
An Algorithm for Soft Sensor Development for a Class of Processes with Distinct Operating Conditions



Abstract
1. Introduction
2. Methodology Description
2.1. Selection of Centers
2.1.1. Subtractive Clustering
2.1.2. k-Means Method
2.1.3. Selection of Centers by Using Subtractive Clustering and k-Means
2.2. Calculating the Widths of Radially Based Functions
- Calculation of the estimated output based on the current network configuration and the input value in that observation, and, based on that, finding the error between the estimated and actual value of that observation;
- Correction of the configuration and parameters of the artificial neural network based on the calculated error and the gradient method;
2.3. Calculating Output Weights
2.4. Determining the Number of Centers
2.5. Implementation of the Proposed Hybrid Training Algorithm
3. Casy Study: Cement Fineness Estimation
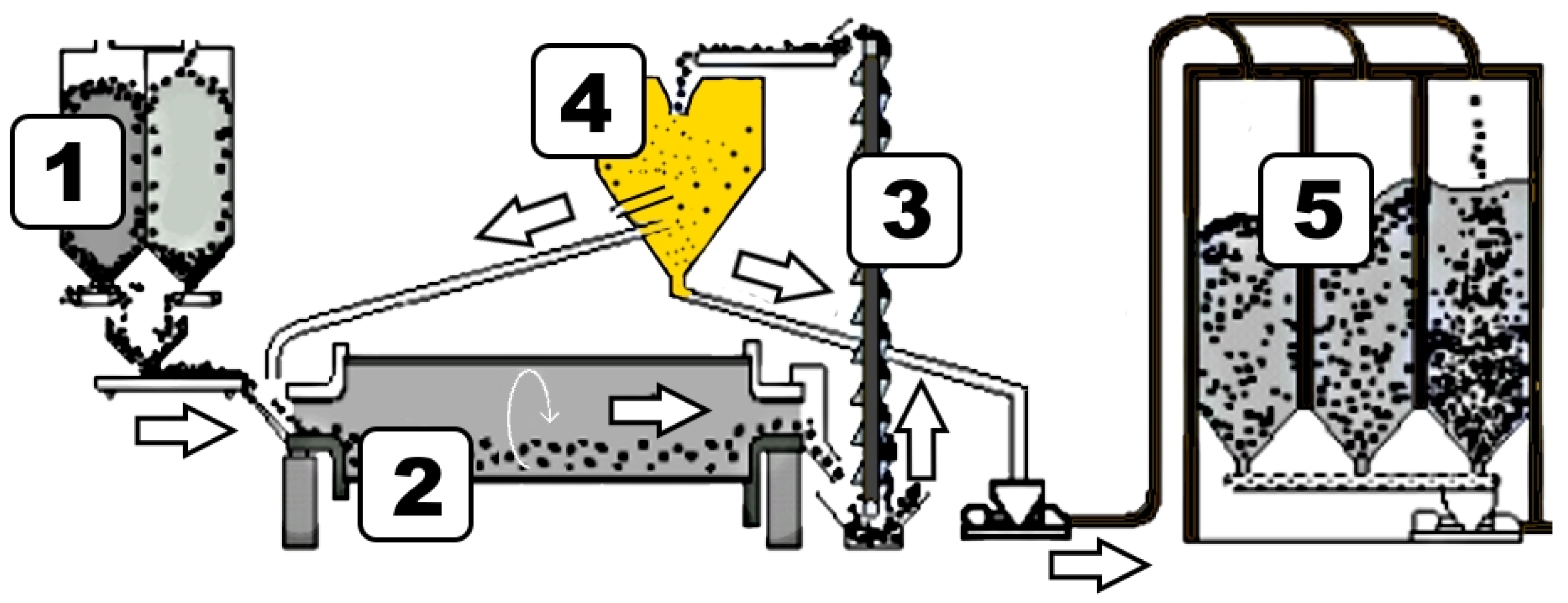
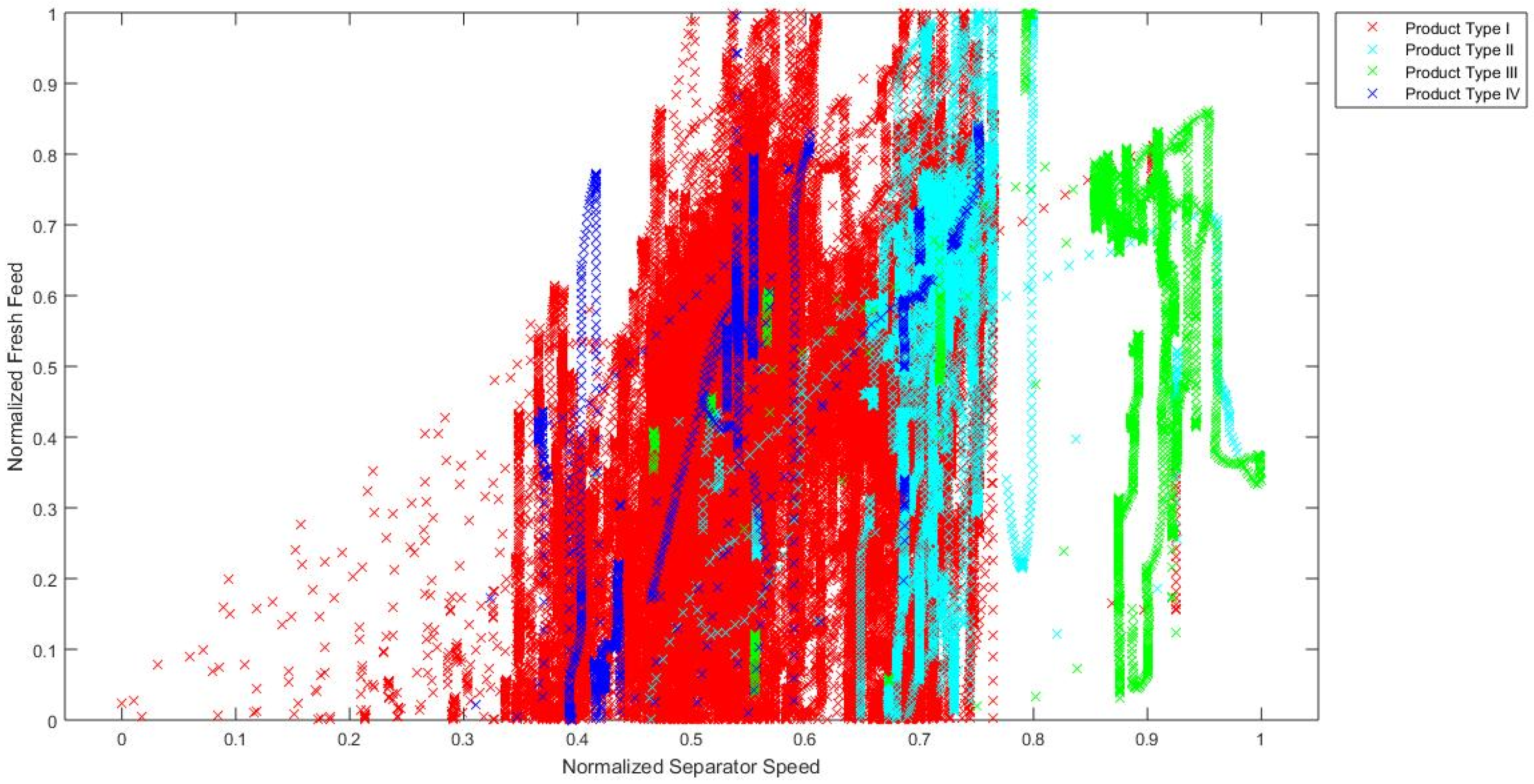
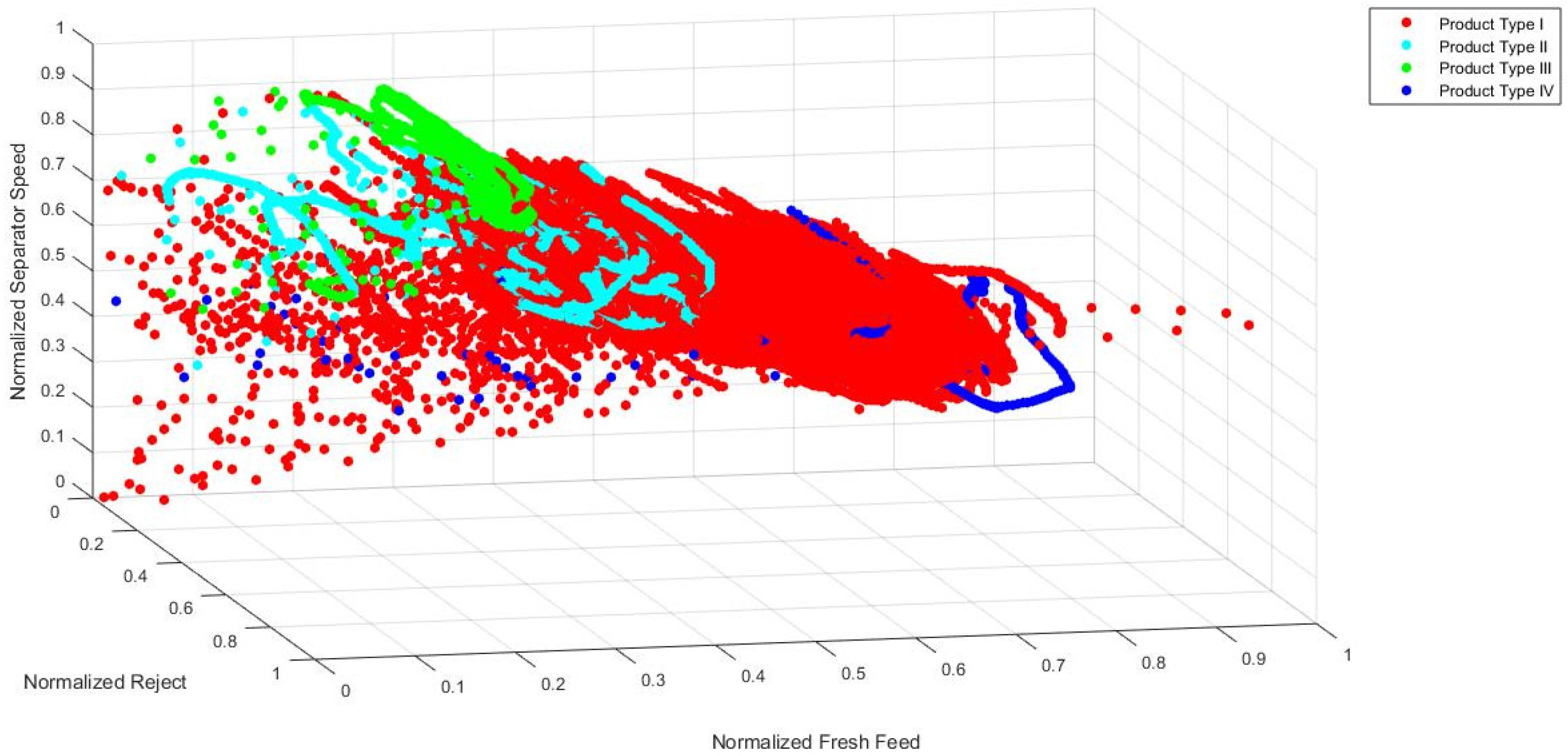
3.1. Cement Grinding Process
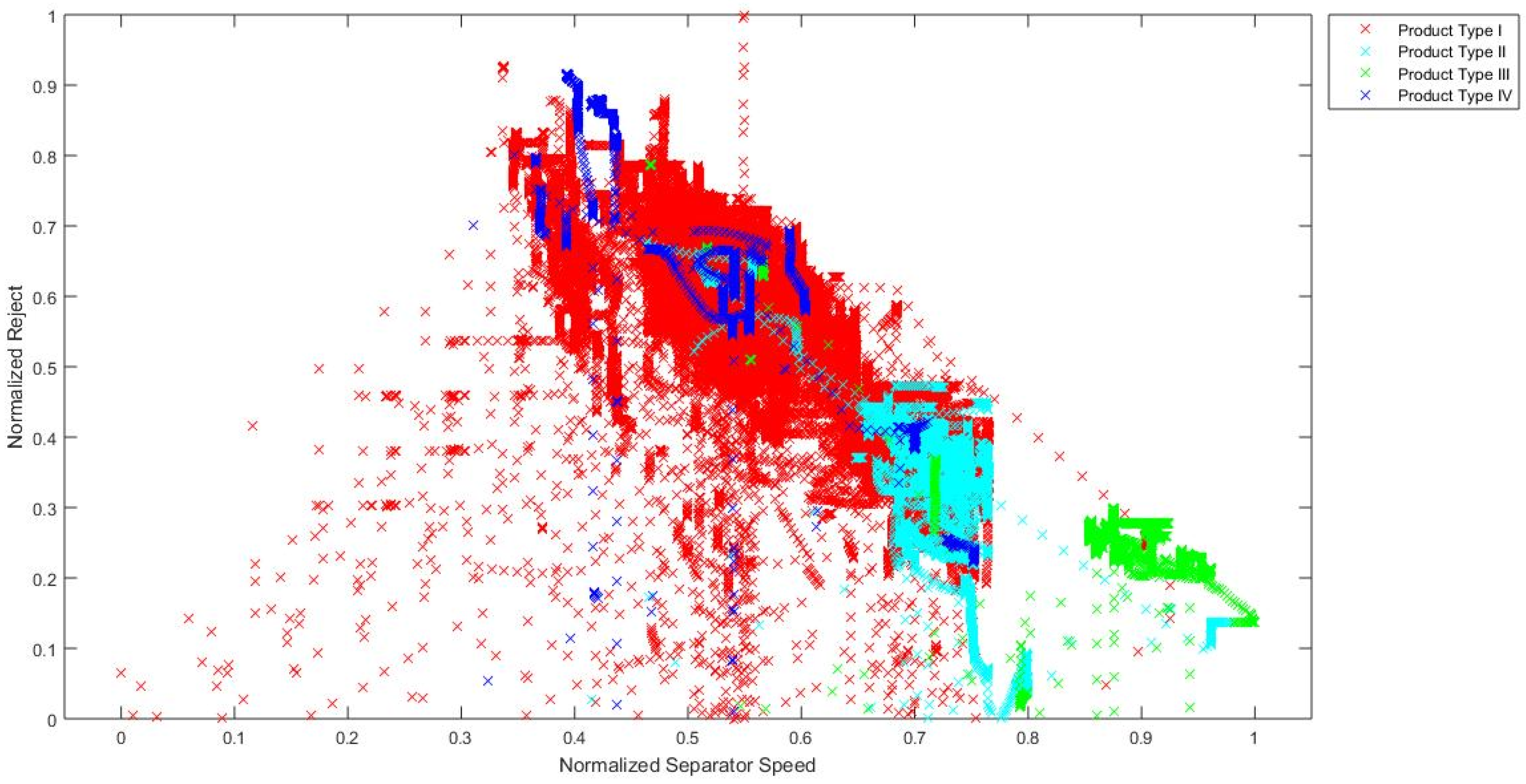
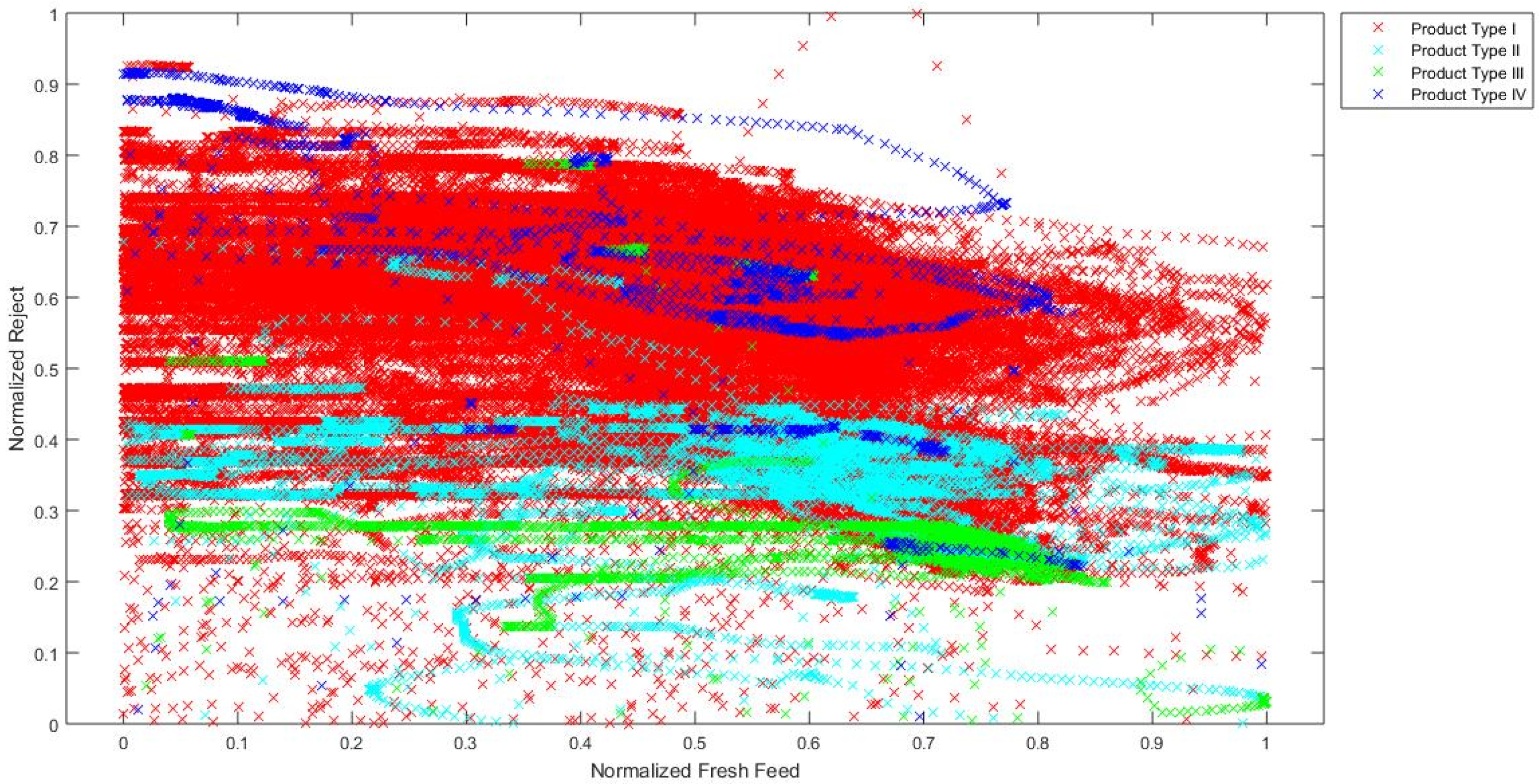
3.2. Data Set and Data Processing
3.3. Results
