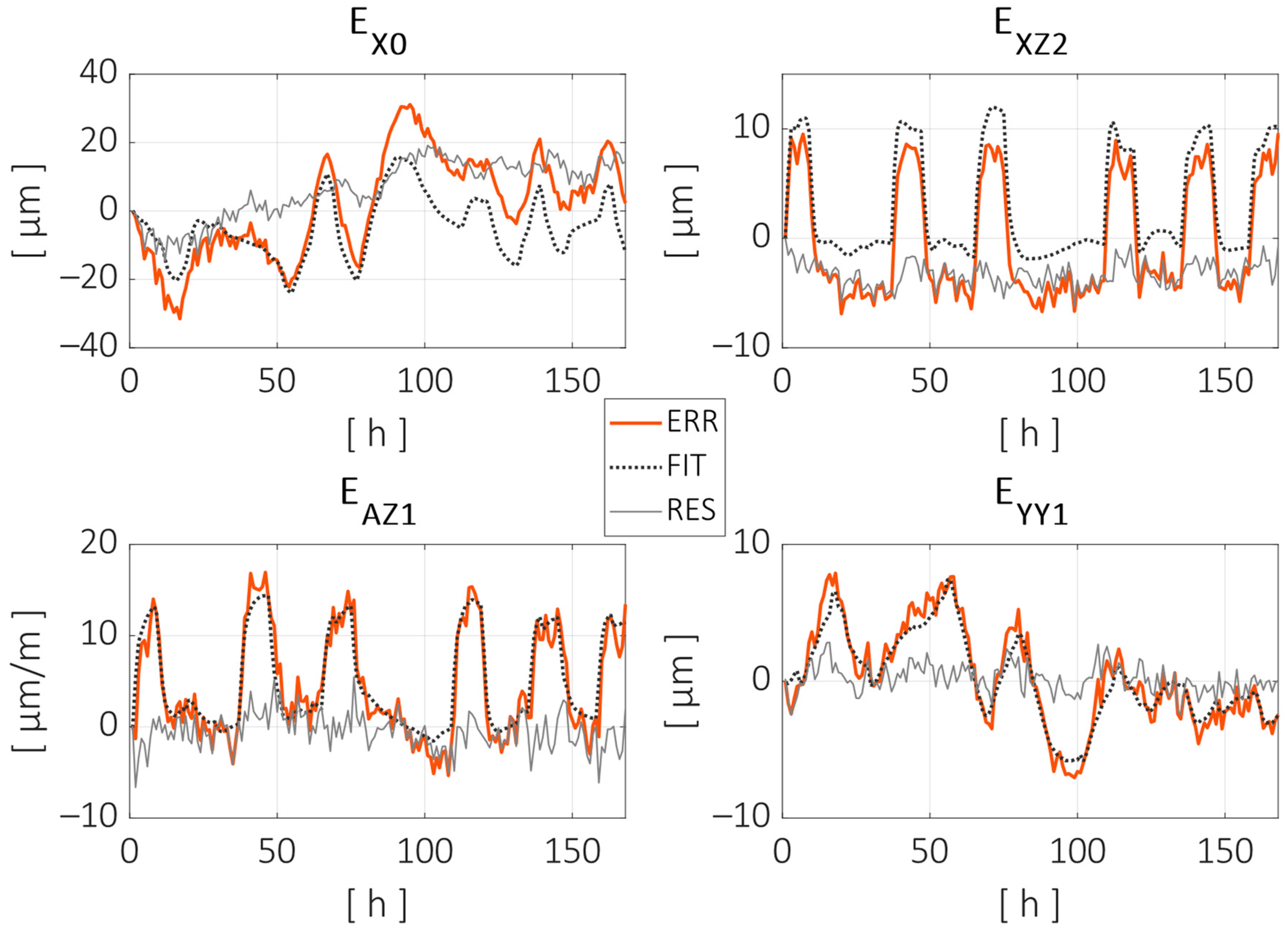
4.2. Validation and Error Prediction of the Digital Twin
- The training and testing datasets are of a similar size (58%/42% split), while the usual rates are around 80%/20%.
- There is almost a three-month difference between both tests, which implies seasonal differences in climate and possible changes in the machine state as it continued its normal operation in between.
- The thermal load cycle changed, and the heat sources are recombined in a totally different sequence with respect to the training test.
