
Laser Processing of Transparent Wafers with a AlGaN/GaN Heterostructures and High-Electron Mobility Devices on a Backside



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
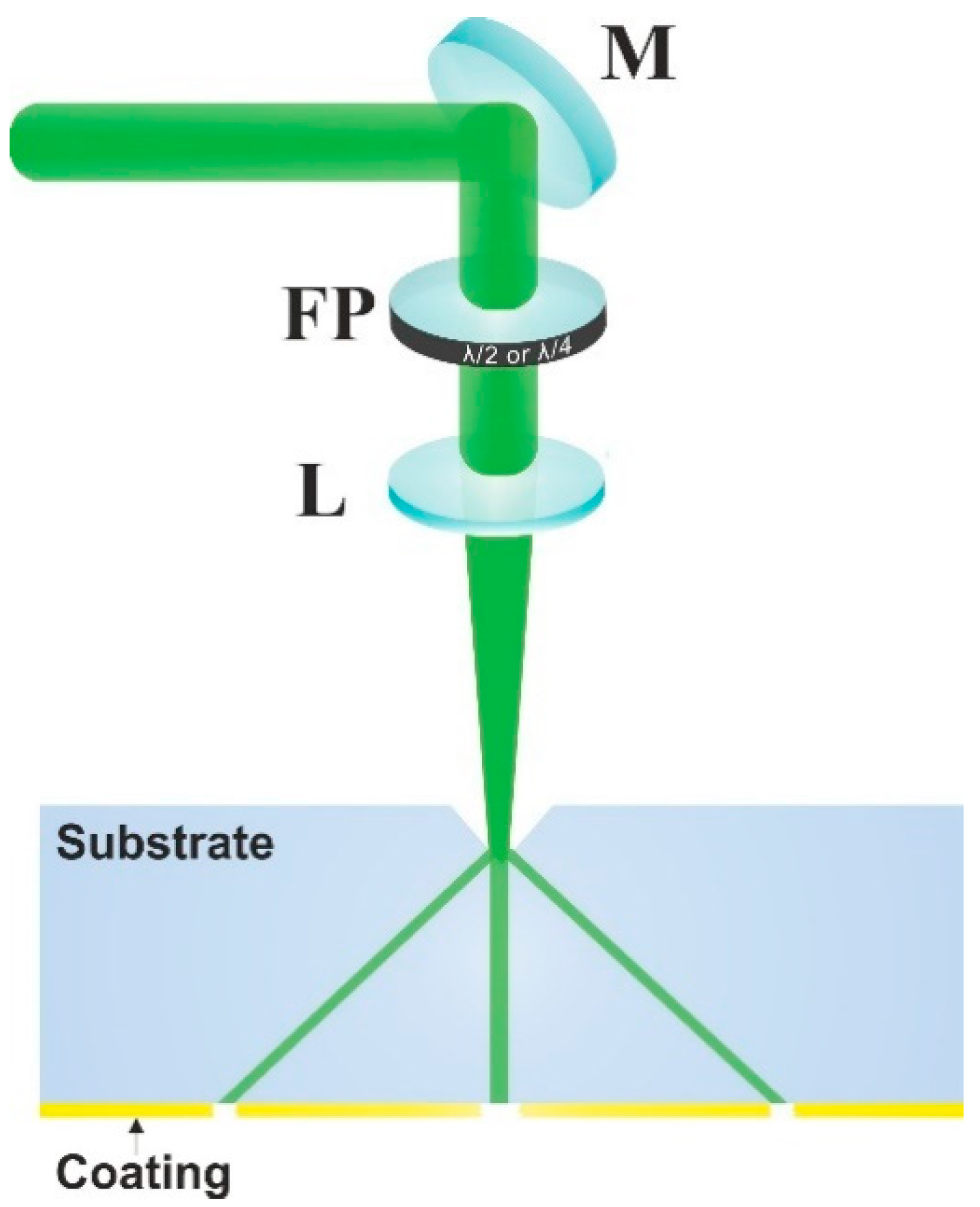
2. Experimental Setup
3. Results and Discussion
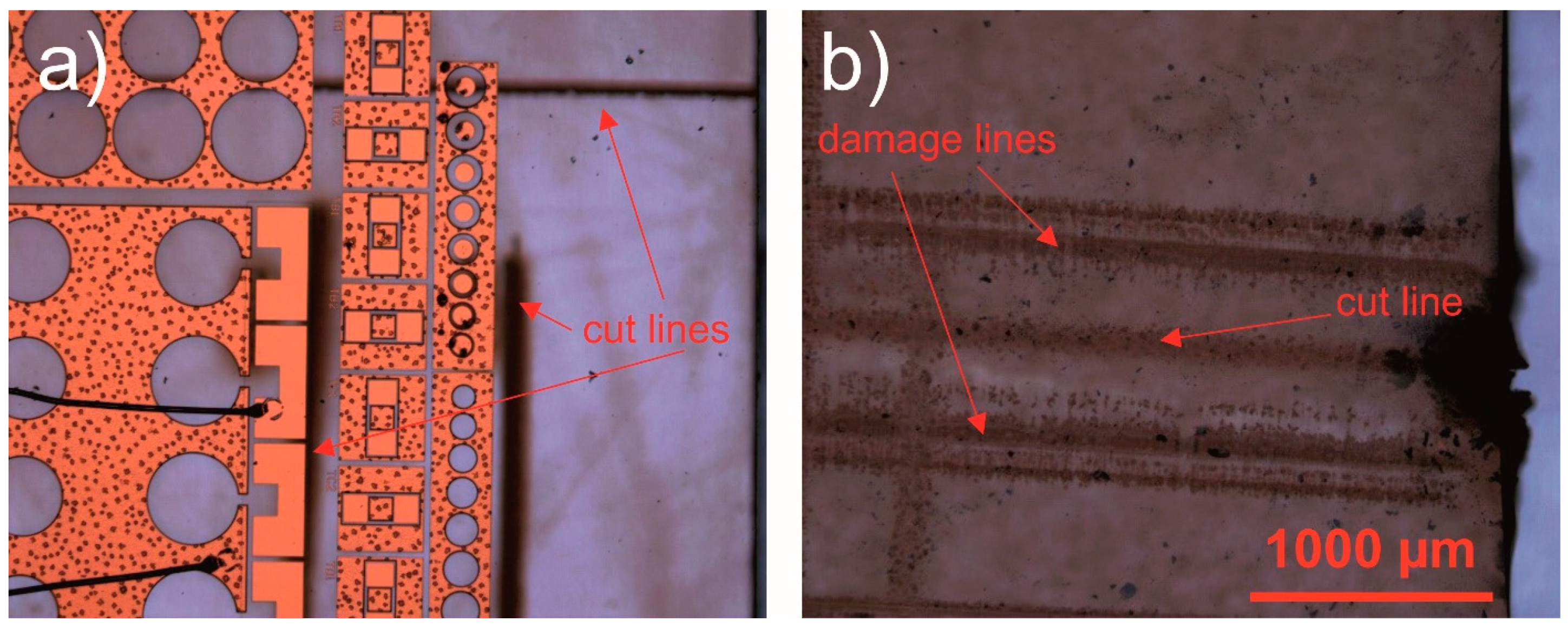
3.1. Laser Scribing of SiC and Sapphire Wafers with Electronic Devices on a Backside
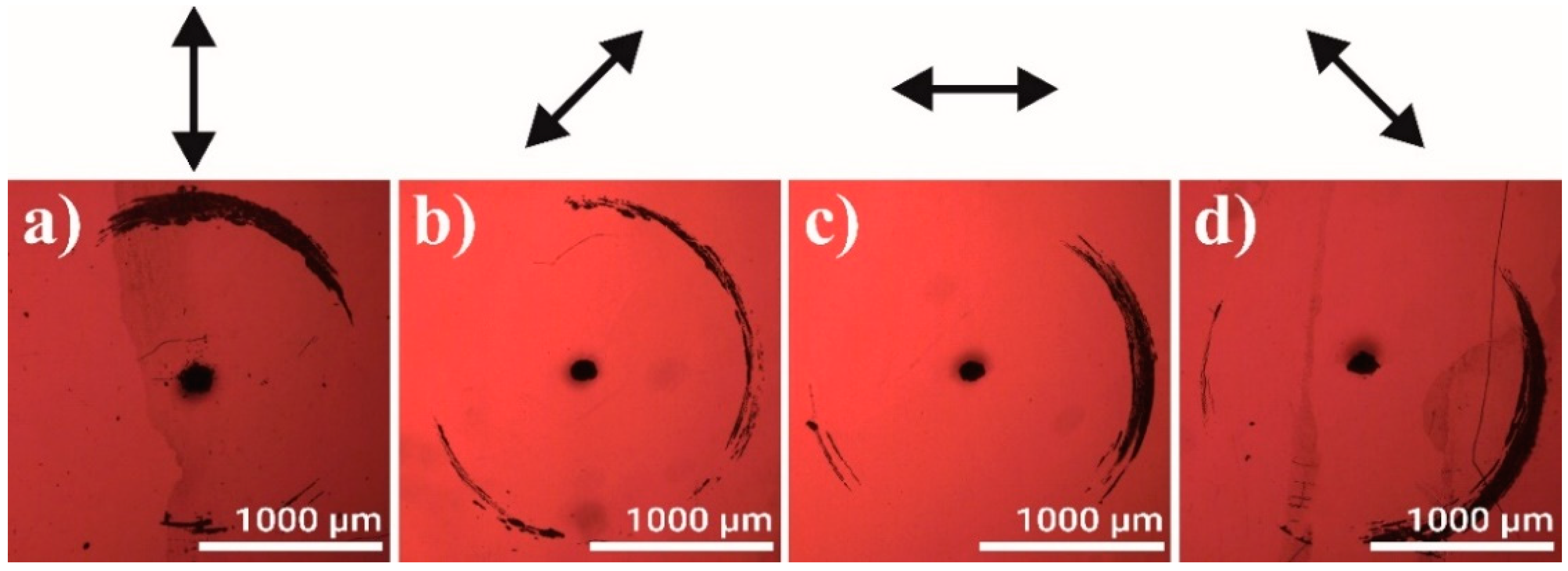
3.2. Point Damages
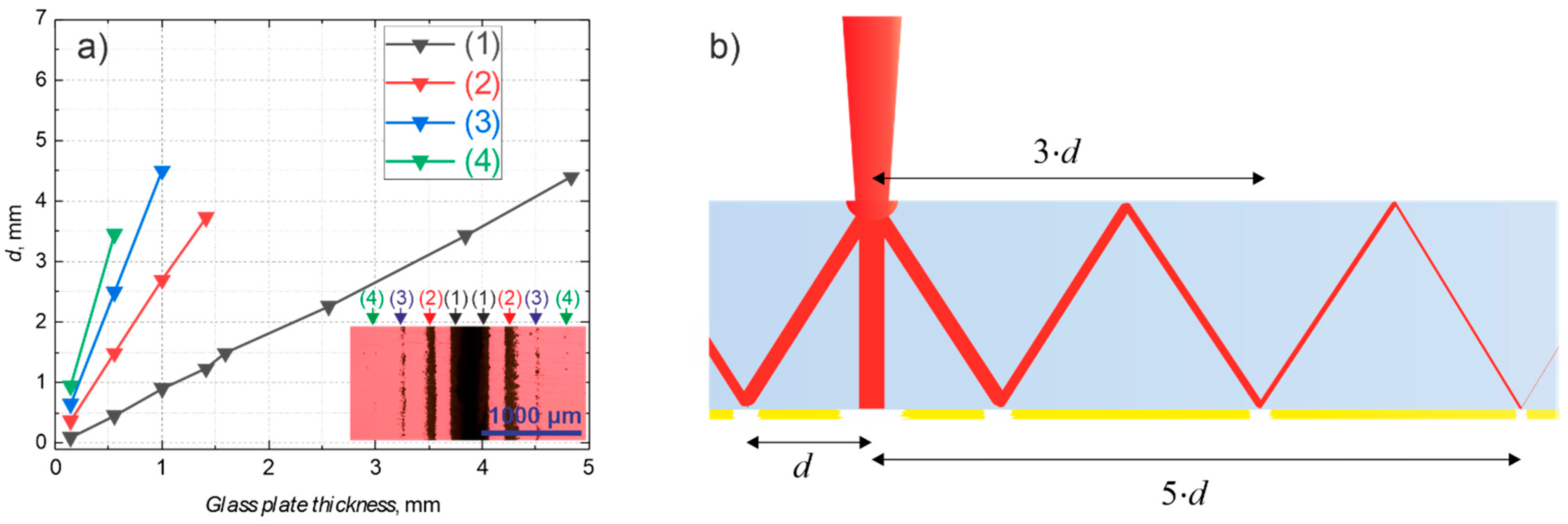
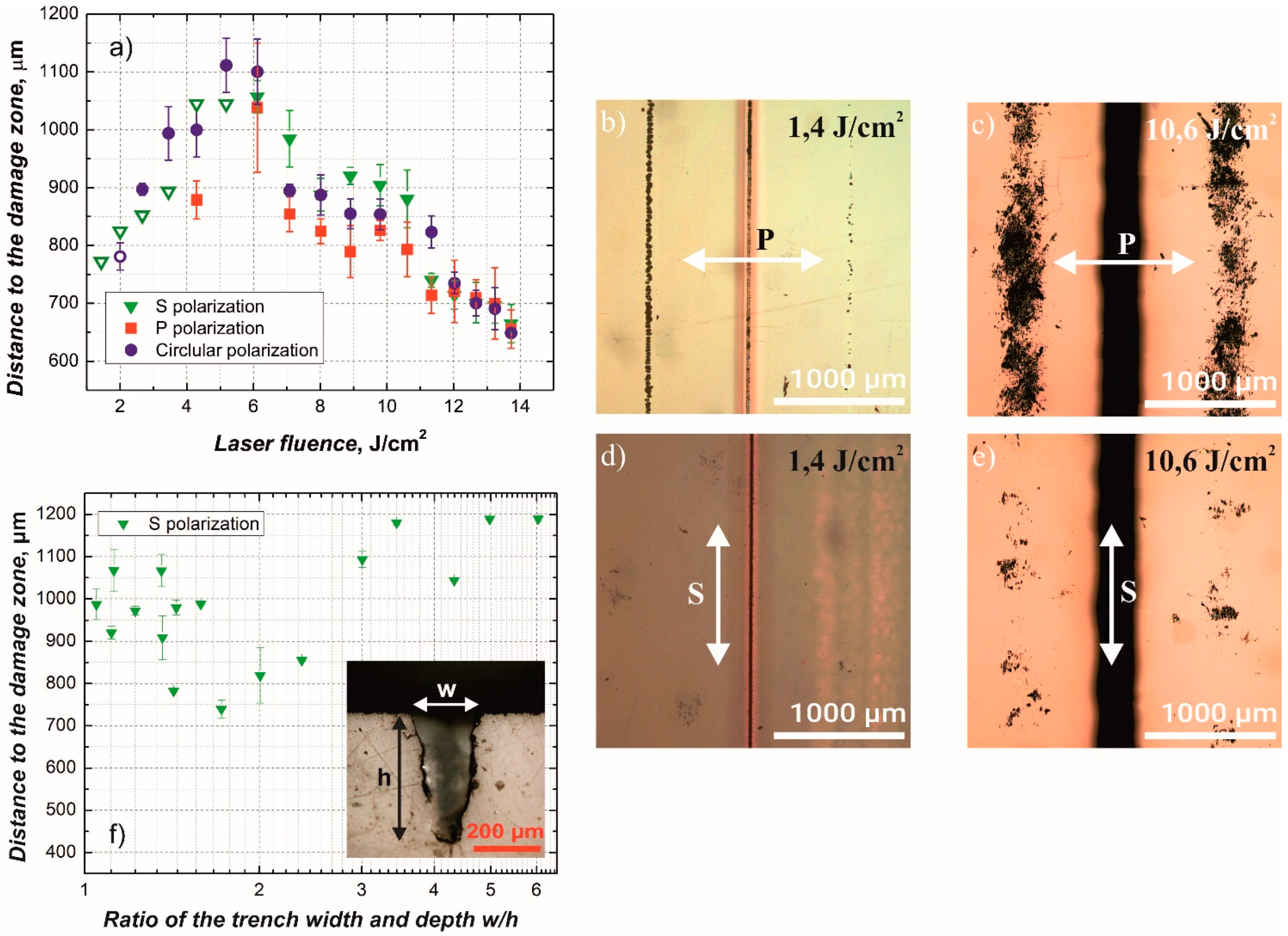
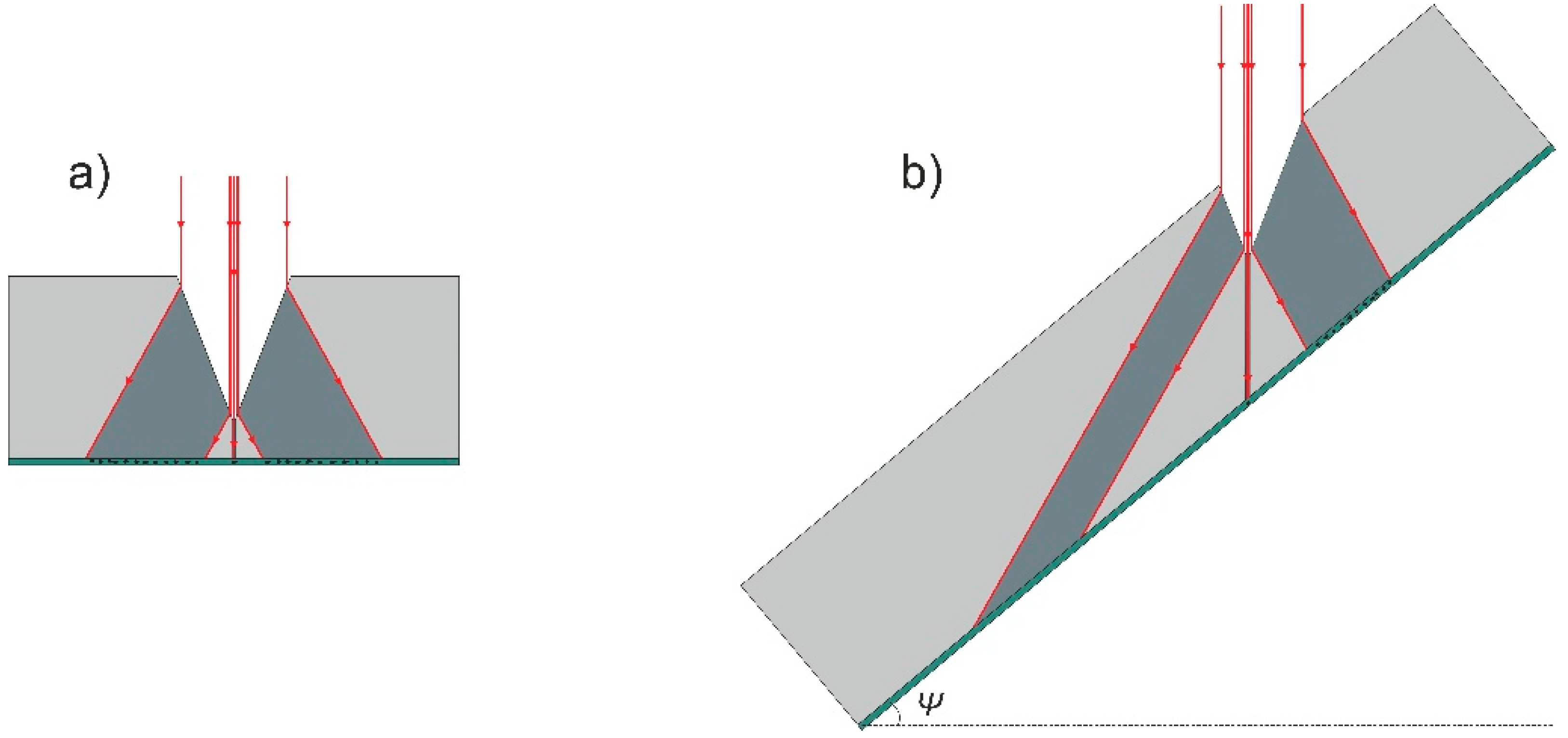
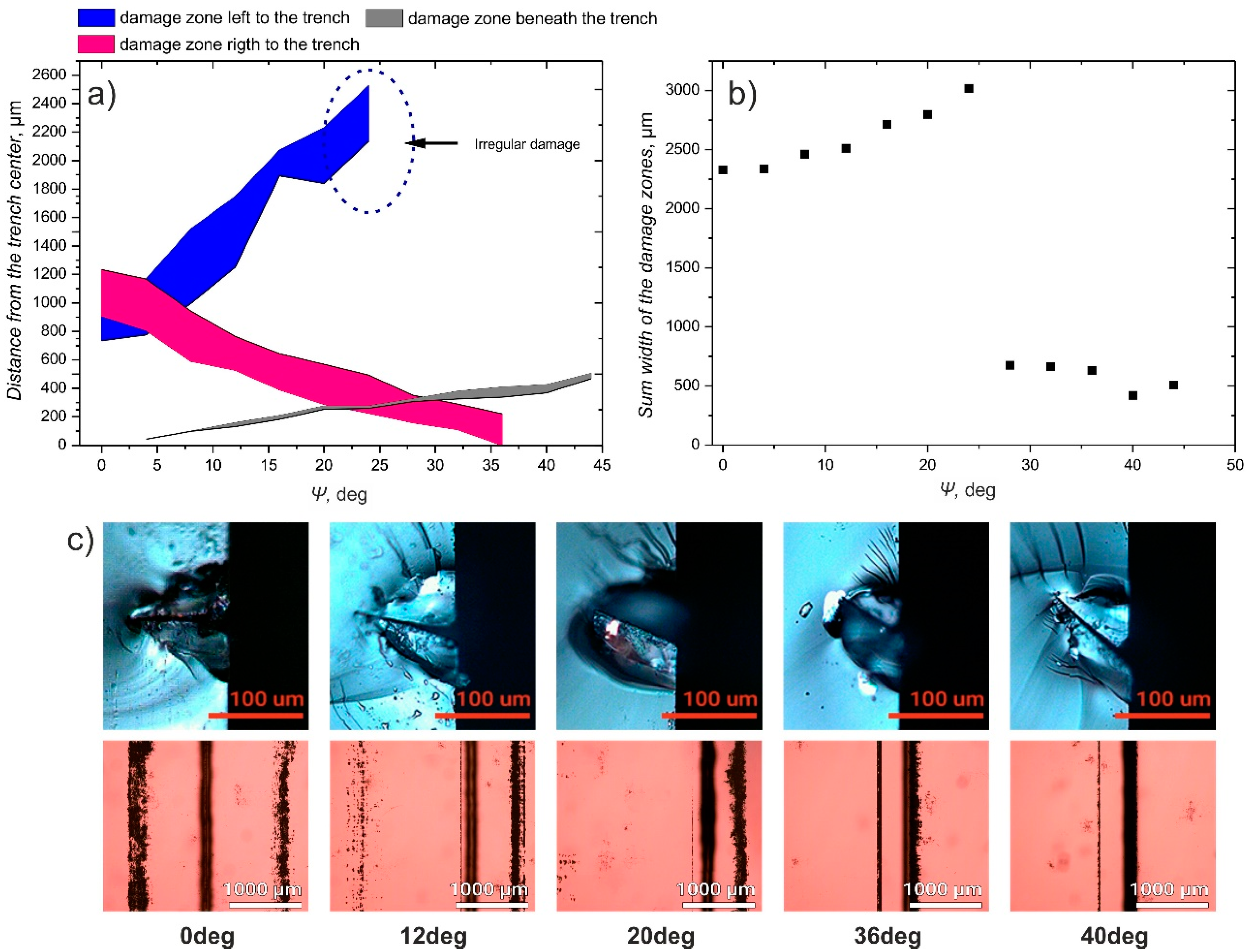
