
Spark Analysis Based on the CNN-GRU Model for WEDM Process

 and
and
Abstract
1. Introduction
2. Spark Feature Analysis under WEDM
2.1. Spark Feature
2.2. Spark Feature
2.2.1. Energy (E)
2.2.2. Spark Energy Density (ESR)
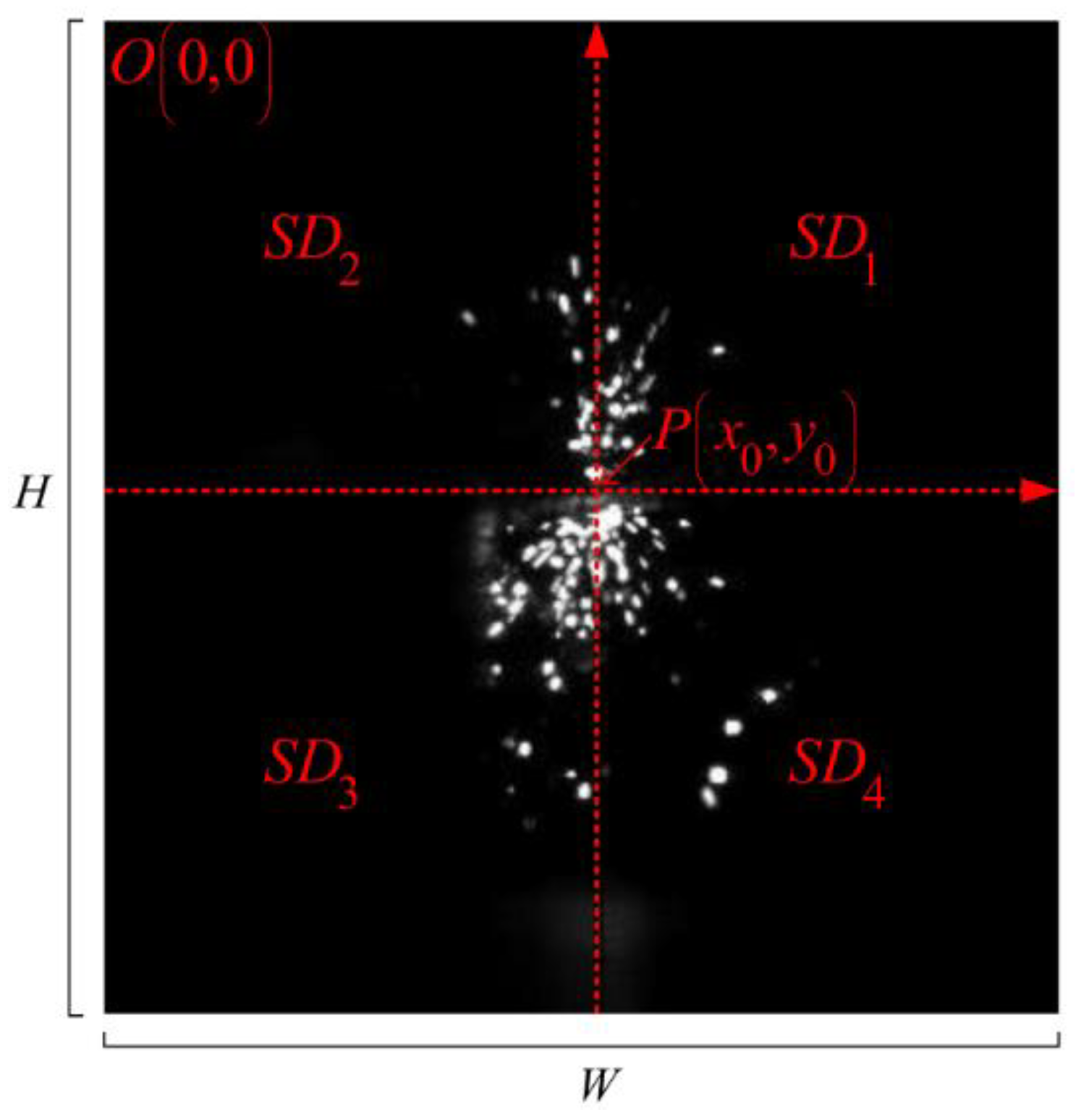
2.2.3. Spark Area Distribution (SDk)
2.2.4. Spark Energy Distribution (EDk)