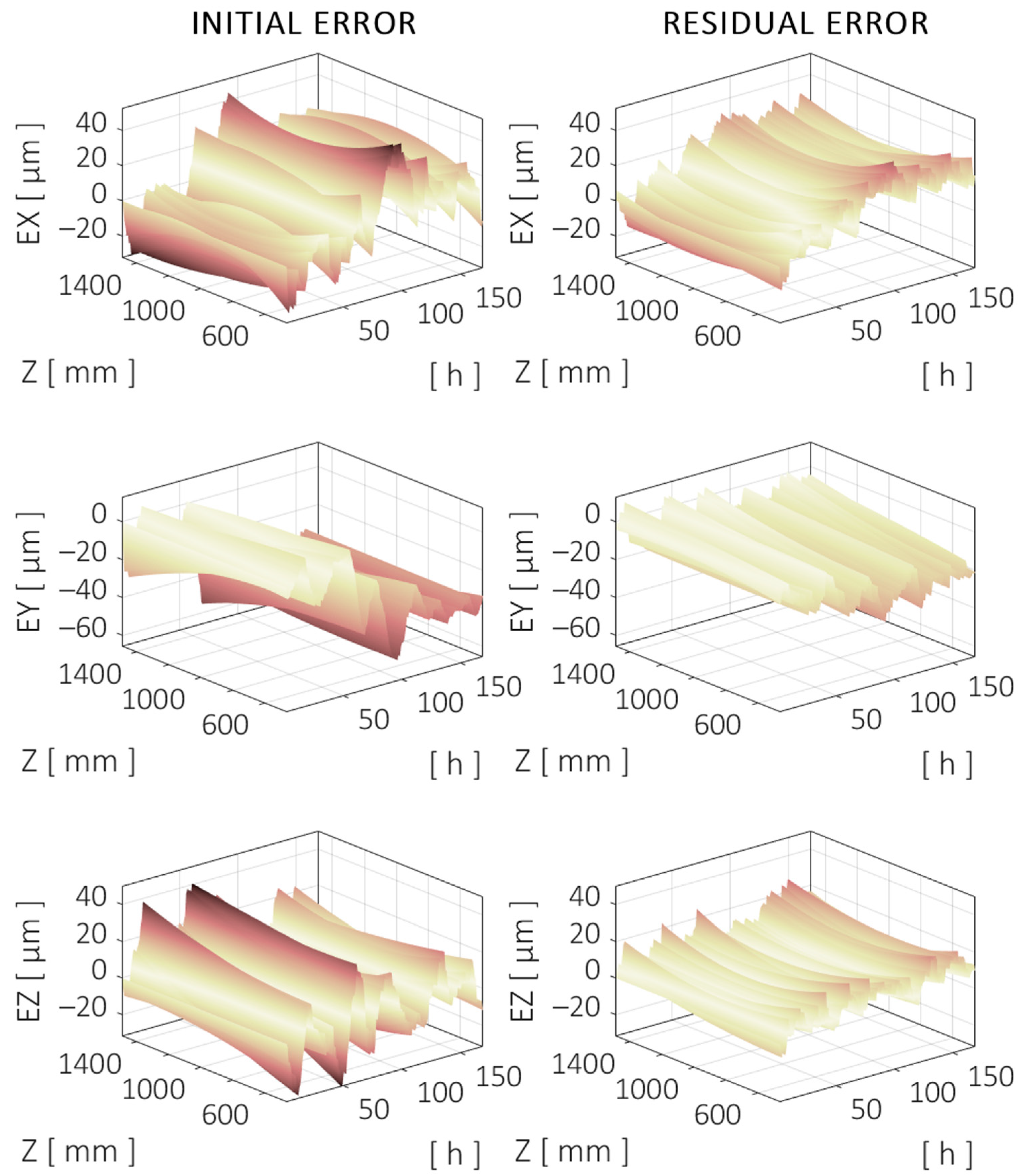
4.3. Analysis of the Volumetric Error Compensation
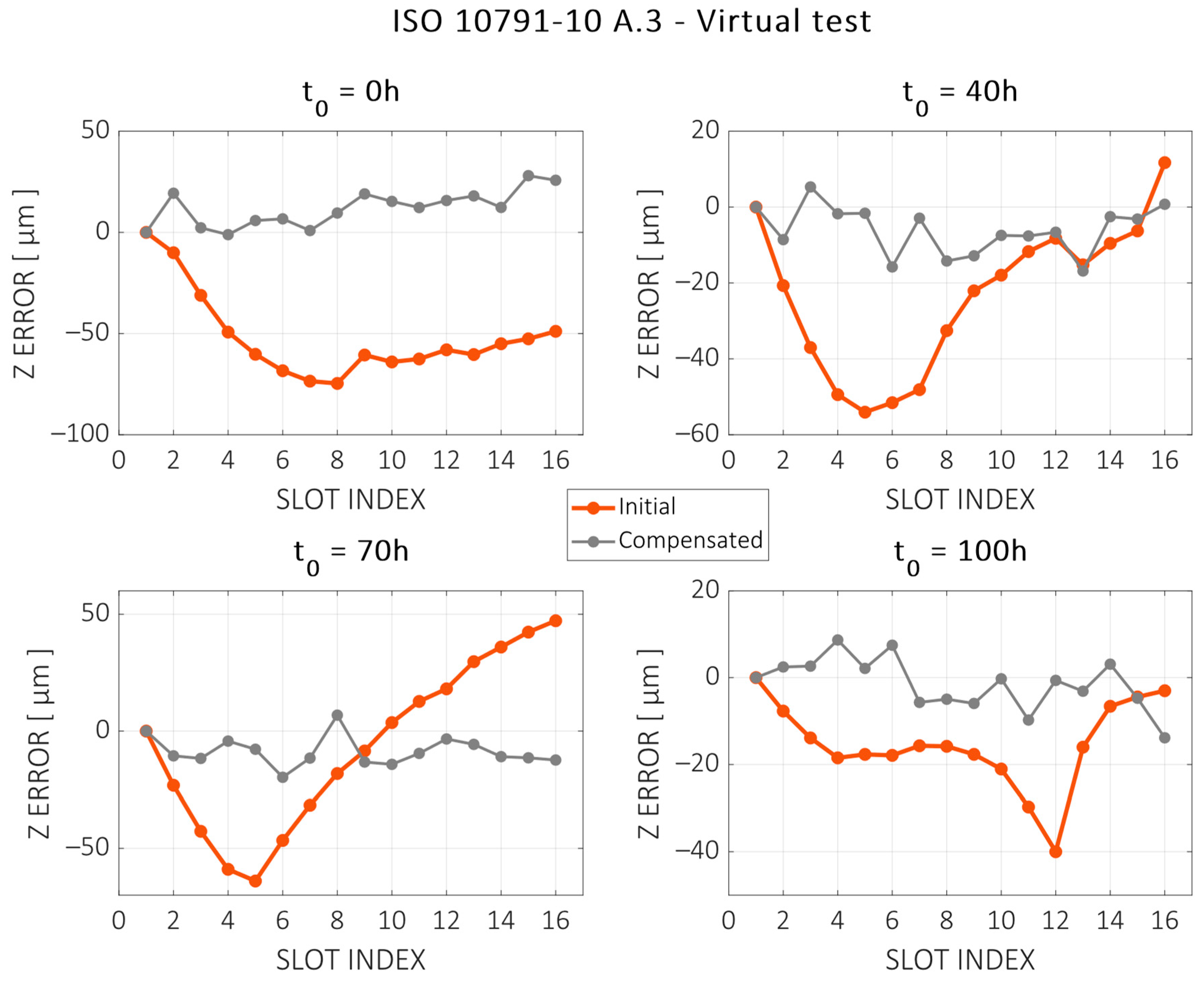
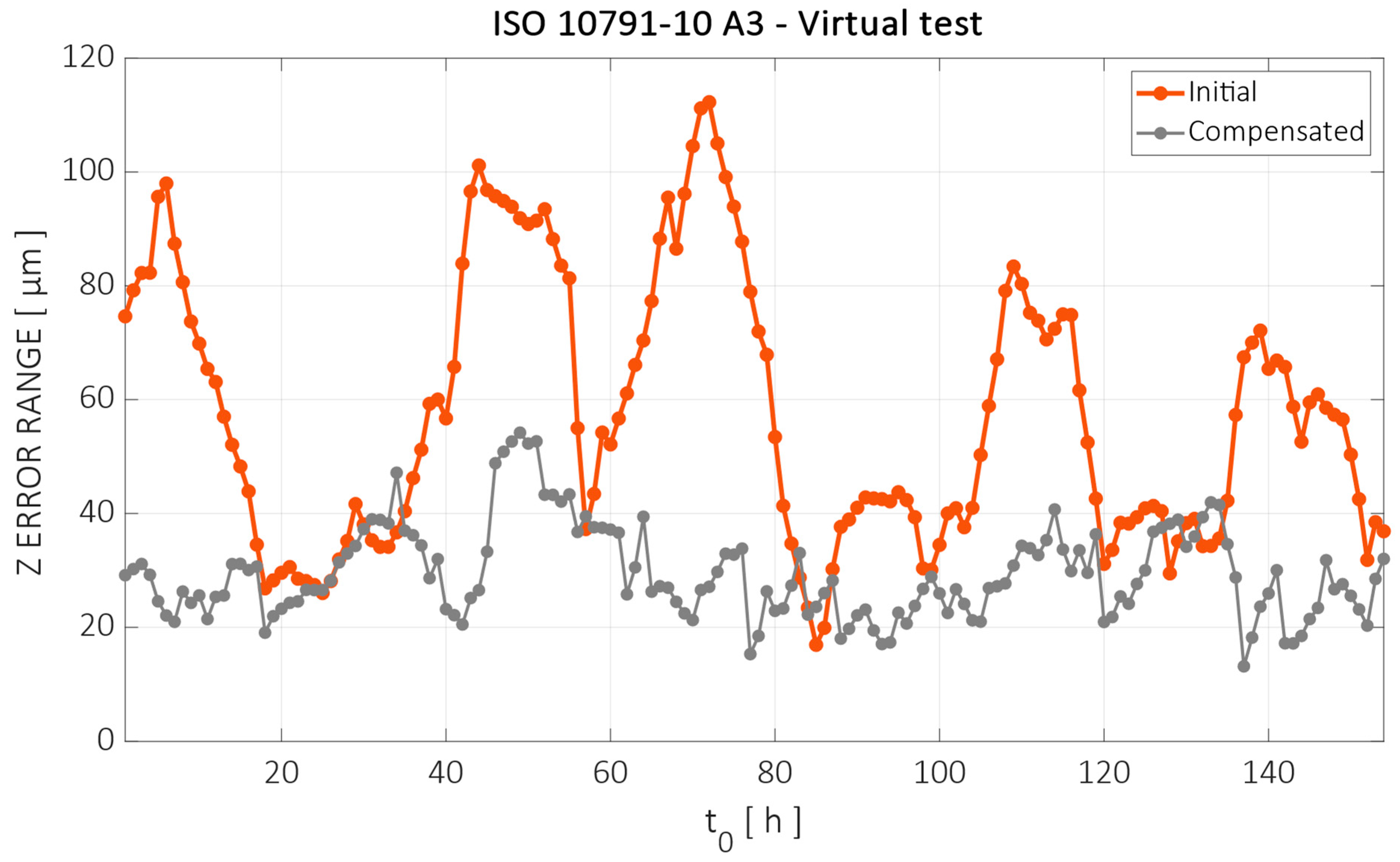
4.4. Validation on Virtual Machining Tests According to ISO—10791
4.5. Modeling Considerations and Uncertainties
- The first was that geometric errors can be approximated by lower-order polynomials of smooth forms. In principle, these geometric errors can adopt any arbitrary form, but it can be useful to approximate them by the means of different polynomial approximations. This simplifies the characterization problem at the expense of losing some, hopefully residual, geometric information.
- The second and less common assumption was that the parameters related to the polynomials characterizing the geometric errors experience a temporal variation that can be predicted by the means of temperature variations or other related inputs. In other words, not only can geometric errors be