
Research on Pipeline Stress Detection Method Based on Double Magnetic Coupling Technology

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Force–Magnetic Coupling Model Based on Strong and Weak Magnetic Technology
2.1. Improvement of the J-A Force–Magnetic Model
2.2. Calculation of the Optimal Excitation Intensity for Strong and Weak Magnetic Stress Detection
3. Simulation Calculation of Strong and Weak Magnetic Stress Detection
3.1. Static Simulation Analysis
3.2. Force–Magnetic Coupling Simulation Analysis
3.3. Calculation of the Optimal Detection Field Strength of Strong and Weak Magnetism
3.4. Calculation of the Stress Magnetic Signal’s Characteristics and the Stress Relationship
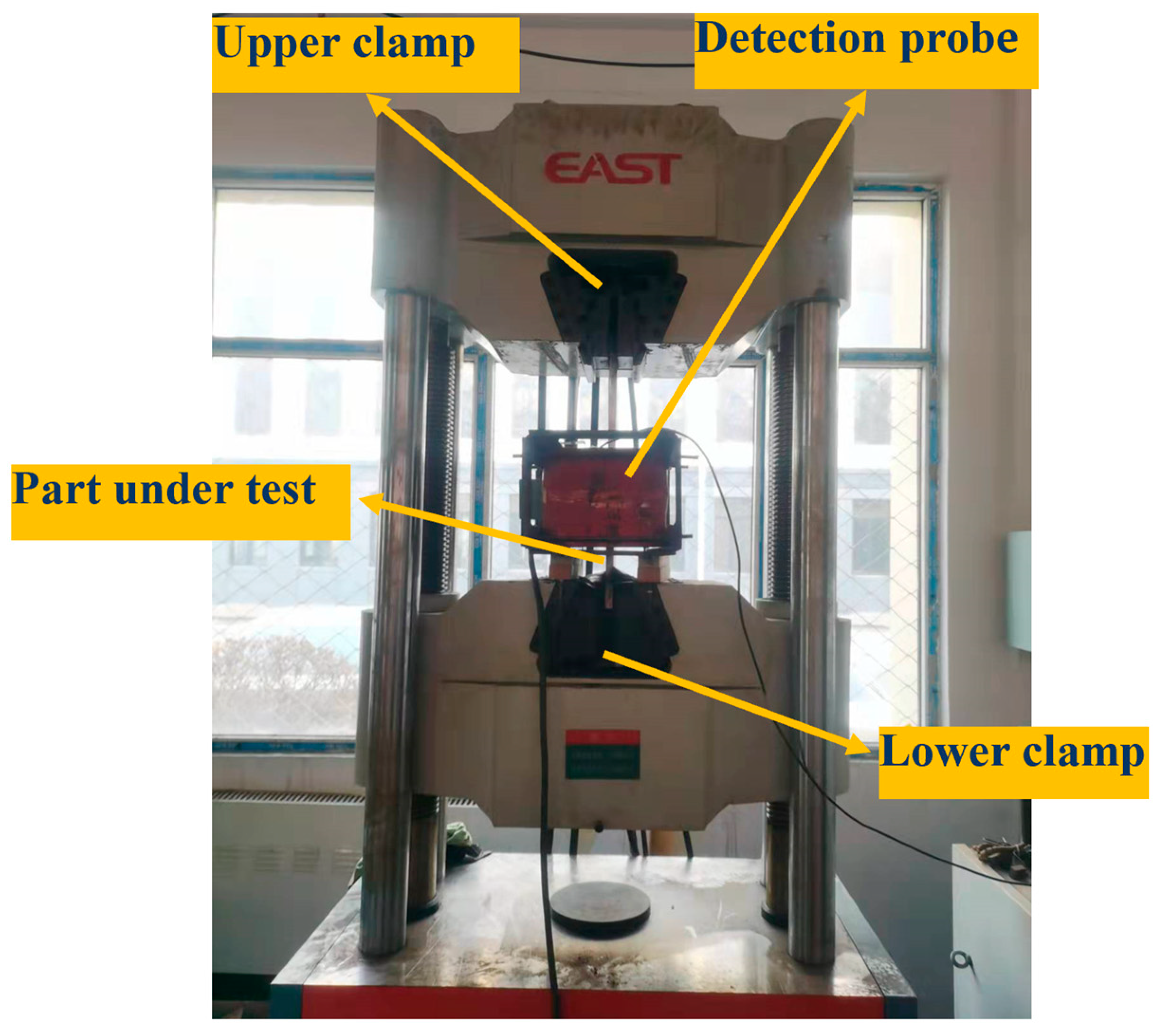
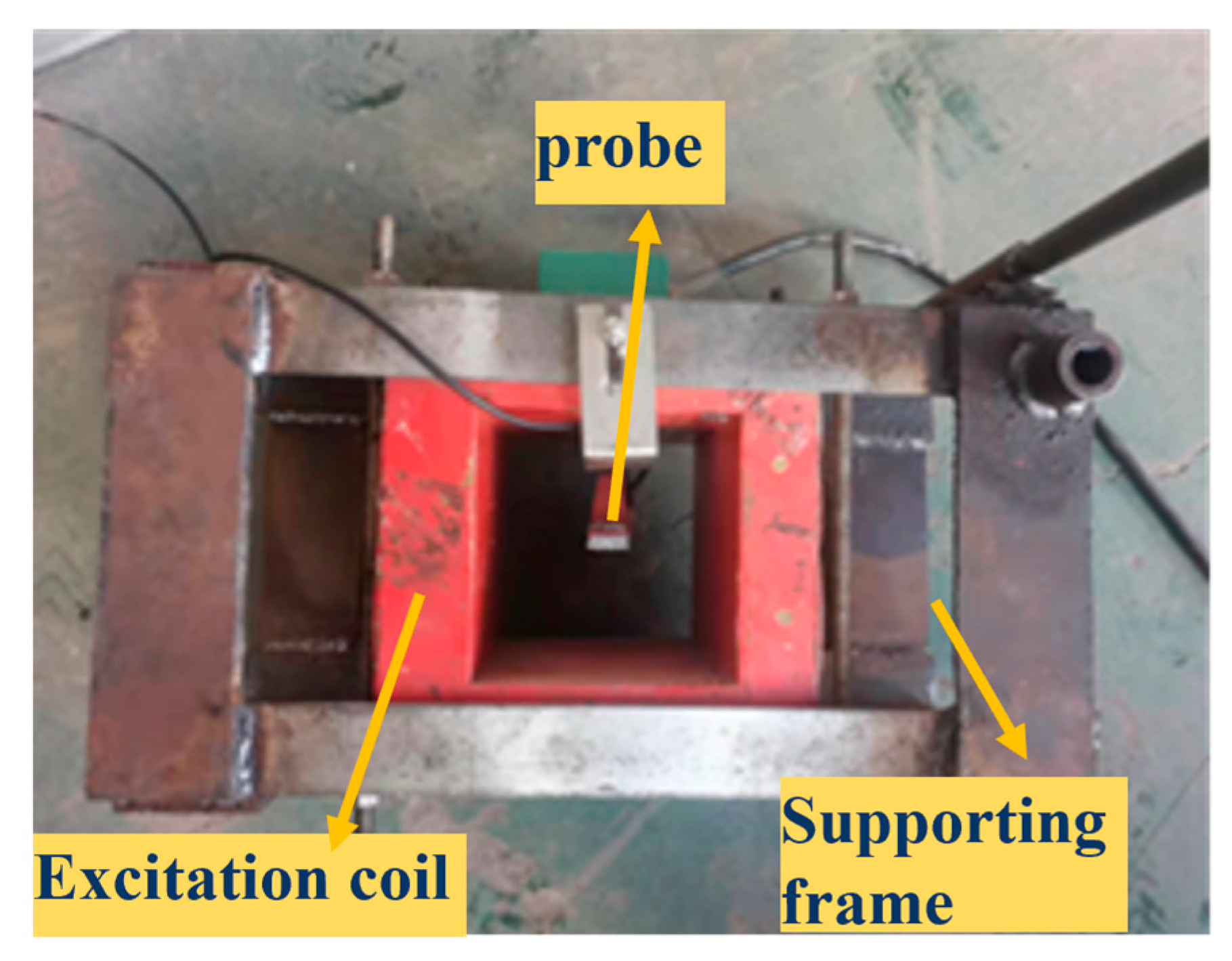
4. Stress Damage Magnetic Memory Detection Experiment
4.1. Experiments
4.2. Results and Analysis
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Gao, P.; Gao, Z.Y.; Du, D.; Liu, G. Development and prospect of China’s oil pipeline industry in 2017. Int. Pet. Econ. 2018, 26, 21–27. [Google Scholar]
- Chen, C.; Li, C.; Reniers, G.; Yang, F. Safety and security of oil and gas pipeline transportation: A systematic analysis of research trends and future needs using WoS. J. Clean. Prod. 2021, 279, 123583. [Google Scholar] [CrossRef]
- Liu, B.; Wang, F.C.; Wu, Z.H.; Lian, Z.; He, L.Y.; Yang, L.J.; Tian, R.F.; Geng, H.; Tian, Y. Research on magnetic memory inspection signal characteristics of multi-parameter coupling pipeline welds. NDT E Int. 2024, 143, 103019. [Google Scholar]
- Wei, Y.; Chen, D.; Zhou, W.; Liu, L. Design of weak magnetic signal detection system for residual stress detection. IOP Conf. Ser. Earth Environ. Sci. 2021, 632, 65–66. [Google Scholar] [CrossRef]
- Li, L.; Zhang, Y.Z.; Zhang, B.; Tian, W.; Wang, L. Research Progress and Prospect of Oil and gas Pipeline Operation and Maintenance Technology. Oil Gas Storage Transp. 2017, 36, 249–254. [Google Scholar]