2.2.5. HU Moment
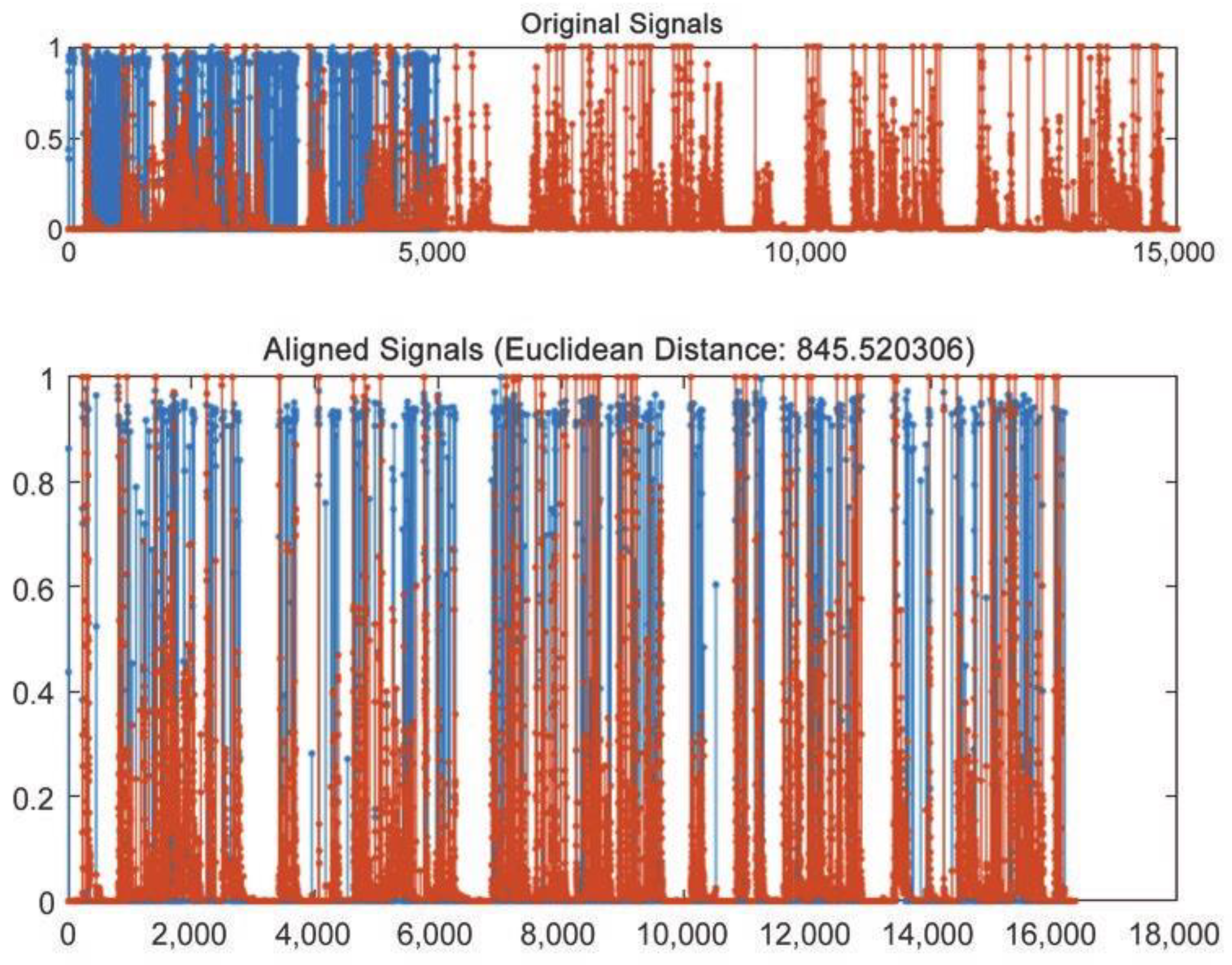
2.3. Dynamic Time Warping
- (1)
- It compares only time series of the same length.
- (2)
- It does not handle outliers or noise.
