
A Novel Piecewise Cubic Hermite Interpolating Polynomial-Enhanced Convolutional Gated Recurrent Method under Multiple Sensor Feature Fusion for Tool Wear Prediction


Abstract
1. Introduction
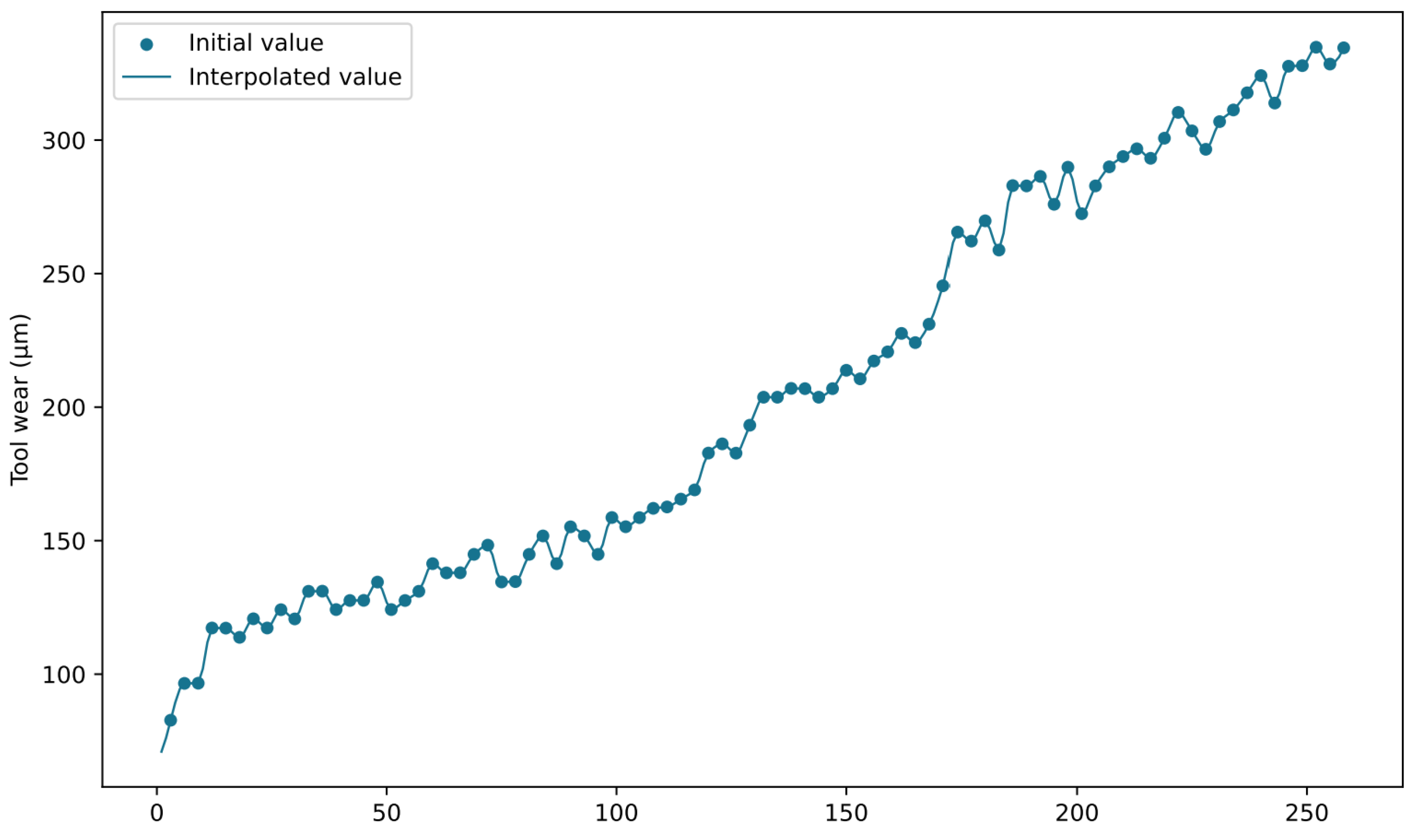
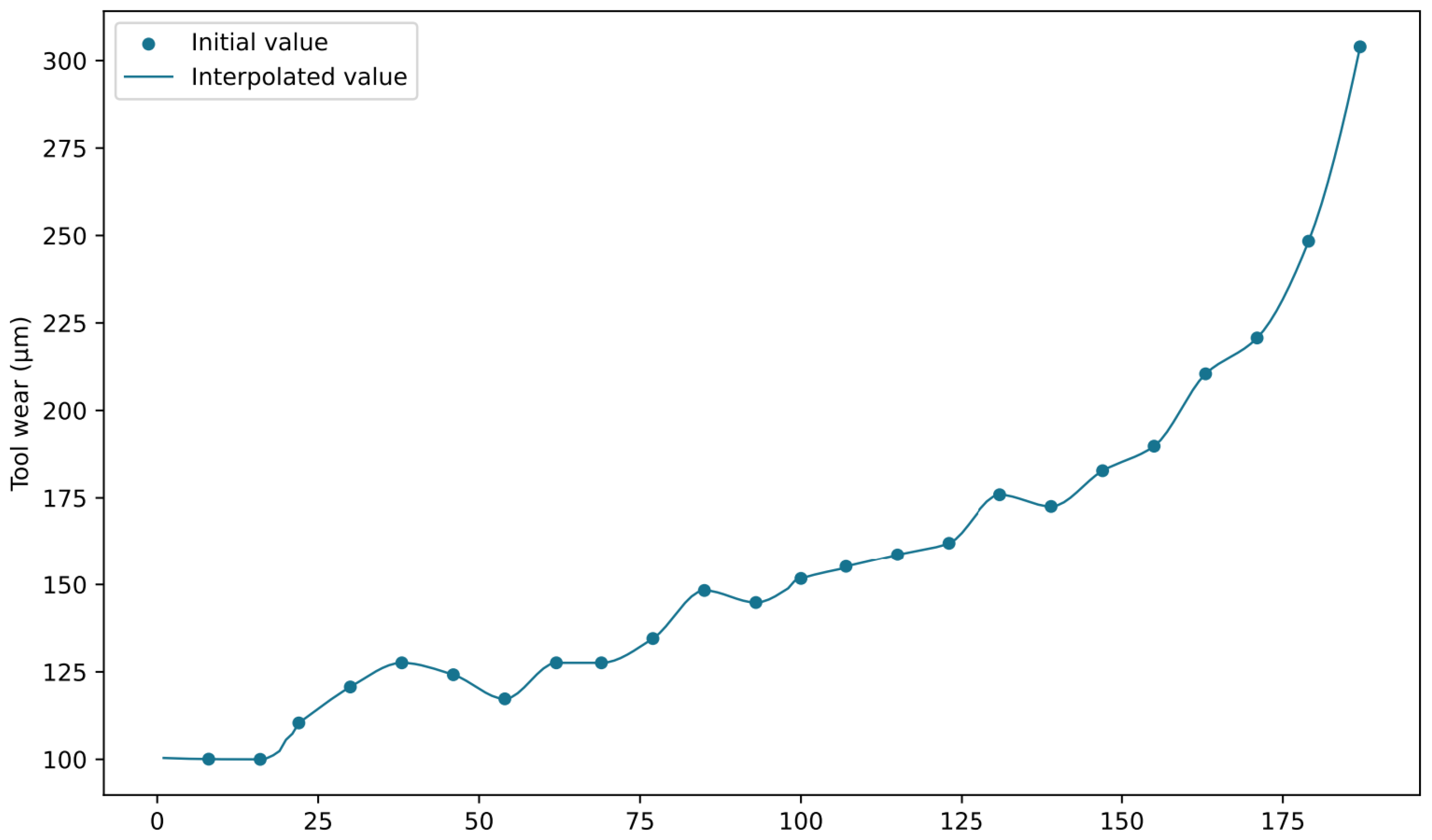
- By employing the Piecewise Cubic Hermite Interpolating Polynomial method in tandem with an understanding of the patterns associated with missing tool wear data, we successfully interpolated and completed the wear data. This approach effectively resolves the challenge posed by high-dimensional tool wear measurement data collected by sensors, a scenario often characterized by relatively insufficient measurement data.