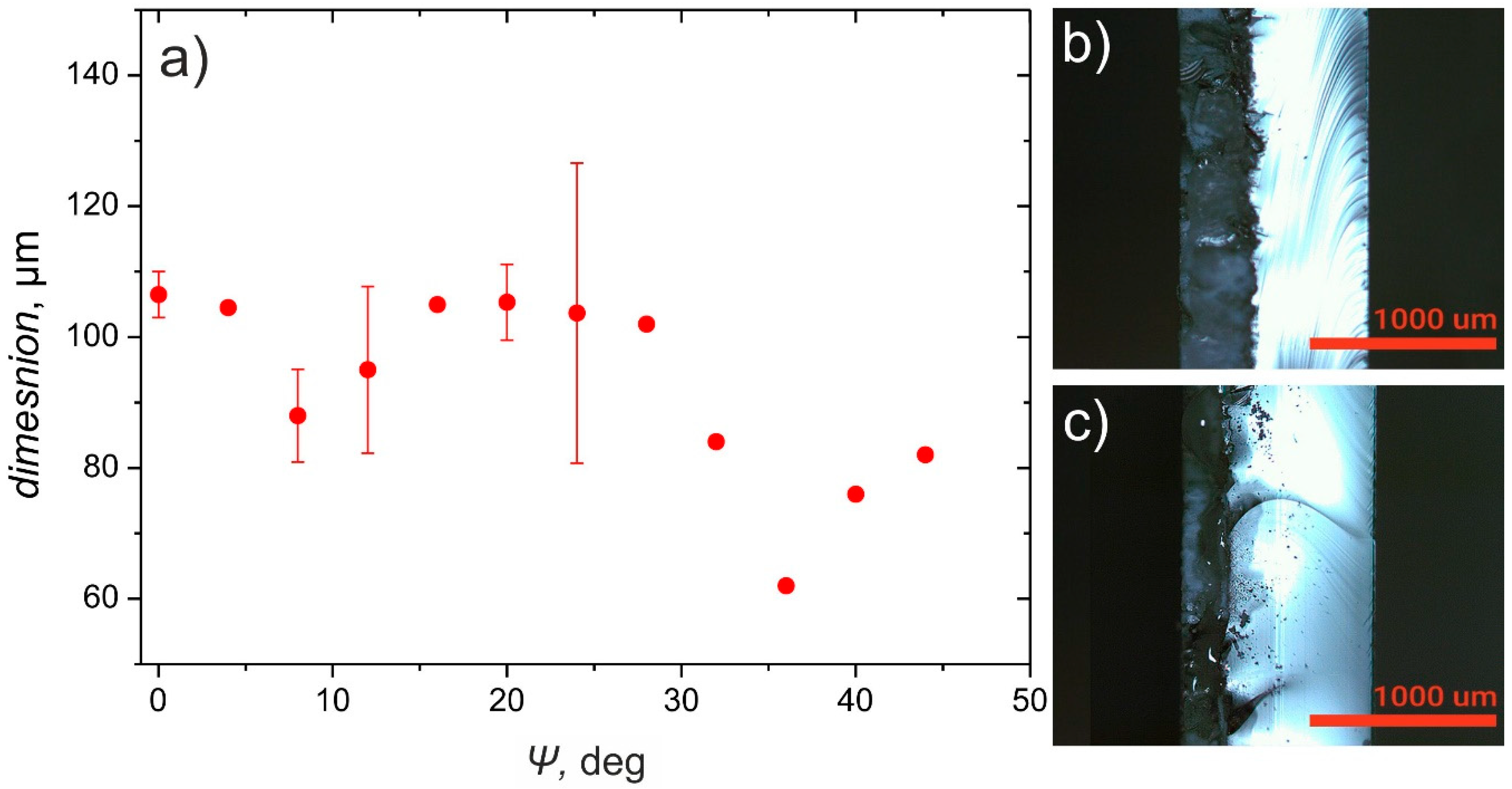
3.3. Line Damages
4. Performance of Electronic Devices
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ma, C.-T.; Gu, Z.-H. Review on Driving Circuits for Wide-Bandgap Semiconductor Switching Devices for Mid- to High-Power Applications. Micromachines 2021, 12, 65. [Google Scholar] [CrossRef] [PubMed]
- Flack, T.J.; Pushpakaran, B.N.; Bayne, S.B. GaN Technology for Power Electronic Applications: A Review. J. Electron. Mater. 2016, 45, 2673–2682. [Google Scholar] [CrossRef]
