
Structure, Mechanical and Physical Properties of Cu/Al–10% La Composite Produced by Rotary Forging

 , , and
, , and
Abstract
:1. Introduction
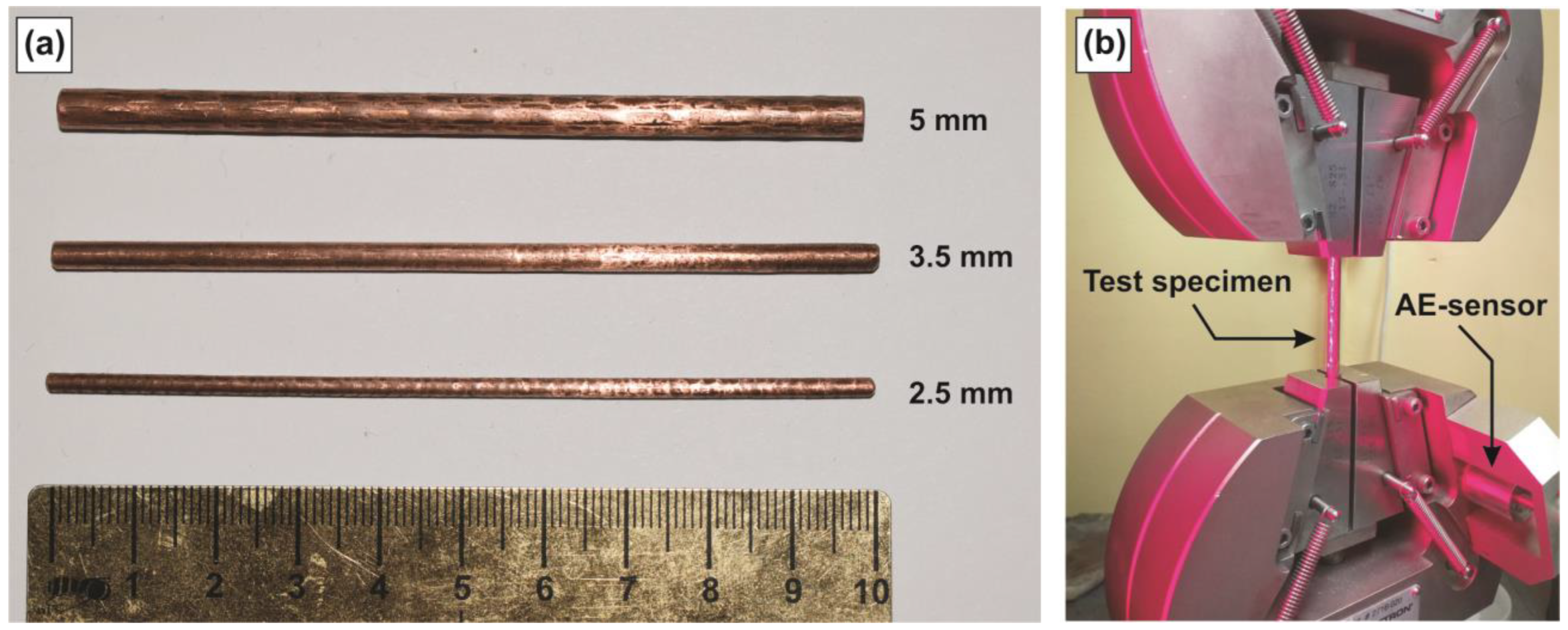
2. Materials and Methods
3. Results and Discussion
3.1. Structure
3.2. Mechanical Properties
3.3. Physical Properties
4. Conclusions
- (a)
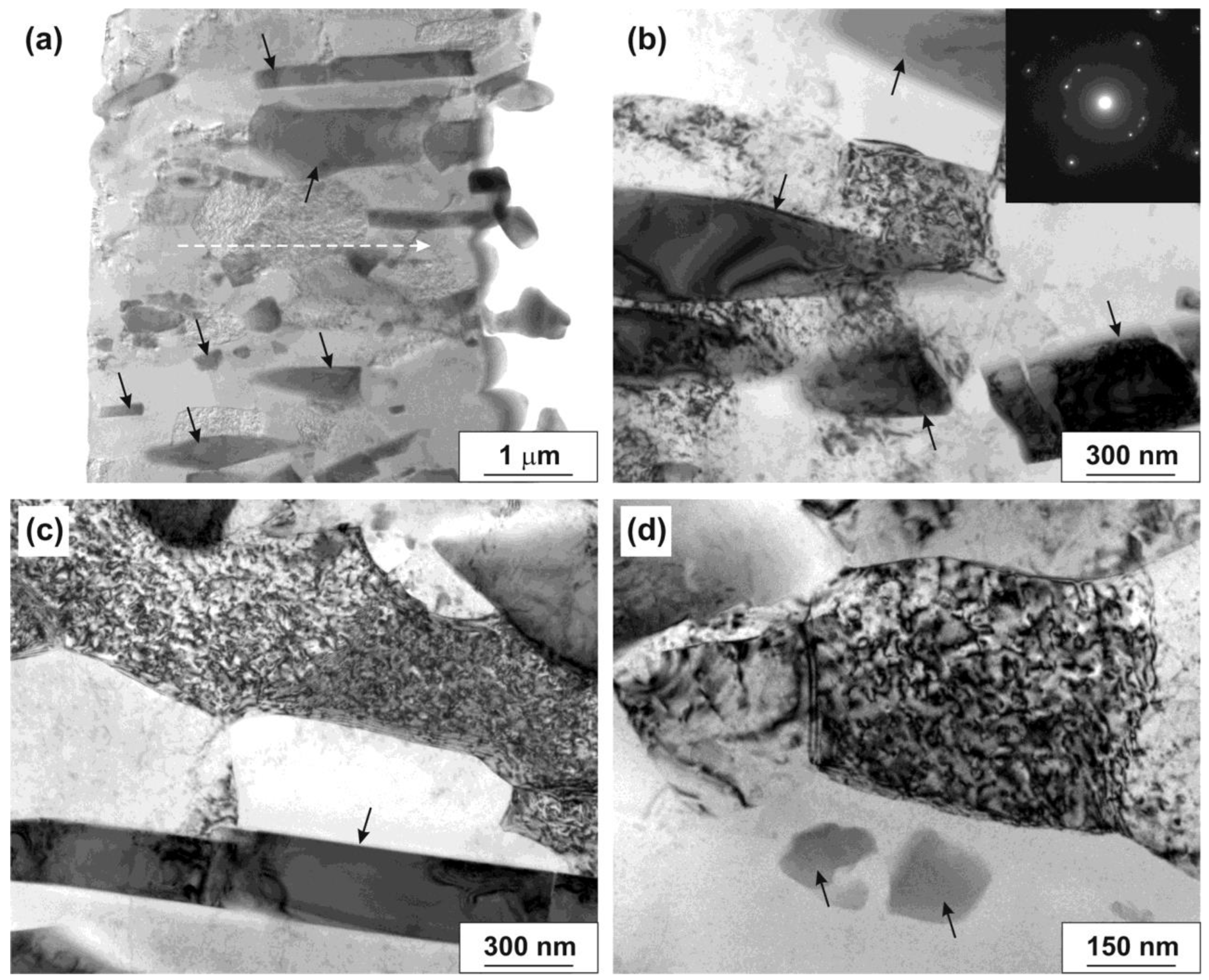
- Rotary forging of the composite sample to a diameter of 2.5 mm leads to the formation of a predominantly subgrain structure with a high dislocation density in the copper shell, and