
Damage Monitoring of Steel Bars Based on Torsional Guided Waves


Abstract
:1. Introduction
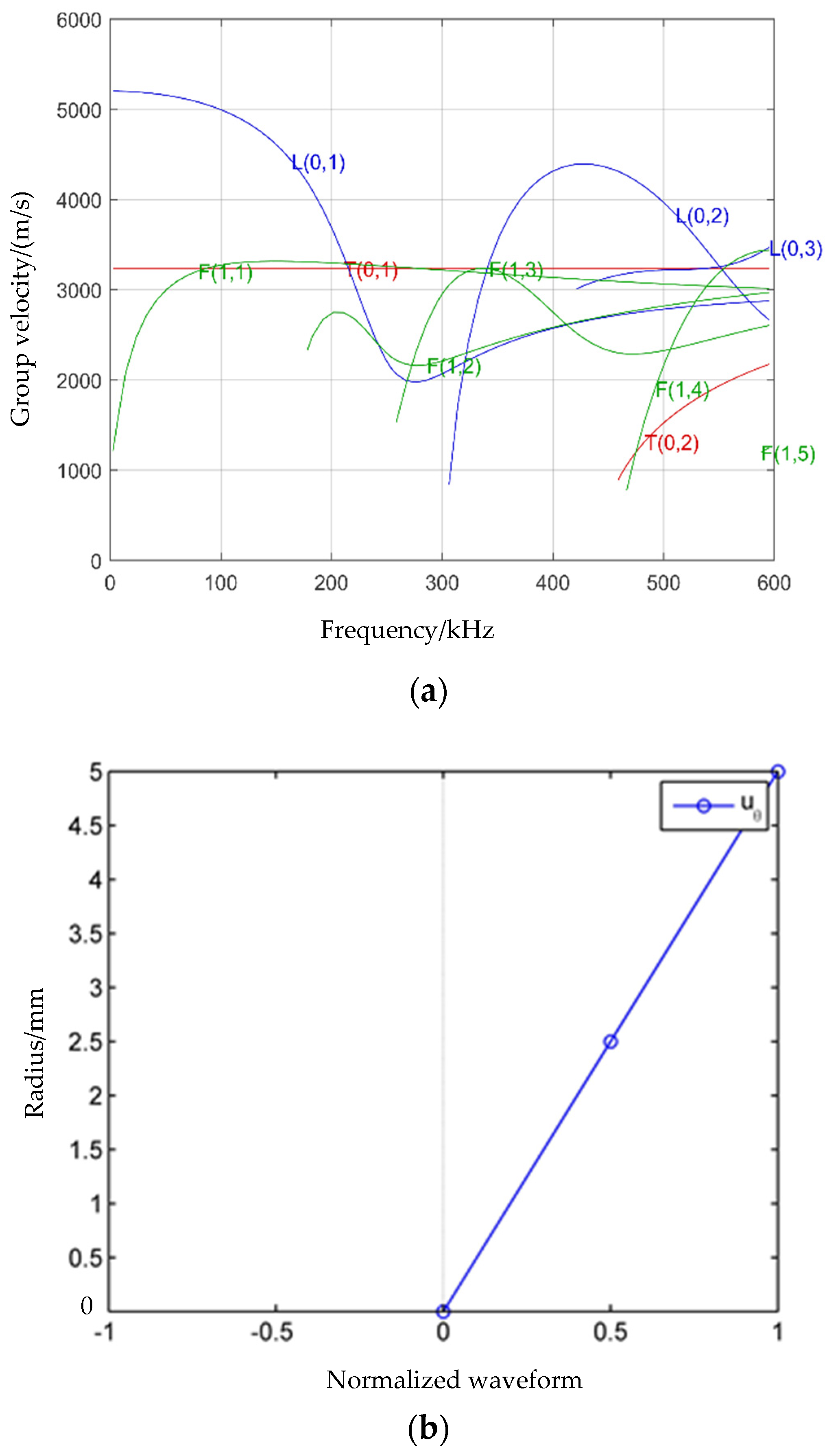
2. Fundamental Properties of Torsional-Mode Guided Wave T (0, 1)
3. Numerical Simulation of Defect Identification in Steel Bars Based on T (0, 1)
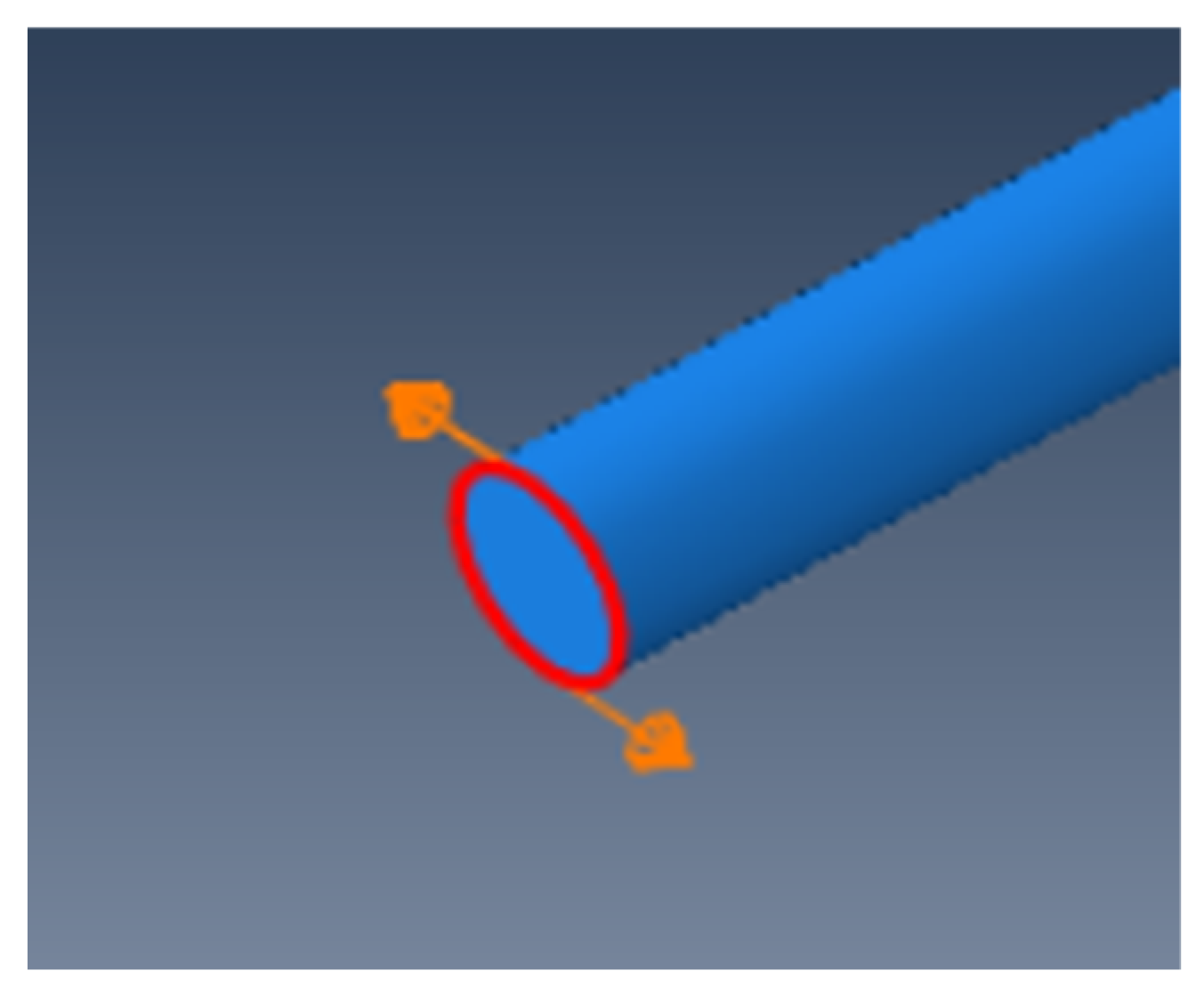
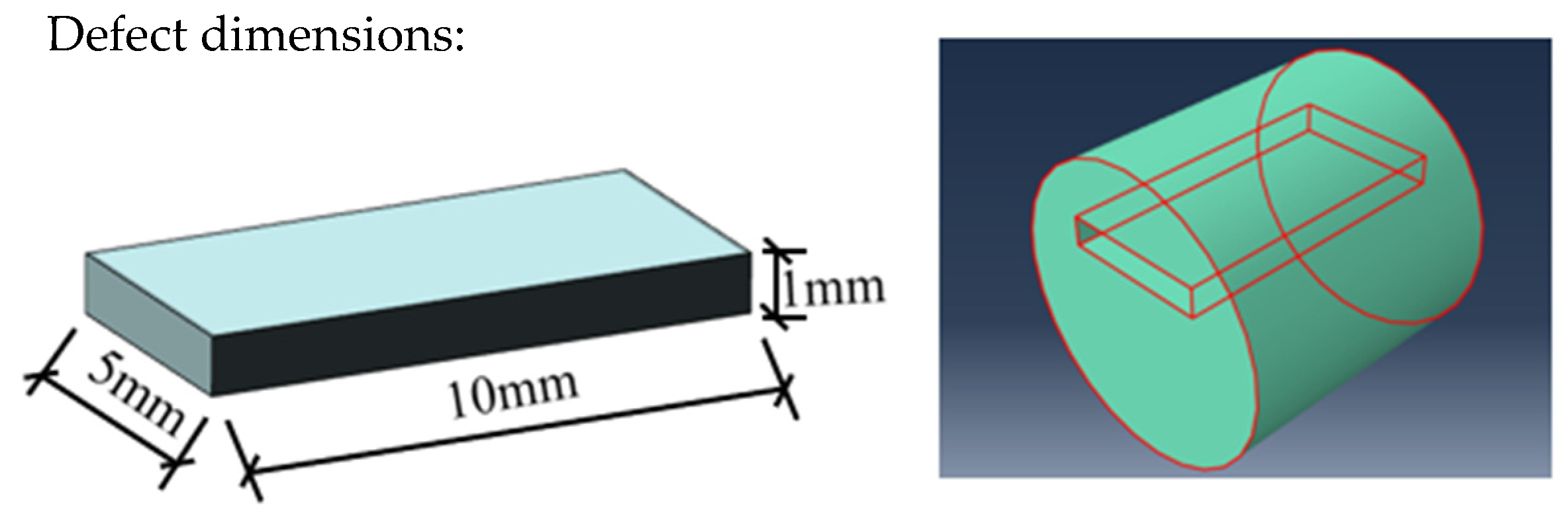
3.1. Case I: Circular Surface Defects
3.1.1. Modeling and Signal Processing
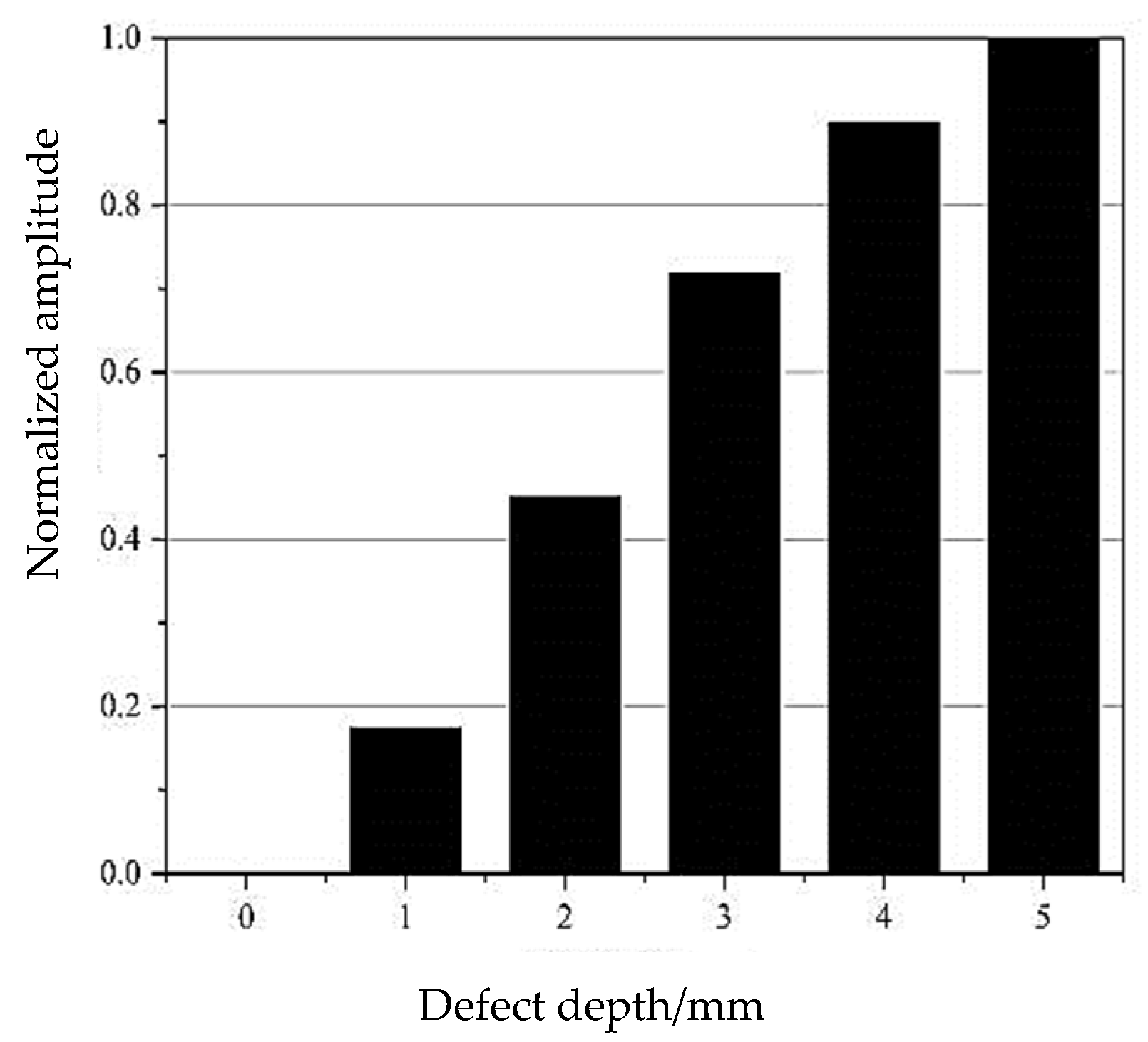
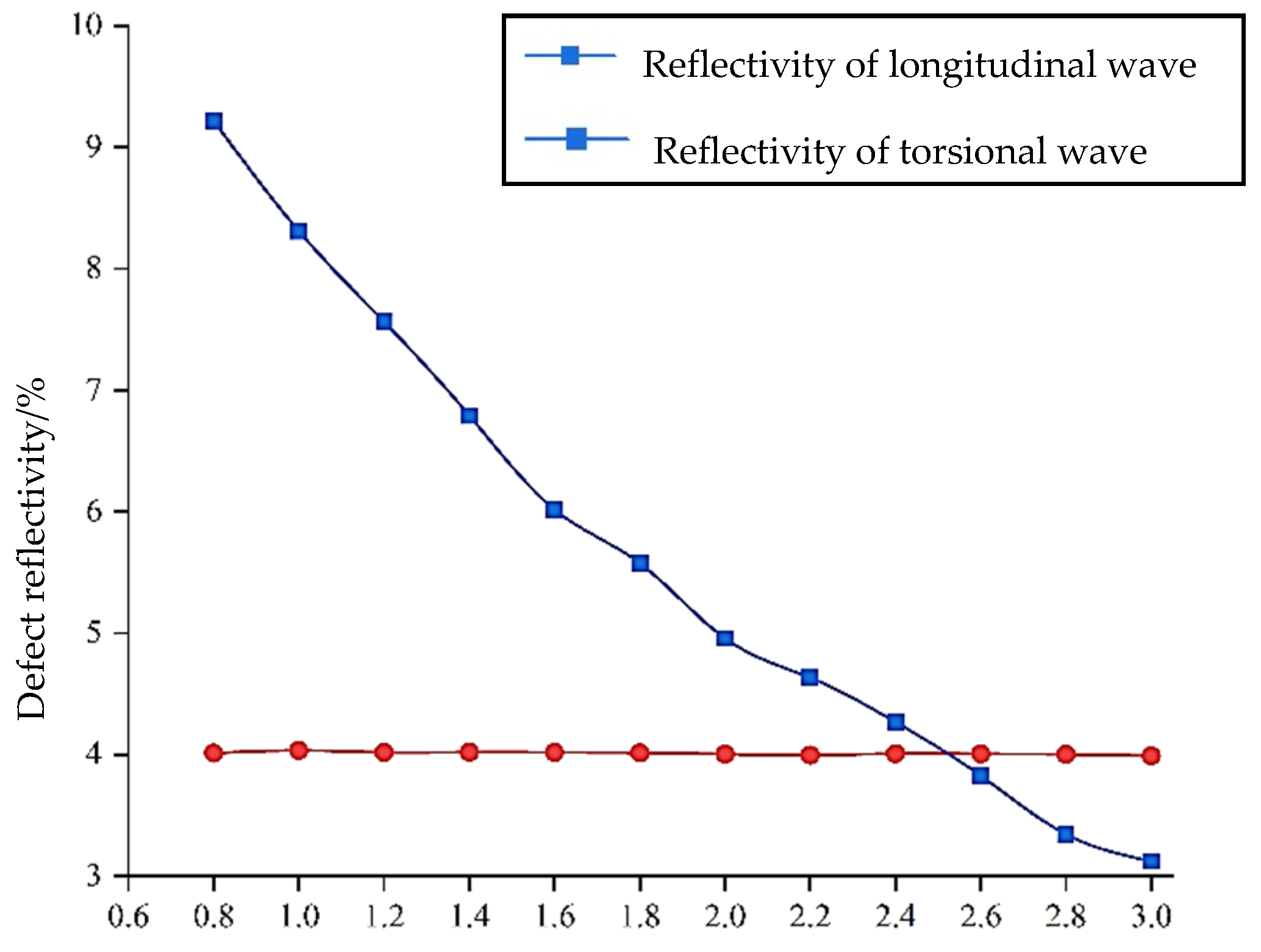
3.1.2. Comparison of Sensitivity to Defect Depth between Longitudinal and Torsional Waves
3.1.3. The Effect of Frequency on Defect Monitoring When Using Torsional Waves
3.2. Case II: Internal Defects
3.2.1. Comparison of Sensitivity to Shallow Surface Defect Monitoring between Longitudinal and Torsional Waves
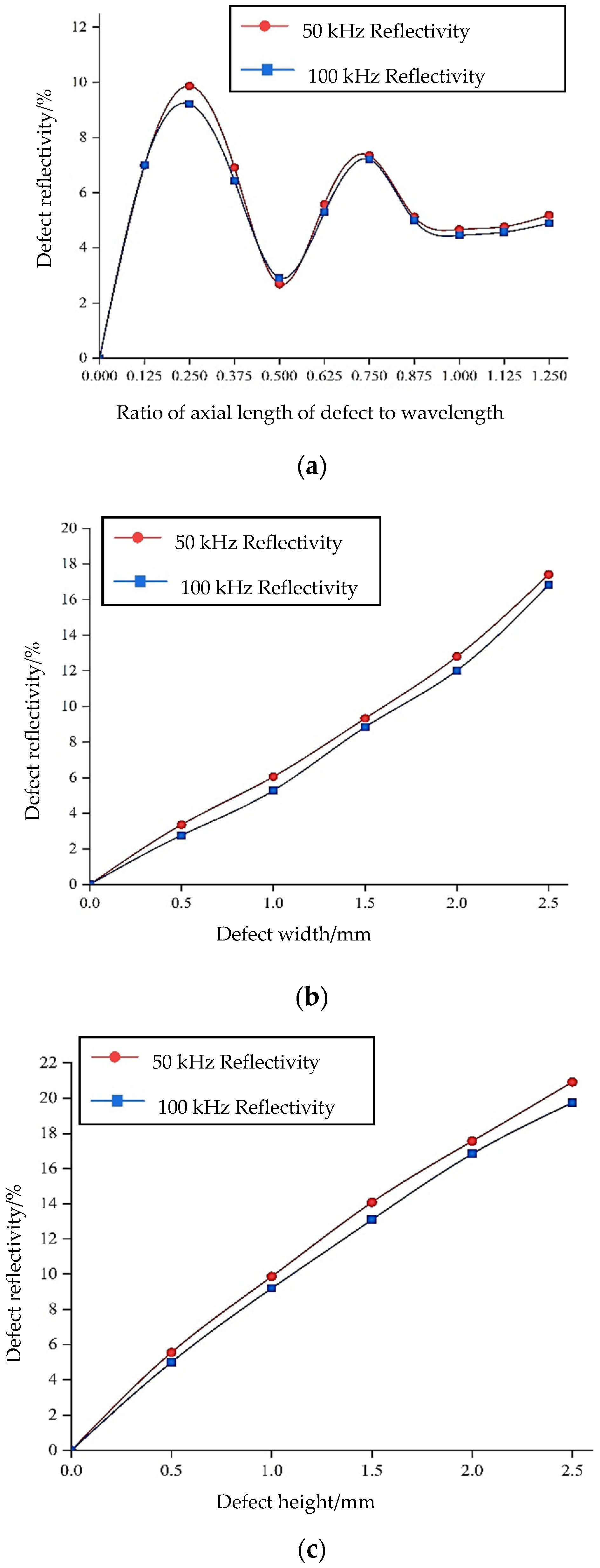
3.2.2. Influence of Three-Dimensional Changes in Shallow Surface Defects on Monitoring
3.3. Case III: Uniform Damage Defects
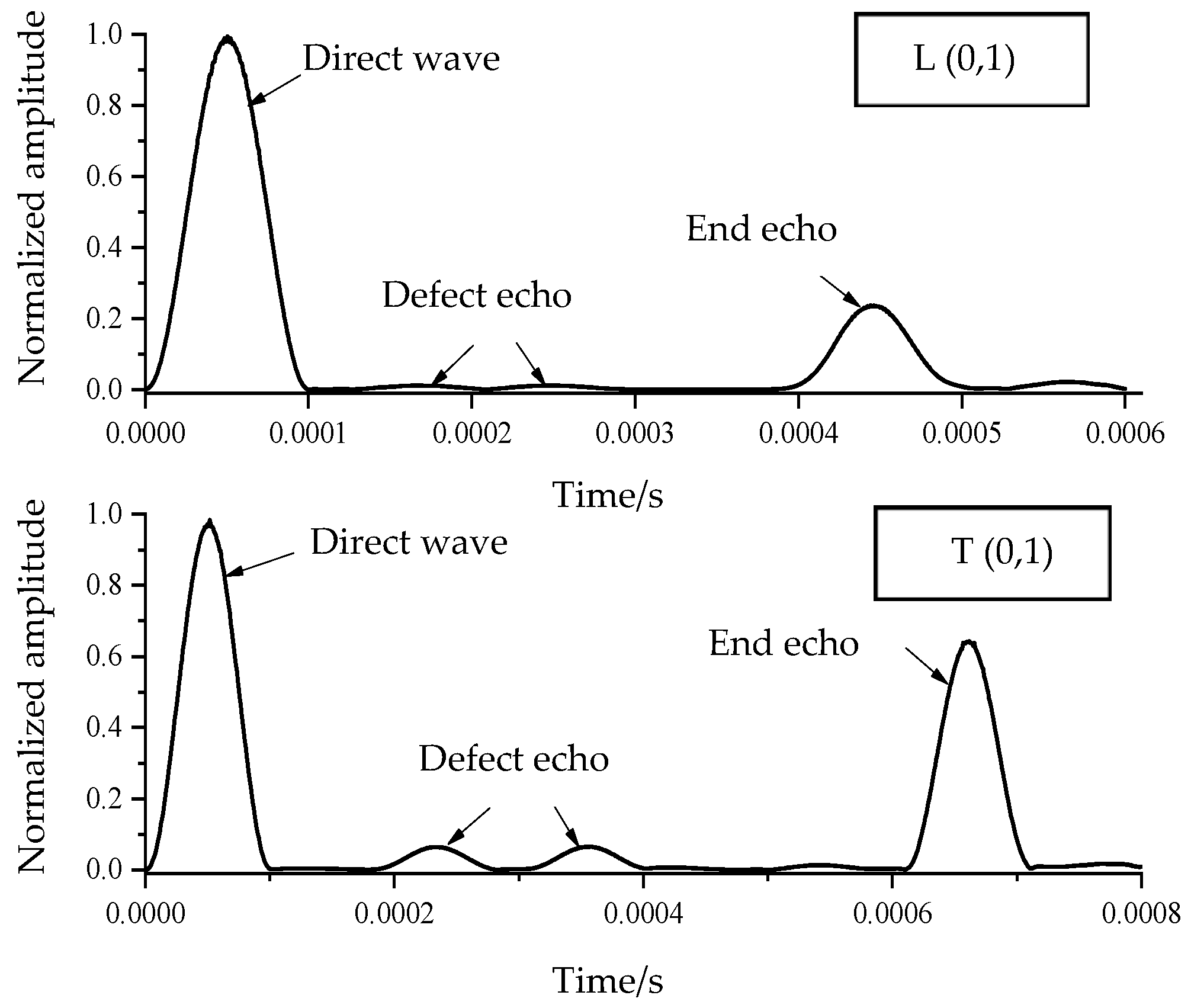