- Sai, P.; Jorudas, J.; Dub, M.; Sakowicz, M.; Jakštas, V.; But, D.B.; Prystawko, P.; Cywinski, G.; Kašalynas, I.; Knap, W.; et al. Low frequency noise and trap density in GaN/AlGaN field effect transistors. Appl. Phys. Lett. 2019, 115, 183501. [Google Scholar] [CrossRef]
- Varel, H.; Ashkenasi, D.; Rosenfeld, A.; Wähmer, M.; Campbell, E.E.B. Micromachining of quartz with ultrashort laser pulses. Appl. Phys. A 1997, 65, 367–373. [Google Scholar] [CrossRef]
- Gu, E.; Jeon, C.W.; Choi, H.W.; Rice, G.; Dawson, M.D.; Illy, E.K.; Knowles, M.R.H. Micromachining and dicing of sapphire, gallium nitride and micro LED devices with UV copper vapour laser. Thin Solid Film. 2004, 453–454, 462–466. [Google Scholar] [CrossRef]
- Collins, A.; Rostohar, D.; Prieto, C.; Chan, Y.K.; O’Connor, G.M. Laser scribing of thin dielectrics with polarised ultrashort pulses. Opt. Lasers Eng. 2014, 60, 18–24. [Google Scholar] [CrossRef]
- Shin, H.; Kim, D. Cutting thin glass by femtosecond laser ablation. Opt. Laser Technol. 2018, 102, 1–11. [Google Scholar] [CrossRef]
- Vanagas, E.; Kawai, J.; Tuzhilin, D.; Kudryashov, I.; Mizuyama, A.; Nakamura, K.; Kondo, K.-I.; Koshihara, S.-Y.; Takesada, M.; Matsuda, K.; et al. Glass cutting by femtosecond pulsed irradiation. J. Micro/Nanolithographymemsand Moems 2004, 3, 358–363. [Google Scholar] [CrossRef]