- Ma, M.; Zhao, H.; Su, X.; Li, K. Development status and Prospect of emergency repair technology for oil and gas pipeline plugging. China Pet. Mach. 2014, 42, 109–112. [Google Scholar]
- Kikuchi, H. Current status and prospects of nondestructive inspection for steels by magnetic measurements. J. Inst. Electr. Eng. Jpn. 2015, 35, 629–632. [Google Scholar]
- Min, X.H.; Yang, L.J.; Wang, G.Q. Internal Detection technology of weak magnetic Stress in long-distance oil and gas Pipeline. J. Mech. Eng. 2017, 53, 19–27. [Google Scholar] [CrossRef]
- Li, L.; Wang, X.; Yang, B.; Zhang, H.; Cui, W.; Bai, X. The basic theory and simulation research on metal magnetic memory based on stress-magnetization. J. Air Force Eng. Univ. 2012, 13, 85–90. [Google Scholar]
- Yang, Y.; Xing, C.C.; Pei, S.L. Nondestructive Testing technology for Oil and gas Pipelines. Inn. Mong. Petrochem. Ind. 2015, 41, 78–79. [Google Scholar]
- Luo, G.S.; Zhou, Y. Reliability Evaluation Method and Sensitivity Analysis of Cracked Oil and gas Pipelines. Acta Pet. Sin. 2011, 32, 1083–1087. [Google Scholar]
- Shuai, J. Investigation and Research on Stress Corrosion Cracking of Gas Pipeline in China. Oil Gas Storage Transp. 2006, 25, 1–7. [Google Scholar]
- Yang, L.J.; Liu, B.; Chen, L.J.; Gao, S.W. The quantitative interpretation by measurement using the magnetic memory method (MMM)-based on density functional theory. NDT E Int. 2013, 55, 15–20. [Google Scholar]
- Dubov, A.; Dubov, A.; Kolokolnikov, S. Non-contact magnetometric diagnostics of potentially hazardous sections of buried and insulated pipelines susceptible to failure. Weld. Word 2017, 61, 107–115. [Google Scholar] [CrossRef]
- Dubov, A. Principal features of metal magnetic memory method and inspection tools as compared to known magnetic NDT methods. ECNDT 2006, 38, 24–30. [Google Scholar]
- Kaminski, D.A.; Jiles, D.; Biner, S.B.; Sablik, M.J. Stress Detection in Steels Through Variations in Magnetic Properties. NDT E Int. 1997, 30, 32–36. [Google Scholar]
