
MEMS Resonant Beam with Outstanding Uniformity of Sensitivity and Temperature Distribution for Accurate Gas Sensing and On-Chip TGA


Abstract
1. Introduction
2. Design
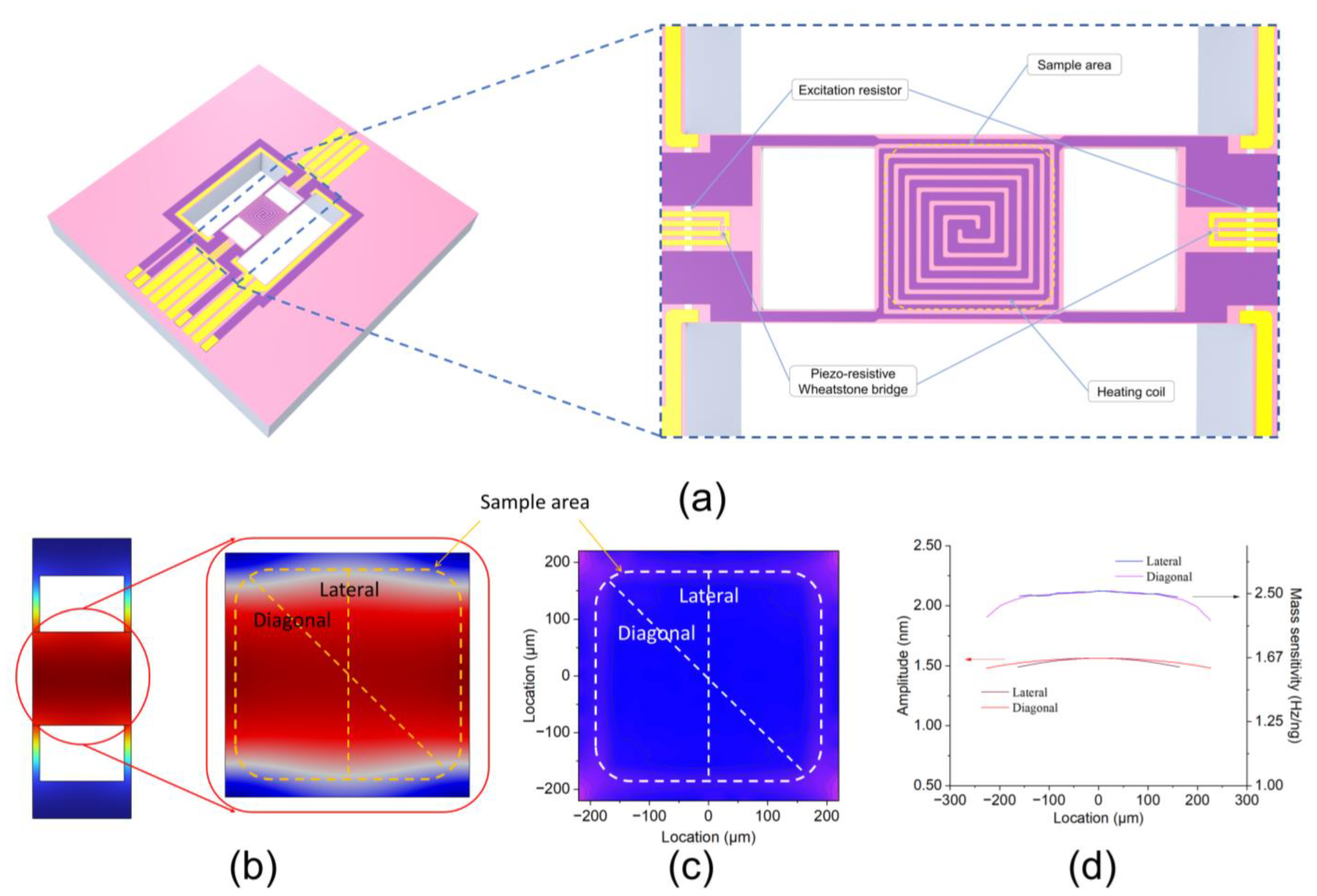
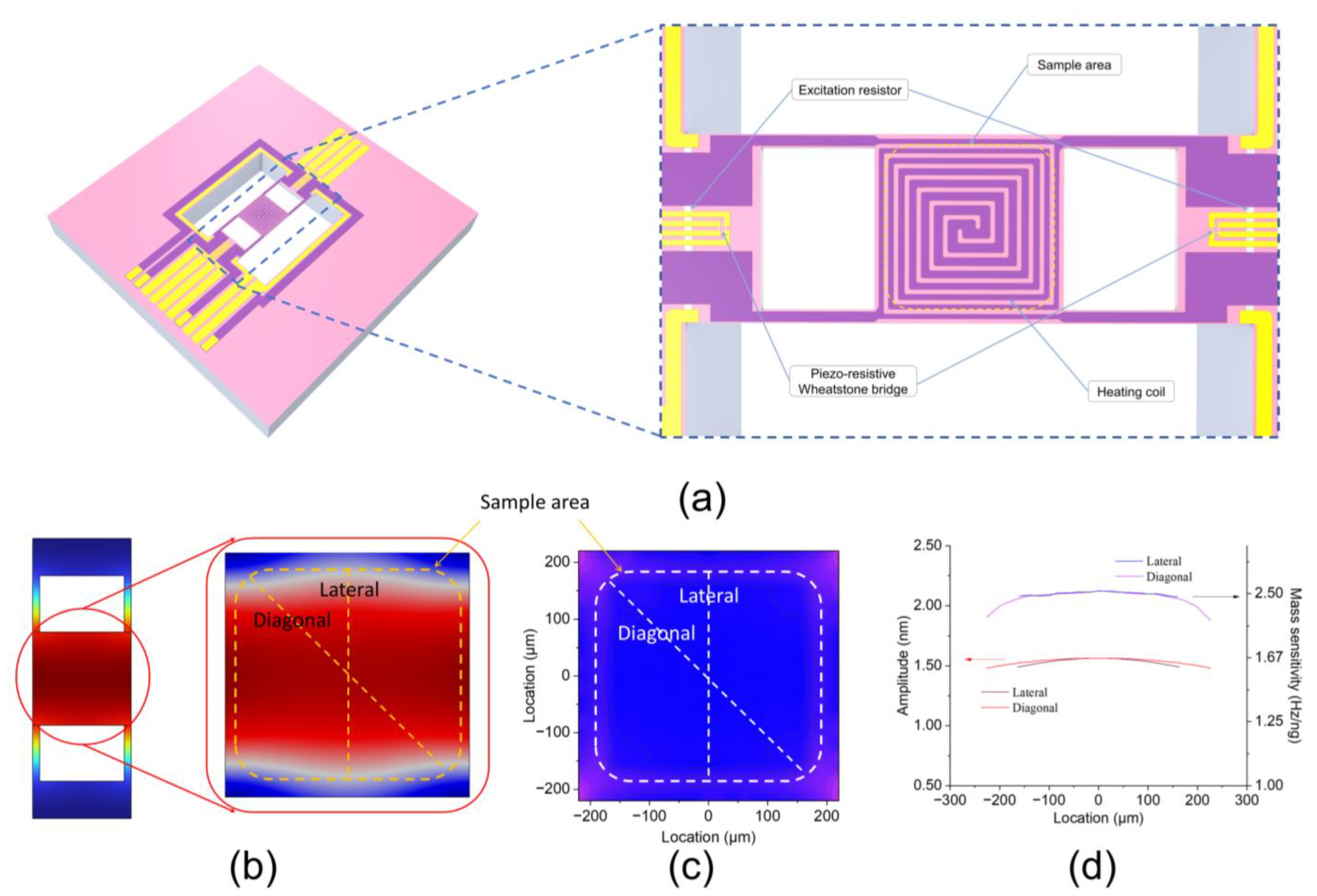
2.1. Structural Design
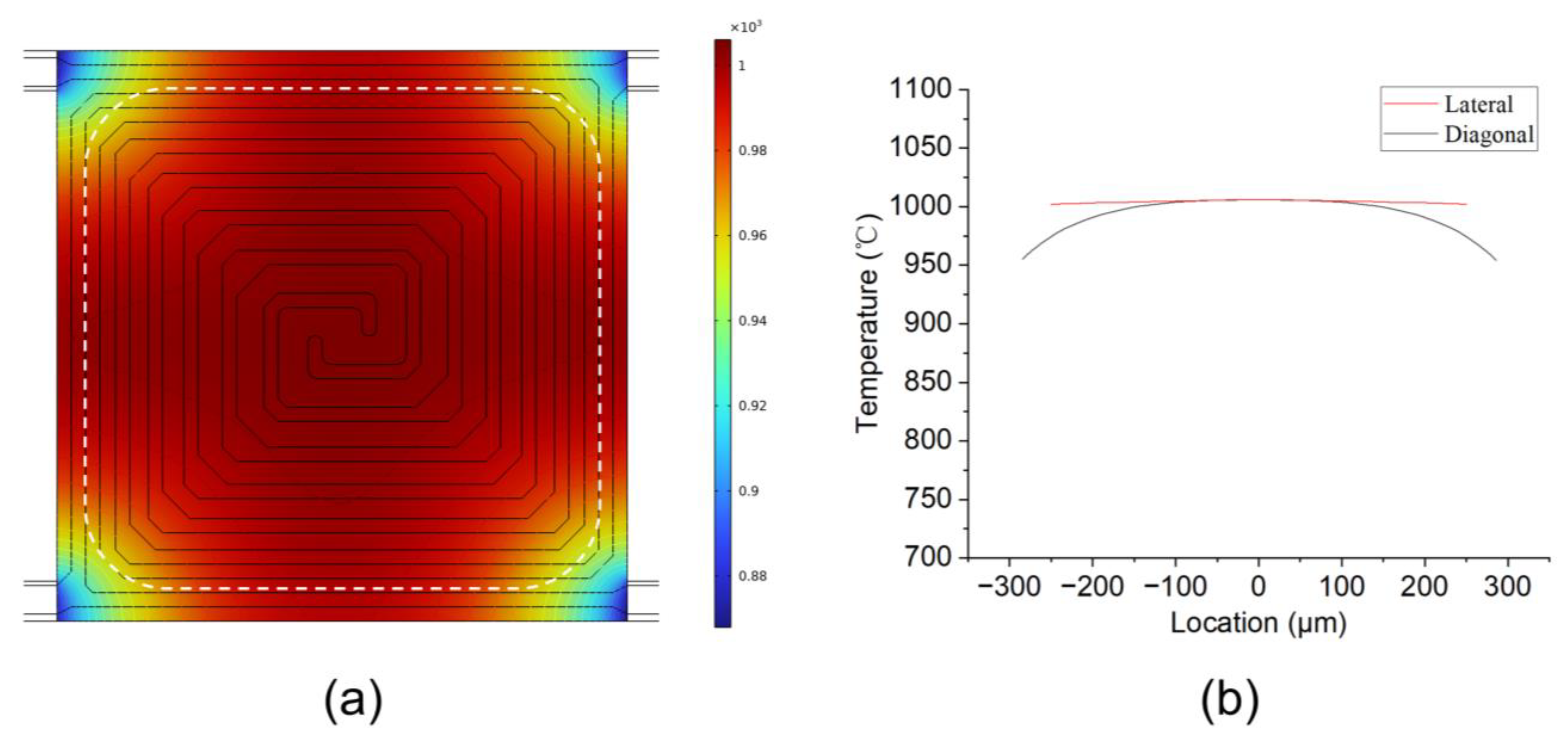
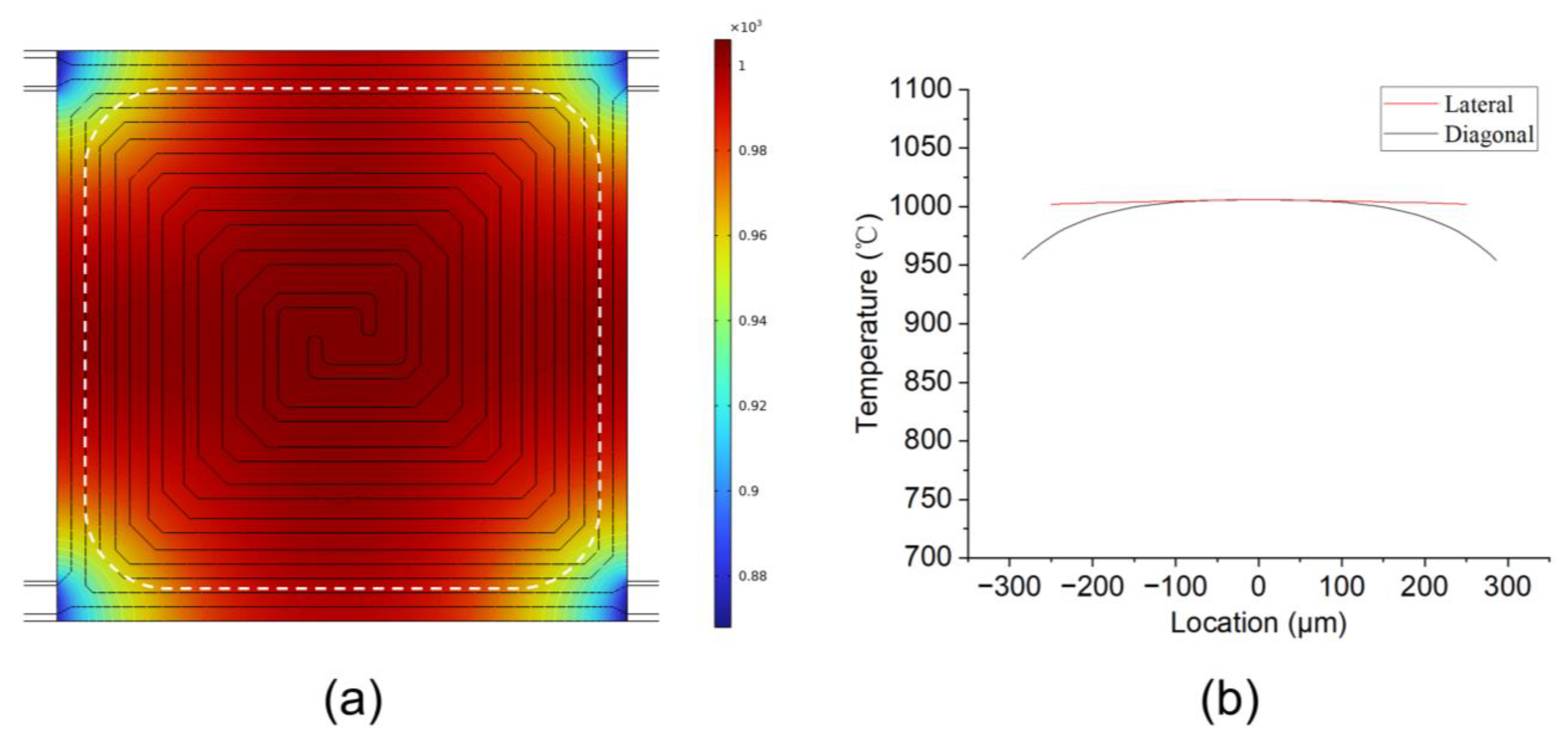