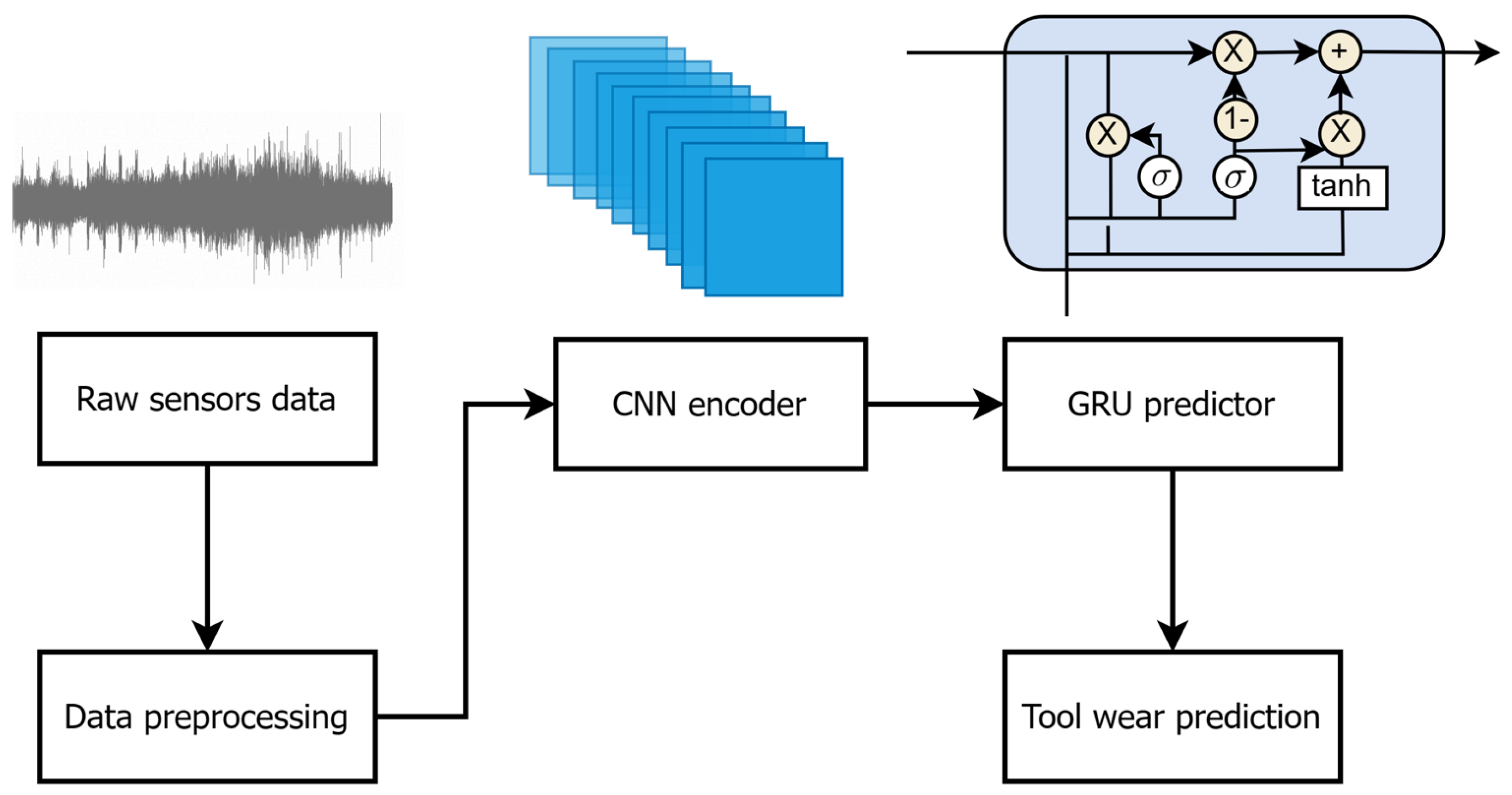
- We extract local features through the CNN layer, leveraging the feature map as input for the GRU encoder to capture temporal dependencies. The PECG model effectively harnesses the spatial feature learning capacity of CNN while fully optimizing the time series data processing abilities of GRU. This results in the seamless integration and maximization of the strengths of both models, making it particularly well-suited for processing data characterized by both time series and spatial features.
