
Inkjet-Printed Multiwalled Carbon Nanotube Dispersion as Wireless Passive Strain Sensor


Abstract
:1. Introduction
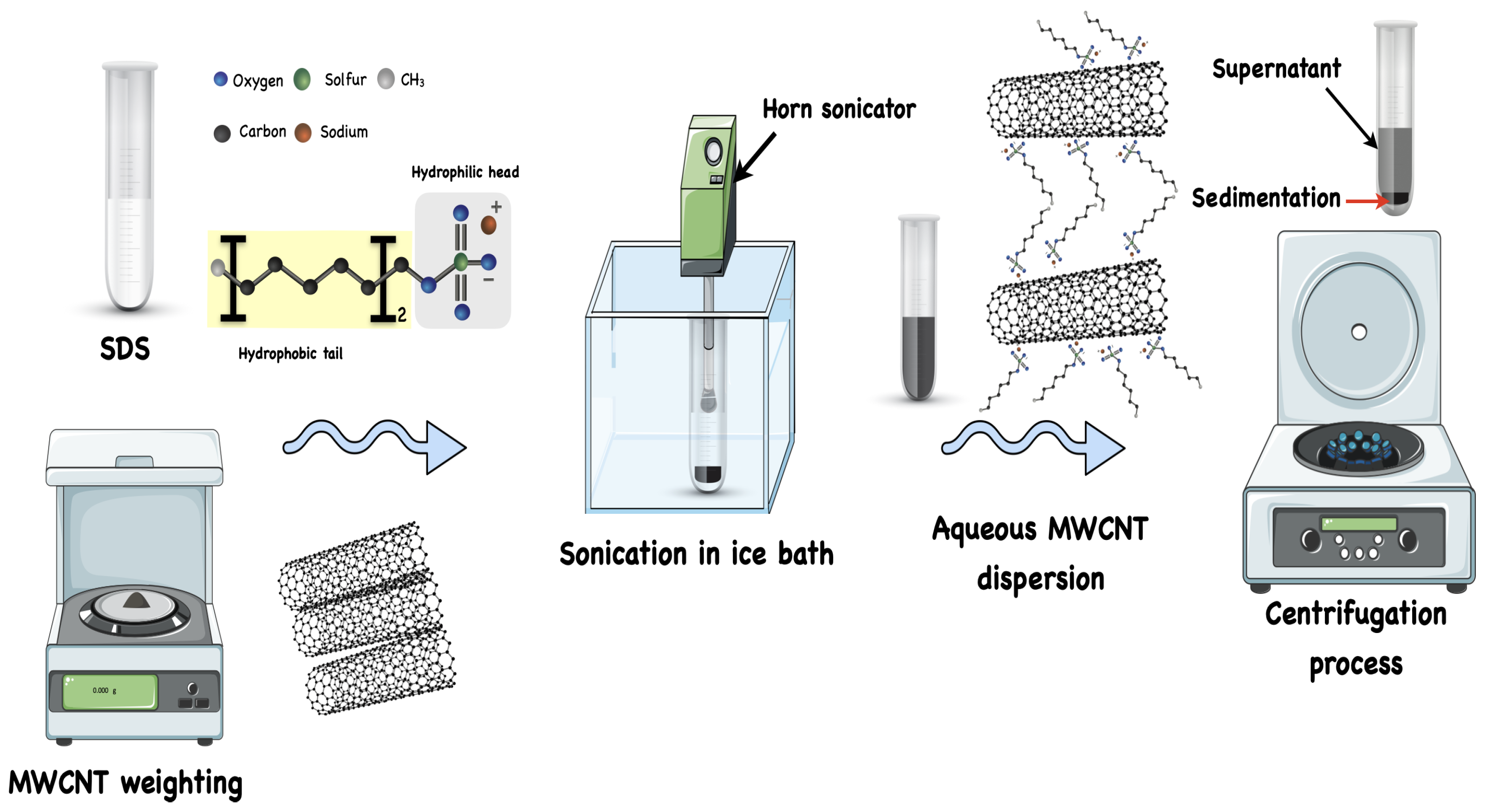
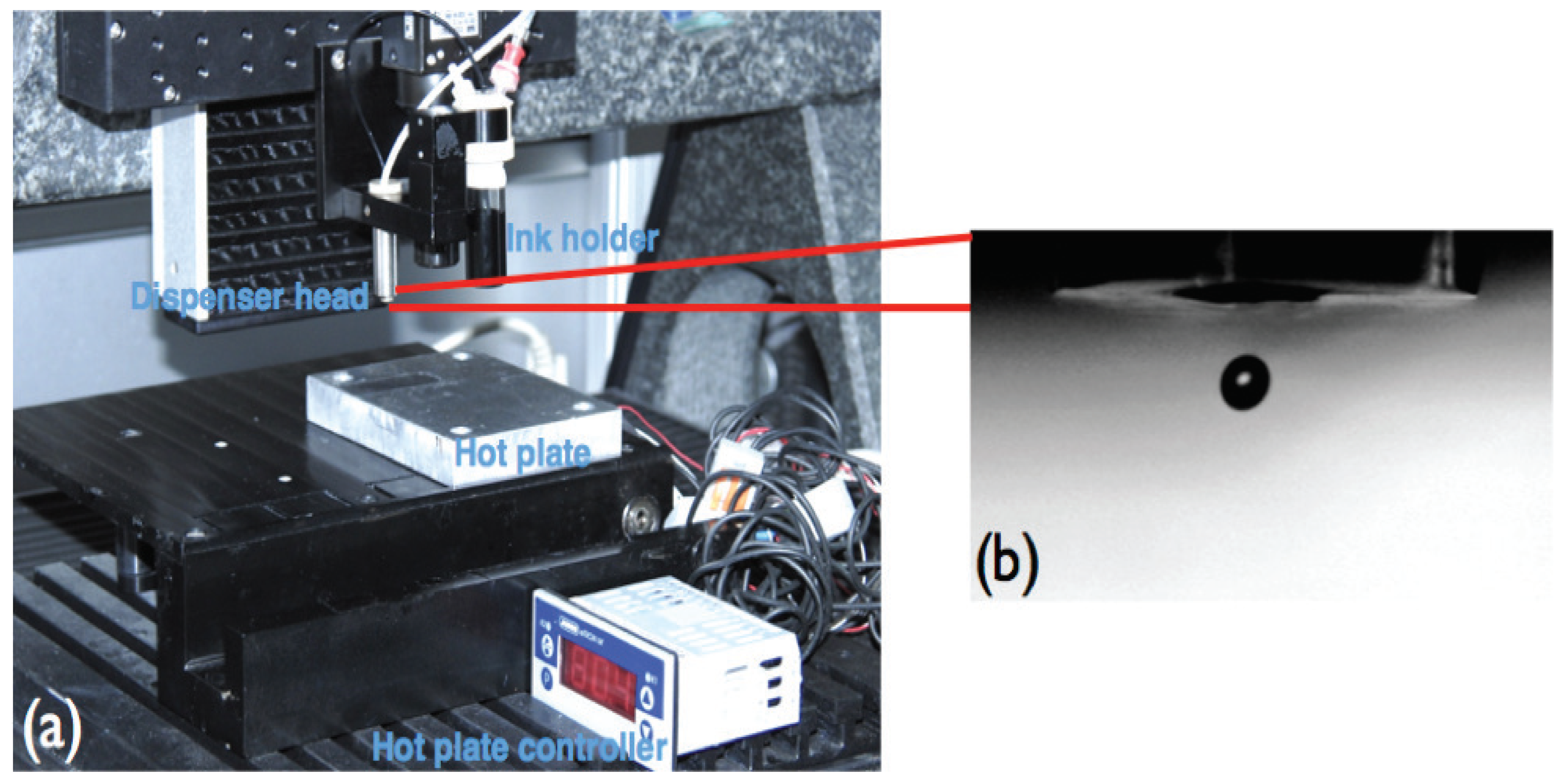
2. Materials and Methods
3. Results
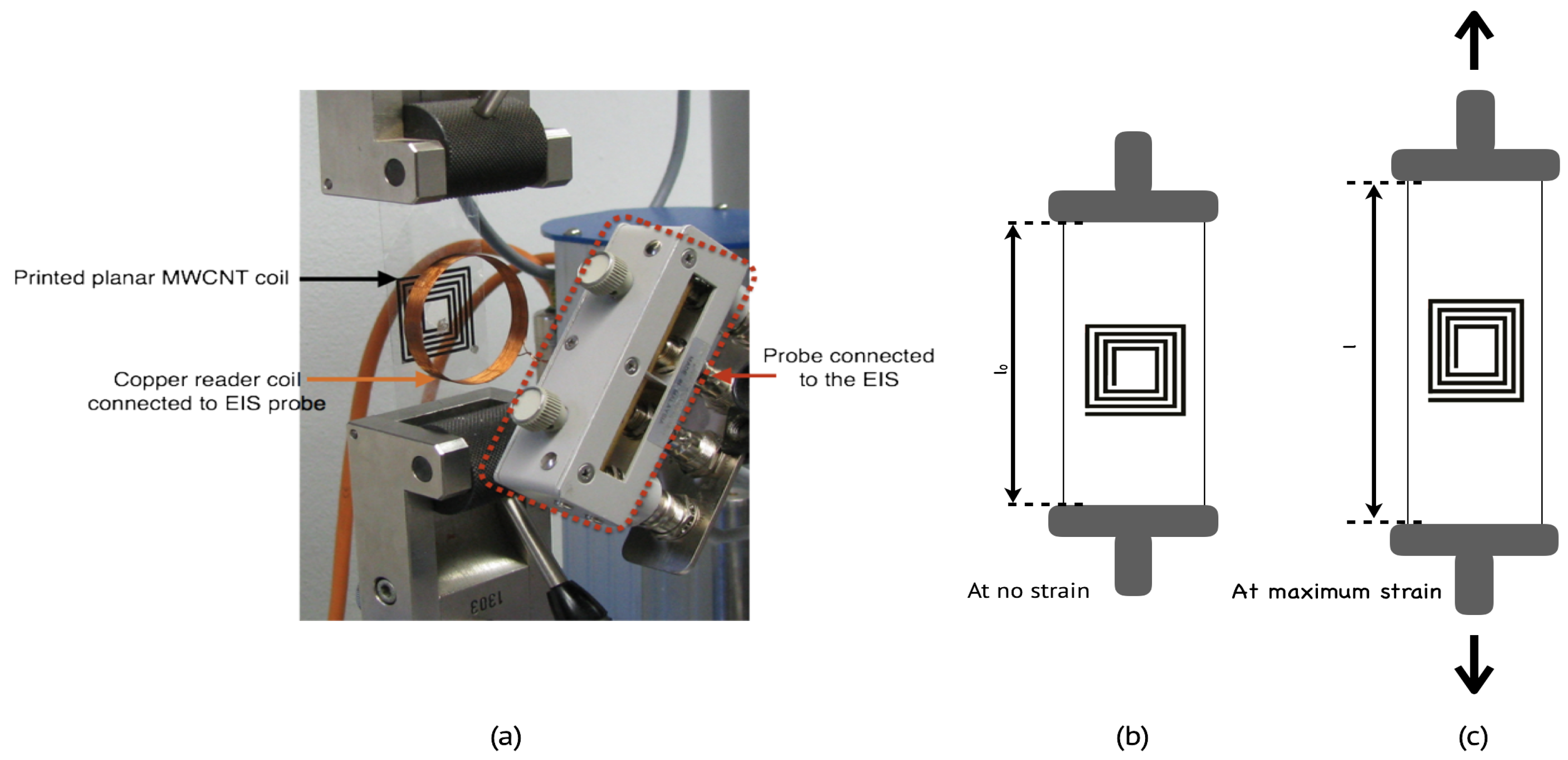
3.1. Stand-Alone Coil Characterization
3.2. Inductive Coupling Characterization
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| EIS | Electrical Impedance Spectroscopy |
| MWCNTs | Multiwalled Carbon Nanotubes |
| PET | Polyethylene Terephthalate |
| CPE | Constant Phase Element |
| SDS | Sodium Dodecyl Sulfate |
| DoD | Drop-on-Demand |
| LBL | Layer-By-Layer |
References
- Resensys Home Page. Available online: https://www.resensys.com/senspot-strain.html (accessed on 11 December 2023).