2.2. Heating Design
2.3. Excitation and Detection
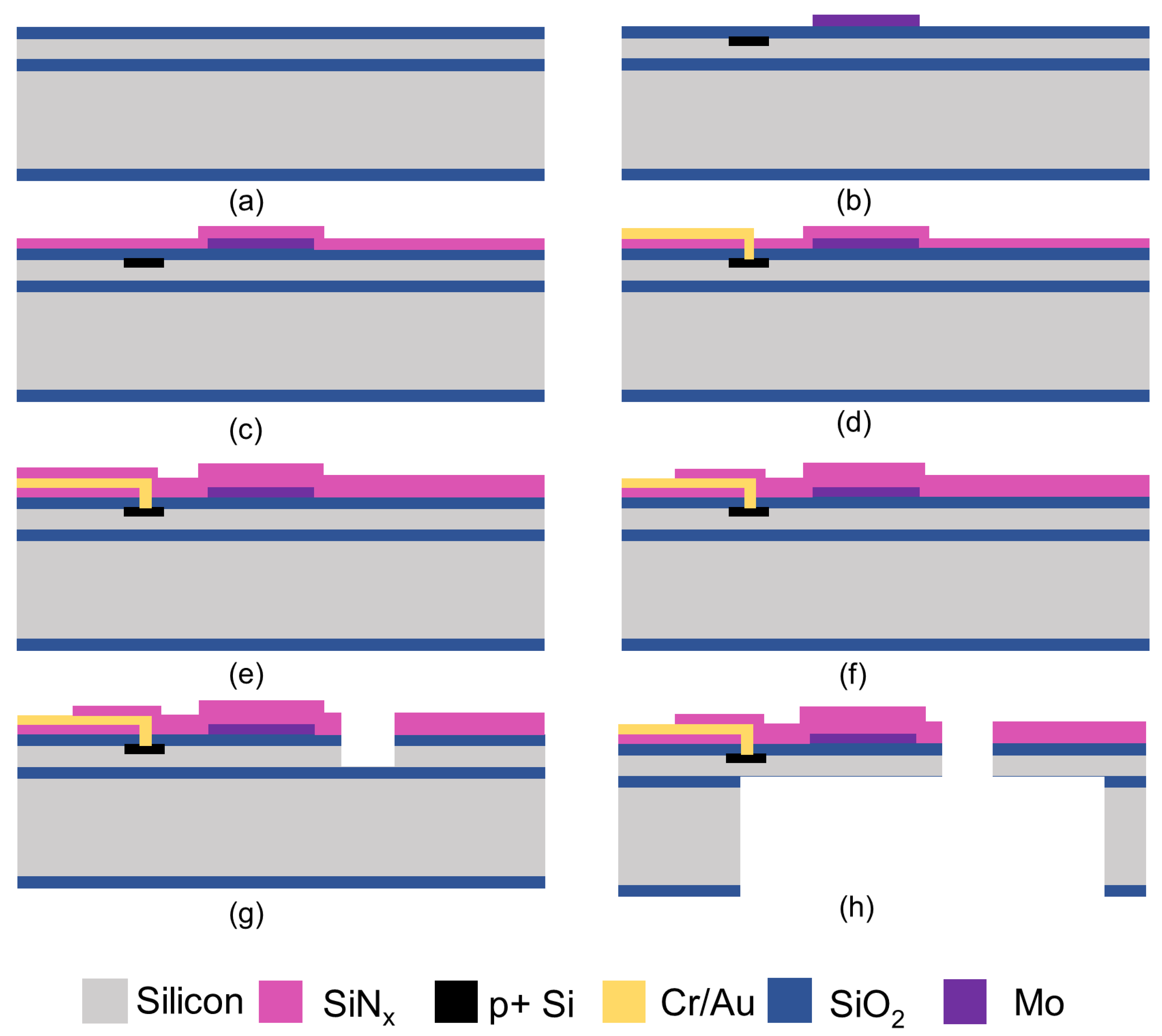
3. Fabrication of the Resonant Beam
- (a)
- First, 300 nm SiO2 was thermally oxidized on the wafer as a passivation layer. Reactive ion etching (RIE) technology was used to create the alignment marks.
- (b)
- The exciting resistors and piezoresistive Wheatstone bridge were created by boron ion implantation, with patterned photoresist as a mask. Then, Mo resistors with 100 nm thickness were sputtered and patterned using lift-off technology.
- (c)
- A 100 nm thick SiNx film was deposited via plasma-enhanced chemical vapor deposition (PECVD) for electric passivation.