to the formation of a predominantly ultrafine grain/subgrain structure in the aluminum rod, as well as to partial refinement of the Al11La3 eutectic particles and their orientation along the forging direction.
- (b)
- As a result of structural changes after rotary forging, an increase in the microhardness of the composite billet is observed: the copper shell’s microhardness is increased by 1.9 times, and the aluminum rod’s microhardness is increased by 1.4 times, and the microhardness is unevenly distributed in the sample’s cross section, namely microhardness is maximal in the area of the copper shell and minimal in the area of the aluminum rod.
- (c)
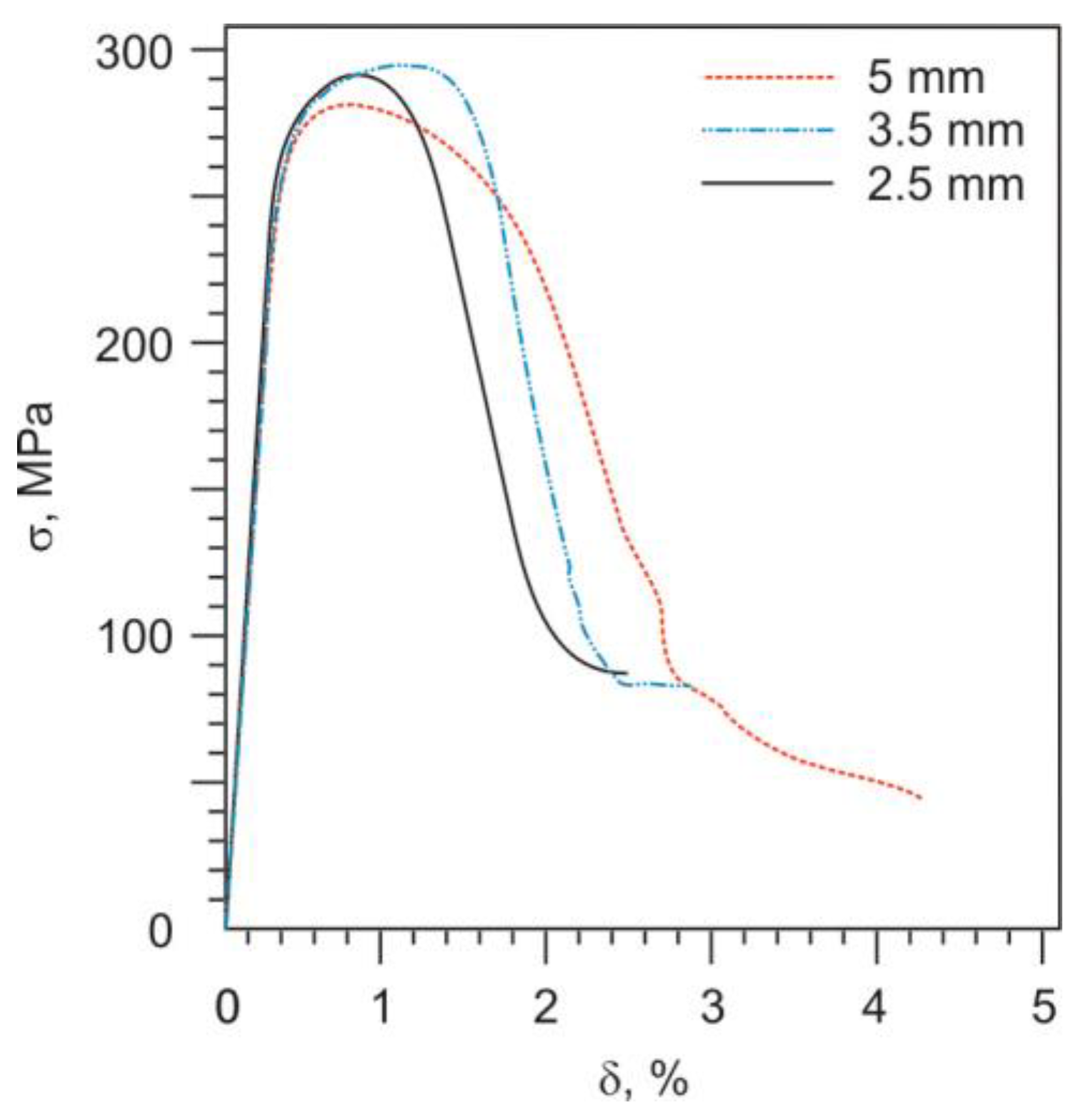
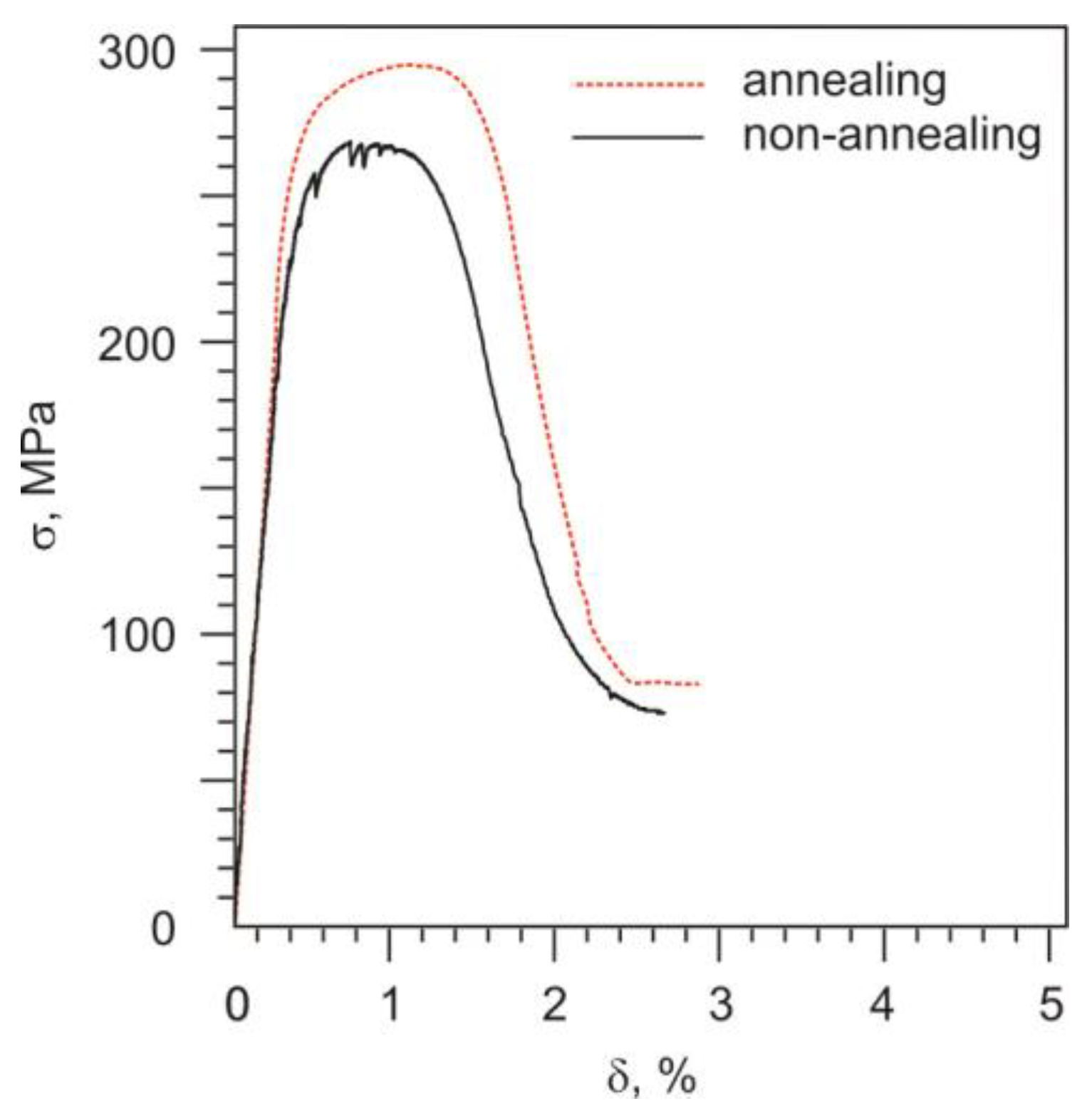
- The yield strength of the composite sample after rotary forging is 2.3 times higher than the yield strength of copper and 2.5 times higher than the yield strength of the Al-10% La alloy before forging. An increase in the billet’s reduction ratio does not significantly change the strength of the composite sample, but reduces its plasticity.