- Dong, Z.Z.; Wu, H.; Shang, T. Parameter identification of J-A hysteresis model for ferromagnetic element. Electr. Appl. 2017, 36, 22–28. [Google Scholar]
- Jiles, D.C.; Atherton, D.L. Theory of the magnetisation process in ferro-magnets and its application to the magnetomechanical effect. J. Phys. D Appl. Phys. 1984, 17, 1265–1281. [Google Scholar] [CrossRef]
- Wang, D.; Ren, S.; Deng, K. Modification and experimental study of magnetization model of ferromagnetic materials based on JA theory. J. Magn. Magn. Mater. 2022, 560, 169590. [Google Scholar] [CrossRef]
- Ma, J.H.; Xue, D.Q.; Meng, H.X. Study on magnetization direction and characteristics in defect micro-magnetic junction. Nondestruct. Test. 2013, 37, 18–20. [Google Scholar]
- Kakehashi, Y.; Patoary, M.A.R. First-Principles Dynamical Coherent-Potential Approximation Approach to the Ferromagnetism of Fe, Co, and Ni. J. Phys. Soc. Jpn. 2011, 11, 1683–1694. [Google Scholar] [CrossRef]
- GB/T 700-2006; Carbon Structural Steel. China Standard Press: Beijing, China, 2006.










Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, G.; Xia, Q.; Yan, H.; Bei, S.; Zhang, H.; Geng, H.; Zhao, Y. Research on Pipeline Stress Detection Method Based on Double Magnetic Coupling Technology. Sensors 2024, 24, 6463. https://doi.org/10.3390/s24196463
Wang G, Xia Q, Yan H, Bei S, Zhang H, Geng H, Zhao Y. Research on Pipeline Stress Detection Method Based on Double Magnetic Coupling Technology. Sensors. 2024; 24(19):6463. https://doi.org/10.3390/s24196463
Chicago/Turabian StyleWang, Guoqing, Qi Xia, Hong Yan, Shicheng Bei, Huakai Zhang, Hao Geng, and Yuhan Zhao. 2024. "Research on Pipeline Stress Detection Method Based on Double Magnetic Coupling Technology" Sensors 24, no. 19: 6463. https://doi.org/10.3390/s24196463
APA StyleWang, G., Xia, Q., Yan, H., Bei, S., Zhang, H., Geng, H., & Zhao, Y. (2024). Research on Pipeline Stress Detection Method Based on Double Magnetic Coupling Technology. Sensors, 24(19), 6463. https://doi.org/10.3390/s24196463