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhao, Y.; Ding, B.; Zhang, Y.; Yang, L.; Hao, X. Online cement clinker quality monitoring: A soft sensor model based on multivariate time series analysis and CNN. ISA Trans. 2021, 117, 180–195. [Google Scholar] [CrossRef]
- Yaoyao, B.; Yuanming, Z.; Wenli, D.; Weimin, Z.; Feng, Q. A distributed PCA-TSS based soft sensor for raw meal fineness in VRM system. Control Eng. Pract. 2019, 90, 38–49. [Google Scholar]
- Stanišić, D.; Jorgovanović, N.; Popov, N.; Čongradac, V. Soft sensor for real-time cement fineness estimation. ISA Trans. 2015, 55, 250–259. [Google Scholar] [CrossRef]
- Xu, J.; Fu, D.; Shao, L.; Zhang, X.; Liu, G. A Soft Sensor Modeling of Cement Rotary Kiln Temperature Field Based on Model-Driven and Data-Driven Methods. IEEE Sens. J. 2021, 21, 27632–27639. [Google Scholar] [CrossRef]
- Liu, S.; Li, S. A semi-supervised soft sensor method based on vine copula regression and tri-training algorithm for complex chemical processes. J. Process Control 2022, 120, 115–128. [Google Scholar] [CrossRef]
- Gao, S.; Zhang, Y.; Zhang, Y.; Zhang, G. Elman Neural Network Soft-Sensor Model of PVC Polymerization Process Optimized by Chaos Beetle Antennae Search Algorithm. IEEE Sens. J. 2020, 21, 3544–3551. [Google Scholar] [CrossRef]