- (d)
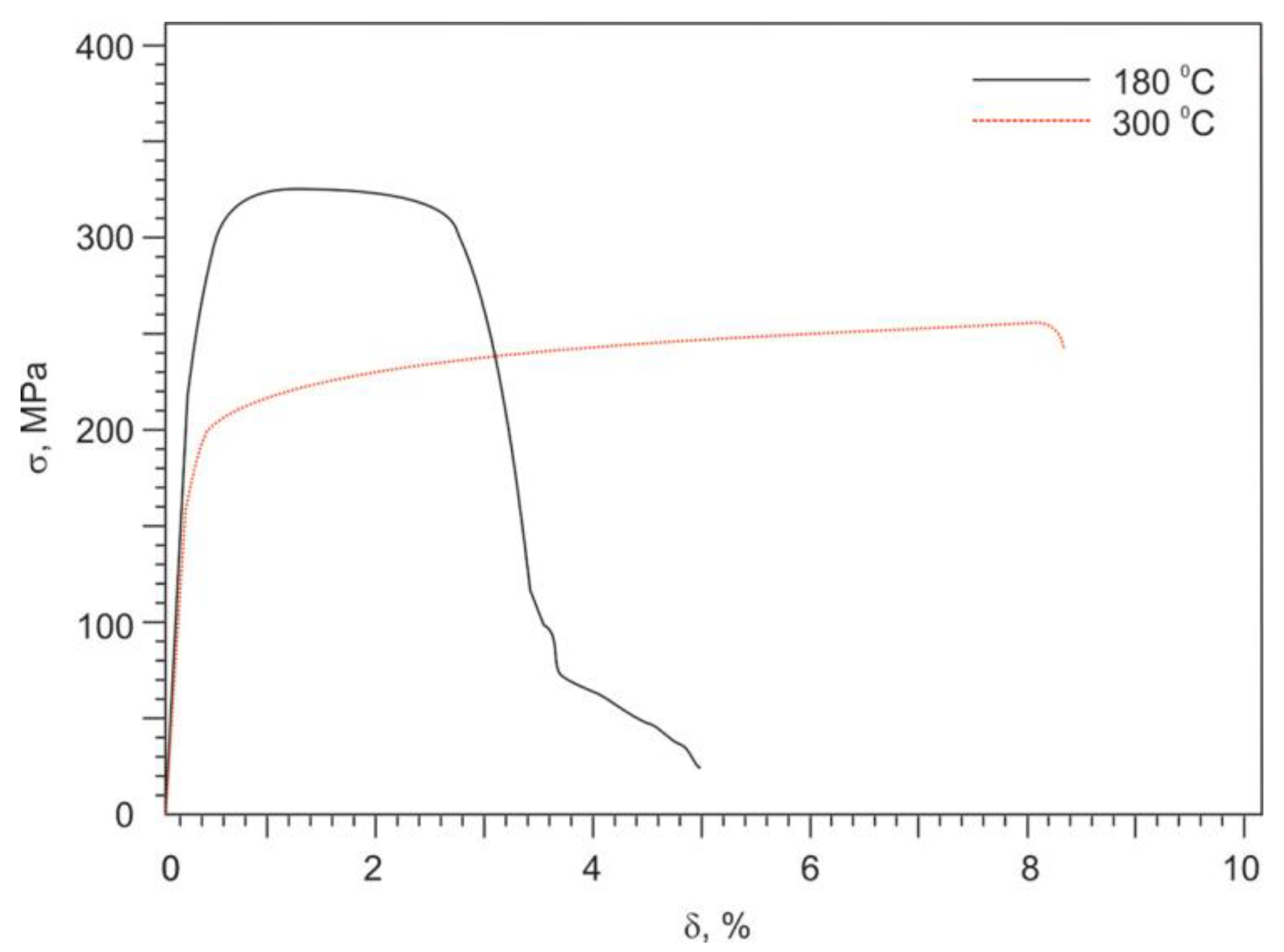
- The strength of the composite sample does not change or slightly increases after annealing to a temperature of 180 °C. Increasing the annealing temperature to 300 °C leads to a decrease in the yield strength (by 28–30% compared to the unannealed state) and ultimate tensile strength (by 11–15%), and to an increase in the relative elongation to 9–10%.
