1. Introduction
During the past decades, transfers of liquid volumes in the submicroliter range have become an important feature of liquid handling robotic instruments for protein crystallization, drug discovery, and medical diagnostics. In order to dispense smaller volumes than that be dispensed by hand with more accuracy, higher speed, and better reproducibility, many automated liquid dispensing technologies have been developed in academic and commercial applications [
1-
2]. In the early 1990s, the contact dispensing technologies capable of delivering fluid volumes in the submicroliter range appeared. Initially these systems featured piston displacement mechanisms, but displacement techniques do not provide enough energy to break the surface tension of the last droplet, so a dragging action, touch off (against either the solid surface of a vessel or a liquid surface) is employed. Then inkjet dispensing technology was introduced, along with syringe-driven positive displacement technology [
3-
4]. Inkjet technology alleviates some problems of contact dispensing by forcing the sample through a small opening and projecting it onto the slide surface in a contactless manner. Inkjet dispensers include two main types: piezoelectric and solenoid based systems. Piezoelectric-based systems (Packard Instruments, among others) use piezoelectric crystals coupled to a glass capillary tube [
5]. Solenoid-based systems (Cartesian Technology, Innovadyn Technology, among others) use pressure to compress the fluid against a valve [
6]. In addition, some novel liquid handling technologies that feature electrical conductivity gradient, thermally actuated, and focused acoustics mechanisms have also been developed [
7-
14]. However, a number of critical aspects on low-volume liquid handling remain unresolved.
In some application conditions, for example, protein crystallization, many reagents with different viscosities need to be dispensed during one screening experiment, but most of the commercial automated liquid dispensing systems cannot adjust system parameters automatically, and a dispensing device operating will dispense either more liquid with lower viscosity or less of a higher viscosity liquid, so dispensing volume errors are introduced when liquids of different viscosities are handled simultaneously.
In order to solve this problem, most commercial automated liquid dispensing systems ensure precision by experimental calibration when liquid viscosities change, which is time consuming and less flexible. Recently, a variety of sensors have been used in high-throughput liquid dispensing systems. In 2000, a Bluebird™ dispenser was reported to improve accuracy by using a pressure feed-back loop [
15]. In 2005, Carsten Haber tried to integrate a MEMS flow sensor in the Seyonic system, and first proposed a residual volume compensation strategy to constantly monitor and correct the dispensing process for accurate fluid delivery during dispensing cycles [
16]. Integrating the sensors make it possible to dispense the desired volumes of liquids with different viscosities accurately by closed-loop control.
In this paper, an adaptive precise liquid dispensing system with a more intelligent control approach was developed. It consists of a syringe pump, syringe valve, pressurized reagent bottle, pressure regulator, microsolenoid valves, and sensors, etc, as shown in
Figure 1. A MEMS flow sensor was designed, fabricated, and integrated in the liquid dispensing system. Besides, an advanced compound fuzzy control strategy was introduced to control the valve open time in each dispensing cycle. With feedback information from the flow sensor, the dispensing system could self-adjust the open time of the solenoid valve automatically so as to dispense the desired volumes of reagents over a large range of viscosities, as well as detect air bubbles or nozzle clogs in real time. First, the design, fabrication, and calibration of the key component in dispensing system (the flow sensor) are introduced in detail. Then, the compound fuzzy control strategy is expounded. Finally, the experimental results are given to show the precision of this liquid dispensing system.
3. Feedback control Loop
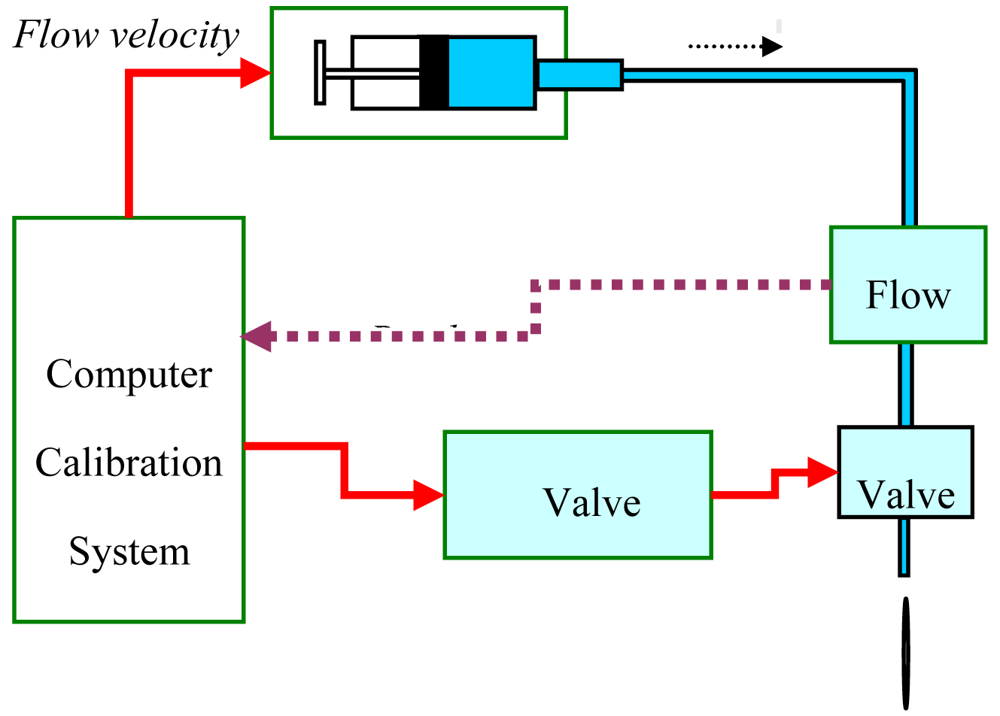
To adjust the open time of the solenoid valve to automatically sample viscosity with sensor feedback, a more intelligent compound control strategy is proposed, as shown in
Figure 10. This strategy enables the liquid dispensing system to dispense smaller volumes of reagent, and be immune to sample viscosity, pressure fluctuation, and other disturbances. In each dispensing cycle
Tn, as the valve is triggered, the system begins to integrate the feedback flow velocity. Then both the actual dispensed volume
VT of each cycle and the dispensed volume
Vt during valve open time can be calculated via real-time flow pulse integration. In the next dispensing cycle
Tn+1, if the volume error between
V0 and
VT, namely
E, is larger than critical value
m, then the new valve open time will be set via a Residual Volume (RV) Compensation strategy; otherwise it will be set by a fuzzy control strategy.