- Sheng, X.; Ma, J.; Xiong, W. Smart Soft Sensor Design with Hierarchical Sampling Strategy of Ensemble Gaussian Process Regression for Fermentation Processes. Sensors 2020, 20, 1957. [Google Scholar] [CrossRef] [PubMed]
- Fernandez de Canete, J.; del Saz-Orozco, P.; Gómez-de-Gabriel, J.; Baratti, R.; Ruano, A.; Rivas-Blanco, I. Control and soft sensing strategies for a wastewater treatment plant using a neuro-genetic approach. Comput. Chem. Eng. 2021, 144, 107146. [Google Scholar] [CrossRef]
- Chhabra, H.; Jesubalan, N.G.; Rathore, A.S. Soft sensor based rapid detection of trace chlorine dioxide (ClO2) concentration in water. Water Res. 2023, 242, 120231. [Google Scholar] [CrossRef]
- Lima, R.P.G.; Mauricio Villanueva, J.M.; Gomes, H.P.; Flores, T.K.S. Development of a Soft Sensor for Flow Estimation in Water Supply Systems Using Artificial Neural Networks. Sensors 2022, 22, 3084. [Google Scholar] [CrossRef]
- Du, J.; Zhang, J.; Yang, L.; Li, X.; Guo, L.; Song, L. Mechanism Analysis and Self-Adaptive RBFNN Based Hybrid Soft Sensor Model in Energy Production Process: A Case Study. Sensors 2022, 22, 1333. [Google Scholar] [CrossRef]
