Research on Wafer-Level MEMS Packaging with Through-Glass Vias

 ,
, {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
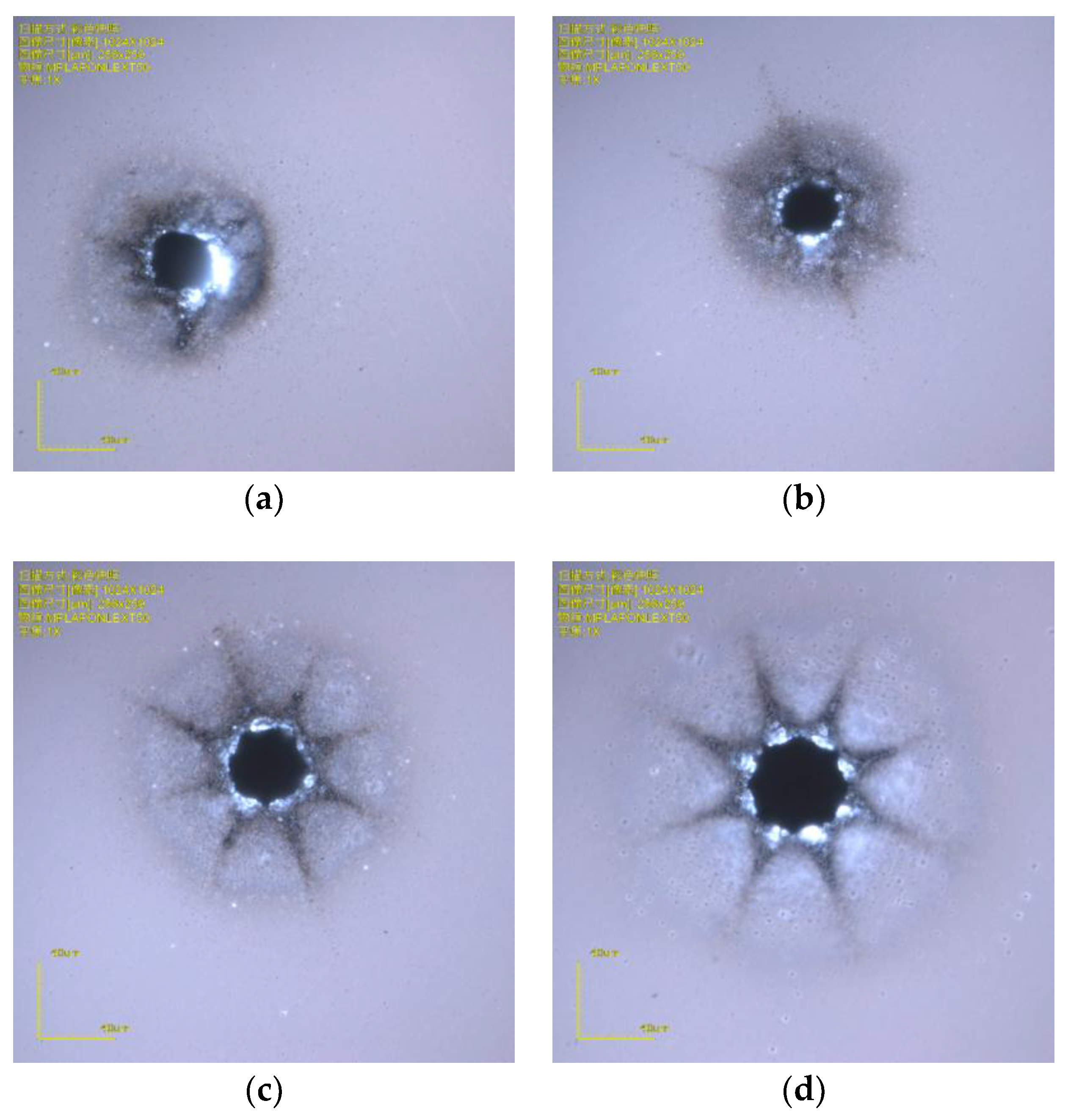
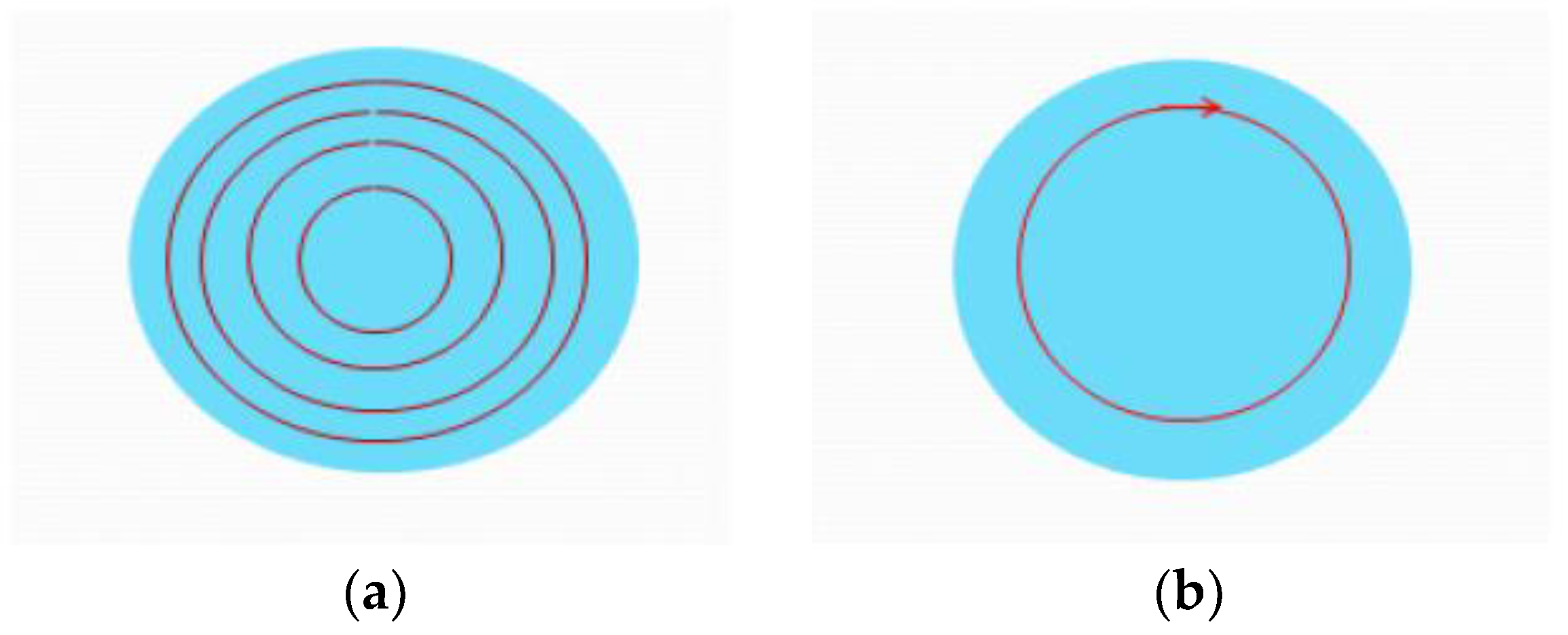
2.1. Theory of Laser Drilling
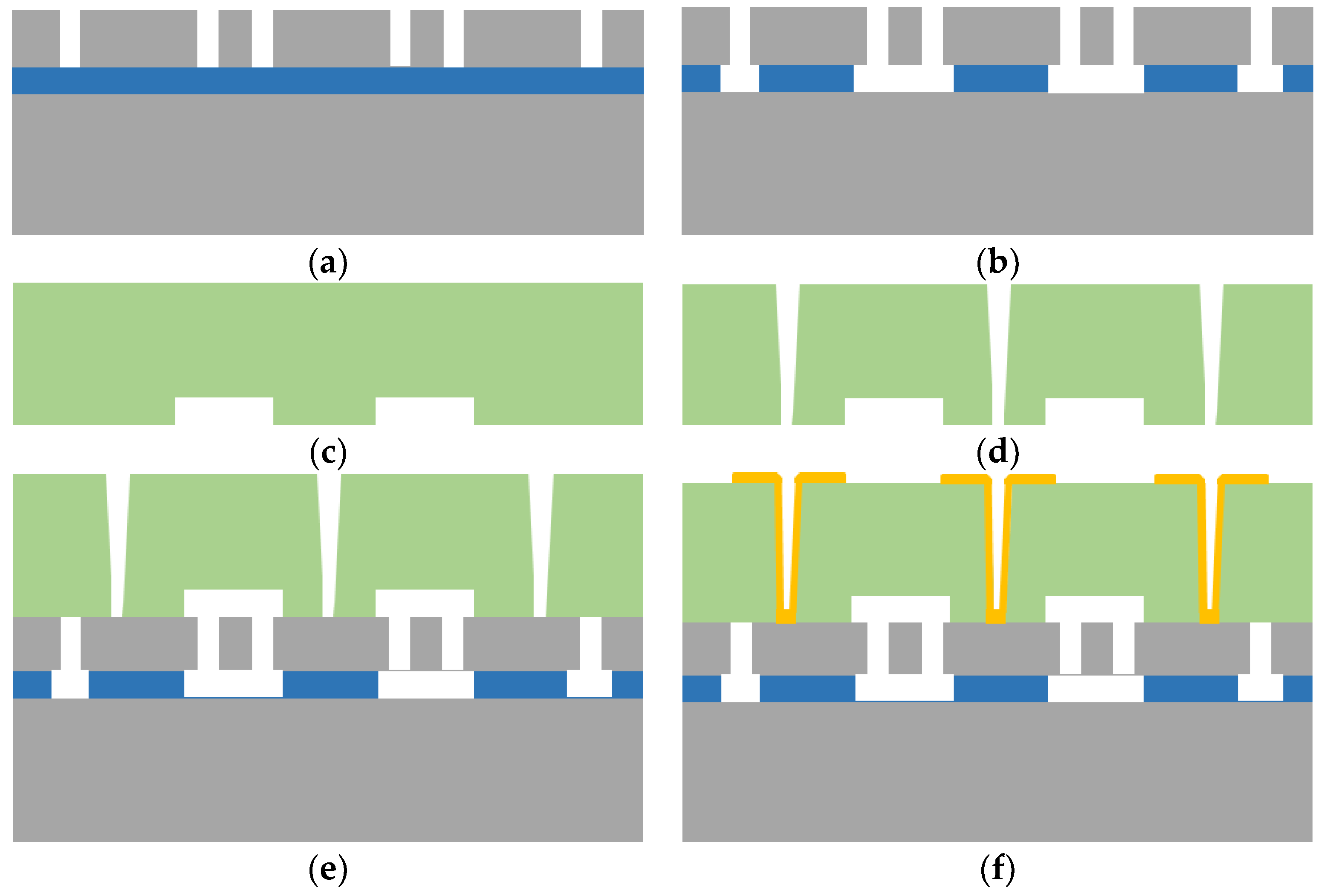
2.2. Fabrication Process of MEMS Device
- (a)
- The device is made on a SOI wafer. Firstly, the top silicon layer of the SOI wafer is etched by ICP, to form the structure layer;
- (b)
- Then the structure layer is released by HF steam;
- (c)
- The movable area for the structure layer is etched on the glass;
- (d)
- The TGV is made by laser drilling;
- (e)
- The anodic bonding of the glass and SOI wafer is completed to achieve the wafer-level packaging;
- (f)
- Lastly, the metal is filled by physical vapor deposition (PVD) at the side of the glass with holes after drilling in order to achieve the electrical interconnection. The electrodes are patterned by using spray coating and wet etching processes.