- (3)
- It is very sensitive with respect to six signal transformations: shifting, uniform amplitude scaling, uniform time scaling, uniform bi-scaling, time warping, and non-uniform amplitude scaling.
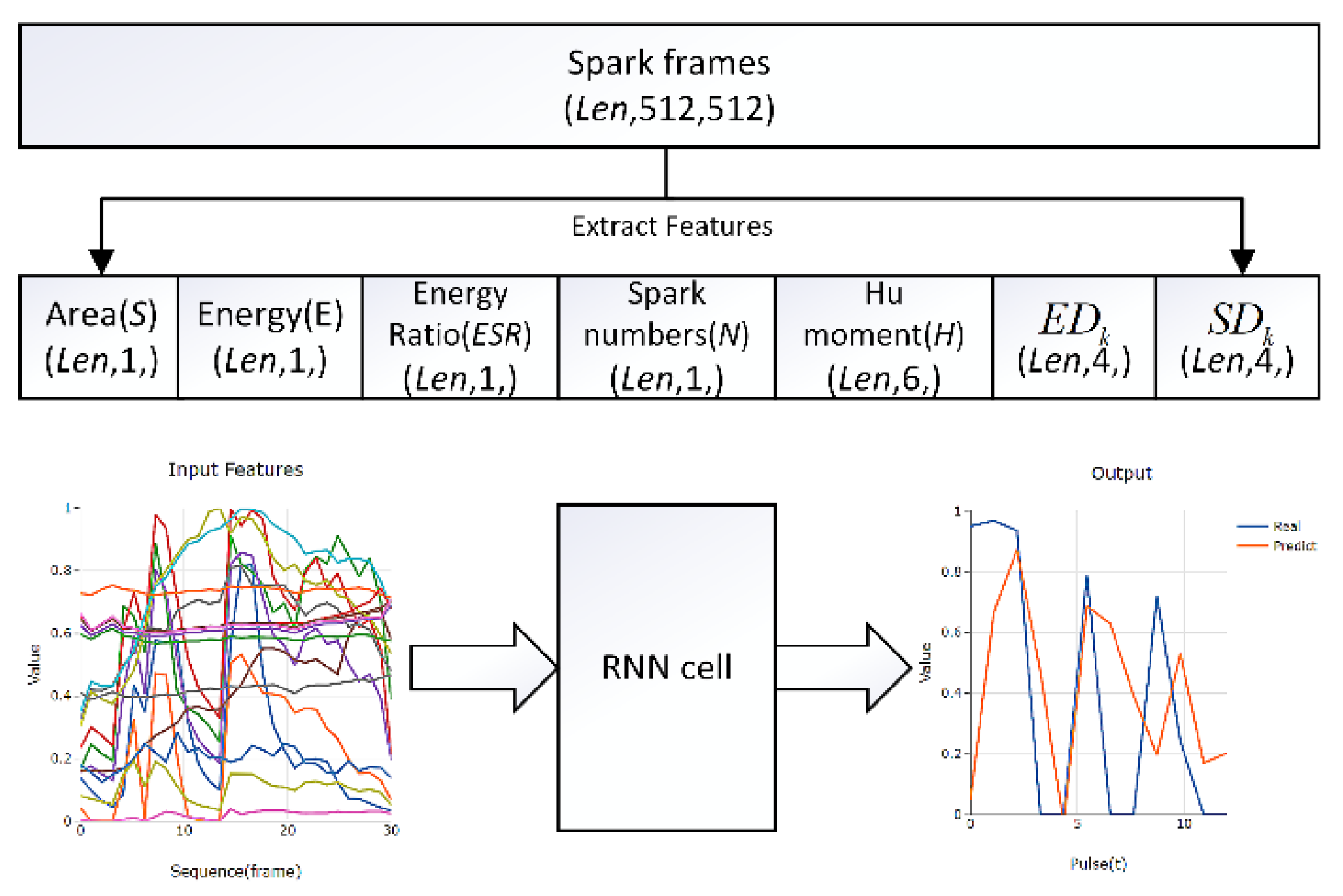
2.4. Spark Feature
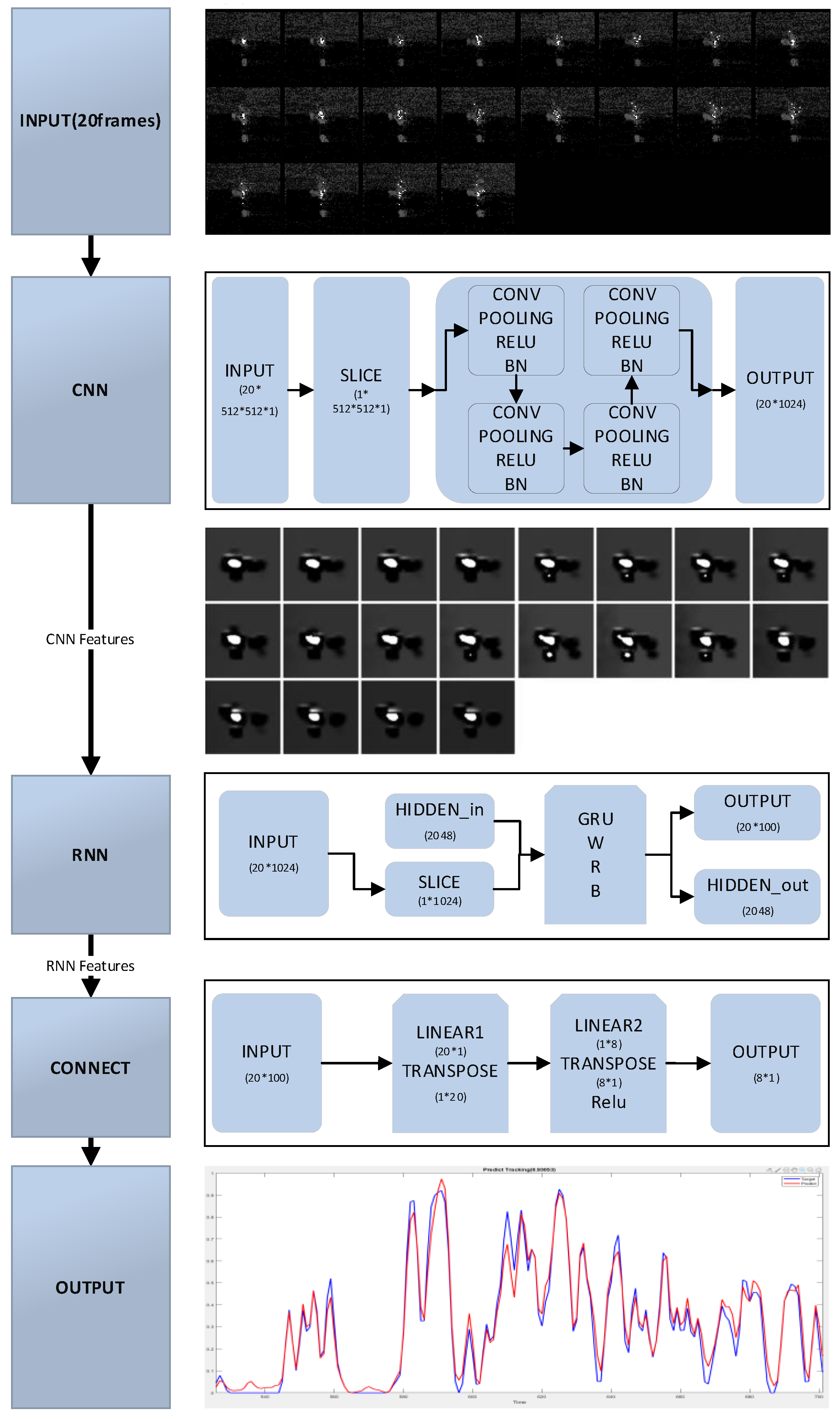
2.4.1. Sequence to Sequence Model