- Phase IV Engineering, Inc. Home Page. Available online: https://www.phaseivengr.com/product/sensors/strain-gauge/wireless-strain-gauge-sensor-bending/ (accessed on 11 December 2023).
- Ruoff, R.; Qian, D.; Liu, W.K. Mechanical properties of carbon nanotubes: Theoretical predictions and experimental measurements. Comptes Rendus Phys. 2003, 4, 993–1008. [Google Scholar] [CrossRef]
- Zhang, P.; Su, J.; Guo, J.; Hu, S. Influence of carbon nanotube on properties of concrete: A review. Constr. Build. Mater. 2023, 369, 130388. [Google Scholar] [CrossRef]
- Abubakre, O.K.; Medupin, R.O.; Akintunde, I.B.; Jimoh, O.T.; Abdulkareem, A.S.; Muriana, R.A.; Yoro, K.O. Carbon nanotube-reinforced polymer nanocomposites for sustainable biomedical applications: A review. J. Sci. Adv. Mater. Devices 2023, 8, 100557. [Google Scholar] [CrossRef]
- Li, L.; Qin, W.; Mai, B.; Qi, D.; Yang, W.; Feng, J.; Zhan, Y. Effect of Carbon Nanotubes on the Mechanical, Thermal, and Electrical Properties of Tin-Based Lead-Free Solders: A Review. Crystals 2023, 13, 789. [Google Scholar] [CrossRef]
- Rao, R.K.; Gautham, S.; Sasmal, S. A Comprehensive Review on Carbon Nanotubes Based Smart Nanocomposites Sensors for Various Novel Sensing Applications. Polym. Rev. 2024, 1–64. [Google Scholar] [CrossRef]
- Kanoun, O.; Müller, C.; Benchirouf, A.; Sanli, A.; Dinh, T.; Al-Hamry, A.; Bu, L.; Gerlach, C.; Bouhamed, A. Flexible Carbon Nanotube Films for High Performance Strain Sensors. Sensors 2011, 14, 10042–10071. [Google Scholar] [CrossRef] [PubMed]
- Wang, H.; Liu, C.; Li, B.; Liu, J.; Shen, Y.; Zhang, M.; Ji, K.; Mao, X.; Sun, R.; Zhou, F. Advances in Carbon-Based Resistance Strain Sensors. ACS Appl. Electron. Mater. 2023, 2, 674–689. [Google Scholar] [CrossRef]
- Nag, A.; Alahi, M.E.E.; Mukhopadhyay, S.C.; Liu, Z. Multi-walled carbon nanotubes-based sensors for strain sensing applications. Sensors 2021, 21, 1261. [Google Scholar] [CrossRef]
- Hu, N.; Karube, Y.; Yan, C.; Masuda, Z.; Fukunaga, H. Tunneling effect in a polymer/carbon nanotube nanocomposite strain sensor. Acta Mater. 2008, 56, 2929–2936. [Google Scholar] [CrossRef]