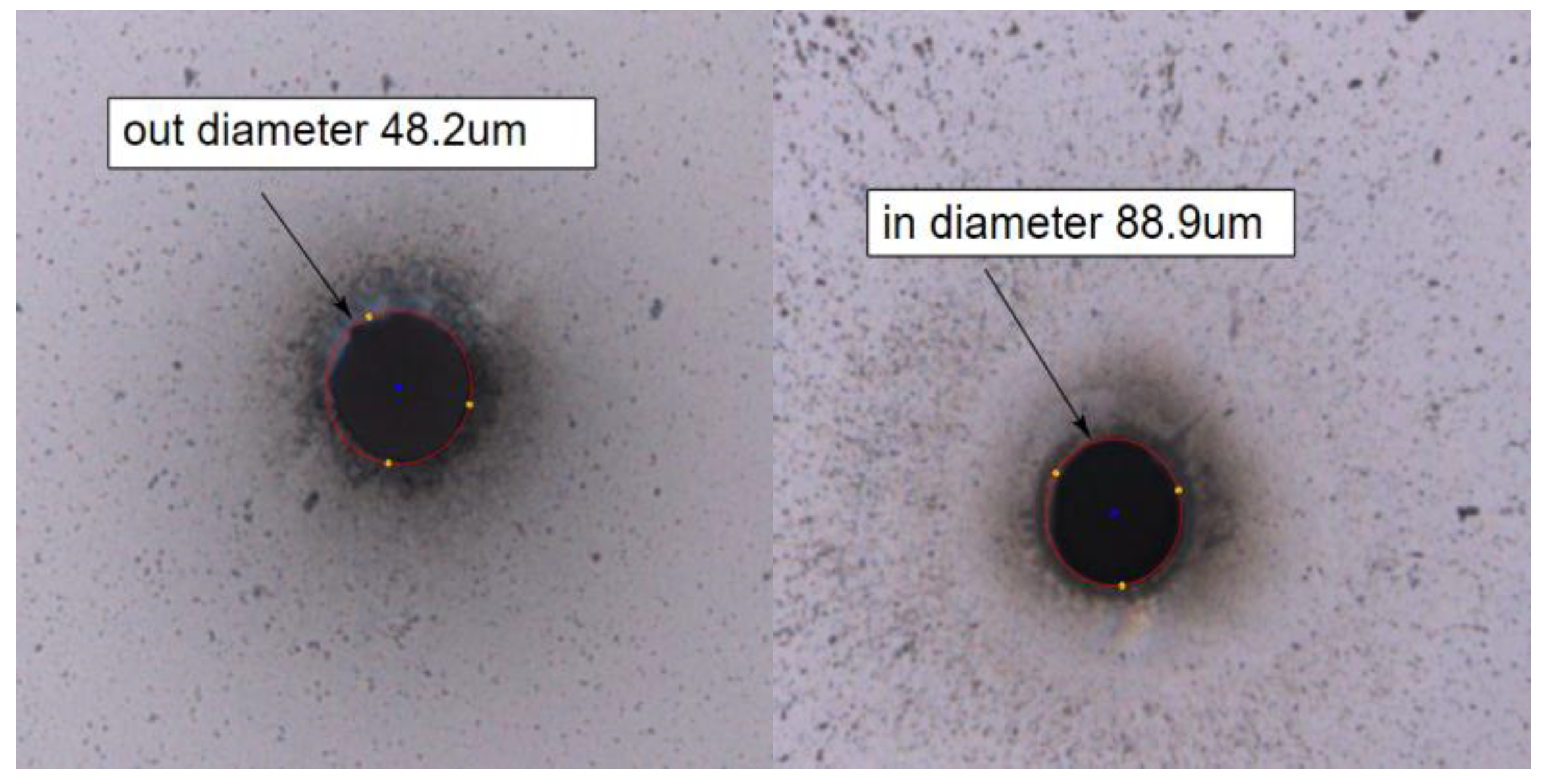
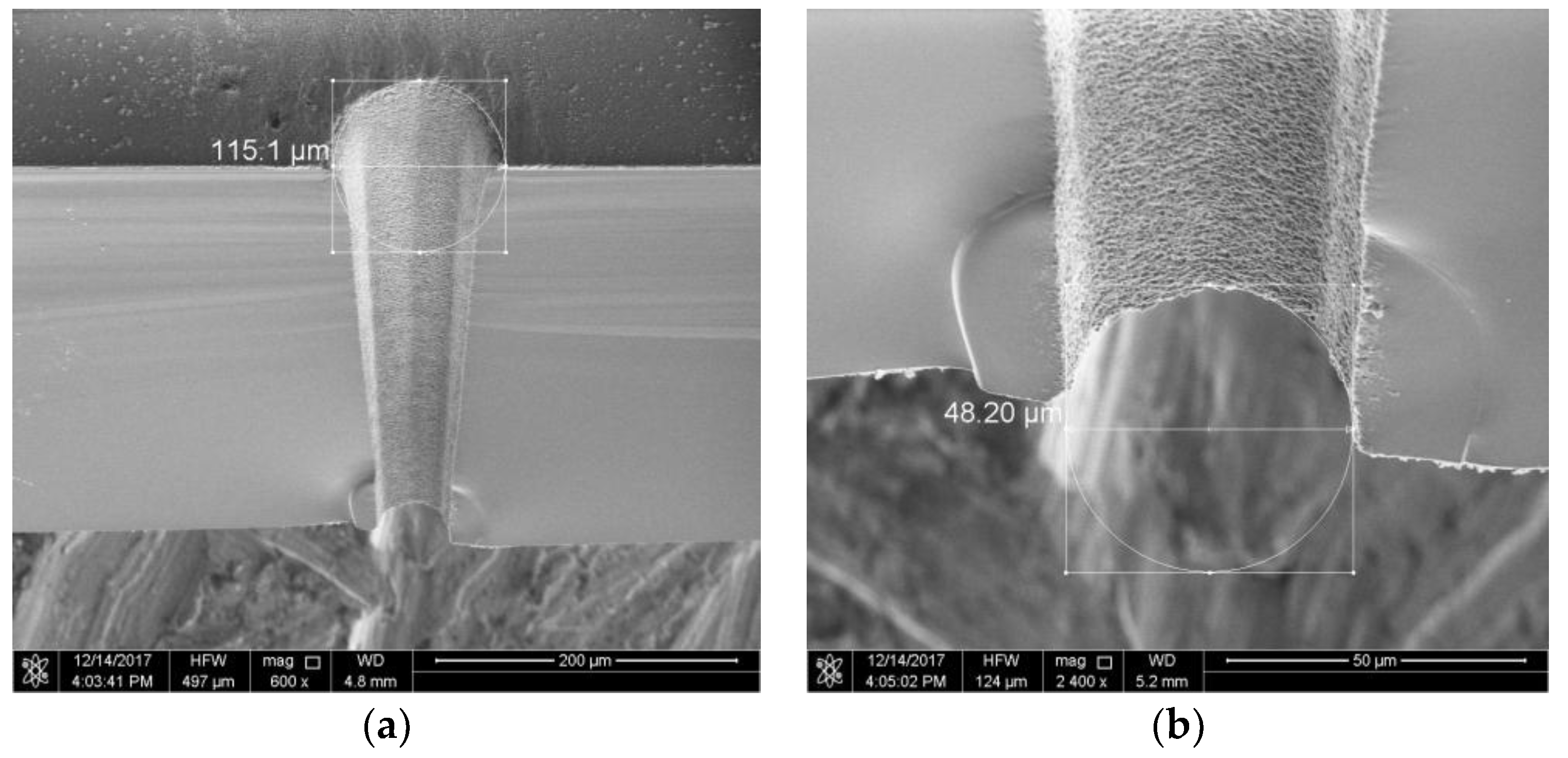
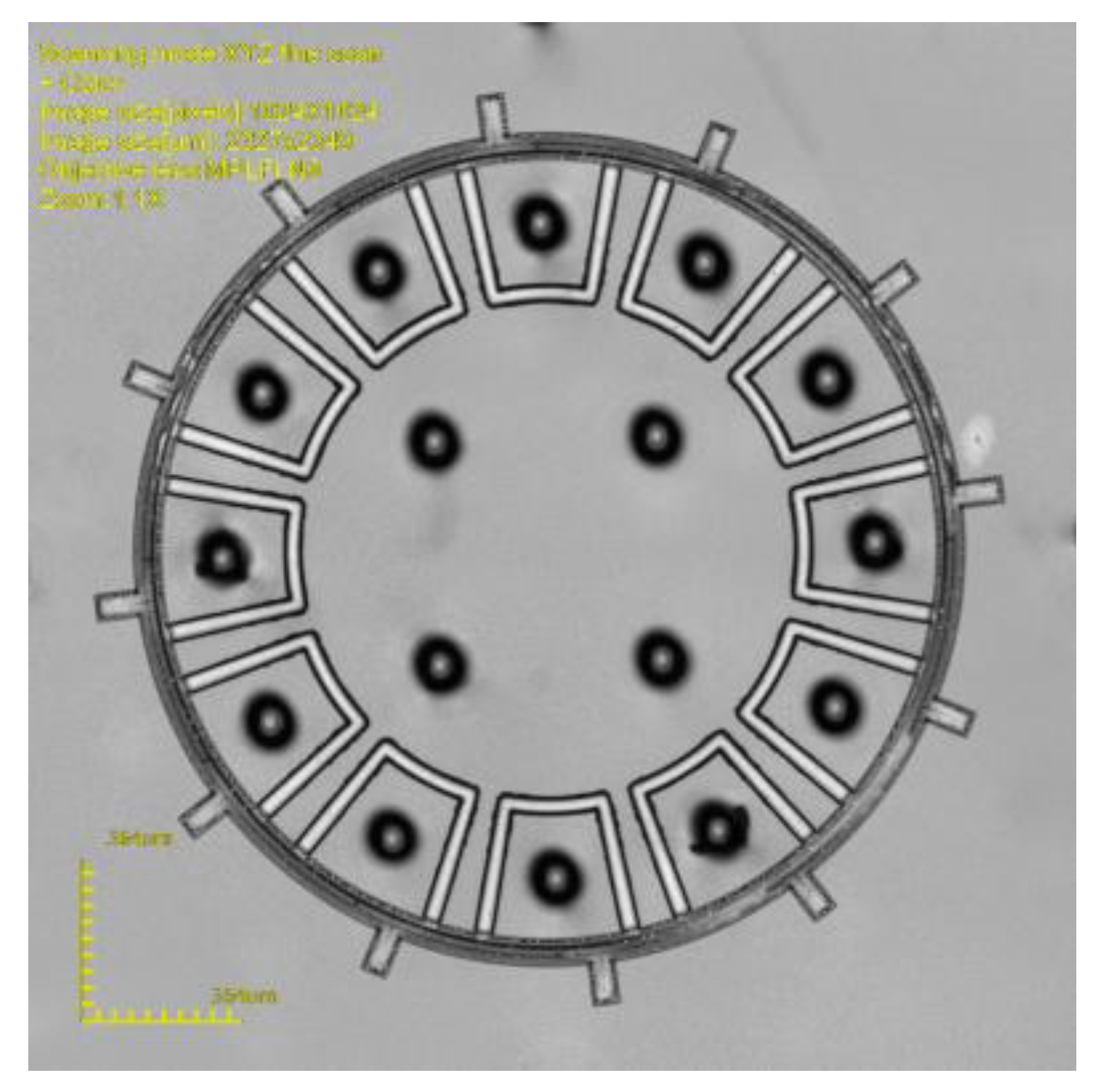
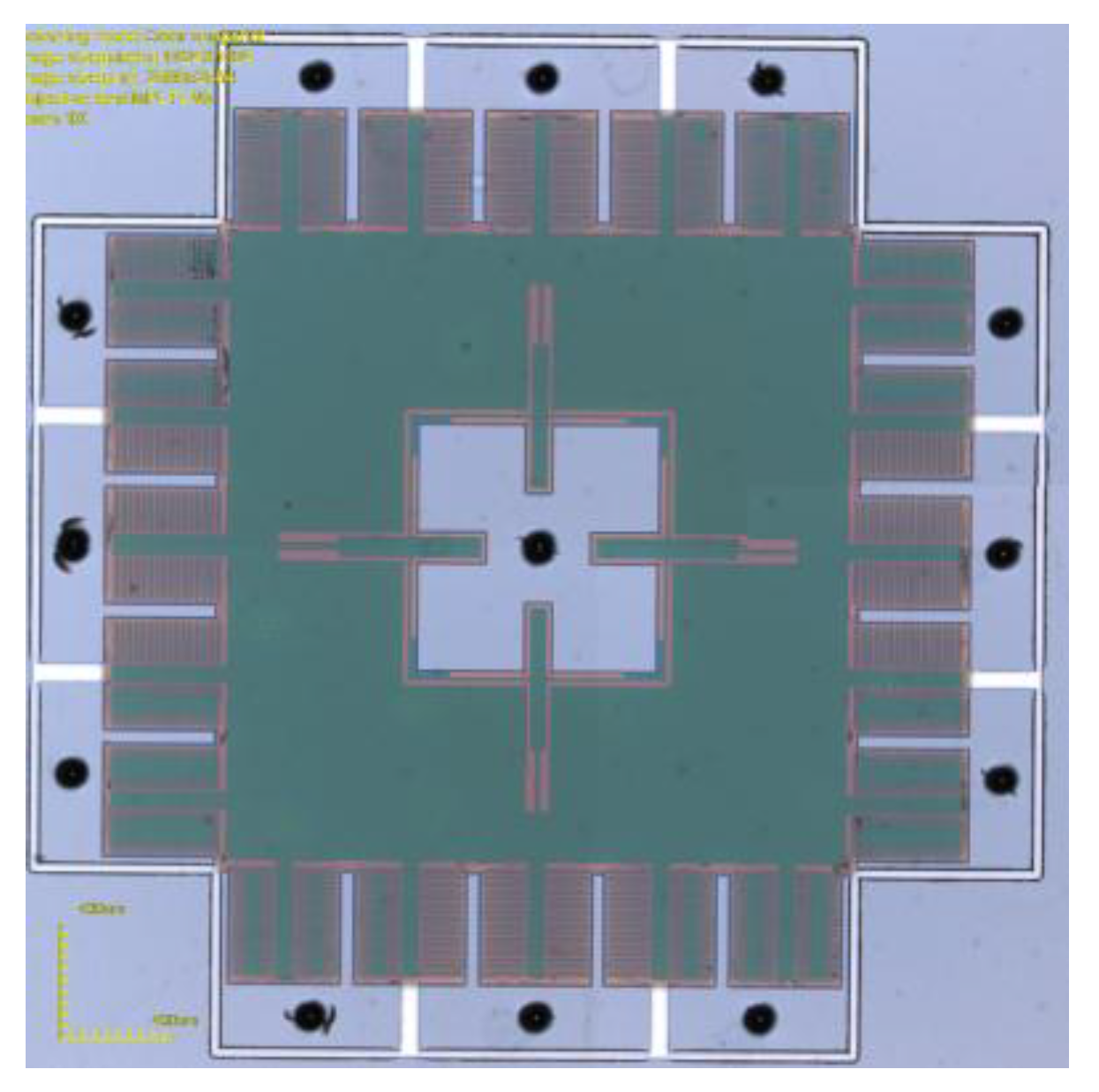
3. Results
4. Conclusions
Author Contributions
Acknowledgments
Conflicts of Interest
References
- Jan Vardaman, E. 3D through- silicon via technology markets and applications. In Three Dimensional System Integration; Springer: Basel, Switzerland, 2011; pp. 237–242. [Google Scholar]
- Kurino, H.; Lee, K.W.; Nakamura, T.; Sakuma, K.; Park, K.T.; Miyakawa, N.; Shimazutsu, H.; Kim, K.Y.; Inamura, K.; Koyanagi, M. Intelligent Image Sensor Chip with Three-Dimensional Structure; IEEE IEDM Tech.: Washington, DC, USA, 1999; pp. 879–882. [Google Scholar]
- Schroder, H.; Brusberg, L.; Arndt-Staufenbiel, N.; Hofmann, J.; Marx, S. Glass Panel Processing for Electrical and Optical Packaging. In Proceedings of the 2011 IEEE 61st Electronic Components and Technology Conference, Lake Buena Vista, 31 May–3 June 2011; pp. 625–633. [Google Scholar]