- These two aspects are combined to form a comprehensive PECG method.
2. PCHIP Interpolation Method
- On each subinterval , the polynomial is a cubic Hermite interpolating polynomial for the given data points with specified derivatives at the interpolation points.
- interpolates y, that is, , and the first derivative is continuous. The second derivative is probably not continuous, so jumps at are possible.
- The cubic interpolant is shape-preserving. The slopes at are chosen in such a way that preserves the shape of the data and respects monotonicity. Therefore, on intervals where the data are monotonic, so is , and at points where the data have a local extremum, so does .
3. Model Construction
3.1. Convolutional Neural Network
3.2. Gated Recurrent Unit
3.3. Model Framework
4. Experiment and Result
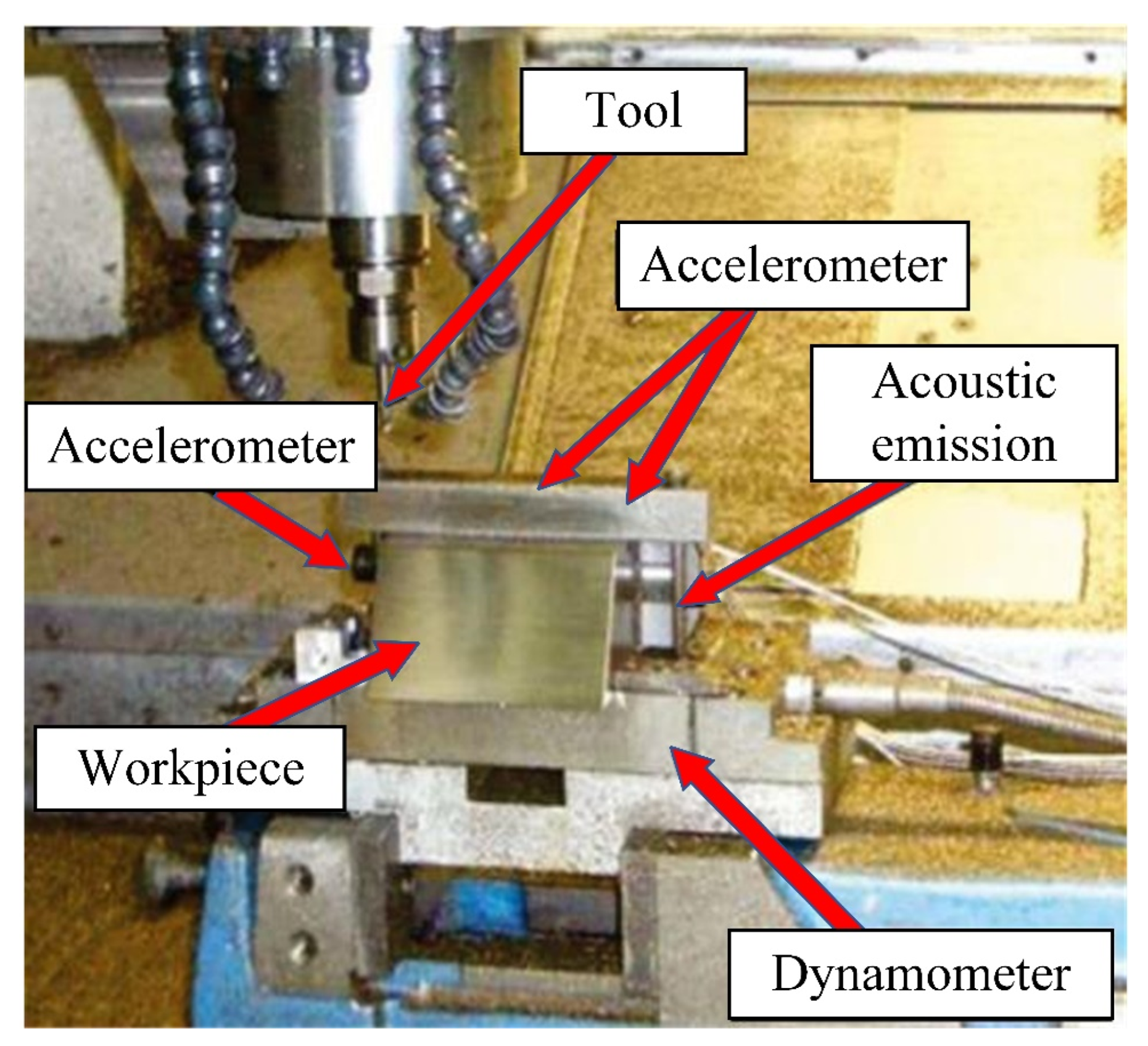
4.1. Experimental Conditions
4.2. Dataset
| Algorithm 1 Signal_Segment (, , ) |
Inputs: —original time-domain signal —width of sliding window —moving step length of sliding window Outputs: —data window matrix |
1: Calculate 2: Initialize 3: for to do 4: if 5: Assign the data from 1 to in to the ith column of the . 