- Ferreira, J.; Pedemonte, M.; Torres, A.I. Development of a machine learning-based soft sensor for an oil refinery’s distillation column. Comput. Chem. Eng. 2022, 161, 107756. [Google Scholar] [CrossRef]
- Abdul Jalee, E.; Aparna, K. Neuro-Fuzzy Soft Sensor Estimator for Benzene Toluene Distillation Column. Proc. Technol. 2016, 25, 92–99. [Google Scholar] [CrossRef]
- Yuan, X.; Qi, S.; Wang, J.; Xia, H. A dynamic CNN for nonlinear dynamic feature learning in soft sensor modeling of industrial process data. Control Eng. Pract. 2020, 104, 104614. [Google Scholar] [CrossRef]
- Blažič, A.; Škrjanc, I.; Logar, V. Soft sensor of bath temperature in an electric arc furnace based on a data-driven Takagi–Sugeno fuzzy model. Appl. Soft Comput. 2021, 113, 107949. [Google Scholar] [CrossRef]
- Souza, F.; Araújo, R. Online Mixture of Univariate Linear Regression Models for Adaptive Soft Sensors. IEEE Trans. Ind. Inform. 2014, 10, 937–945. [Google Scholar] [CrossRef]
- Yu, F.W.; Chan, K.T. Assessment of operating performance of chiller systems using cluster analysis. Int. J. Therm. Sci. 2012, 53, 148–155. [Google Scholar] [CrossRef]