- Kalupka, C.; Großmann, D.; Reininghaus, M. Evolution of energy deposition during glass cutting with pulsed femtosecond laser radiation. Appl. Phys. A 2017, 123, 376. [Google Scholar] [CrossRef]
- Sun, X.; Zheng, J.; Liang, C.; Hu, Y.; Zhong, H.; Duan, J.a. Improvement of rear damage of thin fused silica by liquid-assisted femtosecond laser cutting. Appl. Phys. A 2019, 125, 461. [Google Scholar] [CrossRef]
- Russ, S.; Siebert, C.; Eppelt, U.; Hartmann, C.; Faißt, B.; Schulz, W. Picosecond laser ablation of transparent materials. In Proceedings of the SPIE LASE, San Jose, CA, USA, 8–13 June 2013. [Google Scholar] [CrossRef]
- Aldana, J.R.V.D.; Mendez, C.; Roso, L. Saturation of ablation channels micro-machined in fused silica with many femtosecond laser pulses. Opt. Express 2006, 14, 1329–1338. [Google Scholar] [CrossRef] [PubMed]
- Jorudas, J.; Šimukovič, A.; Dub, M.; Sakowicz, M.; Prystawko, P.; Indrišiūnas, S.; Kovalevskij, V.; Rumyantsev, S.; Knap, W.; Kašalynas, I. AlGaN/GaN on SiC Devices without a GaN Buffer Layer: Electrical and Noise Characteristics. Micromachines 2020, 11, 1131. [Google Scholar] [CrossRef] [PubMed]