- Sridharan, V.; Min, S.; Sundaram, V.; Sukumaran, V.; Hwang, S.; Chan, H.; Liu, F.; Nopper, C.; Tummala, R. Design and Fabrication of Bandpass Filters in Glass Interposer with Through-Package-Vias (TPV). Proceedings of 60th Electronic Components and Technology Conference (ECTC), Las Vegas, NV, USA, 1–4 June 2010; pp. 530–535. [Google Scholar]
- El Amrani, A.; Benali, A. A study of through package vias in a glass interposer for multifunctional and miniaturized systems. Microelectron. Reliab. 2014, 54, 1972–1976. [Google Scholar] [CrossRef]
- Zhang, W.; Song, C.; Yang, S. Silicon interposer process development for advanced system integration. Microelectron. Eng. 2015, 156, 50–54. [Google Scholar] [CrossRef]
- Wang, L.; Song, C. A wet etching approach for the via-reveal of a wafer with through silicon vias. Microelectron. Eng. 2017, 179, 31–36. [Google Scholar] [CrossRef]
- Tang, Y.-H.; Lin, Y.-H.; Shiao, M.-H. Development of thin quartz glass utilizing through-glass-via (TGV) formation by dry etching technology. Micro Nano Lett. 2016, 11, 568–571. [Google Scholar] [CrossRef]