- Klimm, W.; Kwok, K. Computational analysis of tunneling conduction in piezoresistive carbon nanotube polymer composites. J. Intell. Mater. Syst. Struct. 2023, 34, 928–943. [Google Scholar] [CrossRef]
- Tang, Z.; Li, Y.; Huang, P.; Wang, H.; Hu, N.; Fu, S. Comprehensive evaluation of the piezoresistive behavior of carbon nanotube-based composite strain sensors. Compos. Sci. Technol. 2021, 208, 108761. [Google Scholar] [CrossRef]
- Wang, D.; Tang, Z.; Huang, P.; Li, Y.; Fun, S. Modelling the effects of carbon nanotube length non-uniformity and waviness on the electrical behavior of polymer composites. Carbon 2021, 201, 910–919. [Google Scholar] [CrossRef]
- Oskouyi, A.; Sundararaj, U.; Mertiny, P. Effect of Temperature on Electrical Resistivity of Carbon Nanotubes and Graphene Nanoplatelets Nanocomposites. J. Nanotechnol. Eng. Med. 2014, 5, 44501–44506. [Google Scholar] [CrossRef]
- Benchirouf, A.; Palaniyappan, S.; Ramalingame, R.; Raghunandan, P.; Jagemann, T.; Müller, C.; Hietschold, M.; Kanoun, O. Electrical properties of multi-walled carbon nanotubes/PEDOT: PSS nanocomposites thin films under temperature and humidity effects. Sens. Actuators B Chem. 2016, 224, 344–350. [Google Scholar] [CrossRef]
- Jafarypouria, M.; Mahato, B.; Abaimov, S. Separating Curing and Temperature Effects on the Temperature Coefficient of Resistance for a Single-Walled Carbon Nanotube Nanocomposite. Polymers 2023, 15, 433. [Google Scholar] [CrossRef] [PubMed]
- Abdulhameed, A.; Mahnashi, Y. Fabrication of carbon nanotube/titanium dioxide nanomaterials-based hydrogen sensor using novel two-stage dielectrophoresis process. Mater. Sci. Semicond. Process. 2023, 167, 107794. [Google Scholar] [CrossRef]
- Wojciechowski, J.; Skrzetuska, E. Creation and Analysis of a Respiratory Sensor Using the Screen-Printing Method and the Arduino Platform. Sensors 2023, 23, 2315. [Google Scholar] [CrossRef]
- Hu, L.; Hecht, D.; Gruner, G. Carbon nanotube thin films: Fabrication, properties, and applications. Chem. Rev. 2010, 110, 5790–5844. [Google Scholar] [CrossRef]
- Fu, L.; Yu, A.M. Carbon nanotubes based thin films: Fabrication, characterization and applications. Rev. Adv. Mater. Sci 2014, 36, 40–61. [Google Scholar]