- Rubin, M. Optical properties of soda lime silica glasses. Sol. Energy Mater. 1985, 12, 275–288. [Google Scholar] [CrossRef] [Green Version]

Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Indrišiūnas, S.; Svirplys, E.; Jorudas, J.; Kašalynas, I. Laser Processing of Transparent Wafers with a AlGaN/GaN Heterostructures and High-Electron Mobility Devices on a Backside. Micromachines 2021, 12, 407. https://doi.org/10.3390/mi12040407
Indrišiūnas S, Svirplys E, Jorudas J, Kašalynas I. Laser Processing of Transparent Wafers with a AlGaN/GaN Heterostructures and High-Electron Mobility Devices on a Backside. Micromachines. 2021; 12(4):407. https://doi.org/10.3390/mi12040407
Chicago/Turabian StyleIndrišiūnas, Simonas, Evaldas Svirplys, Justinas Jorudas, and Irmantas Kašalynas. 2021. "Laser Processing of Transparent Wafers with a AlGaN/GaN Heterostructures and High-Electron Mobility Devices on a Backside" Micromachines 12, no. 4: 407. https://doi.org/10.3390/mi12040407
APA StyleIndrišiūnas, S., Svirplys, E., Jorudas, J., & Kašalynas, I. (2021). Laser Processing of Transparent Wafers with a AlGaN/GaN Heterostructures and High-Electron Mobility Devices on a Backside. Micromachines, 12(4), 407. https://doi.org/10.3390/mi12040407