- (d)
- RIE technology was employed to open the contact holes. After that, a 330 nm thick Cr/Au composite layer was sputtered and patterned using lift-off technology.
- (e)
- Another 150 nm thick SiNx film was deposited by PECVD for passivation from the external environment.
- (f)
- RIE technology was used to pattern the passivation layer grown in the previous step.
- (g)
- RIE technology was used to selectively remove the three passivation layers until the underlying silicon layer was exposed, and then the exposed silicon layer was etched using deep RIE technology to shape the resonant beam outline.
- (h)
- The wafer was etched from the backside using deep RIE to remove the silicon beneath the beam. After that, the BOX layer was removed via BOE (buffered oxide etch) wet etching.
4. Characterization and Experimental Results
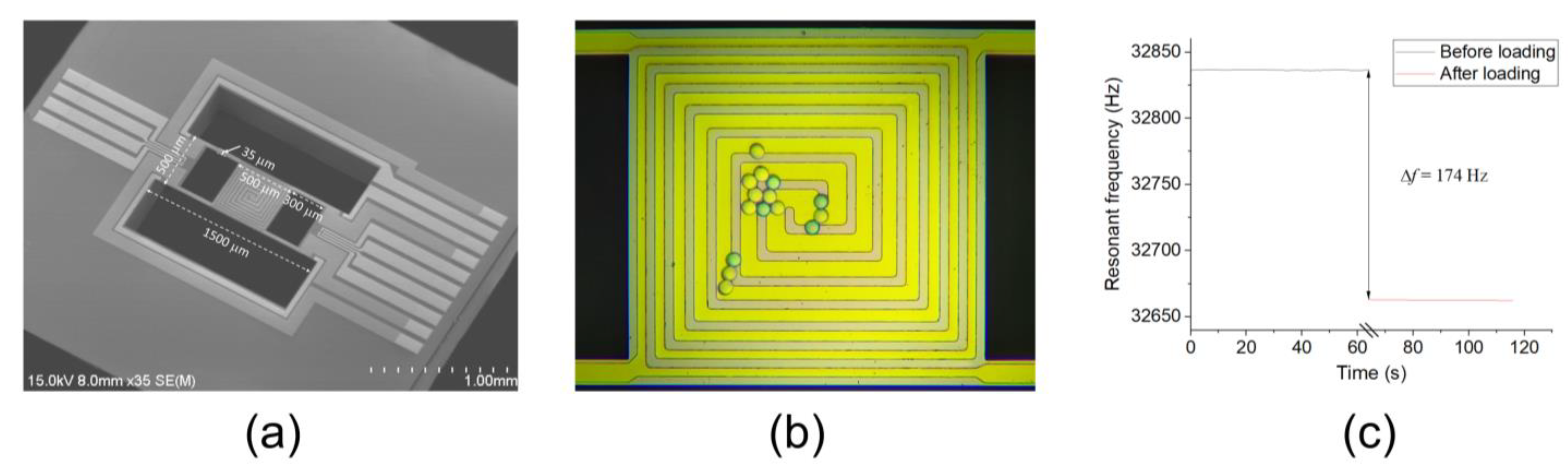
4.1. Mass Sensitivity Test
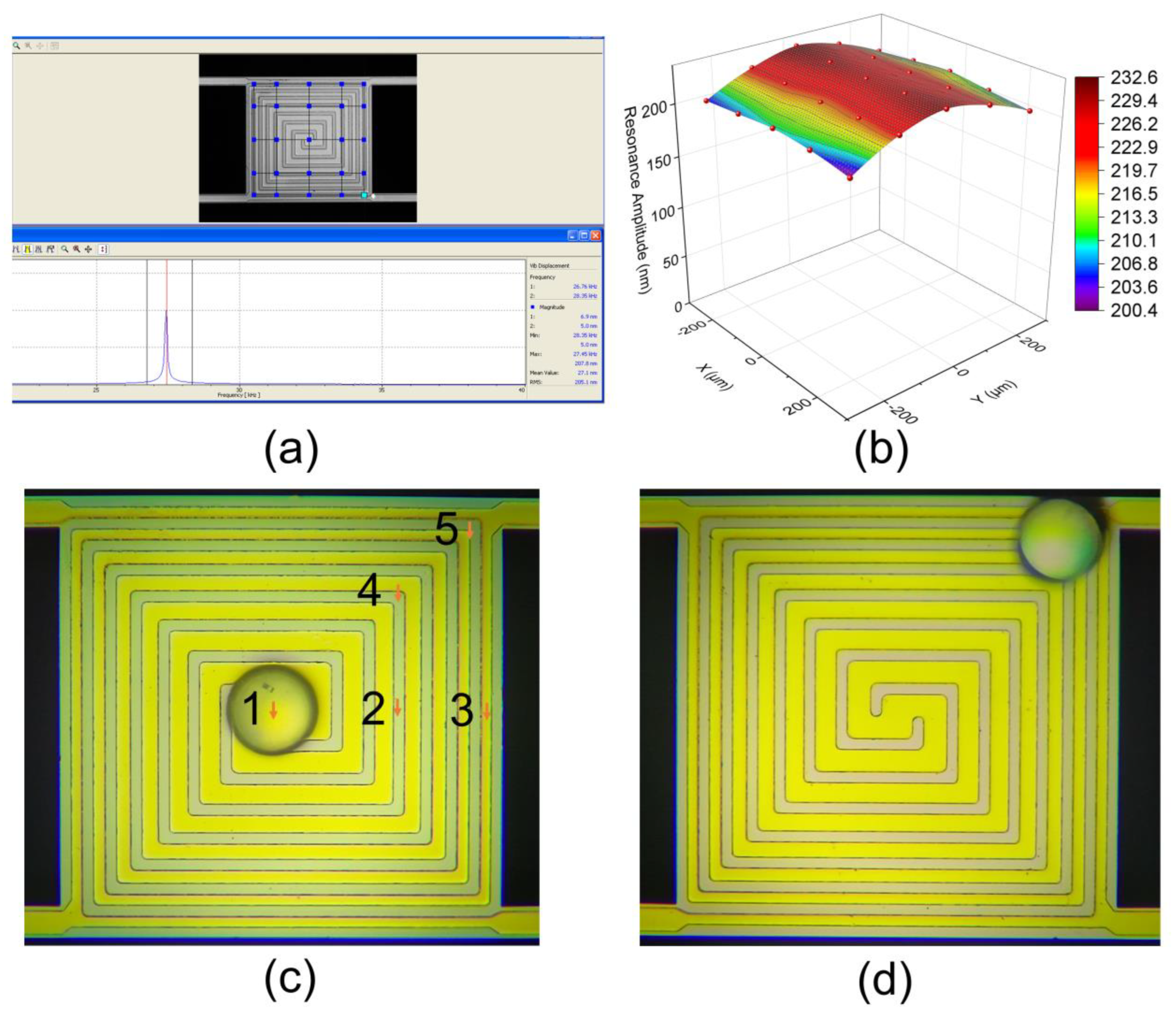
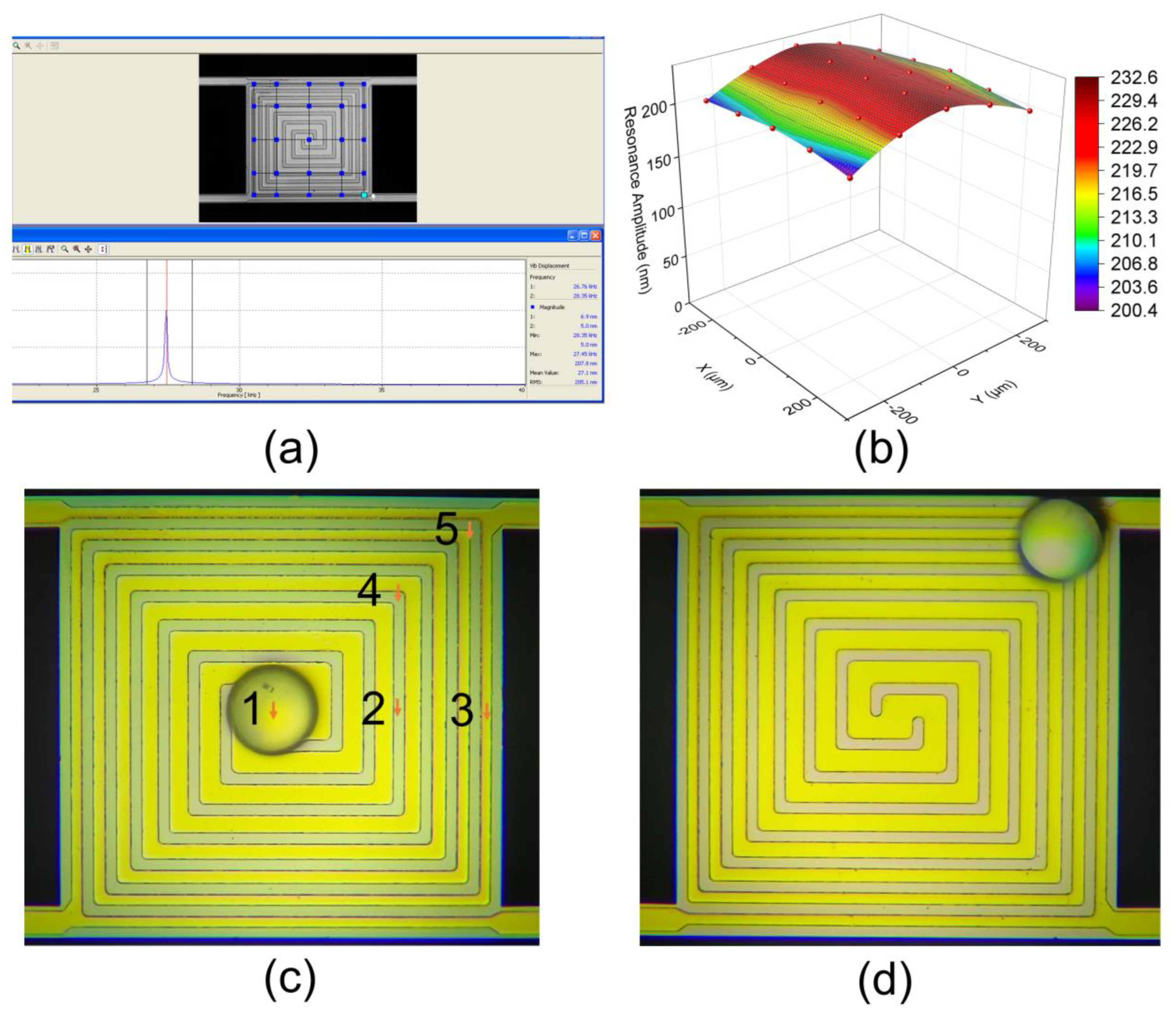
4.2. Amplitude and Sensitivity Distribution Tests
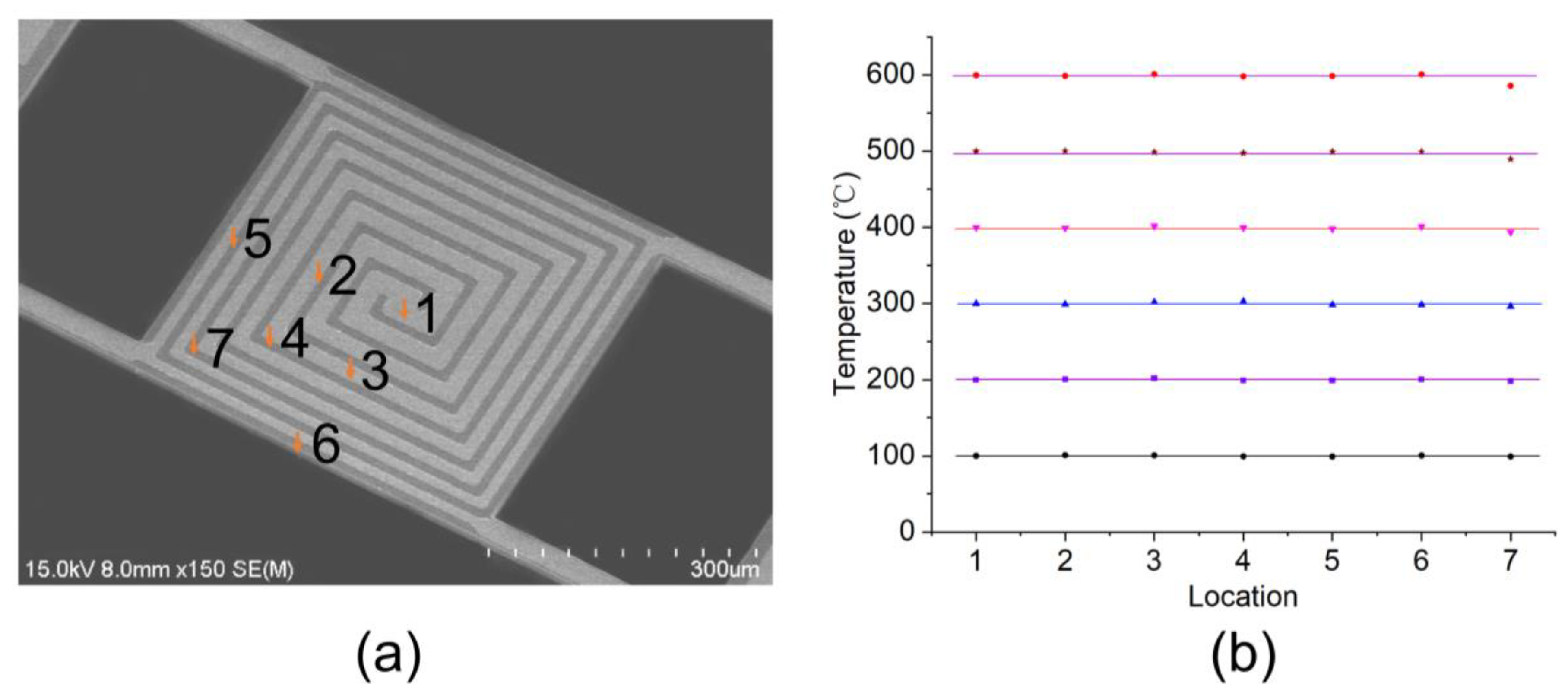
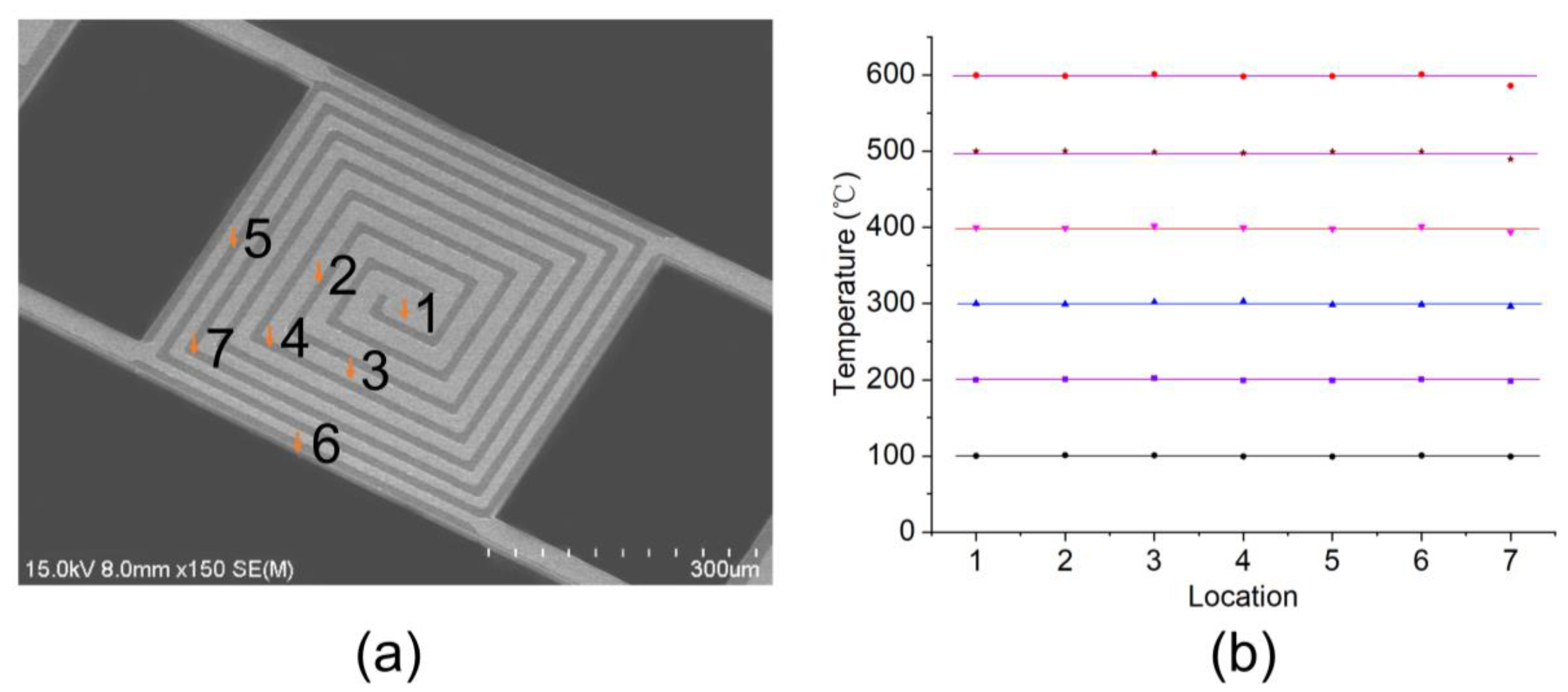
4.3. Temperature Uniformity
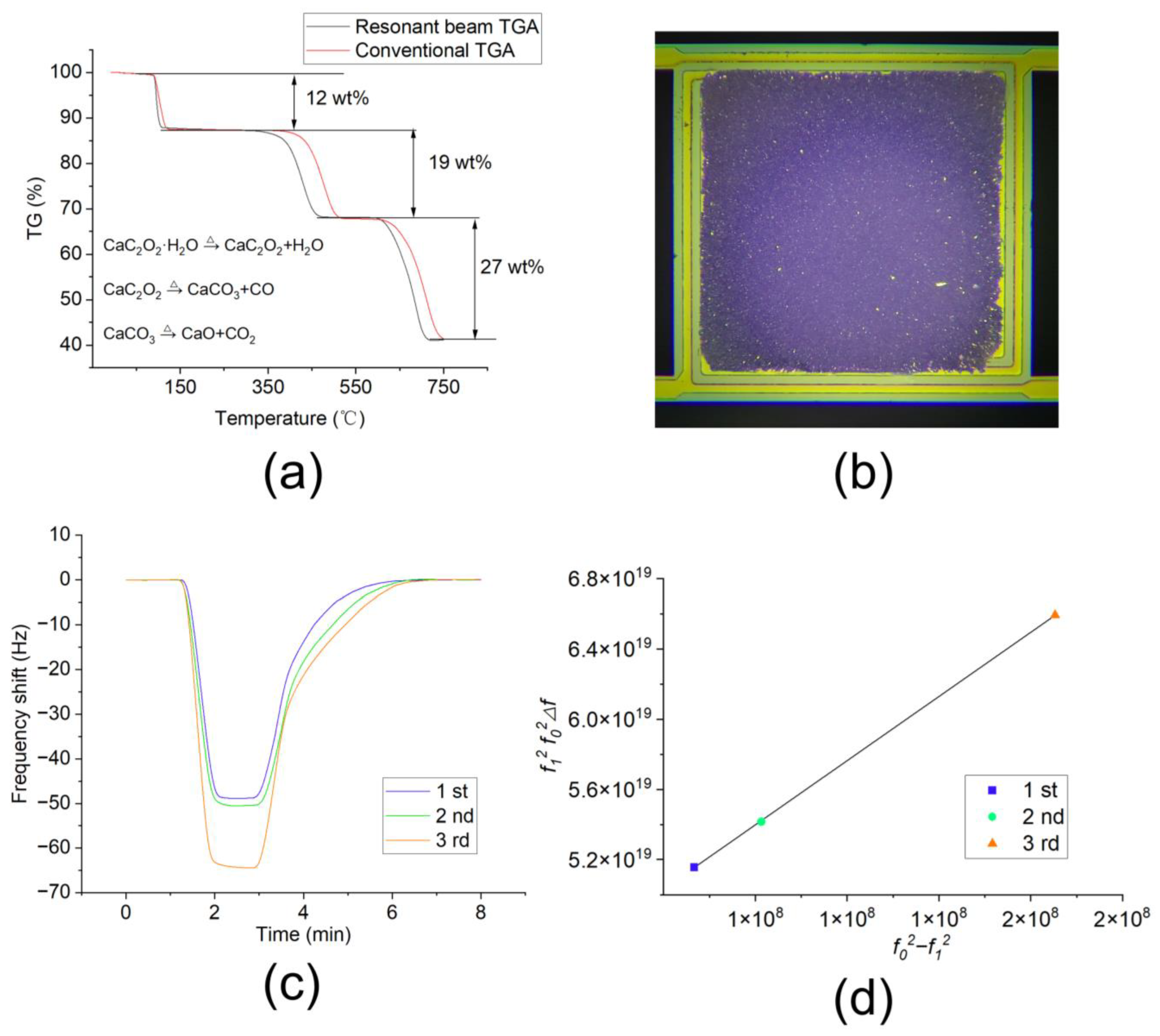
4.4. TGA and Gas-Sensing Application Tests
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Burg, T.P.; Godin, M.; Knudsen, S.M.; Shen, W.; Carlson, G.; Foster, J.S.; Babcock, K.; Manalis, S.R. Weighing of biomolecules, single cells and single nanoparticles in fluid. Nature 2007, 446, 1066–1069. [Google Scholar] [CrossRef] [PubMed]
- Xu, P.; Li, X.; Yu, H.; Xu, T. Advanced nanoporous materials for micro-gravimetric sensing to trace-level bio/chemical molecules. Sensors 2014, 14, 19023–19056. [Google Scholar] [CrossRef] [PubMed]
- Tamayo, J.; Kosaka, P.M.; Ruz, J.J.; San Paulo, Á.; Calleja, M. Biosensors based on nanomechanical systems. Chem. Soc. Rev. 2013, 42, 1287–1311. [Google Scholar] [CrossRef] [PubMed]