- Chen, S.; Cowan, C.F.N.; Grant, P.M. Orthogonal Least Squares Learning Algorithm for Radial Basis Function Networks. IEEE Trans. Neural Netw. 1991, 2, 302–309. [Google Scholar] [CrossRef] [PubMed]
- Samanta, B. Radial Basis Function Network for Ore Grade Estimation. Nat. Resour. Res. 2010, 19, 91–102. [Google Scholar] [CrossRef]
- Billings, S.A.; Zheng, G.L. Radial Basis Function Network Configuration Using Genetic Algorithms. Neural Netw. 1995, 8, 877–890. [Google Scholar] [CrossRef]
- Sarimveis, H.; Alexandridis, A.; Tsekouras, G.; Bafas, G. A Fast and Efficient Algorithm for Training Radial Basis Function Neural Networks Based on a Fuzzy Partition of the Input Space. Ind. Eng. Chem. Res. 2002, 41, 751–759. [Google Scholar] [CrossRef]
- Ghodsi, A.; Schuurmans, D. Automatic basis selection techniques for RBF networks. Neural Netw. 2003, 16, 809–816. [Google Scholar] [CrossRef] [PubMed]
- Chiu, S. Fuzzy Model Identification Based on Cluster Estimation. J. Intell. Fuzzy Syst. 1994, 2, 267–278. [Google Scholar] [CrossRef]
- Gurumoorthy, A.; Kosanovich, K.A. Improving the Prediction Capability of Radial Basis Function Networks. Ind. Eng. Chem. Res. 1998, 37, 3956–3970. [Google Scholar] [CrossRef]
- Thompson, M.; Kramer, M. Modeling Chemical Processes Using Prior Knowledge and Neural Networks. AIChE J. 1994, 40, 1328–1340. [Google Scholar] [CrossRef]