- Zhang, X.; Yalcin Yamaner, F.; Oralkan, O. Fabrication of Capacitive Micromachined Ultrasonic Transducers with Through-Glass-Via Interconnects. In Proceedings of the IEEE International Ultrasonics Symposium Proceedings, Taipei, Taiwan, 21–24 October 2015. [Google Scholar]
- Lin, L.; Jing, X.; Wang, Q. Investigation of fused silica glass etching using C4F8/Ar inductively coupled plasmas for through glass via (TGV) applications. Microsyst. Technol. 2016, 22, 119–127. [Google Scholar] [CrossRef]
- Liljeholm, J.; Shah, U.; Campion, J.; Oberhammer, J. Through-Glass-Via Enabling Low Loss High-Linearity RF Components. In Proceedings of the 11th Micronano System Workshop 2016 (MSW 2016), Tomsk, Russia, 10–15 May 2016. [Google Scholar]
- Fuqua, P.D.; Taylor, D.P.; Helvajian, H.; Hansen, W.W.; Abraham, M.H. A UV direct-write approach for formation of embedded structures in photostructurable glass-ceramics. MRS Online Proc. Libr. Arch. 2000, 624, 79. [Google Scholar] [CrossRef]
- Hof, L.; Abou Ziki, J. Micro-hole drilling on glass substrates—A review. Micromachines 2017, 8, 53. [Google Scholar] [CrossRef]
- Park, B.J.; Choi, Y.J.; Chu, C.N. Prevention of exit crack in micro drilling of soda-lime glass. CIRP Ann. Manuf. Technol 2002, 51, 347–350. [Google Scholar] [CrossRef]
- Belloy, E.; Thurre, S.; Walckiers, E.; Sayah, A.; Gijs, M.A.M. The introduction of powder blasting for sensor and microsystem applications. Sens. Actuat. A Phys. 2000, 84, 330–337. [Google Scholar] [CrossRef] [Green Version]
- Lin, L.; Zhang, M.; Qiu, D.; Jing, X.; Jiang, F.; Yu, D. Dry etching of fused silica glass in C4F8/Ar inductively coupled plasmas for through glass via (TGV) applications. In Proceedings of the 15th International Conference on Electronic Packaging Technology & High Density Packaging (ICEPT), Chengdu, China, 12–15 August 2014; pp. 334–339. [Google Scholar]