3.3.1. Comparison of Sensitivity to Uniform Damage Defect Monitoring between Longitudinal and Torsional Waves
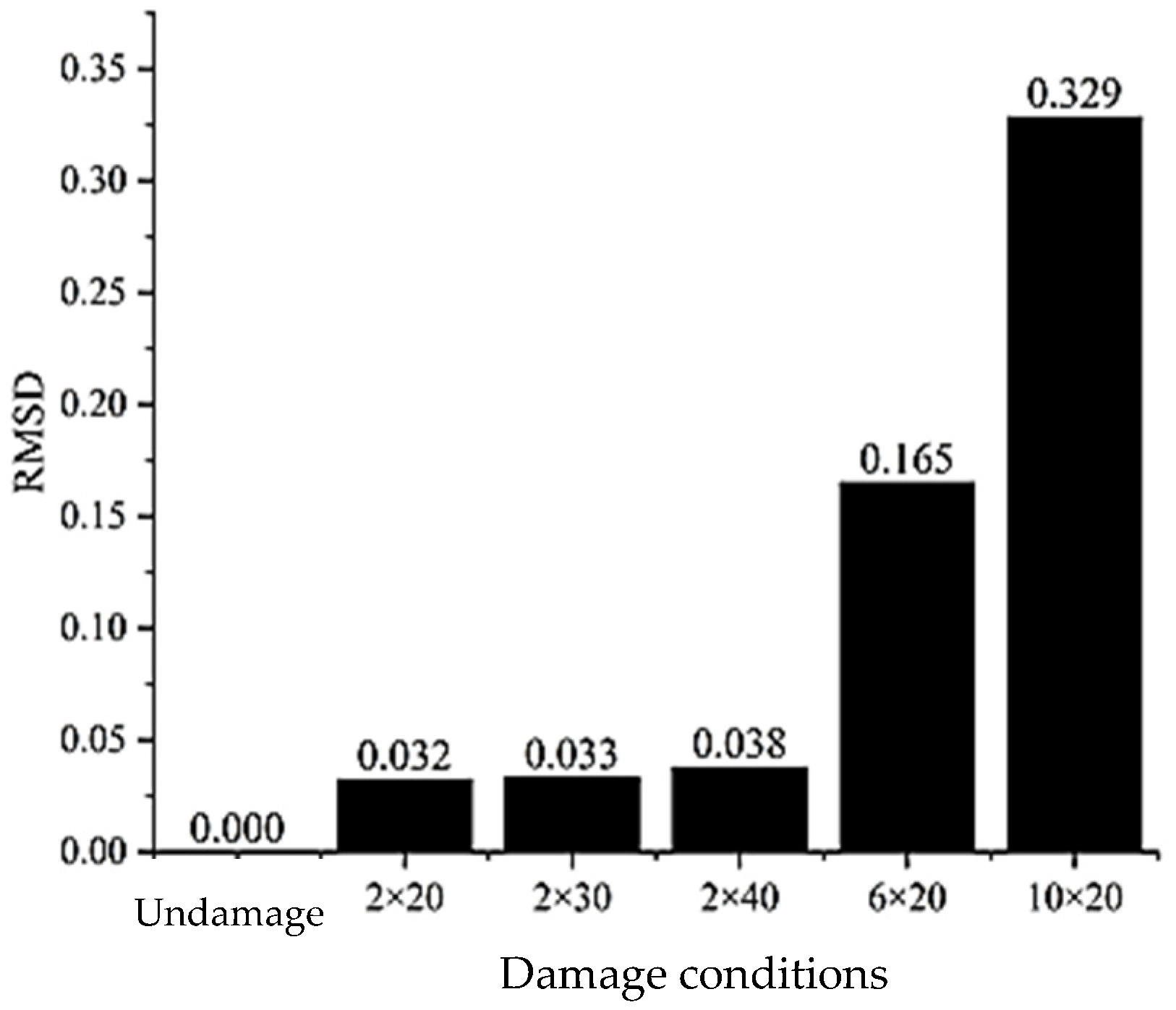
3.3.2. Identification of Uniform Damage Defects on a Steel Bar
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ge, H.; Huat, D.C.K.; Koh, C.G.; Dai, G.; Yu, Y. Guided wave-based rail flaw detection technologies: State-of-the-art review. Struct. Health Monit. 2021, 21, 1287–1308. [Google Scholar] [CrossRef]
- Chillara, V.K.; Lissenden, C.J. Review of nonlinear ultrasonic guided wave nondestructive evaluation: Theory, numerics, and experiments. Opt. Eng. 2016, 55, 011002. [Google Scholar] [CrossRef]
- Chia, C.C.; Lee, S.Y.; Harmin, M.Y.; Choi, Y.; Lee, J.R. Guided ultrasonic waves propagation imaging: A review. Meas. Sci. Technol. 2023, 34, 052001. [Google Scholar] [CrossRef]
- Trokhimchuk, M.; Bakhracheva, Y. Accident prevention and diagnostics of underground pipeline systems. IOP Conf. Ser. Mater. Sci. Eng. 2017, 262, 012171. [Google Scholar] [CrossRef]