- Marinaroa, M.; Scarpetta, S. On-line learning in RBF neural networks: A stochastic approach. Neural Netw. 2000, 13, 719–729. [Google Scholar] [CrossRef]
- Haykin, S. Neural Networks and Learning Machines; Pearson Education: Cranbury, NJ, USA, 2009. [Google Scholar]
- Aikaike, H. A New Look at the Statistical Model Identification. IEEE Trans. Autom. Control 1974, 19, 716–723. [Google Scholar] [CrossRef]
- Sugiura, N. Further analysts of the data by Akaike’s information criterion and the finite corrections. Commun. Stat. Theory Methods 1978, 7, 13–25. [Google Scholar] [CrossRef]
- Mejić, L.; Stanišić, D.; Ilić, V.; Jakovljević, B.; Jorgovanović, N. A novel algorithm for dead time estimation between soft sensor inputs and output. Comput. Chem. Eng. 2019, 124, 153–161. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Signal Name | Time Delay [Minutes] |
|---|---|
| Mill fresh feed | 19 |
| Electrical ear chamber 2 | 19 |
| Mill reject | 25 |
| Pressure after mill | 14 |
| Pressure before mill | 28 |
| Mill reject | 1 |
| Rotational speed of separator | 0 |
| Electrical ear chamber 2 | 1 |
| Electrical ear chamber 1 | 18 |