- Xia, X.; Guo, S.; Zhao, W.; Xu, P.; Yu, H.; Xu, T.; Li, X. Ni-MOF-74 as sensing material for resonant-gravimetric detection of ppb-level CO. Sens. Actuators B Chem. 2018, 262, 562–569. [Google Scholar]
- Hwang, Y.; Sohn, H.; Phan, A.; Yaghi, O.M.; Candler, R.N. Dielectrophoresis-assembled zeolitic imidazolate framework nanoparticle-coupled resonators for highly sensitive and selective gas detection. Nano. Lett. 2013, 13, 5271–5276. [Google Scholar] [CrossRef] [PubMed]
- Thundat, T.; Wachter, E.A.; Sharp, S.L.; Warmack, R.J. Detection of mercury-vapor using resonating microcantilevers. Appl. Phys. Lett. 1995, 66, 1695–1697. [Google Scholar] [CrossRef]
- Yao, F.; Xu, P.; Jia, H.; Li, X.; Yu, H.; Li, X. Thermogravimetric analysis on a resonant microcantilever. Anal. Chem. 2022, 94, 9380–9388. [Google Scholar] [CrossRef] [PubMed]
- Saadatkhah, N.; Garcia, A.C.; Ackermann, S.; Leclerc, P.; Chaouki, J. Experimental methods in chemical engineering: Thermogravimetric analysis—TGA. Can. J. Chem. Eng. 2020, 98, 34–43. [Google Scholar] [CrossRef]
- Meng, W.; Kondo, S.; Ito, T.; Komatsu, K.; Pirillo, J.; Hijikata, Y.; Ikuhara, Y.; Aida, T.; Sato, H. An elastic metal-organic crystal with a densely catenated backbone. Nature 2021, 598, 298–303. [Google Scholar] [CrossRef] [PubMed]
- Luong, D.X.; Bets, K.V.; Algozeeb, W.A.; Stanford, M.G.; Kittrell, C.; Chen, W.; Salvatierra, R.V.; Ren, M.; McHugh, E.A.; Advincula, P.A. Gram-scale bottom-up flash graphene synthesis. Nature 2020, 577, 647–651. [Google Scholar] [CrossRef]
- Fuller, C.A.; Blom, D.A.; Vogt, T.; Evans, I.R.; Evans, J.S.O. Oxide ion and proton conductivity in a family of highly oxygen-deficient perovskite derivatives. J. Am. Chem. Soc. 2022, 144, 615–624. [Google Scholar] [CrossRef]
- Iqbal, A.; Shahzad, F.; Hantanasirisakul, K.; Kim, M.; Kwon, J.; Hong, J.; Kim, H.; Kim, D.; Gogotsi, Y.; Koo, C.M. Anomalous absorption of electromagnetic waves by 2D transition metal carbonitride Ti3CNTx (MXene). Science 2020, 369, 446–450. [Google Scholar] [CrossRef] [PubMed]