- Takahashi, S.; Horiuchi, K.; Tatsukoshi, K.; Ono, M.; Imajo, N.; Mobely, T. Development of through glass via (TGV) formation technology using electrical discharging for 2.5/3D integrated packaging. In Proceedings of the Electronic Components and Technology Conference (ECTC), 2013 IEEE 63rd, Las Vegas, NV, USA, 28–31 May 2013; pp. 348–352. [Google Scholar]
- Brusberg, L.; Queisser, M.; Gentsch, C.; Schröder, H.; Lang, K.D. Advances in CO2-laser drilling of glass substrates. Phys. Proced. 2012, 39, 548–555. [Google Scholar] [CrossRef]
- Hwang, D.J.; Choi, T.Y.; Grigoropoulos, C.P. Liquid-assisted femtosecond laser drilling of straight and three-dimensional microchannels in glass. Appl. Phys. A Mater. Sci. Process 2004, 79, 605–612. [Google Scholar] [CrossRef]
- Dixit, P.; Henttinen, K. Via Technologies for MEMS. In Handbook of Silicon Based MEMS Materials and Technologies, 2nd ed.; Elsevier: Amsterdam, The Netherlands, 2015; pp. 694–712. [Google Scholar]
- Chung, C.K.; Lin, S.L. CO2 laser micromachined crackless through holes of Pyrex 7740 glass. Int. J. Mach. Tool. Manuf. 2010, 50, 961–968. [Google Scholar] [CrossRef]