approximated by polynomials, but their variation due to temperature changes can also be approximated. Furthermore, these changes can be predicted by measuring thermal inputs. The existence of such relations between inputs and specific parameter variations is not granted, and it was the key aspect in establishing a two-step thermal volumetric compensation model that extends from temperatures to parameters and from parameters to geometric error values at any given position and time.
- Uncertainties related to the measurement system and the calibration procedure. The details of these were extensively discussed in works preceding this publication [57,58] and included aspects such as sensor uncertainty, machine repeatability, ball sphericity, and especially the time taken by the calibration procedure to complete a full measurement cycle, as thermal effects continuously change.
- To what extent are the two assumptions fulfilled? The assumptions listed earlier in this section may not be a good enough approximation of the actual physical phenomena, i.e., the polynomial approximation may not be appropriate to model the actual values of geometric errors, and their variation may not be predictable with the measured inputs, at least to a certain extent.
- Incomplete information of the temperature field. The fact that the thermal distortion of the body can be predicted by knowing its temperature is only true if the full temperature field is measured. Predicting such distortions by measuring only some specific spots (as is the case) is only an approximation that may work to a certain extent. This is especially true when working with big machines under environmental thermal effects that are distributed over large areas. The limitation of only measuring 50 spots instead of the full temperature field of the machine could result in thermal effects not being measured at all or without the necessary accuracy.