- Girgin, S.; Krausmann, E. Historical analysis of U.S. onshore hazardous liquid pipeline accidents triggered by natural hazards. J. Loss Prev. Process Ind. 2016, 40, 578–590. [Google Scholar] [CrossRef]
- Ling, E.H.; Abdul Rahim, R.H. A review on ultrasonic guided wave technology. Aust. J. Mech. Eng. 2017, 15, 32–44. [Google Scholar] [CrossRef]
- Kim, Y.Y.; Kwon, Y.E. Review of magnetostrictive patch transducers and applications in ultrasonic nondestructive testing of waveguides. Ultrasonics 2015, 62, 3–19. [Google Scholar] [CrossRef]
- Ervin, B.L.; Reis, H. Longitudinal guided waves for monitoring corrosion in reinforced mortar. Meas. Sci. Technol. 2008, 19, 055702. [Google Scholar] [CrossRef]
- Amjad, U.; Yadav, S.K.; Kundu, T. Detection and quantification of diameter reduction due to corrosion in reinforcing steel bars. Struct. Health Monit. 2015, 4, 532–543. [Google Scholar] [CrossRef]
- Alireza, F.; Salvatore, S. Reference-free corrosion damage diagnosis in steel strands using guided ultrasonic waves. Ultrasonics 2015, 57, 198–208. [Google Scholar]