- Yang, Y.T.; Callegari, C.; Feng, X.L.; Ekinci, K.L.; Roukes, M.L. Zeptogram-scale nanomechanical mass sensing. Nano Lett. 2006, 6, 583–586. [Google Scholar] [CrossRef]
- Gruber, G.; Urgell, C.; Tavernarakis, A.; Stavrinadis, A.; Tepsic, S.; Magén, C.; Sangiao, S.; de Teresa, J.M.; Verlot, P.; Bachtold, A. Mass sensing for the advanced fabrication of nanomechanical resonators. Nano Lett. 2019, 19, 6987–6992. [Google Scholar] [CrossRef]
- Mahmoud, M.A. Validity and accuracy of resonance shift prediction formulas for microcantilevers: A review and comparative study. Crit. Rev. Solid State 2016, 41, 386–429. [Google Scholar] [CrossRef]
- Zhang, X.; Cao, Z.; Wang, S.; Yao, L.; Yu, H. High-speed temperature control method for mems thermal gravimetric analyzer based on dual fuzzy PID control. Micromachines 2023, 14, 929. [Google Scholar] [CrossRef] [PubMed]
- Mele, L.; Santagata, F.; Iervolino, E.; Mihailovic, M.; Rossi, T.; Tran, A.T.; Schellevis, H.; Creemer, J.F.; Sarro, P.M. A molybdenum MEMS microhotplate for high-temperature operation. Sens. Actuators A Phys. 2012, 188, 173–180. [Google Scholar] [CrossRef]
- Baroncini, M.; Placidi, P.; Cardinali, G.C.; Scorzoni, A. Thermal characterization of a microheater for micromachined gas sensors. Sens. Actuators A Phys. 2004, 115, 8–14. [Google Scholar] [CrossRef]
- Van Omme, J.T.; Zakhozheva, M.; Spruit, R.G.; Sholkina, M.; Perez Garza, H.H. Advanced microheater for in situ transmission electron microscopy; enabling unexplored analytical studies and extreme spatial stability. Ultramicroscopy 2018, 192, 14–20. [Google Scholar] [CrossRef] [PubMed]
- Hwang, W.J.; Shin, K.S.; Roh, J.H.; Lee, D.S.; Choa, S.H. Development of micro-heaters with optimized temperature compensation design for gas sensors. Sensors 2011, 11, 2580–2591. [Google Scholar] [CrossRef]