- (e)
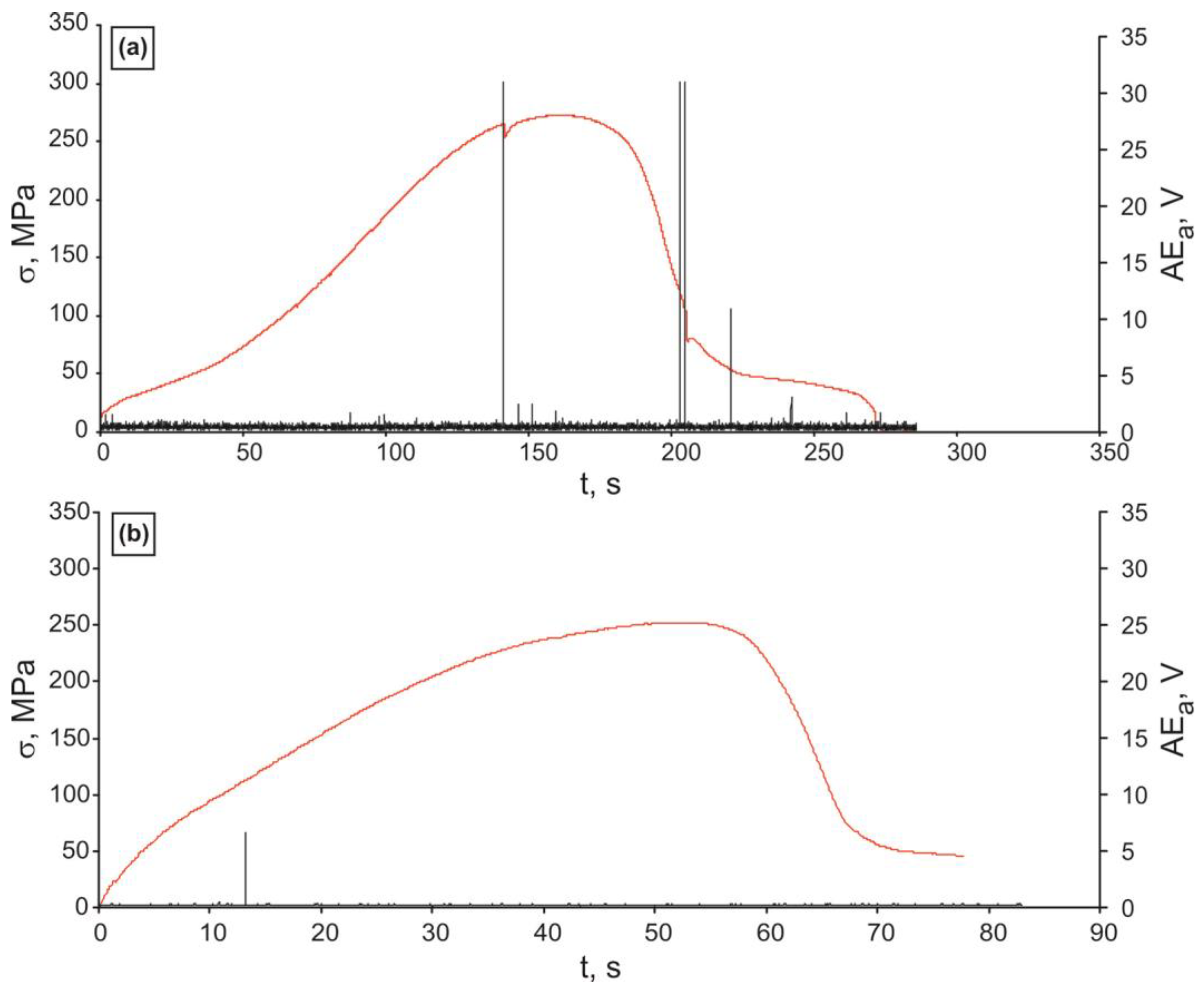
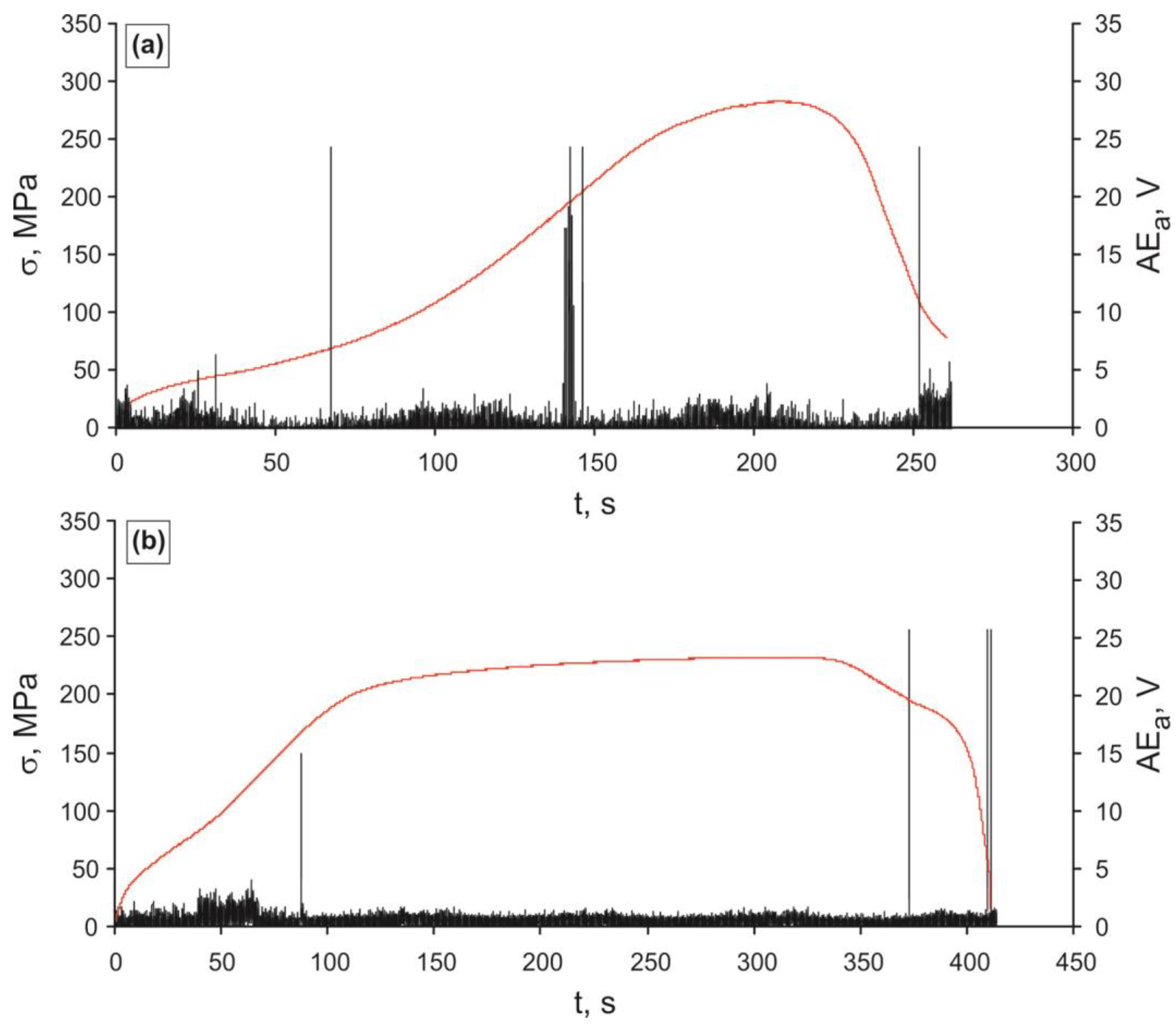
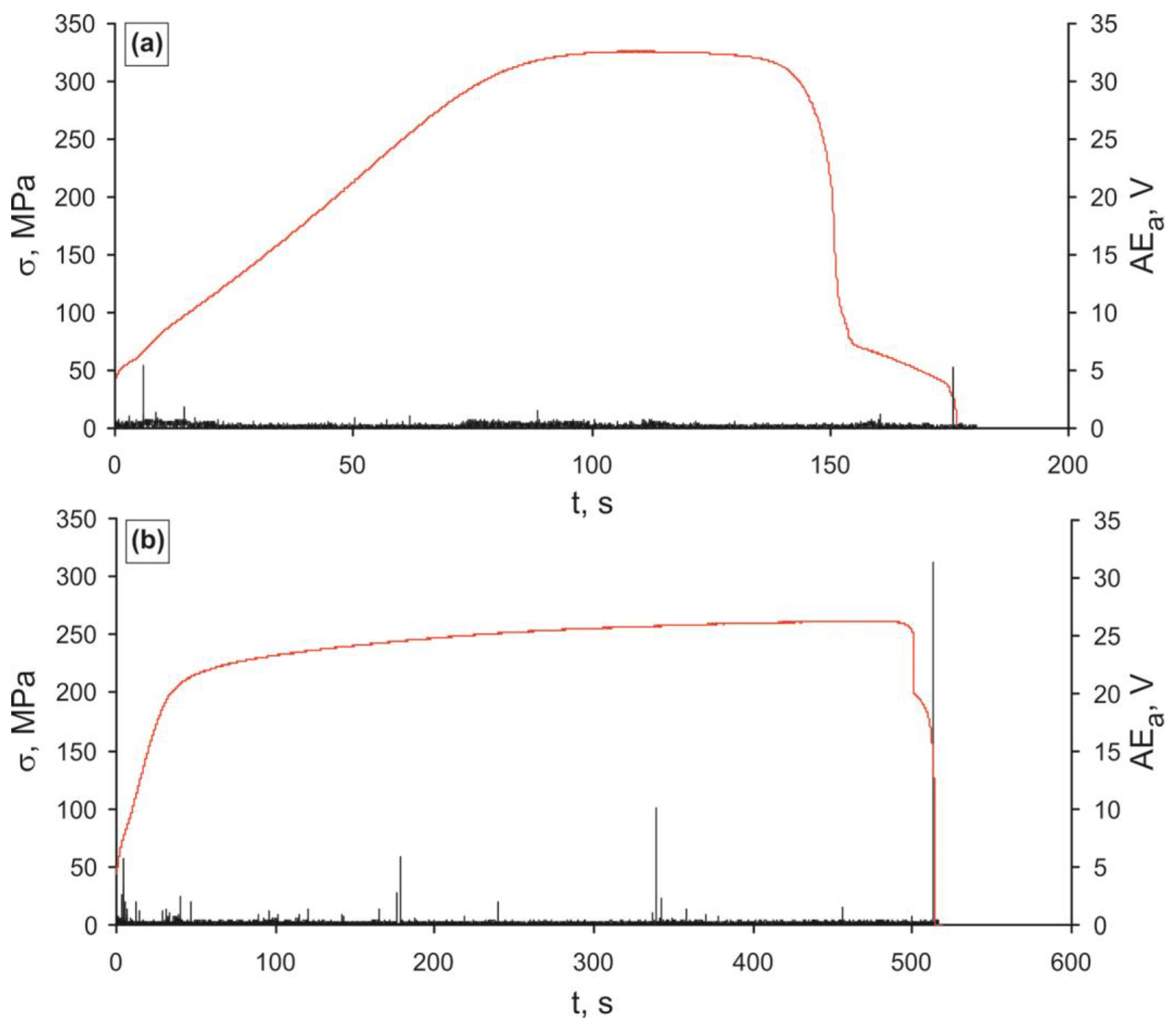
- The processes of deformation and fracture of the composite samples with different reduction ratio are similar: during tensile test of the composite samples, AE signals were recorded from the formation of cracks in the copper shell at the stage of uniform deformation, which nevertheless did not lead to early localization of deformation and final failure of the sample, and the uniform deformation of the sample continued. After the maximum stress at the stress–strain curve, the stage of localized deformation began, which was also accompanied by AE signals.