6: else if 7: Assign the data who are located from the th to the th in to the ith column of . 8: else 9: Assign the data who are located from the th to the end of to the ith column of and replace the Null in the ith column with 0. 11: End if 12: End for |
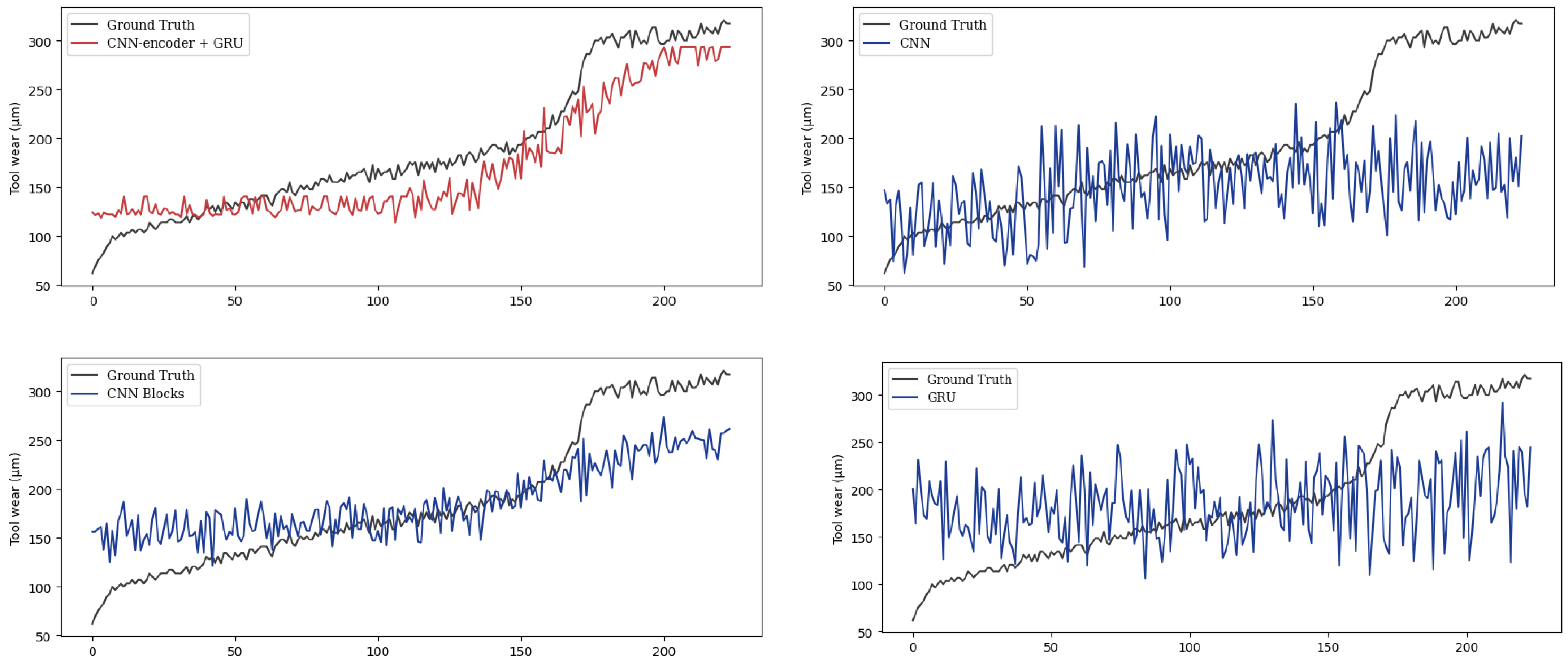
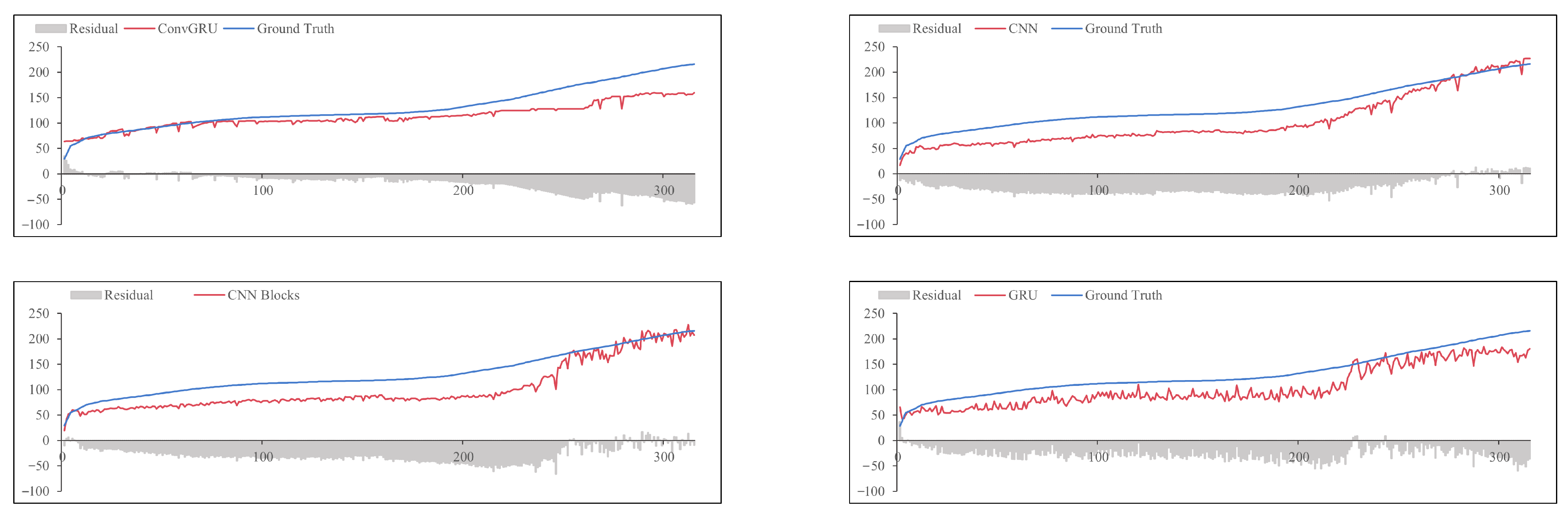
4.3. Prediction Results and Comparison
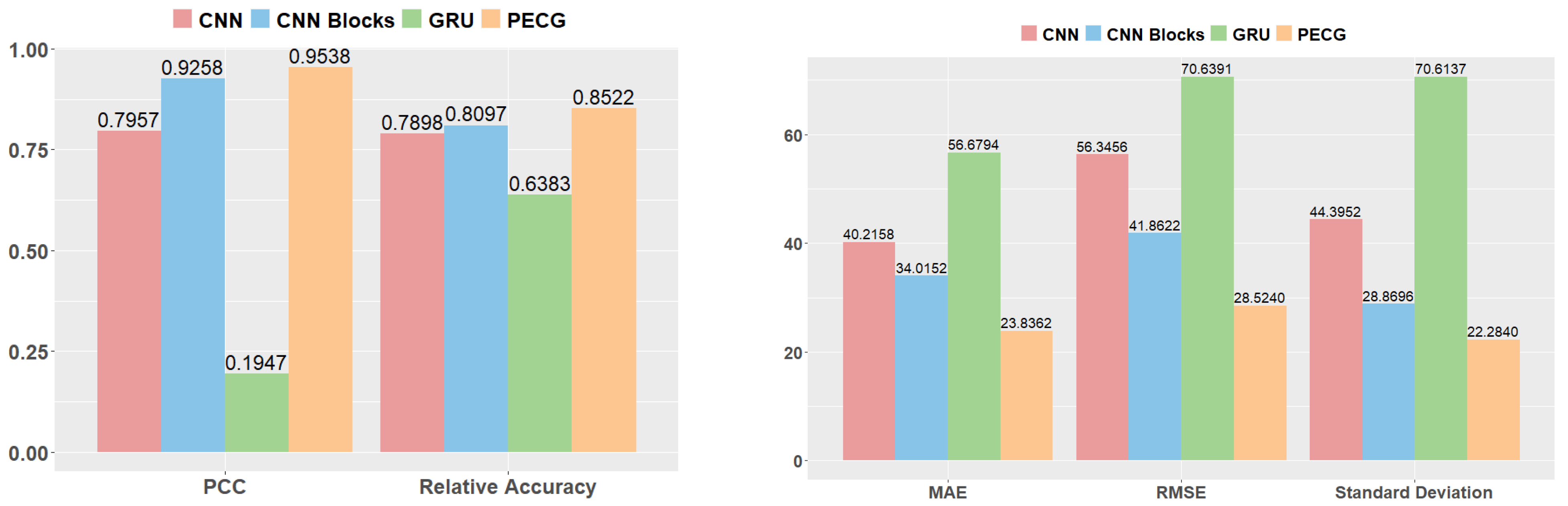
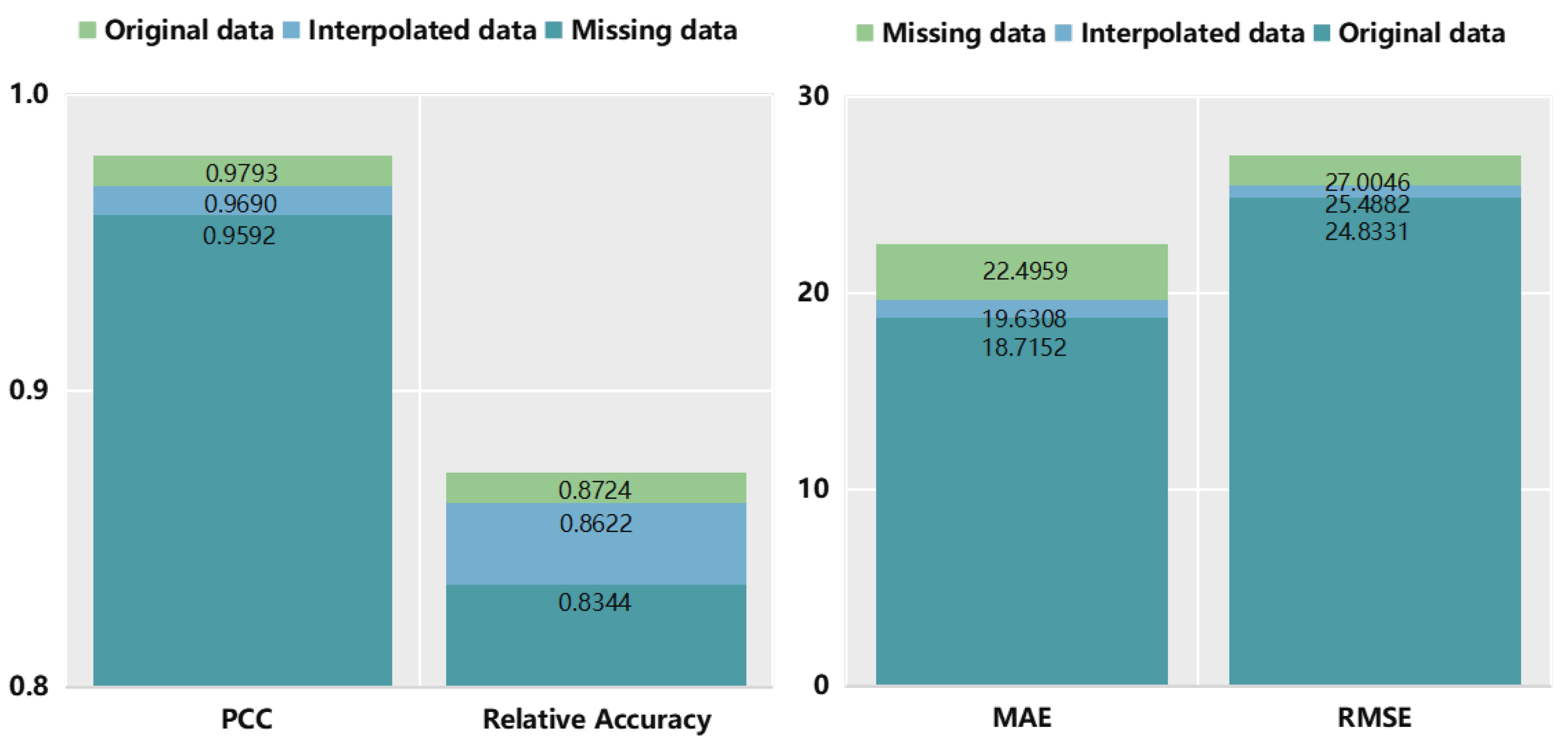
- Pearson Correlation Coefficient (PCC)PCC measures the linear correlation between predicted and actual values, ranging from −1 to 1.