- Hajjaj, A.Z.; Ramini, A.; Alcheikh, N.; Younis, M.I. Electrothermally Tunable Arch Resonator. J. Microelectromech. Syst. 2017, 26, 837–845. [Google Scholar] [CrossRef]
- Bargatin, I.; Kozinsky, I.; Roukes, M.L. Efficient electrothermal actuation of multiple modes of high-frequency nanoelectromechanical resonators. Appl. Phys. Lett. 2007, 90, 093116. [Google Scholar] [CrossRef]
- Majstrzyk, W.; Ahmad, A.; Ivanov, T.; Reum, A.; Angelow, T.; Holz, M.; Gotszalk, T.; Rangelow, I.W. Thermomechanically and electromagnetically actuated piezoresistive cantilevers for fast-scanning probe microscopy investigations. Sens. Actuators A Phys. 2018, 276, 237–245. [Google Scholar] [CrossRef]
- Jaber, N.; Ramini, A.; Carreno, A.A.A.; Younis, M.I. Higher order modes excitation of electrostatically actuated clamped–clamped microbeams: Experimental and analytical investigation. J. Micromech. Microeng. 2016, 26, 025008. [Google Scholar] [CrossRef]
- Maraldo, D.; Mutharasan, R. Mass-change sensitivity of high-order mode of piezoelectric-excited millimeter-sized cantilever (PEMC) sensors: Theory and experiments. Sens. Actuators B Chem 2010, 143, 731–739. [Google Scholar] [CrossRef]
- Amírola, J.; Rodríguez, A.; Castañer, L.; Santos, J.P.; Gutiérrez, J.; Horrillo, M.C. Micromachined silicon microcantilevers for gas sensing applications with capacitive read-out. Sens. Actuators B Chem. 2005, 11, 247–253. [Google Scholar] [CrossRef]
- Zhang, Y.; Shi, F.; Zhang, C.; Sheng, X.; Zhong, Y.; Chong, H.; Yang, Z.; Wang, C. Detection of avian influenza virus H9N2 based on self-driving and self-sensing microcantilever piezoelectric sensor. Chin. Chem. Lett. 2023, 34, 1077. [Google Scholar] [CrossRef]
- Cai, C.; Tan, J.; Hua, D.; Qin, M.; Zhu, N. Piezoresistive temperature sensors fabricated by a surface micromachining CMOS MEMS process. Sci. Rep. 2018, 8, 17065. [Google Scholar] [CrossRef] [PubMed]