- Xu, C.; Yang, Z.; Chen, X.; Tian, S.; Xie, Y. A guided wave dispersion compensation method based on compressed sensing. Mech. Syst. Signal Process. 2018, 103, 89–104. [Google Scholar] [CrossRef]
- Li, C.; Yang, R.J.; Gu, J.; Wang, S.; Zhang, X. Optimized Design of Torsional Guided wave Magnetostrictive Patch Transducer Based on Reversed Wiedemann Effect. J. Nondestruct. Eval. 2023, 42, 26. [Google Scholar] [CrossRef]
- Miao, H.C.; Huan, Q.; Wang, Q.; Li, F. A new omnidirectional shear horizontal wave transducer using face-shear (d24) piezoelectric ring array. Ultrasonics 2017, 74, 167–173. [Google Scholar] [CrossRef] [PubMed]
- Miao, H.C.; Huan, Q.; Wang, Q.Z.; Li, F.X. Excitation and reception of single torsional wave T (0, 1) mode in pipes using face-shear d24 piezoelectric ring array. Smart Mater. Struct. 2017, 26, 025021. [Google Scholar] [CrossRef]
- Huan, Q.; Chen, M.T.; Li, F.X. Long-distance structural health monitoring of buried pipes using pitch-catch T (0,1) wave piezoelectric ring array transducers. Ultrasonics 2020, 106, 106162. [Google Scholar] [CrossRef] [PubMed]