- Yee, M.; Mubarak, N.; Abdullah, E.; Khalid, M.; Walvekar, R.; Karri, R.; Nizamuddin, S.; Numan, A. Carbon nanomaterials based films for strain sensing application—A review. Nano-Struct. Nano-Objects 2019, 18, 100312. [Google Scholar] [CrossRef]
- Zhang, L.; Xu, W.; Luo, X.; Wang, J.N. High performance carbon nanotube based composite film from layer-by-layer deposition. Carbon 2015, 90, 215–221. [Google Scholar] [CrossRef]
- Quan, G.; Liu, Y.; Feng, H.; Li, J.; Yan, Z.; Yang, C.; Li, D.; Xiao, L.; Liu, Y. Layer-by-layer assembly of biomimetic fish scale structure on carbon fiber surfaces to improve thermal conductivity and mechanical properties of composites. Appl. Surf. Sci. 2023, 615, 156308. [Google Scholar] [CrossRef]
- Detsri, E.; Dubas, S. Layer-by-layer deposition of cationic and anionic carbon nanotubes into thin films with improved electrical properties. Colloids Surf. A Physicochem. Eng. Asp. 2014, 444, 89–94. [Google Scholar] [CrossRef]
- Loh, K.; Lynch, J.; Kotov, N. Passive Wireless Strain and pH Sensing Using Carbon Nanotube-Gold Nanocomposite Thin Films. In Sensors and Smart Structures Technologies for Civil, Mechanical, and Aerospace Systems; Tomizuka, M., Yun, C.-B., Giurgiutiu, V., Eds.; SPIE: Bellingham, WA, USA, 2007; Volume 6529, p. 652919. [Google Scholar]
- Hernandez-Benitez, A.; Balam, A.; Vazquez-Castillo, J.; Estrada-López, J.J.; Quijano-Cetina, R.; Bassam, A.; Castillo-Atoche, A. An Ultra-Low-Power Strain Sensing Node for Long-Range Wireless Networks in Carbon Nanotube-Based Materials. IEEE Sens. J. 2022, 22, 9778–9786. [Google Scholar] [CrossRef]
- Huang, K.; Xu, Q.; Ying, Q.; Gu, B.; Yuan, W. Wireless strain sensing using carbon nanotube composite film. Compos. Part B Eng. 2023, 256, 110650. [Google Scholar] [CrossRef]
- Wang, X.; Zhang, M.; Zhang, L.; Xu, J.; Xiao, X.; Zhang, X. Inkjet-printed flexible sensors: From function materials, manufacture process, and applications perspective. Mater. Today Commun. 2022, 31, 103263. [Google Scholar] [CrossRef]
- Singh, R.S.; Takagi, K.; Aoki, T.; Moon, J.H.; Neo, Y.; Iwata, F.; Mimura, H.; Moraru, D. Precise Deposition of Carbon Nanotube Bundles by Inkjet-Printing on a CMOS-Compatible Platform. Materials 2022, 15, 4935. [Google Scholar] [CrossRef] [PubMed]