The RV Compensation strategy mentioned above mainly considers the effect of residual volume, which is similar to that proposed by Haber. For example, the desired volume is V0, and the valve will be open for an interval until the V0 is dispensed. However, when the valve is closed, the flow rate will not be reset to zero immediately, which causes a redundant volume dV to be dispensed and that the overall dispensed volume is V0+dV. Hence, in the next dispensing cycle, the residual volume will be taken into account, and the desired volume is considered as V0-dV. At the dispense trigger, the system begins to integrate the flow pulse, and closes the valve at the exact moment when the new set desired volume has been dispensed, thus the requested volume can be dispensed accurately.
For the RV Compensation strategy, it can be seen that the minimum controlled dispensed volume is determined by the residual volume. When the residual volume exceeds the requested volume, the system is not capable to deliver the correct volume any longer. Especially in the non-contact dispensing process, flow rates are normally higher than 20 μL/s, which results in that approximately 200–250 nL of residual volume is dispensed after valve is closed, so it is difficult to dispense correct volumes smaller than 200 nL only using RV Compensation strategy in this system.
Figure 11 shows the actual dispensed volumes for initial 50 cycles with the conventional RV compensation strategy only. It can be seen that the precision deteriorates as the dispensed volume is reduced. When the desired volume is reduced to 0.1 μL, the system cannot work correctly with only the conventional RV compensation strategy.
Therefore a fuzzy controller is introduced to dispense smaller desired volumes. If the volume difference is smaller than the critical value
m, the valve open time will be determined by the fuzzy controller. The input variables of the fuzzy controller are volume error (
E) and volume error change rate (
EC), and the output variable is the change of valve open time (
U). Then the analytic control rule in fuzzy control can be summed up as (
6):
where
α is the rectification factor that can be designed as (
7):
In each dispensing cycle, the change of valve open time (
dt) for the next cycle can be calculated. Thus, in the next dispensing cycle, the open time of the solenoid valve (
t) is expressed as (
8):
For fuzzy control, the minimum controllable dispensed volume depends on the valve response time rather than the residual volume, and the system will not run away until the calculated valve open time is smaller than the valve response time. So the system can dispense smaller volume with fuzzy control strategy.
Figure 12(a) shows the actual dispensed volumes in initial 50 cycles with fuzzy control strategy only. It can be seen that the precision does not get worse with reduction of dispensing volume, and the system can also dispense exact volume despite the small desired volume of 0.1 μL. However, the system still has shortcomings; it must pre-dispense several times to achieve the desired volume.
Therefore an intelligent compound control strategy which combines residual volume compensation method and fuzzy control strategy is proposed, as shown in
Figure 10. If the volume error
E is larger than the critical value
m, the new valve opening time will be set via the RV Compensation strategy; otherwise it will be set by a fuzzy control strategy. Thus the system can quickly dispense volumes that approach the desired volume in the first dispensing cycle.
Figure 12(b) shows the actual dispensed volumes in the initial 50 cycles with this intelligent compound control strategy. It can be seen that by use of the intelligent compound control strategy, the system can not only dispense smaller volumes, but also dispense volumes close to the desired volume in the first cycle.
The intelligent compound fuzzy control strategy also has some other merits. In a high throughput liquid dispensing process, the viscous reagent in the pipe reduces gradually, which makes the identical viscosity decrease gently; and the system pressure may also fluctuate during the dispensing process, which would affect the dispensing precision. Fortunately, the intelligent compound fuzzy control strategy is a model free design approach and it makes the liquid dispensing system immune to sample viscosity, pressure fluctuation, and some other disturbances. Compared to the use of only RV Compensation strategy, the system using the intelligent compound control strategy has a better precision.
Finally, water and 50% glycerol were dispensed 50 times with different control strategies, and the dispensed volume for each cycle was recorded.
Figure 13(a) shows the actual dispensed volumes in the initial 50 cycles with the conventional RV compensation strategy only. The reproducibility becomes 2.54CV% when the dispensed volume reduces to 1 μL, and it is 6.48CV% when dispensing more viscous 50% glycerol. Oppositely, by use of the novel compound intelligent control strategy, the system dispensing reproducibility is still below 1.97CV%, as shown in
Figure 13(b).
From the comparison experiments above, we can see that the novel intelligent control strategy combines the advantages of residual volume compensation method and the fuzzy logic control method. By use of this strategy, the system can find appropriate valve open time through only one pre-dispensing cycle without manual calibration, and constantly monitor as well as adjust the dispense process to sample viscosity, pressure fluctuation, and some other disturbances. Moreover, with the real-time information from the flow sensor, air bubbles or nozzle clogs can be diagnosed; if nozzle clogs happen, a higher pressure can be detected by the sensor, and the system will report it at once. And the liquid dispensing performance as well as each dispensing channel status can be instantly monitored and reported so as to ensure dispensing reliability.















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}