| Temperature of final product | 2 |
| Soft Sensor | MSE | R2 |
|---|---|---|
| RBF ANN (proposed by this paper) | 0.0103 | 0.7953 |
| FF ANN (proposed in [3]) | 0.0167 | 0.4725 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Stanišić, D.; Mejić, L.; Jorgovanović, B.; Ilić, V.; Jorgovanović, N. An Algorithm for Soft Sensor Development for a Class of Processes with Distinct Operating Conditions. Sensors 2024, 24, 1948. https://doi.org/10.3390/s24061948
Stanišić D, Mejić L, Jorgovanović B, Ilić V, Jorgovanović N. An Algorithm for Soft Sensor Development for a Class of Processes with Distinct Operating Conditions. Sensors. 2024; 24(6):1948. https://doi.org/10.3390/s24061948
Chicago/Turabian StyleStanišić, Darko, Luka Mejić, Bojan Jorgovanović, Vojin Ilić, and Nikola Jorgovanović. 2024. "An Algorithm for Soft Sensor Development for a Class of Processes with Distinct Operating Conditions" Sensors 24, no. 6: 1948. https://doi.org/10.3390/s24061948
APA StyleStanišić, D., Mejić, L., Jorgovanović, B., Ilić, V., & Jorgovanović, N. (2024). An Algorithm for Soft Sensor Development for a Class of Processes with Distinct Operating Conditions. Sensors, 24(6), 1948. https://doi.org/10.3390/s24061948