- Liu, Y.; Zhu, H.; Xing, L.; Bu, Q.; Ren, D.; Sun, B. Recent advances in inkjet-printing technologies for flexible/wearable electronics. Nanoscale 2023, 15, 6025–6051. [Google Scholar] [CrossRef] [PubMed]
- Pandhi, T.; Chandnani, A.; Subbaraman, H.; Estrada, D. A review of inkjet printed graphene and carbon nanotubes based gas sensors. Sensors 2020, 20, 5642. [Google Scholar] [CrossRef]
- Torrisi, F.; Hasan, T.; Wu, W.; Sun, Z.; Lombardo, A.; Kulmala, T.; Hsieh, G.; Jung, S.; Bonaccorso, F.; Paul, P.; et al. Inkjet-Printed Graphene Electronics. ACS Nano 2012, 6, 2992–3006. [Google Scholar] [CrossRef]
- Tortorich, R.; Choi, J. Inkjet Printing of Carbon Nanotubes. Nanomaterials 2013, 3, 453–468. [Google Scholar] [CrossRef]
- Kwon, K.; Rahman, K.; Phung, T.; Hoath, S.; Jeong, S.; Sub Kim, J. Review of digital printing technologies for electronic materials. Flex. Print. Electron. 2020, 5, 43003. [Google Scholar] [CrossRef]
- Benchirouf, A.; Jalil, A.; Kanoun, O. Humidity sensitivity of thin films based dispersed multi-walled carbon nanotubes. In Proceedings of the 10th International Multi-Conferences on Systems, Signals & Devices 2013 (SSD13), Hammamet, Tunisia, 18–21 March 2013; pp. 1–5. [Google Scholar]
- Bu, L.; Steitz, J.; Dinh-Trong, N.; Kanoun, O. Influence of processing parameters on electrical properties of carbon nanotube films. In Proceedings of the 9th IEEE Conference on Nanotechnology (IEEE-NANO), Genoa, Italy, 26–30 July 2009; pp. 330–333. [Google Scholar]
- Tröltzsch, U.; Benchirouf, A.; Kanoun, O.; Dinh, N.T. Investigations to the stability of CNT-dispersions using impedance spectroscopy. In Proceedings of the 8th International Symposium on Electrochemical Impedance Spectroscopy, Algarve, Portugal, 6–11 June 2010. [Google Scholar]
- Haghgoo, M.; Ansari, R.; Hassanzadeh-Aghdam, M.K.; Jang, S.H.; Nankali, M. Simulation of the role of agglomerations in the tunneling conductivity of polymer/carbon nanotube piezoresistive strain sensors. Compos. Sci. Technol. 2023, 243, 110242. [Google Scholar] [CrossRef]
- Hirschorn, B.; Orazem, M.; Tribollet, B.; Vivier, V.; Frateur, I.; Musiani, M. Constant-Phase-Element Behavior Caused by Resistivity Distributions in Films. J. Electrochem. Soc. 2010, 157, C458–C463. [Google Scholar] [CrossRef]