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Bryan, J. International Status of Thermal Error Research. CIRP Ann. 1968, 16, 203. [Google Scholar]
- Bryan, J. International Status of Thermal Error Research. CIRP Ann. 1990, 39, 645–656. [Google Scholar] [CrossRef]
- Slocum, A.H. Precision Machine Design; Society of Manufacturing Engineers: Dearborn, MI, USA, 1992. [Google Scholar]
- Sartori, S.; Zhang, G.X. Geometric Error Measurement and Compensation of Machines. CIRP Ann. 1995, 44, 559–609. [Google Scholar] [CrossRef]
- Mayr, J.; Jedrzejewski, J.; Uhlmann, E.; Donmez, M.A.; Knapp, W.; Härtig, F.; Wendt, K.; Moriwaki, T.; Shore, P.; Schmitt, R.; et al. Thermal issues in machine tools. CIRP Ann. 2012, 61, 771–791. [Google Scholar] [CrossRef]
- Schwenke, H.; Knapp, W.; Haitjema, H.; Weckenmann, A.; Schmitt, R.; Delbressine, F. Geometric error measurement and compensation of machines—An update. CIRP Ann. 2008, 57, 660–675. [Google Scholar] [CrossRef]
- Weck, M.; McKeown, P.; Bonse, R.; Herbst, U. Reduction and Compensation of Thermal Errors in Machine Tools. CIRP Ann. 1995, 44, 589–598. [Google Scholar] [CrossRef]
- Gao, W.; Ibaraki, S.; Donmez, M.A.; Kono, D.; Mayer, J.R.R.; Chen, Y.; Szipka, K.; Archenti, A.; Linares, J.-M.; Suzuki, N. Machine tool calibration: Measurement, modeling, and compensation of machine tool errors. Int. J. Mach. Tools Manuf. 2023, 187, 104017. [Google Scholar] [CrossRef]
- Ramesh, R.; Mannan, M.A.; Poo, A.N. Error compensation in machine tools—A review: Part I: Geometric, cutting-force induced and fixture-dependent errors. Int. J. Mach. Tools Manuf. 2000, 40, 1235–1256. [Google Scholar] [CrossRef]
- Ibaraki, S.; Knapp, W. Indirect Measurement of Volumetric Accuracy for Three-Axis and Five-Axis Machine Tools: A Review. Int. J. Autom. Technol. 2012, 6, 110–124. [Google Scholar] [CrossRef]
- Schwenke, H.; Franke, M.; Hannaford, J.; Kunzmann, H. Error mapping of CMMs and machine tools by a single tracking interferometer. CIRP Ann. 2005, 54, 475–478. [Google Scholar] [CrossRef]
- Schwenke, H.; Schmitt, R.; Jatzkowski, P.; Warmann, C. On-the-fly calibration of linear and rotary axes of machine tools and CMMs using a tracking interferometer. CIRP Ann. 2009, 58, 477–480. [Google Scholar] [CrossRef]
- Ibaraki, S.; Kudo, T.; Yano, T.; Takatsuji, T.; Osawa, S.; Sato, O. Estimation of three-dimensional volumetric errors of machining centers by a tracking interferometer. Precis. Eng. 2015, 39, 179–186. [Google Scholar] [CrossRef]
- Mutilba, U.; Yagüe-Fabra, J.A.; Gomez-Acedo, E.; Kortaberria, G.; Olarra, A. Integrated multilateration for machine tool automatic verification. CIRP Ann. 2018, 67, 555–558. [Google Scholar] [CrossRef]
- Belforte, G.; Bona, B.; Canuto, E.; Donati, F.; Ferraris, F.; Gorini, I.; Morei, S.; Peisino, M.; Sartori, S.; Levi, R. Coordinate Measuring Machines and Machine Tools Selfcalibration and Error Correction. CIRP Ann. 1987, 36, 359–364. [Google Scholar] [CrossRef]
- Bringmann, B. Improving Geometric Calibration Methods for Multi-Axis Machining Centers by Examining Error Interdependencies Effects. PhD Thesis, ETH Zurich, Zurich, Switzerland, 2007. [Google Scholar]
- Liebrich, T.; Bringmann, B.; Knapp, W. Calibration of a 3D-ball plate. Precis. Eng. 2009, 33, 1–6. [Google Scholar] [CrossRef]
- Breitzke, A.; Hintze, W. Workshop-suited geometric errors identification of three-axis machine tools using on-machine measurement for long term precision assurance. Precis. Eng. 2022, 75, 235–247. [Google Scholar] [CrossRef]
- Cauchick-Miguel, P.; Kinga, T.; Davis, J. CMM verification: A survey. Measurement 1996, 17, 1–16. [Google Scholar] [CrossRef]
- Carmignato, S.; De Chiffre, L.; Bosse, H.; Leach, R.K.; Balsamo, A.; Estler, W.T. Dimensional artefacts to achieve metrological traceability in advanced manufacturing. CIRP Ann. 2020, 69, 693–716. [Google Scholar] [CrossRef]
- Szipka, K.; Laspas, T.; Archenti, A. Measurement and analysis of machine tool errors under quasi-static and loaded conditions. Precis. Eng. 2018, 51, 59–67. [Google Scholar] [CrossRef]
- Ibaraki, S.; Hiruya, M. Assessment of non-rigid body, direction- andvelocity-dependent error motions and their cross-talk by two-dimensional digital scale measurements at multiple positions. Precis. Eng. 2020, 66, 144–153. [Google Scholar] [CrossRef]
- Laspas, T.; Theissen, N.; Archenti, A. Novel methodology for the measurement and identification for quasi-static stiffness of five-axis machine tools. Precis. Eng. 2020, 65, 164–170. [Google Scholar] [CrossRef]
- Maeng, S.; Min, S. Simultaneous geometric error identification of rotary axis and tool setting in an ultra-precision 5-axis machine tool using on-machine measurement. Precis. Eng. 2020, 63, 94–104. [Google Scholar] [CrossRef]
- Li, Z.; Sato, R.; Shirase, K.; Sakamoto, S. Study on the influence of geometric errors in rotary axes on cubic-machining test considering the workpiece coordinate system. Precis. Eng. 2021, 71, 36–46. [Google Scholar] [CrossRef]
- ISO 230-2; Test code for machine tools—Part 2: Determination of Accuracy and Repeatability of Positioning Numerically Controlled Axes. International Organization for Standardization: London, UK, 2006.