2.4.2. Sequence to Sequence Model
3. Data Synchronous Acquisition and Preprocessing
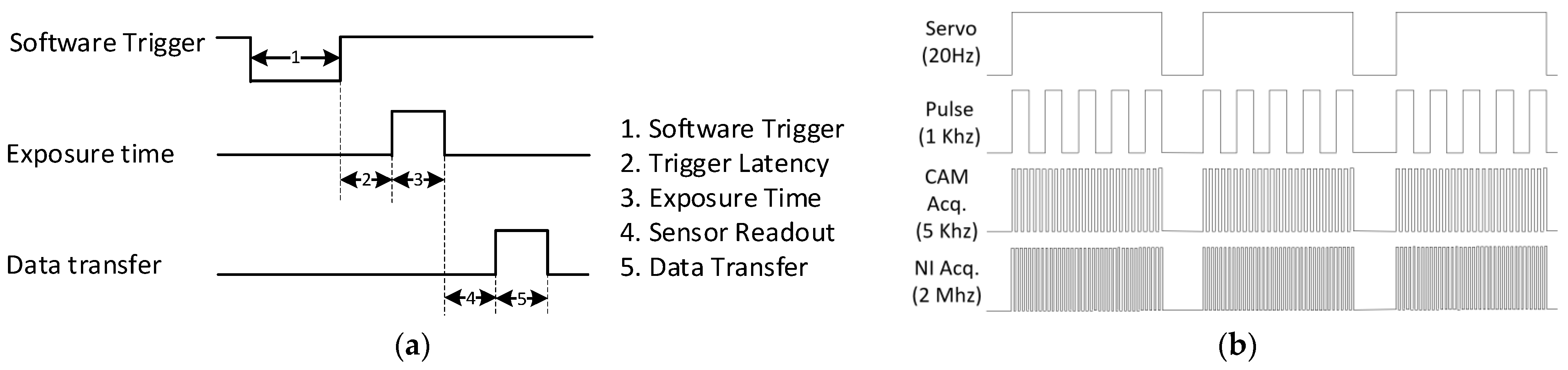
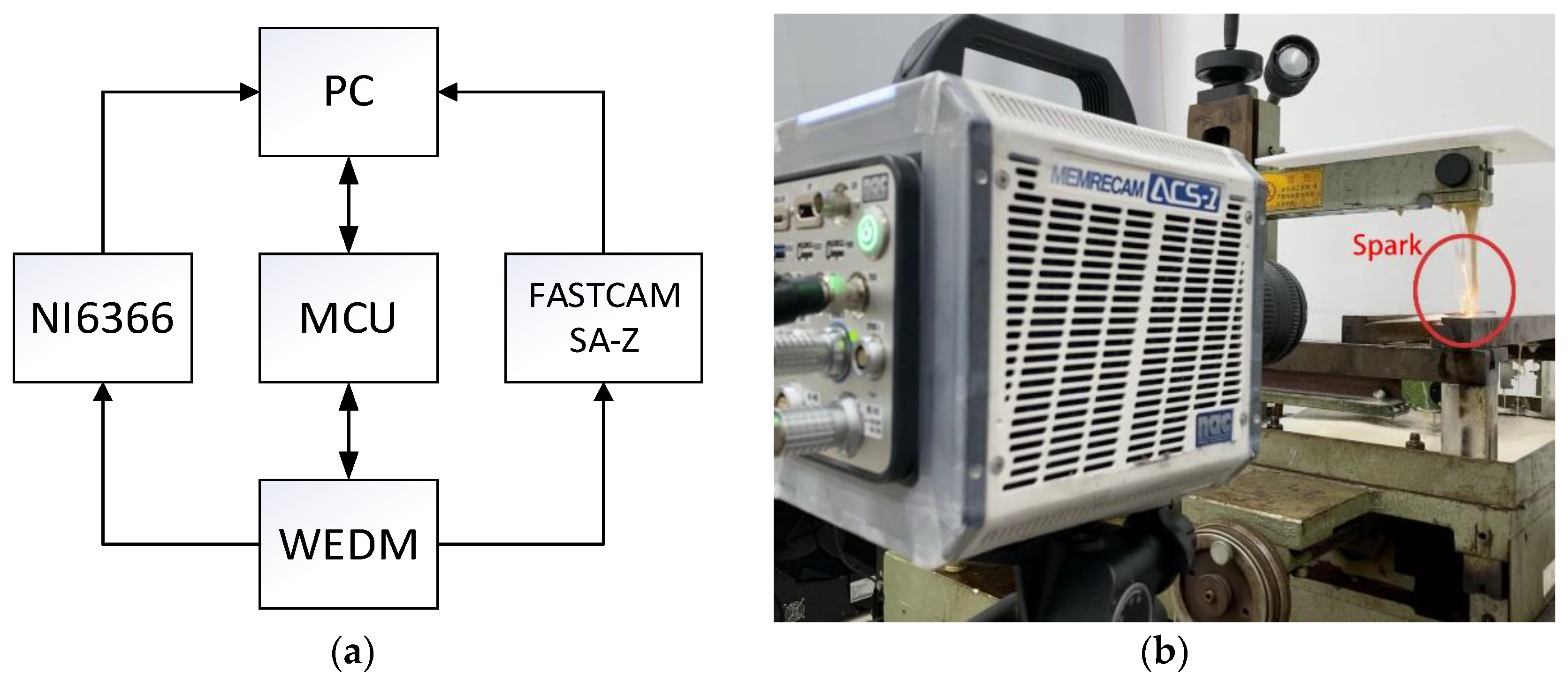