- Mean Absolute Error (MAE)MAE measures the average absolute difference between predicted and actual values.
- Root Mean Squared Error (RMSE)RMSE measures the square root of the average squared difference between predicted and actual values.
- Standard DeviationThe standard deviation of errors is an indicator of the robustness of a model. A lower standard deviation signifies a higher degree of stability of the prediction performance.
- Relative AccuracyRelative accuracy is a measure of the error or difference between a measured or calculated value and the true value of a quantity, ranging from 0 to 1.
4.4. Phm 2010 Dataset Results
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| SAE | Stacked Autoencoder |
| RUL | Remaining Useful Life |
| GRU | Gated Recurrent Unit |
| HMM | Hidden Markov Model |
| CNN | Convolutional Neural Network |
| CNN Block | Convolutional Neural Network Block |
| PCHIP | Piecewise Cubic Hermite Interpolating Polynomial |
| PECG | PCHIP-Enhanced ConvGRU |
| PCC | Pearson’s Correlation Coefficient |
| CNC machine | Computerized Numerical Control Machine |
| MGRU | Multi-head gated recurrent unit |
| PCA | Principal component analysis |
| ANN | Artificial Neural Network |
| SVM | Support Vector Machine |
| GPR | Gaussian Process Regression |
| RNN | Recurrent Neural Network |
| DNN | Deep Neural Network |
| ReLU | Rectified Linear Unit |
| EMA | Exponential Moving Average |
| MAE | Mean Absolute Error |
| RMSE | Root Mean Square Error |
| MAPE | Mean Absolute Percentage Error |
References
- Bhattacharyya, P.; Sengupta, D.; Mukhopadhyay, S. Cutting force-based real-time estimation of tool wear in face milling using a combination of signal processing techniques. Mech. Syst. Signal Process. 2007, 21, 2665–2683. [Google Scholar] [CrossRef]
- Song, W.; Liu, H.; Zio, E. Long-range dependence and heavy tail characteristics for remaining useful life prediction in rolling bearing degradation. Appl. Math. Model. 2022, 102, 268–284. [Google Scholar] [CrossRef]
- Li, Q.; Ma, Z.; Li, H.; Liu, X.; Guan, X.; Tian, P. Remaining useful life prediction of mechanical system based on performance evaluation and geometric fractional Lévy stable motion with adaptive nonlinear drift. Mech. Syst. Signal Process. 2023, 184, 109679. [Google Scholar] [CrossRef]
- Oguamanam, D.; Raafat, H.; Taboun, S. A machine vision system for wear monitoring and breakage detection of single-point cutting tools. Comput. Ind. Eng. 1994, 26, 575–598. [Google Scholar] [CrossRef]
- Pedersen, K.B. Wear measurement of cutting tools by computer vision. Int. J. Mach. Tools Manuf. 1990, 30, 131–139. [Google Scholar] [CrossRef]
- Cook, N.H. Tool wear sensors. Wear 1980, 62, 49–57. [Google Scholar] [CrossRef]
- Beruvides, G.; Quiza, R.; Del Toro, R.; Haber, R.E. Sensoring systems and signal analysis to monitor tool wear in microdrilling operations on a sintered tungsten-copper composite material. Sens. Actuators A Phys. 2013, 199, 165–175. [Google Scholar] [CrossRef]
- Aliustaoglu, C.; Ertunc, H.M.; Ocak, H. Tool wear condition monitoring using a sensor fusion model based on fuzzy inference system. Mech. Syst. Signal Process. 2009, 23, 539–546. [Google Scholar] [CrossRef]
- Arnaiz-González, Á.; Fernández-Valdivielso, A.; Bustillo, A.; López de Lacalle, L.N. Using artificial neural networks for the prediction of dimensional error on inclined surfaces manufactured by ball-end milling. Int. J. Adv. Manuf. Technol. 2016, 83, 847–859. [Google Scholar] [CrossRef]
- Wiciak-Pikuła, M.; Felusiak-Czyryca, A.; Twardowski, P. Tool wear prediction based on artificial neural network during aluminum matrix composite milling. Sensors 2020, 20, 5798. [Google Scholar] [CrossRef] [PubMed]
- Lu, M.C.; Wan, B.S. Study of high-frequency sound signals for tool wear monitoring in micromilling. Int. J. Adv. Manuf. Technol. 2013, 66, 1785–1792. [Google Scholar] [CrossRef]
- Wang, J.; Xiang, Z.; Cheng, X.; Zhou, J.; Li, W. Tool Wear State Identification Based on SVM Optimized by the Improved Northern Goshawk Optimization. Sensors 2023, 23, 8591. [Google Scholar] [CrossRef] [PubMed]
- Przybyś-Małaczek, A.; Antoniuk, I.; Szymanowski, K.; Kruk, M.; Kurek, J. Application of Machine Learning Algorithms for Tool Condition Monitoring in Milling Chipboard Process. Sensors 2023, 23, 5850. [Google Scholar] [CrossRef] [PubMed]
- Geramifard, O.; Xu, J.X.; Zhou, J.H.; Li, X. A physically segmented hidden markov model approach for continuous tool condition monitoring: Diagnostics and prognostics. IEEE Trans. Ind. Inform. 2012, 8, 964–973. [Google Scholar] [CrossRef]