- ISO 10791-4; Test Conditions for Machining Centres —Part 4: Accuracy and Repeatability of Positioning of Linear and Rotary Axes. International Organization for Standardization: London, UK, 1998.
- Aguado, S.; Santolaria, J.; Samper, D.; Aguilar, J.J. Influence of measurement noise and laser arrangement on measurement uncertainty of laser tracker multilateration in machine tool volumetric verification. Precis. Eng. 2013, 37, 929–943. [Google Scholar] [CrossRef]
- Los, A.; Mayer, J.R.R. Application of the adaptive Monte Carlo method in a five-axis machine tool calibration uncertainty estimation including the thermal behavior. Precis. Eng. 2018, 53, 17–25. [Google Scholar] [CrossRef]
- Egaña, F.; Yagüe-Fabra, J.A.; Mutilba, U.; Vez, S. Machine tool integrated inverse multilateration uncertainty assessment for the volumetric characterisation and the environmental thermal error study of large machine tools. CIRP Ann. 2021, 70, 435–438. [Google Scholar] [CrossRef]
- ISO 230-3; Test Code for Machine Tools—Part 3: Determination of Thermal Effects. International Organization for Standardization: London, UK, 2020.
- ISO 13041-8; Test Conditions for Numerically Controlled Turning Machines and Turning Centres—Part 8: Evaluation of Thermal Distortions. International Organization for Standardization: London, UK, 2004.
- ISO 10791-10; Test Conditions for Machining Centres—Part 10: Evaluation of Thermal Distortions. International Organization for Standardization: London, UK, 2007.
- Neugebauer, R.; Denkena, B.; Wegener, K. Mechatronic Systems for Machine Tools. CIRP Ann. 2007, 56, 657–686. [Google Scholar] [CrossRef]
- Spur, G.; Hoffmann, E.; Paluncic, Z.; Benzinger, K.; Nymoen, H. Thermal Behaviour Optimization of Machine Tools. CIRP Ann. 1988, 37, 401–405. [Google Scholar] [CrossRef]
- Evans, C. Precision Engineering: An Evolutionary View; Cranfield Press: Wharley End, UK, 1989. [Google Scholar]
- Jedrzejewski, J.; Kaczmarek, J.; Kowal, Z.; Winiarski, Z. Numerical Optimization of Thermal Behaviour of Machine Tools. CIRP Ann. 1990, 39, 379–382. [Google Scholar] [CrossRef]
- Mori, M.; Mizuguchi, H.; Fujishima, M.; Ido, Y.; Mingkai, N.; Konishi, K. Design optimization and development of CNC lathe headstock to minimize thermal deformation. CIRP Ann. 2009, 58, 331–334. [Google Scholar] [CrossRef]
- Ruijl, T. Ultra Precision Coordinate Measuring Machine—Design, Calibration Error Compensation; Ponsen & Looijen: Wageningen, The Netherlands, 2001. [Google Scholar]
- Ramesh, R.; Mannan, M.A.; Poo, A.N. Error compensation in machine tools—A review: Part II: Thermal errors. Int. J. Mach. Tools Manuf. 2000, 40, 1257–1284. [Google Scholar] [CrossRef]
- Miao, E.-M.; Gong, Y.-Y.; Niu, P.-C.; Ji, C.-Z.; Chen, H.-D. Robustness of thermal error compensation modeling models of CNC machine tools. Int. J. Adv. Manuf. Technol. 2013, 69, 2593–2603. [Google Scholar] [CrossRef]
- Mayr, J.; Blaser, P.; Ryser, A.; Hernandez-Becerro, P. An adaptive self-learning compensation approach for thermal errors on 5-axis machine tools handling an arbitrary set of sample rates. CIRP Ann. 2018, 67, 551–554. [Google Scholar] [CrossRef]
- Brecher, C.; Hirsch, P.; Weck, M. Compensation of Thermo-elastic Machine Tool Deformation Based on Control internal Data. CIRP Ann. 2004, 53, 299–304. [Google Scholar] [CrossRef]
- Mareš, M.; Horejš, O.; Havlík, L. Thermal error compensation of a 5-axis machine tool using indigenous temperature sensors and CNC integrated Python code validated with a machined test piece. Precis. Eng. 2020, 66, 21–30. [Google Scholar] [CrossRef]
- Abdulshahed, A.M.; Longstaff, A.P.; Fletcher, S. The application of ANFIS prediction models for thermal error compensation on CNC machine tools. Appl. Soft Comput. 2015, 27, 158–168. [Google Scholar] [CrossRef]