- Yeung, C.; Ng, C.T. Time-domain spectral finite element method for analysis of torsional guided waves scattering and mode conversion by cracks in pipes. Mech. Syst. Signal Process. 2019, 128, 305–317. [Google Scholar] [CrossRef]
- Yeung, C.; Ng, C.T.; Yin, T.; He, Y.; Chen, L. Investigation of nonlinear torsional guided wave mixing in pipes buried in soil. Eng. Struct. 2022, 173, 115089. [Google Scholar]
- Lei, Y.; Zheng, Z.P. Review of physical based techniques for monitoring corrosion in reinforced concrete. Math. Probl. Eng. 2013, 2013, 953930. [Google Scholar] [CrossRef]
- Zheng, Z.P.; Lei, Y. Effects of concrete on propagation characteristics of guided wave in steel bar embedded in concrete. Shock Vib. 2014, 2014, 910750. [Google Scholar] [CrossRef]
- Zheng, Z.P.; Lei, Y.; Xue, X. Numerical simulation of monitoring corrosion in reinforced concrete based on ultrasonic guided waves. Sci. World J. 2014, 2014, 752494. [Google Scholar] [CrossRef]
- Zheng, Z.P.; Zheng, Z.H. Circumferential Damage Monitoring of Steel Pipe Using a Radar Map Based on Torsional Guided Waves. Sensors 2023, 23, 8734. [Google Scholar] [CrossRef] [PubMed]
- Seco, F.; Antonio, R.J. Modelling the Generation and Propagation of Ultrasonic Signals in Cylindrical Waveguides. In Ultrasonic Waves; Intech Open: Rijeka, Croatia, 2012. [Google Scholar] [CrossRef]
- Alleyne, D.; Cawley, P. A 2-dimensional Fourier-transform method for the measurement of propagating multimode signals. J. Acoust. Soc. Am. 1991, 89, 1159–1168. [Google Scholar] [CrossRef]
- Feldman, M. Hilbert transform in vibration analysis. Mech. Syst. Signal Process. 2011, 25, 735–802. [Google Scholar] [CrossRef]
- Wang, S.J.; Li, C.; Ma, X.H.; Liang, Q.; Zhai, G. Broadband torsional guided wave magnetostrictive patch transducer with circumferential alternating permanent magnet array for structural health monitoring. Ultrasonics 2022, 125, 106805. [Google Scholar] [CrossRef] [PubMed]