- Liao, Z.; Gao, D.; Lu, Y.; Lv, Z. Multi-scale hybrid HMM for tool wear condition monitoring. Int. J. Adv. Manuf. Technol. 2016, 84, 2437–2448. [Google Scholar] [CrossRef]
- Li, W.; Liu, T. Time varying and condition adaptive hidden Markov model for tool wear state estimation and remaining useful life prediction in micro-milling. Mech. Syst. Signal Process. 2019, 131, 689–702. [Google Scholar] [CrossRef]
- Yu, J.; Liang, S.; Tang, D.; Liu, H. A weighted hidden Markov model approach for continuous-state tool wear monitoring and tool life prediction. Int. J. Adv. Manuf. Technol. 2017, 91, 201–211. [Google Scholar] [CrossRef]
- Li, D.; Li, Y.; Liu, C. Gaussian process regression model incorporated with tool wear mechanism. Chin. J. Aeronaut. 2022, 35, 393–400. [Google Scholar] [CrossRef]
- Kong, D.; Chen, Y.; Li, N. Gaussian process regression for tool wear prediction. Mech. Syst. Signal Process. 2018, 104, 556–574. [Google Scholar] [CrossRef]
- Serin, G.; Sener, B.; Ozbayoglu, A.M.; Unver, H.O. Review of tool condition monitoring in machining and opportunities for deep learning. Int. J. Adv. Manuf. Technol. 2020, 109, 953–974. [Google Scholar] [CrossRef]
- Liu, M.; Yao, X.; Zhang, J.; Chen, W.; Jing, X.; Wang, K. Multi-sensor data fusion for remaining useful life prediction of machining tools by IABC-BPNN in dry milling operations. Sensors 2020, 20, 4657. [Google Scholar] [CrossRef]
- Wu, X.; Liu, Y.; Zhou, X.; Mou, A. Automatic identification of tool wear based on convolutional neural network in face milling process. Sensors 2019, 19, 3817. [Google Scholar] [CrossRef] [PubMed]
- Cai, W.; Zhang, W.; Hu, X.; Liu, Y. A hybrid information model based on long short-term memory network for tool condition monitoring. J. Intell. Manuf. 2020, 31, 1497–1510. [Google Scholar] [CrossRef]
- Feng, T.; Guo, L.; Gao, H.; Chen, T.; Yu, Y.; Li, C. A new time–space attention mechanism driven multi-feature fusion method for tool wear monitoring. Int. J. Adv. Manuf. Technol. 2022, 120, 5633–5648. [Google Scholar] [CrossRef]
- Zhong, Z.; Zheng, L.; Kang, G.; Li, S.; Yang, Y. Random erasing data augmentation. In Proceedings of the AAAI Conference on Artificial Intelligence, New York, NY, USA, 7–12 February 2020; Volume 34, pp. 13001–13008. [Google Scholar]
- Shukla, S.N.; Marlin, B.M. Interpolation-prediction networks for irregularly sampled time series. arXiv 2019, arXiv:1909.07782. [Google Scholar]
- Long, Y.; Zhou, W.; Luo, Y. A fault diagnosis method based on one-dimensional data enhancement and convolutional neural network. Measurement 2021, 180, 109532. [Google Scholar] [CrossRef]
- Wang, F.; Liu, X.; Liu, C.; Li, H.; Han, Q. Remaining useful life prediction method of rolling bearings based on Pchip-EEMD-GM (1, 1) model. Shock Vib. 2018, 2018, 3013684. [Google Scholar] [CrossRef]
- Fritsch, F.N.; Carlson, R.E. Monotone piecewise cubic interpolation. SIAM J. Numer. Anal. 1980, 17, 238–246. [Google Scholar] [CrossRef]
- Li, Z.; Liu, R.; Wu, D. Data-driven smart manufacturing: Tool wear monitoring with audio signals and machine learning. J. Manuf. Process. 2019, 48, 66–76. [Google Scholar] [CrossRef]
- He, J.; Gao, H.; Li, S.; Guo, L.; Lei, Y.; Cao, A. An intelligent maintenance decision-making based on cutters economic life. Int. J. Prod. Econ. 2024, 267, 109075. [Google Scholar] [CrossRef]
- You, Z.; Gao, H.; Guo, L.; Liu, Y.; Li, J.; Li, C. Machine vision based adaptive online condition monitoring for milling cutter under spindle rotation. Mech. Syst. Signal Process. 2022, 171, 108904. [Google Scholar] [CrossRef]
- Sun, Y.; Li, S.; Gao, H.; Zhang, X.; Lv, J.; Liu, W.; Wu, Y. Transfer learning: A new aerodynamic force identification network based on adaptive emd and soft thresholding in hypersonic wind tunnel. Chin. J. Aeronaut. 2023, 36, 351–365. [Google Scholar] [CrossRef]
- Sun, Y.; He, J.; Gao, H.; Song, H.; Guo, L. A New Semi-supervised Tool-wear Monitoring Method using Unreliable Pseudo-Labels. Measurement 2023, 226, 113991. [Google Scholar] [CrossRef]
- Li, C.; Guo, L.; Gao, H.; Li, Y. Similarity-measured isolation forest: Anomaly detection method for machine monitoring data. IEEE Trans. Instrum. Meas. 2021, 70, 1–12. [Google Scholar] [CrossRef]
- Dai, W.; Liang, K.; Wang, B. State monitoring method for tool wear in aerospace manufacturing processes based on a convolutional neural network (CNN). Aerospace 2021, 8, 335. [Google Scholar] [CrossRef]
- 2010 PHM Society Conference Data Challenge. Available online: https://phmsociety.org/phm_competition/2010-phm-society-conference-data-challenge (accessed on 1 April 2023).