- Benner, P.; Herzog, R.; Lang, N.; Riedel, I.; Saak, J. Comparison of model order reduction methods for optimal sensor placement for thermo-elastic models. Eng. Optim. 2019, 51, 465–483. [Google Scholar] [CrossRef]
- Kizaki, T.; Tsujimura, S.; Marukawa, Y.; Morimoto, S. Kobayashi Robust and accurate prediction of thermal error of machining centers under operations with cutting fluid supply. CIRP Ann. 2021, 70, 325–328. [Google Scholar] [CrossRef]
- Tanaka, S.; Kizaki, T.; Tomita, K.; Tsujimura, S.; Kobayashi, H.; Sugita, N. Robust thermal error estimation for machine tools based on in-process multi-point temperature measurement of a single axis actuated by a ball screw feed drive system. J. Manuf. Process. 2023, 85, 262–271. [Google Scholar] [CrossRef]
- Hernández-Becerro, P.; Spescha, D.; Wegener, K. Model order reduction of thermo-mechanical models with parametric convective boundary conditions: Focus on machine tools. Comput. Mech. 2021, 67, 167–184. [Google Scholar] [CrossRef]
- Ihlenfeldt, S.; Schroeder, S.; Penter, L.; Hellmich, A.; Kauschinger, B. Adjustment of uncertain model parameters to improve the prediction of the thermal behavior of machine tools. CIRP Ann. 2020, 69, 329–332. [Google Scholar] [CrossRef]
- Neugebauer, R.; Ihlenfeldt, S.; Zwingenberger, C. An extended procedure for convective boundary conditions on transient thermal simulations of machine tools. Prod. Eng. 2010, 4, 641–646. [Google Scholar] [CrossRef]
- Züst, S.; Gontarz, A.; Pavlicek, F.; Mayr, J.; Wegener, K. Model Based Prediction Approach for Internal Machine Tool Heat Sources on the Level of Subsystems. Procedia CIRP 2015, 28, 28–33. [Google Scholar] [CrossRef]
- Chen, J.-S.; Yuan, J.X.; Ni, J.; Wu, S.M. Real-time compensation of time-variant volumetric error on a machining center. Am. Soc. Mech. Eng. Prod. Eng. Div. Publ. PED 1991, 55, 241–253. [Google Scholar] [CrossRef]
- Zaplata, J.; Pajor, M. Piecewise compensation of thermal errors of a ball screw driven CNC axis. Precis. Eng. 2019, 60, 160–166. [Google Scholar] [CrossRef]
- Groos, L.; Held, C.; Keller, F.; Wendt, K.; Franke, M.; Gerwien, N. Mapping and compensation of geometric errors of a machine tool at different constant ambient temperatures. Precis. Eng. 2020, 63, 10–17. [Google Scholar] [CrossRef]
- Brecher, C.; Spierling, R.; Fey, M.; Neus, S. Direct measurement of thermo-elastic errors of a machine tool. CIRP Ann. 2021, 70, 333–336. [Google Scholar] [CrossRef]
- Iñigo, B.; Colinas-Armijo, N.; de Lacalle, L.N.L.; Aguirre, G. Digital twin-based analysis of volumetric error mapping procedures. Precis. Eng. 2021, 72, 823–836. [Google Scholar] [CrossRef]
- Iñigo, B.; Ibabe, A.; de Lacalle, L.N.L.; Aguirre, G. Characterization and uncertainty analysis of volumetric error variation with temperature. Precis. Eng. 2023, 81, 167–182. [Google Scholar] [CrossRef]
- Antoulas, A.C.; Sorensen, D. Aproximation of Large-Scale Dynamical Systems: An Overview. Int. J. Appl. Math. Comput. Sci. 2001, 11, 1093–1121. [Google Scholar]
- Colinas-Armijo, N.; Inigo, B.; Lacalle, L.; Aguirre, G. Optimal temperature sensor placement for error compensation of distributed thermal effects. In Proceedings of the International Conference on Thermal Issues in Machine Tools, Online, 20 April 2021. [Google Scholar]
- Geman, S.; Bienenstock, E.; Doursat, R. Neural Networks and the Bias/Variance Dilemma. Neural Comput. 1992, 4, 1–58. [Google Scholar] [CrossRef]
- Farrar, D.E.; Glauber, R.R. Multicollinearity in Regression Analysis: The Problem Revisited. Rev. Econ. Stat. 1967, 49, 92–107. [Google Scholar] [CrossRef]
- Liu, H.; Miao, E.; Zhuang, X.; Wei, X. Thermal error robust modeling method for CNC machine tools based on a split unbiased estimation algorithm. Precis. Eng. 2018, 51, 169–175. [Google Scholar] [CrossRef]
- ISO 230-1; Test Code for Machine Tools—Geometric Accuracy of Machines Operating under No-Load or Quasi-Static Conditions. International Organization for Standardization: London, UK, 2012.