- Kanakambaran, K.V.; Balasubramaniam, K. Observing dominant dual-mode second-harmonic (DMSH) generation in an isotropic nonlinear elastic cylindrical waveguide. J. Vib. Control 2023, in press. [Google Scholar] [CrossRef]
- Demma, A.; Cawley, P.; Lowe, M.; Roosenbrand, A.G. The reflection of the fundamental torsional mode from cracks and notches in pipes. J. Acoust. Soc. Am. 2013, 114, 611–625. [Google Scholar] [CrossRef]
- Xu, J.; Chen, G.; Xu, J.; Zhang, Q. Guided Wave Transducer for the Locating Defect of the Steel Pipe Based on the Weidemann Effect. Actuators 2021, 10, 333. [Google Scholar] [CrossRef]
- Kim, Y.W.; Park, K.J. The interaction of fundamental torsional guided waves from axial and oblique defects in pipes. Insight 2021, 63, 334–340. [Google Scholar] [CrossRef]
- Xu, B.; Chen, H.B.; Xia, S. Numerical study on the mechanism of active interfacial debonding detection for rectangular CFSTs based on wavelet packet analysis with piezoceramics. Mech. Syst. Signal Process. 2017, 86, 108–121. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Conditions | First Wave Time/×10−4 s | Front-End Echo Time/×10−4 s | Starting Position of the Defect/m | Position Error/% | End Echo Time/×10−4 s | Time Difference/×10−4 s | Defect Length/m | Length Error/% |