3.1. Synchronous Acquisition of Spark Image and Voltage Data
3.2. Spark Feature
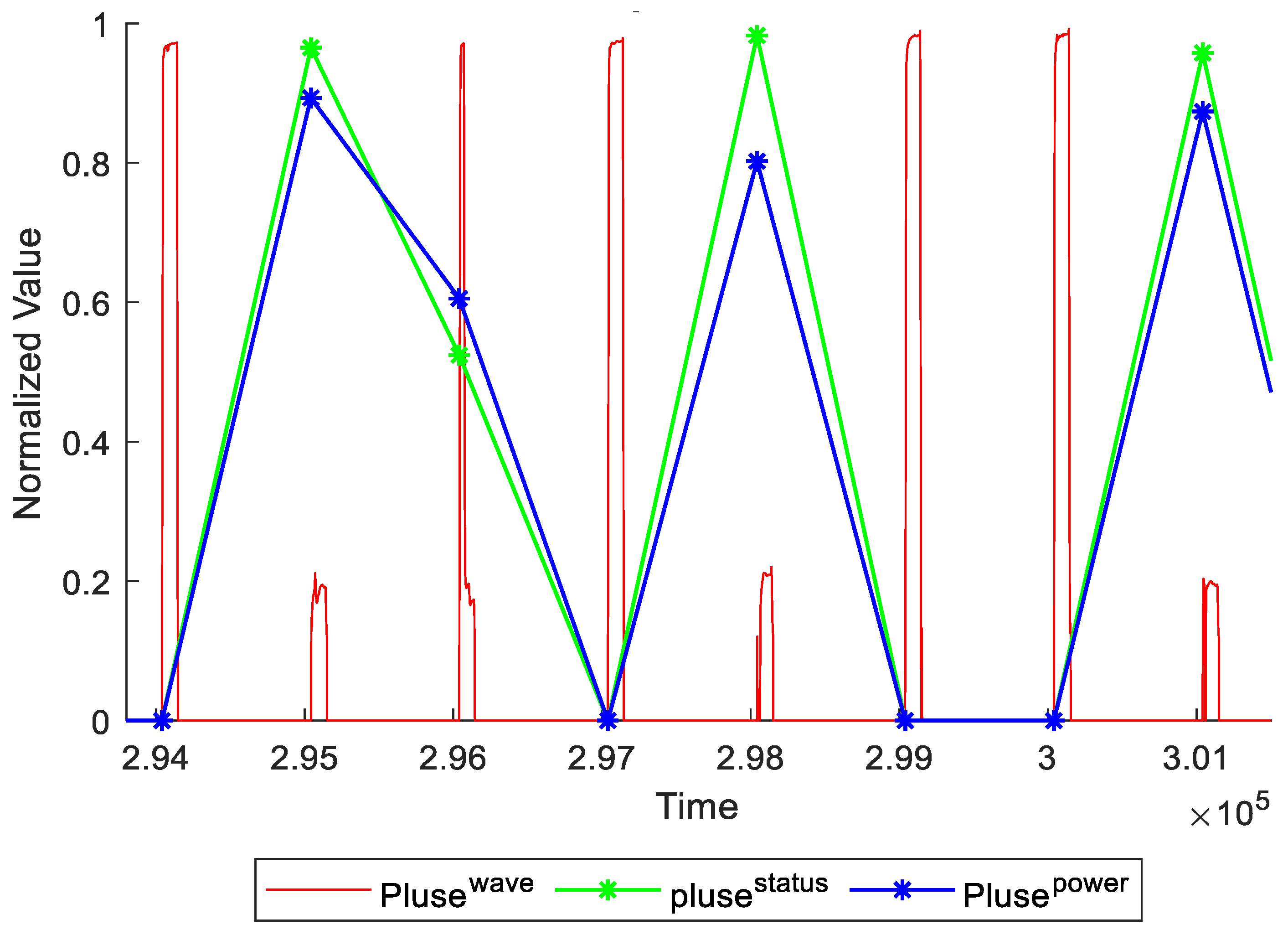
3.2.1. Waveform Data
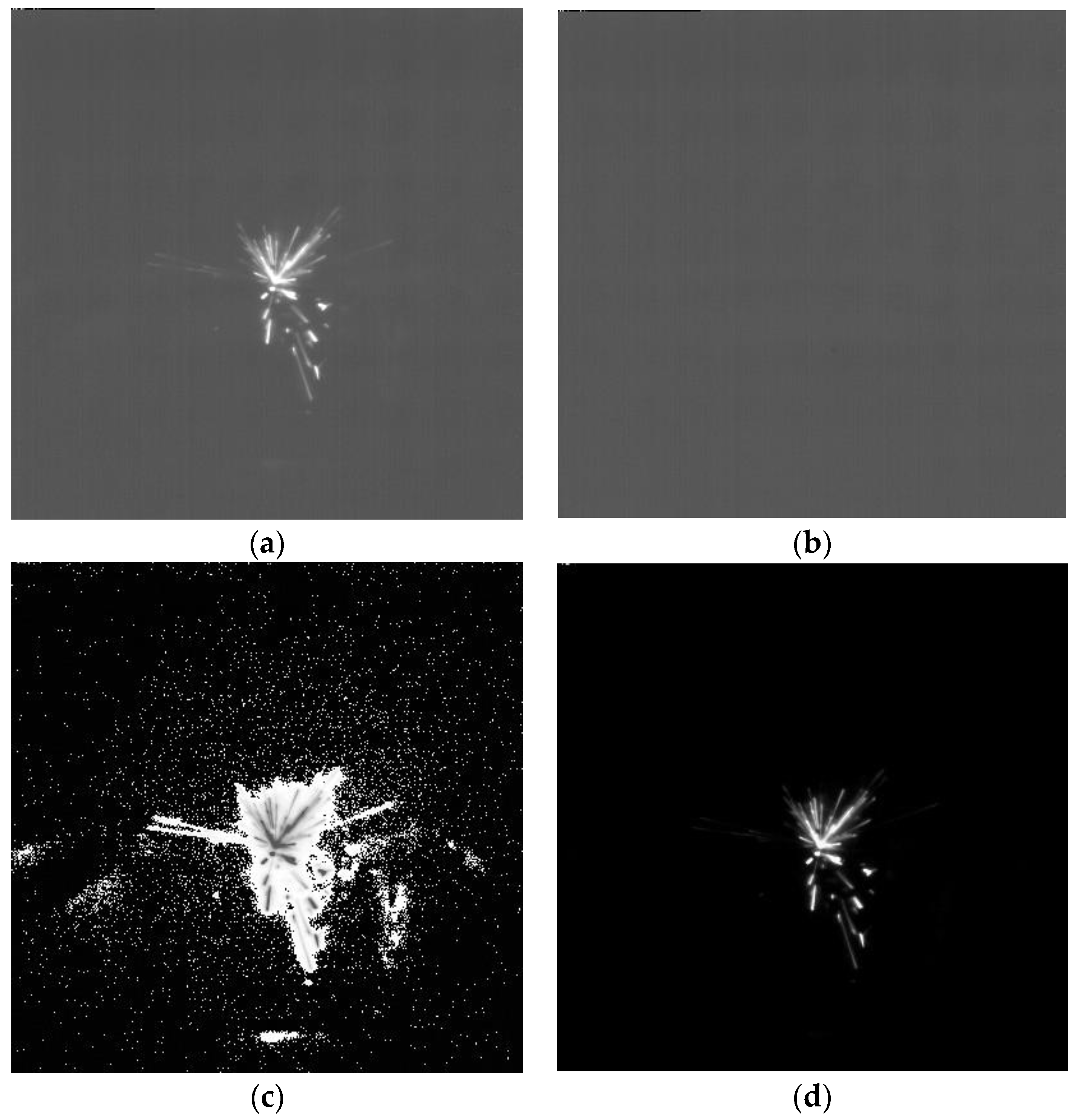