- Calleja, M.; Kosaka, P.M.; Paulo, A.S.; Tamayo, J. Challenges for nanomechanical sensors in biological detection. Nanoscale 2012, 4, 4925–4938. [Google Scholar] [CrossRef] [PubMed]
- Yu, H.; Li, X.; Gan, X.; Liu, Y.; Liu, X.; Xu, P.; Li, J.; Liu, M. Resonant-cantilever bio/chemical sensors with an integrated heater for both resonance exciting optimization and sensing repeatability enhancement. J. Micromech. Microeng. 2009, 19, 045023–045033. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Amplitude (nm) | 1 | 2 | 3 | 4 | 5 |
|---|---|---|---|---|---|
| 1 | 203.8 | 222.8 | 232.6 | 224.2 | 206.7 |
| 2 | 206.7 | 221.8 | 230.0 | 223.3 | 210.3 |
| 3 | 209.4 | 219.4 | 228.5 | 222.8 | 213.2 |
| 4 | 206.8 | 220.5 | 229.5 | 222.7 | 209.2 |
| 5 | 200.4 | 222.1 | 231.3 | 222.5 | 205.0 |
| Positions | 1 | 2 | 3 | 4 | 5 |
|---|---|---|---|---|---|
| Resonant frequency change (Hz) | 744.5 | 743.4 | 743.1 | 702.6 | 633.6 |
| Mass sensitivity (Hz/pg) | 2.64 | 2.64 | 2.64 | 2.50 | 2.25 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lu, Z.; Jia, H.; Wang, D.; Yu, H. MEMS Resonant Beam with Outstanding Uniformity of Sensitivity and Temperature Distribution for Accurate Gas Sensing and On-Chip TGA. Sensors 2024, 24, 2495. https://doi.org/10.3390/s24082495
Lu Z, Jia H, Wang D, Yu H. MEMS Resonant Beam with Outstanding Uniformity of Sensitivity and Temperature Distribution for Accurate Gas Sensing and On-Chip TGA. Sensors. 2024; 24(8):2495. https://doi.org/10.3390/s24082495
Chicago/Turabian StyleLu, Zheng, Hao Jia, Ding Wang, and Haitao Yu. 2024. "MEMS Resonant Beam with Outstanding Uniformity of Sensitivity and Temperature Distribution for Accurate Gas Sensing and On-Chip TGA" Sensors 24, no. 8: 2495. https://doi.org/10.3390/s24082495
APA StyleLu, Z., Jia, H., Wang, D., & Yu, H. (2024). MEMS Resonant Beam with Outstanding Uniformity of Sensitivity and Temperature Distribution for Accurate Gas Sensing and On-Chip TGA. Sensors, 24(8), 2495. https://doi.org/10.3390/s24082495