- (f)
- The composite sample, after rotary forging, has a high electrical conductivity at the level of 72.6% of the electrical conductivity of annealed copper and a low coefficient of linear thermal expansion.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Danilenko, V.N.; Sergeev, S.N.; Baimova, J.A.; Korznikova, G.F.; Nazarov, K.S.; Khisamov, R.K.; Glezer, A.M.; Mulyukov, R.R. An approach for fabrication of Al-Cu composite by high pressure torsion. Mater. Lett. 2019, 236, 51–55. [Google Scholar] [CrossRef]
- Kim, I.-K.; Hong, S.I. Effect of heat treatment on the bending behavior of tri-layered Cu/Al/Cu composite plates. Mater. Des. 2013, 47, 590–598. [Google Scholar] [CrossRef]
- Zebardast, M.; Taheri, A.K. The cold welding of copper to aluminum using equal channel angular extrusion (ECAE) process. J. Mater. Process. Technol. 2011, 211, 1034–1043. [Google Scholar] [CrossRef]
- Song, H.; Hao, W.; Mu, X.; Han, T.; Che, C.; Geng, G. Effect of pulse current-assisted rolling on the interface bonding strength and microstructure of Cu/Al laminated composite. Metals 2020, 10, 1555. [Google Scholar] [CrossRef]
- Rogachev, S.O.; Andreev, V.A.; Yusupov, V.S.; Bondareva, S.A.; Hatkevich, V.M.; Nikolaev, E.V. Effect of rotary forging on microstructure evolution and mechanical properties of aluminum alloy/copper bimetallic material. Met. Mater. Int. 2022, 28, 1038–1046. [Google Scholar] [CrossRef]
- Rogachev, S.O.; Sundeev, R.V.; Andreev, V.A.; Yusupov, V.S.; Khatkevich, V.M.; Nikolaev, E.V.; Bondareva, S.A. Mechanical behavior of a copper–aluminum clad composite material during rotary forging. Russ. Met. 2022, 2022, 332–338. [Google Scholar] [CrossRef]
- Kocich, R.; Kunčická, L.; Král, P.; Strunz, P. Characterization of innovative rotary swaged Cu-Al clad composite wire conductors. Mater. Des. 2018, 160, 828–835. [Google Scholar] [CrossRef]
- Kocich, R.; Macháčková, A.; Kunčická, L.; Fojtík, F. Fabrication and characterization of cold-swaged multilayered Al–Cu clad composites. Mater. Des. 2015, 71, 36–47. [Google Scholar] [CrossRef]
- Zhang, Q.; Zhang, Y.; Cao, M.; Ben, N.; Ma, X.; Ma, H. Joining process for copper and aluminum tubes by rotary swaging method. Int. J. Adv. Manuf. Technol. 2017, 89, 163–173. [Google Scholar] [CrossRef]
- Kocich, R.; Kunčická, L.; Macháčková, A.; Šofer, M. Improvement of mechanical and electrical properties of rotary swaged Al-Cu clad composites. Mater. Des. 2017, 123, 137–146. [Google Scholar] [CrossRef]
- Belov, N.A.; Naumova, E.A.; Ilyukhin, V.D.; Doroshenko, V.V. Structure and mechanical properties of Al—6% Ca—1% Fe alloy foundry goods, obtained by die casting. Tsvetnye Met. 2017, 3, 69–75. [Google Scholar] [CrossRef]
- Rogachev, S.O.; Naumova, E.A.; Lukina, E.A.; Zavodov, A.V.; Khatkevich, V.M. High strength Al-La, Al-Ce, and Al-Ni eutectic aluminum alloys obtained by high-pressure torsion. Materials 2021, 14, 6404. [Google Scholar] [CrossRef] [PubMed]
- Murashkin, M.Y.; Sabirov, I.; Medvedev, A.E.; Enikeev, N.A.; Lefebvre, W.; Valiev, R.Z.; Sauvage, X. Mechanical and electrical properties of an ultrafine grained Al–8.5 wt. % RE (RE = 5.4 wt.% Ce, 3.1 wt.% La) alloy processed by severe plastic deformation. Mater. Des. 2016, 90, 433–442. [Google Scholar] [CrossRef]
- Naumova, E.; Doroshenko, V.; Barykin, M.; Sviridova, T.; Lyasnikova, A.; Shurkin, P. Hypereutectic Al-Ca-Mn-(Ni) alloys as natural eutectic composites. Metals 2021, 11, 890. [Google Scholar] [CrossRef]
- Cao, Z.; Kong, G.; Che, C.; Wang, Y.; Peng, H. Experimental investigation of eutectic point in Al-rich Al-La, Al-Ce, Al-Pr and Al-Nd systems. J. Rare Earths 2017, 35, 1022–1028. [Google Scholar] [CrossRef]
- Liu, Y.; Bian, Z.; Chen, Z.; Wang, M.; Chen, D.; Wang, H. Effect of Mn on the elevated temperature mechanical properties of Al-La alloys. Mater. Charact. 2019, 155, 109821. [Google Scholar] [CrossRef]
- Valiev, R.Z.; Alexandrov, I.V.; Enikeev, N.A.; Murashkin, M.Y.; Semenova, I.P. Towards enhancement of properties of UFG metals and alloys by grain boundary engineering using SPD processing. Rev. Adv. Mater. Sci. 2010, 25, 1–10. [Google Scholar]