- Bohme, R.; Zimmer, K.; Rauschenbach, B. Laser backside etching of fused silica due to carbon layer ablation. Appl. Phys. A 2006, 82, 325–328. [Google Scholar] [CrossRef]
- Liljeholm, J.; Ågren, P.; Svedin, N.; Baghchehsaraei, Z.; Ebefors, T. 3D MEMS wafer level packaging exemplified by RF characterized TSVs & TGVs and integration of bonding processes. In Proceedings of the 11th international wafer-level packaging conference (IWLPC), San Jose, CA, USA, 11–13 November 2014. [Google Scholar]
- Uglov, A.A.; Kokora, A.N.; Orekhov, N.V. Laser drilling of holes in materials with different thermal properties. Sov. J. Quant. Electron. 1976, 6, 311–315. [Google Scholar] [CrossRef]
- Armon, E.; Zvirin, Y.; Laufer, G.; Solan, A. Metal drilling with a CO2 laser beam. J. Appl. Phys. 1989, 65, 4995–5002. [Google Scholar] [CrossRef]
- Olson, R.W.; Swope, W.C. Laser drilling with focused Gaussian beams. J. Appl. Phys. 1992, 72, 3686–3696. [Google Scholar] [CrossRef]
- Fox, J.A.; Sluss, E.C. The Effect of Combining CW Laser Radiation with pulses. In Proceedings of the AIAA 16th Aerospace Sciences Meeting, Huntsville, AL, USA, 16–18 January 1978; pp. 16–18. [Google Scholar]
- Wagner, R.E. Laser drilling mechanics. J. Appl. Phys. 1974, 45, 4631–4637. [Google Scholar] [CrossRef]



© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, F.; Han, G.; Yang, J.; Zhang, M.; Ning, J.; Yang, F.; Si, C. Research on Wafer-Level MEMS Packaging with Through-Glass Vias. Micromachines 2019, 10, 15. https://doi.org/10.3390/mi10010015
Yang F, Han G, Yang J, Zhang M, Ning J, Yang F, Si C. Research on Wafer-Level MEMS Packaging with Through-Glass Vias. Micromachines. 2019; 10(1):15. https://doi.org/10.3390/mi10010015
Chicago/Turabian StyleYang, Fan, Guowei Han, Jian Yang, Meng Zhang, Jin Ning, Fuhua Yang, and Chaowei Si. 2019. "Research on Wafer-Level MEMS Packaging with Through-Glass Vias" Micromachines 10, no. 1: 15. https://doi.org/10.3390/mi10010015