- Srivastava, A.K.; Veldhuis, S.C.; Elbestawit, M.A. Modelling geometric and thermal errors in a five-axis cnc machine tool. Int. J. Mach. Tools Manuf. 1995, 35, 1321–1337. [Google Scholar] [CrossRef]
- Huang, Y.B.; Fan, K.C.; Lou, Z.F.; Sun, W. A novel modeling of volumetric errors of three-axis machine tools based on Abbe and Bryan principles. Int. J. Mach. Tools Manuf. 2020, 151, 103527. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | P2P0 [µm] | P2PFINAL [%] | RMS0 [µm] | RMSFINAL [%] | No. of Inputs | am (Yes/No) |
|---|---|---|---|---|---|---|
| 92.2 | 78.1 | 24.9 | 84.7 | 3 | 0 | |
| 78.7 | 72.4 | 21.2 | 79.4 | 2 | 0 | |
| 63.9 | 64.8 | 16.9 | 71 | 5 | 1 | |
| 35.1 | 50.0 | 10.4 | 72.2 | 3 | 0 | |
| 8.9 | 44.4 | 1.7 | 42.6 | 2 | 0 | |
| 11.9 | 56.8 | 2.5 | 59.6 | 2 | 0 | |
| 23.6 | 63.3 | 4.6 | 67.5 | 3 | 0 | |
| 9.2 | 8.1 | 2 | 21.8 | 2 | 0 | |
| 23.7 | 48.9 | 8.2 | 71.3 | 4 | 0 | |
| 19.8 | 61.5 | 7.8 | 79.3 | 3 | 0 | |
| 29.9 | 55.3 | 6.8 | 60.6 | 2 | 1 | |
| 40.9 | 51.1 | 8.2 | 60.9 | 4 | 0 | |
| 11.1 | 56.0 | 3.1 | 68.4 | 3 | 0 | |
| 19 | 2.2 | 3.9 | 12.9 | 2 | 0 | |
| 17.8 | 62.2 | 5 | 78.8 | 4 | 0 | |
| 6.2 | 39.9 | 2 | 68.3 | 4 | 0 | |
| 9.2 | 7.3 | 2.2 | 38.9 | 4 | 0 | |
| 25.2 | 59.2 | 7.5 | 77.4 | 5 | 0 | |
| 18.6 | 74.3 | 4.7 | 81.7 | 5 | 0 | |
| 7.7 | 52.6 | 2.1 | 68.7 | 2 | 0 | |
| 19.5 | 61.3 | 7 | 80.4 | 5 | 0 | |
| 7.6 | 34.0 | 1.7 | 50.9 | 4 | 0 | |
| 33.7 | 75.9 | 12.3 | 87.4 | 4 | 0 | |
| 5.8 | 13.1 | 1.3 | 21.1 | 2 | 0 |
| P2P0 [µm] | P2PFINAL [µm] | P2PRED [%] | RMS0 [µm] | RMS0 [µm] | RMSFINAL [%] | |
|---|---|---|---|---|---|---|
| 0 h | 74.6 | 29.1 | 61.0 | 55.7 | 14.7 | 73.6 |
| 40 h | 65.8 | 22.1 | 66.3 | 30.3 | 8.6 | 71.6 |
| 70 h | 111.2 | 26.6 | 76.1 | 35.5 | 10.6 | 70.0 |
| 100 h | 40.0 | 22.5 | 43.8 | 18.2 | 6.0 | 67.2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Iñigo, B.; Colinas-Armijo, N.; López de Lacalle, L.N.; Aguirre, G. Digital Twin for Volumetric Thermal Error Compensation of Large Machine Tools. Sensors 2024, 24, 6196. https://doi.org/10.3390/s24196196
Iñigo B, Colinas-Armijo N, López de Lacalle LN, Aguirre G. Digital Twin for Volumetric Thermal Error Compensation of Large Machine Tools. Sensors. 2024; 24(19):6196. https://doi.org/10.3390/s24196196
Chicago/Turabian StyleIñigo, Beñat, Natalia Colinas-Armijo, Luis Norberto López de Lacalle, and Gorka Aguirre. 2024. "Digital Twin for Volumetric Thermal Error Compensation of Large Machine Tools" Sensors 24, no. 19: 6196. https://doi.org/10.3390/s24196196