- Horita, Z.; Fujinami, T.; Nemoto, M.; Langdon, T.G. Equal-channel angular pressing of commercial aluminum alloys: Grain refinement, thermal stability and tensile properties. Metall. Mater. Trans. A 2000, 31, 691–701. [Google Scholar] [CrossRef]
- Islamgaliev, R.K.; Nikitina, M.A.; Kamalov, A.F. Enhanced thermal stability and mechanical properties of ultrafine-grained aluminum alloy. Mater. Sci. Forum 2011, 667–669, 331–336. [Google Scholar] [CrossRef]
- Khanzhin, V.G.; Shtremel, M.A. Quantitative information on damage processes obtained in acoustic emission measurements. Met. Sci. Heat Treat. 2009, 51, 250–255. [Google Scholar] [CrossRef]
- Khanzhin, V.G. Designing computer systems for acoustic emission materials testing. Met. Sci. Heat Treat. 2009, 51, 245–249. [Google Scholar] [CrossRef]
- Nikulin, S.A.; Khanzhin, V.G.; Nikitin, A.V.; Turilina, V.Y.; Zabolotnikova, V.I. Analysis of the fracture kinetics and mechanisms of 20GL steel having different strengths using the acoustic emission parameters. Russ. Met. 2017, 2017, 895–900. [Google Scholar] [CrossRef]
- Pohl, P.M.; Kümmel, F.; Schunk, C.; Serrano-Munoz, I.; Markötter, H.; Göken, M.; Höppel, H.W. About the role of interfaces on the fatigue crack propagation in laminated metallic composites. Materials 2021, 14, 2564. [Google Scholar] [CrossRef] [PubMed]
- Faizov, I.A.; Mulyukov, R.R.; Aksenov, D.A.; Faizova, S.N.; Zemlyakova, N.V.; Cardoso, K.R.; Zeng, Y. Dissolution of the second phase particles in the course of the equal channel angular pressing of diluted Cu-Cr-Zr alloy. Lett. Mater. 2018, 8, 110–114. [Google Scholar] [CrossRef]
- Hagart-Alexander, C. Temperature measurement. In Instrumentation Reference Book, 4th ed.; Elsevier: Amsterdam, The Netherlands, 2010; pp. 269–271. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Yield Strength (0.2%) [MPa] | Ultimate Tensile Strength [MPa] | Relative Elongation [%] |
|---|---|---|---|
| Copper, annealed [5] | 122 ± 5 | 238 ± 4 | 28.0 ± 2.0 |
| Alloy Al–10% La, as-cast [12] | 113 ± 2 | 173 ± 3 | 22.0 ± 1.0 |
| Composite 5 mm in diameter | 279 ± 1 | 285 ± 1 | 6.1 ± 1.2 |
| Composite 5 mm in diameter + annealing at 180 °C | 272 ± 2 | 291 ± 3 | 4.0 ± 1.0 |
| Composite 5 mm in diameter + annealing at 300 °C | 193 ± 2 | 243 ± 2 | 10.0 ± 1.4 |
| Composite 3.5 mm in diameter (without intermediate annealing) | 251 ± 9 | 271 ± 3 | 2.7 ± 0.2 |
| Composite 3.5 mm in diameter (with intermediate annealing) | 294 ± 4 | 302 ± 3 | 3.2 ± 0.3 |
| Composite 2.5 mm in diameter | 285 ± 3 | 294 ± 2 | 2.5 ± 0.3 |
| Composite 2.5 mm in diameter + annealing at 180 °C | 297 ± 4 | 326 ± 4 | 5.0 ± 0.5 |
| Composite 2.5 mm in diameter + annealing at 300 °C | 204 ± 3 | 261 ± 3 | 9.0 ± 0.9 |
| Material | Resistivity [Ω × m] | Conductivity [S/m] |
|---|---|---|
| Cu, annealed | 17.24 × 10−9 | 58.00 × 106 |
| Al–10% La, as-cast | 32.03 × 10−9 | 31.22 × 106 |
| Composite 2.5 mm in diameter | 23.75 × 10−9 | 42.10 × 106 |
| Temperature Range [°C] | CLTE [10−6/°C] |
|---|---|
| 25–100 | 18.23 |
| 25–200 | 19.09 |
| 25–300 | 20.15 |
| 25–400 | 20.90 |
| 25–450 | 21.90 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rogachev, S.O.; Sundeev, R.V.; Andreev, V.A.; Andreev, N.V.; Ten, D.V.; Nikolaev, E.V.; Tabachkova, N.Y.; Khatkevich, V.M. Structure, Mechanical and Physical Properties of Cu/Al–10% La Composite Produced by Rotary Forging. Metals 2022, 12, 1755. https://doi.org/10.3390/met12101755
Rogachev SO, Sundeev RV, Andreev VA, Andreev NV, Ten DV, Nikolaev EV, Tabachkova NY, Khatkevich VM. Structure, Mechanical and Physical Properties of Cu/Al–10% La Composite Produced by Rotary Forging. Metals. 2022; 12(10):1755. https://doi.org/10.3390/met12101755
Chicago/Turabian StyleRogachev, Stanislav O., Roman V. Sundeev, Vladimir A. Andreev, Nikolay V. Andreev, Denis V. Ten, Evgeniy V. Nikolaev, Natalia Yu. Tabachkova, and Vladimir M. Khatkevich. 2022. "Structure, Mechanical and Physical Properties of Cu/Al–10% La Composite Produced by Rotary Forging" Metals 12, no. 10: 1755. https://doi.org/10.3390/met12101755
APA StyleRogachev, S. O., Sundeev, R. V., Andreev, V. A., Andreev, N. V., Ten, D. V., Nikolaev, E. V., Tabachkova, N. Y., & Khatkevich, V. M. (2022). Structure, Mechanical and Physical Properties of Cu/Al–10% La Composite Produced by Rotary Forging. Metals, 12(10), 1755. https://doi.org/10.3390/met12101755