- Luryi, S. Quantum capacitance devices. Appl. Phys. Lett. 1988, 52, 501–503. [Google Scholar] [CrossRef]
- Simmon, J. Generalized Formula for the Electric Tunnel Effect between Similar Electrodes Separated by a Thin Insulating Film. J. Appl. Phys. 1963, 34, 1793. [Google Scholar] [CrossRef]
- Yoon, J.; Choi, S.; Lee, J.; Lee, J.; Jeon, M.; Lee, Y.; Han, J.; Lee, J.; Kim, D. Evaluation of interface trap densities and quantum capacitance in carbon nanotube network thin-film transistors. Nanotechnology 2016, 27, 295704. [Google Scholar] [CrossRef]
- Liang, J.; Akinwande, D.; Wong, H. Carrier density and quantum capacitance for semiconducting carbon nanotubes. J. Appl. Phys. 2008, 104, 64515. [Google Scholar] [CrossRef]
- Tyurnev, V. Coupling Coefficients of Resonators in Microwave Filter Theory. Prog. Electromagn. Res. B 2010, 21, 47–67. [Google Scholar] [CrossRef]
- Yan, T.; Wu, Y.; Yi, W.; Pan, Z. Recent progress on fabrication of carbon nanotube-based flexible conductive networks for resistive-type strain sensors. Sens. Actuators A Phys. 2021, 327, 112755. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
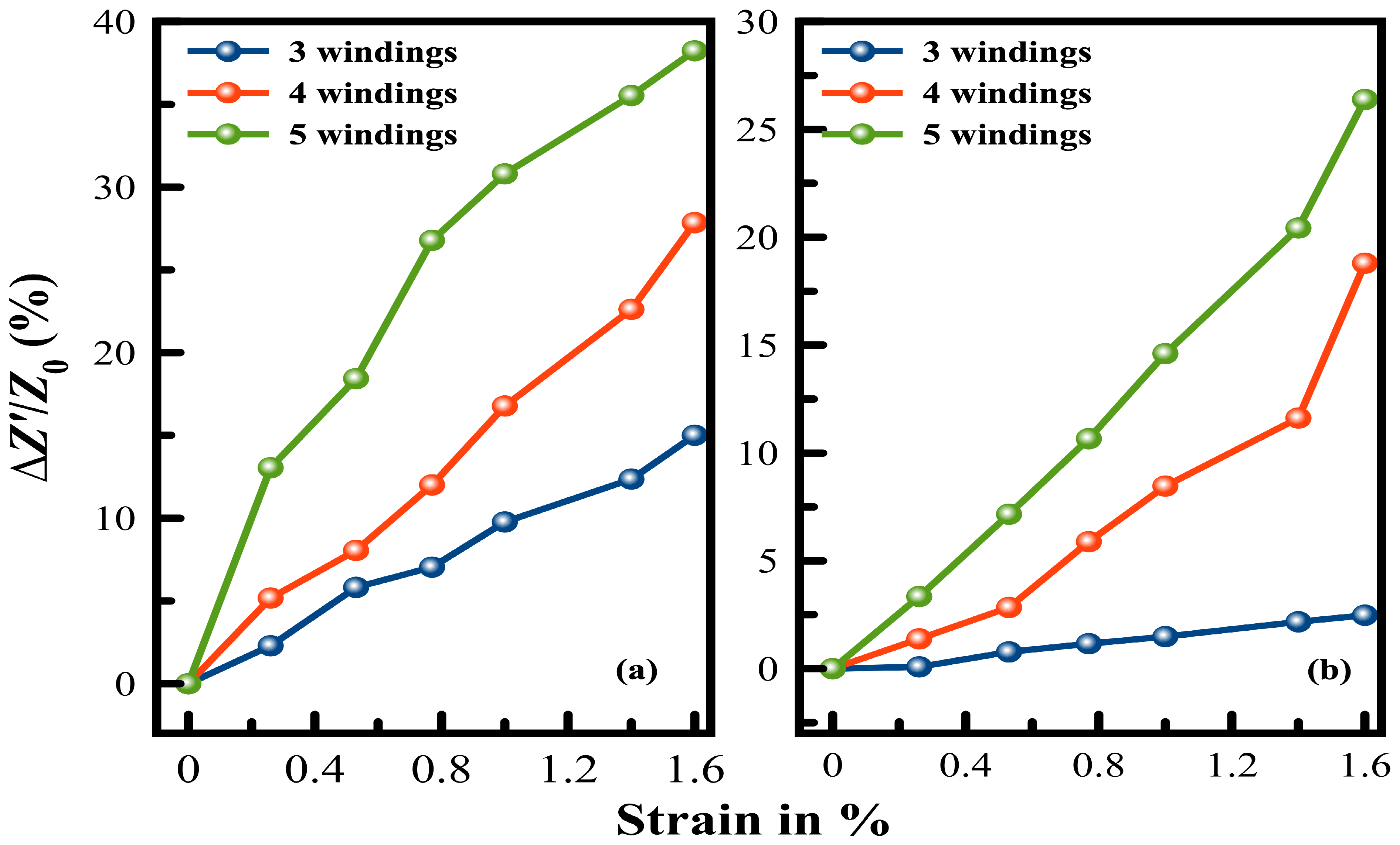
| Number of Winding | Strain | k-Factor |
|---|---|---|
| 3 Windings | ≤ | 14.6 |
| ≥ | 17.5 | |
| 4 Windings | ≤ | 11.46 |
| ≥ | 14.66 | |
| 5 Windings | 5.49 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Benchirouf, A.; Kanoun, O. Inkjet-Printed Multiwalled Carbon Nanotube Dispersion as Wireless Passive Strain Sensor. Sensors 2024, 24, 1585. https://doi.org/10.3390/s24051585
Benchirouf A, Kanoun O. Inkjet-Printed Multiwalled Carbon Nanotube Dispersion as Wireless Passive Strain Sensor. Sensors. 2024; 24(5):1585. https://doi.org/10.3390/s24051585
Chicago/Turabian StyleBenchirouf, Abderrahmane, and Olfa Kanoun. 2024. "Inkjet-Printed Multiwalled Carbon Nanotube Dispersion as Wireless Passive Strain Sensor" Sensors 24, no. 5: 1585. https://doi.org/10.3390/s24051585
APA StyleBenchirouf, A., & Kanoun, O. (2024). Inkjet-Printed Multiwalled Carbon Nanotube Dispersion as Wireless Passive Strain Sensor. Sensors, 24(5), 1585. https://doi.org/10.3390/s24051585