- Benkedjouh, T.; Zerhouni, N.; Rechak, S. Tool wear condition monitoring based on continuous wavelet transform and blind source separation. Int. J. Adv. Manuf. Technol. 2018, 97, 3311–3323. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Layer | Feature Maps | Kernel Size | Parameter Number |
|---|---|---|---|
| CNN-Block_1 | 128 | 5 | 5504 |
| CNN-Block_2-10 | 128 | 5 | 82,304 |
| GRU | 384 | 123 | 99,072 |
| Condition | Cutter | Spindle Speed | Feed Rate | Depth of Cut |
|---|---|---|---|---|
| Condition 1 | C1_1 C1_2 | 2750 rpm | 220 mm/min | 1.75 mm |
| Condition 2 | C2_1 | 3000 rpm | 200 mm/min | 1.75 mm |
| Condition 3 | C3_1 | 3000 rpm | 240 mm/min | 1.75 mm |
| Condition 4 | C4_1 …C4_6 | 3000 rpm | 250 mm/min | 1.75 mm |
| Condition 5 | C5_1 | 3250 rpm | 275 mm/min | 1.75 mm |
| Condition 6 | C6_1 | 3500 rpm | 250 mm/min | 1.75 mm |
| Condition 7 | C7_1 …C7_9 | 3500 rpm | 300 mm/min | 1.75 mm |
| Condition 8 | C8_1 …C8_7 | 4500 rpm | 400 mm/min | 1.5 mm |
| Methods | PCC | MAE | RMSE | MAPE | Standard Deviation |
|---|---|---|---|---|---|
| pchip [29] | 0.9948 | 3.1701 | 4.7902 | 0.0191 | 4.7682 |
| cubic spline | 0.9942 | 3.2968 | 5.0278 | 0.0189 | 5.0265 |
| spline | 0.9932 | 3.3427 | 5.4407 | 0.0206 | 5.4278 |
| linear | 0.9934 | 3.2514 | 5.4306 | 0.0201 | 5.3822 |
| Methods | PCC | Relative Accuracy | MAE | RMSE | Standard Deviation |
|---|---|---|---|---|---|
| CNN [36] | 0.7957 | 0.7898 | 40.2158 | 56.3456 | 44.3952 |
| CNN Blocks | 0.9258 | 0.8097 | 34.0152 | 41.8622 | 28.8696 |
| GRU | 0.1947 | 0.6383 | 56.6794 | 70.6391 | 70.6137 |
| PECG | 0.9538 | 0.8522 | 23.8362 | 28.5240 | 22.2840 |
| Classification | Model/Value | Classification | Value |
|---|---|---|---|
| Machine model | Roders Tech RFM 760 | Radial cutting depth | 0.125 mm |
| Workpiece material | Nickel-based superalloy 718 | Axial cutting depth | 0.2 mm |
| Tool | 3-tooth ball nose milling cutter | Number of sensors | 3 |
| Spindle speed | 10,400 RPM | Number of sensing channels | 7 |
| Feed rate | 1555 mm/min | Sampling frequency | 50 kHZ |
| Data | PCC | Relative Accuracy | MAE | RMSE |
|---|---|---|---|---|
| Original data | 0.9793 | 0.8724 | 18.7152 | 24.8331 |
| Missing data | 0.9592 | 0.8344 | 22.4959 | 27.0046 |
| Interpolated data | 0.9690 | 0.8622 | 19.6308 | 25.4882 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
He, J.; Yuan, L.; Lei, H.; Wang, K.; Weng, Y.; Gao, H. A Novel Piecewise Cubic Hermite Interpolating Polynomial-Enhanced Convolutional Gated Recurrent Method under Multiple Sensor Feature Fusion for Tool Wear Prediction. Sensors 2024, 24, 1129. https://doi.org/10.3390/s24041129
He J, Yuan L, Lei H, Wang K, Weng Y, Gao H. A Novel Piecewise Cubic Hermite Interpolating Polynomial-Enhanced Convolutional Gated Recurrent Method under Multiple Sensor Feature Fusion for Tool Wear Prediction. Sensors. 2024; 24(4):1129. https://doi.org/10.3390/s24041129
Chicago/Turabian StyleHe, Jigang, Luyao Yuan, Haotian Lei, Kaixuan Wang, Yang Weng, and Hongli Gao. 2024. "A Novel Piecewise Cubic Hermite Interpolating Polynomial-Enhanced Convolutional Gated Recurrent Method under Multiple Sensor Feature Fusion for Tool Wear Prediction" Sensors 24, no. 4: 1129. https://doi.org/10.3390/s24041129
APA StyleHe, J., Yuan, L., Lei, H., Wang, K., Weng, Y., & Gao, H. (2024). A Novel Piecewise Cubic Hermite Interpolating Polynomial-Enhanced Convolutional Gated Recurrent Method under Multiple Sensor Feature Fusion for Tool Wear Prediction. Sensors, 24(4), 1129. https://doi.org/10.3390/s24041129