|---|---|---|---|---|---|---|---|---|
| 0.3–0.2–0.5 | 0.513 | 2.360 | 0.2990 | 0.34 | 3.580 | 1.220 | 0.198 | 1.24 |
| 0.6–0.2–0.2 | 0.504 | 4.196 | 0.5977 | 0.03 | 5.408 | 1.212 | 0.196 | 1.89 |
| 0.16–0.32–0.52 | 0.508 | 1.484 | 0.1580 | 1.24 | 3.432 | 1.948 | 0.315 | 1.45 |
| 0.38–0.46–0.16 | 0.513 | 2.856 | 0.3795 | 0.14 | 5.656 | 2.800 | 0.453 | 1.45 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zheng, Z.; Zhang, Z.; Huang, C. Damage Monitoring of Steel Bars Based on Torsional Guided Waves. Sensors 2024, 24, 2047. https://doi.org/10.3390/s24072047
Zheng Z, Zhang Z, Huang C. Damage Monitoring of Steel Bars Based on Torsional Guided Waves. Sensors. 2024; 24(7):2047. https://doi.org/10.3390/s24072047
Chicago/Turabian StyleZheng, Zhupeng, Zihao Zhang, and Cheng Huang. 2024. "Damage Monitoring of Steel Bars Based on Torsional Guided Waves" Sensors 24, no. 7: 2047. https://doi.org/10.3390/s24072047