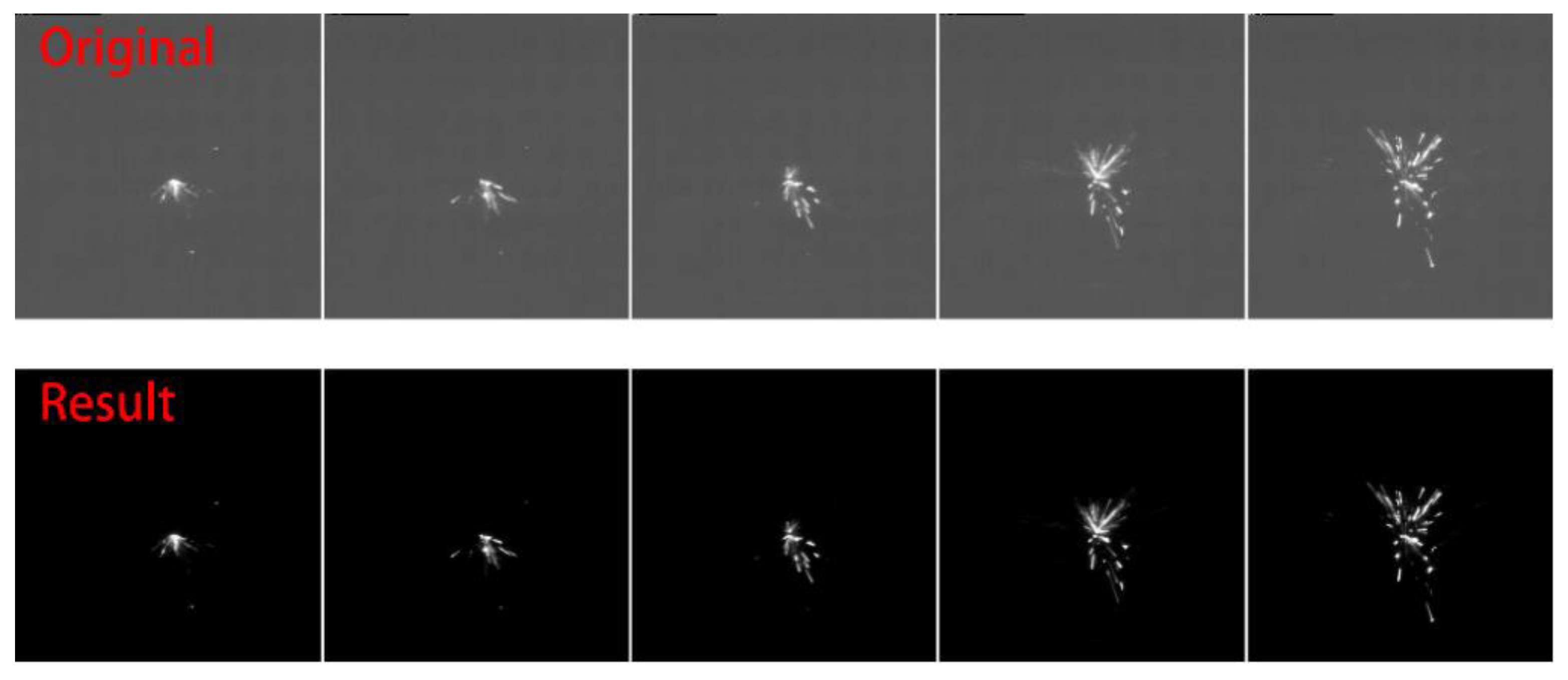
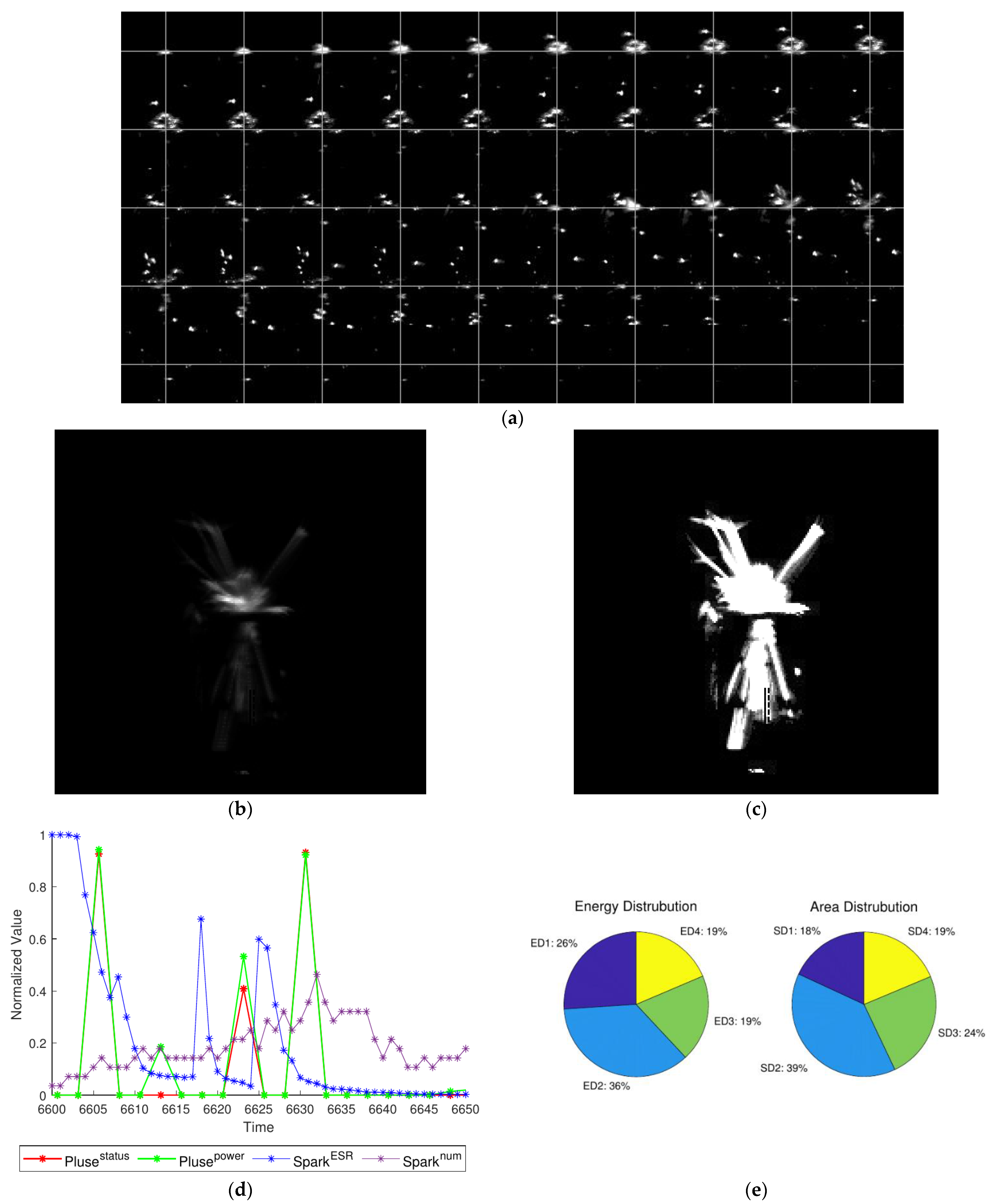
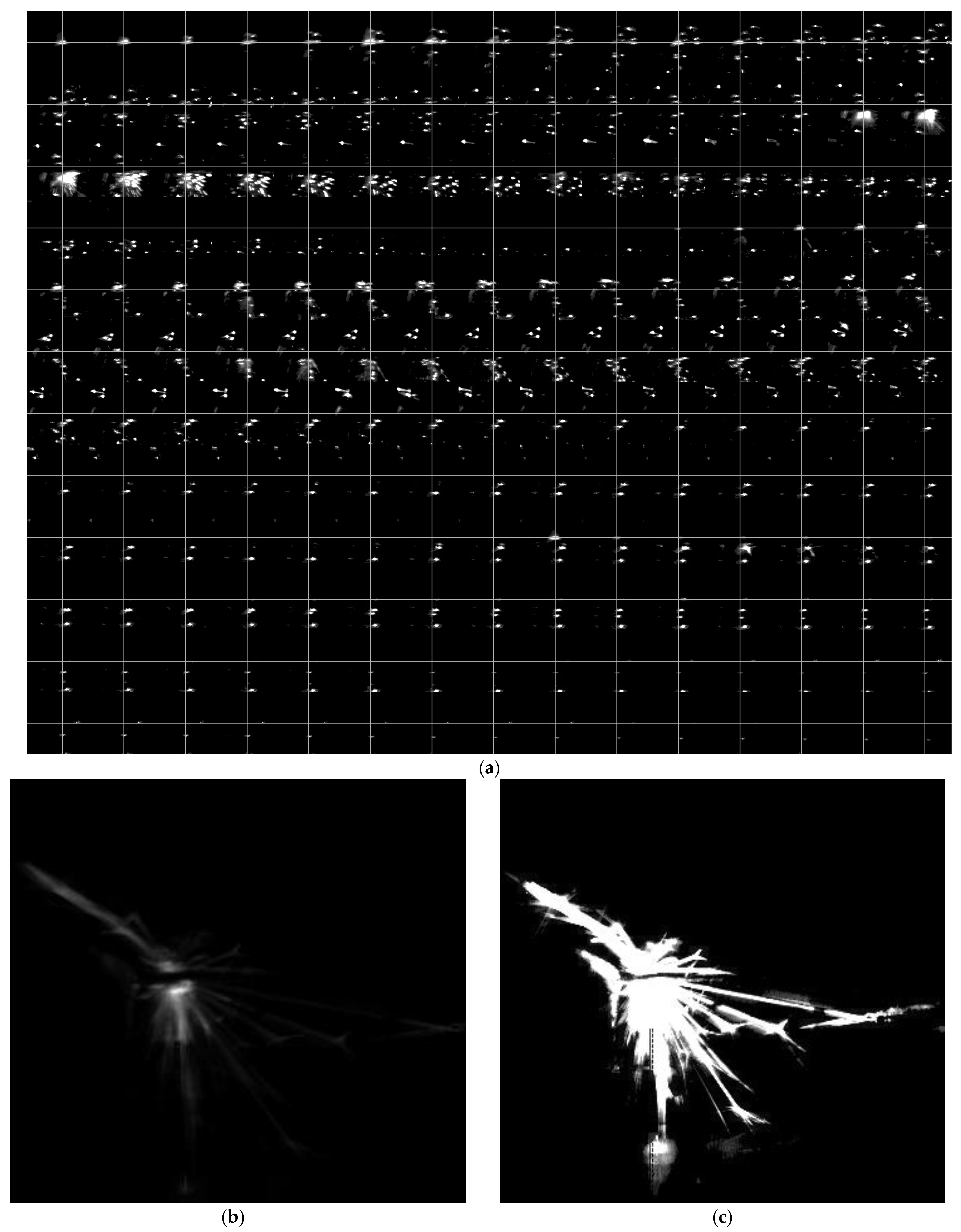
3.2.2. Image Data
4. Experiments and Analytics
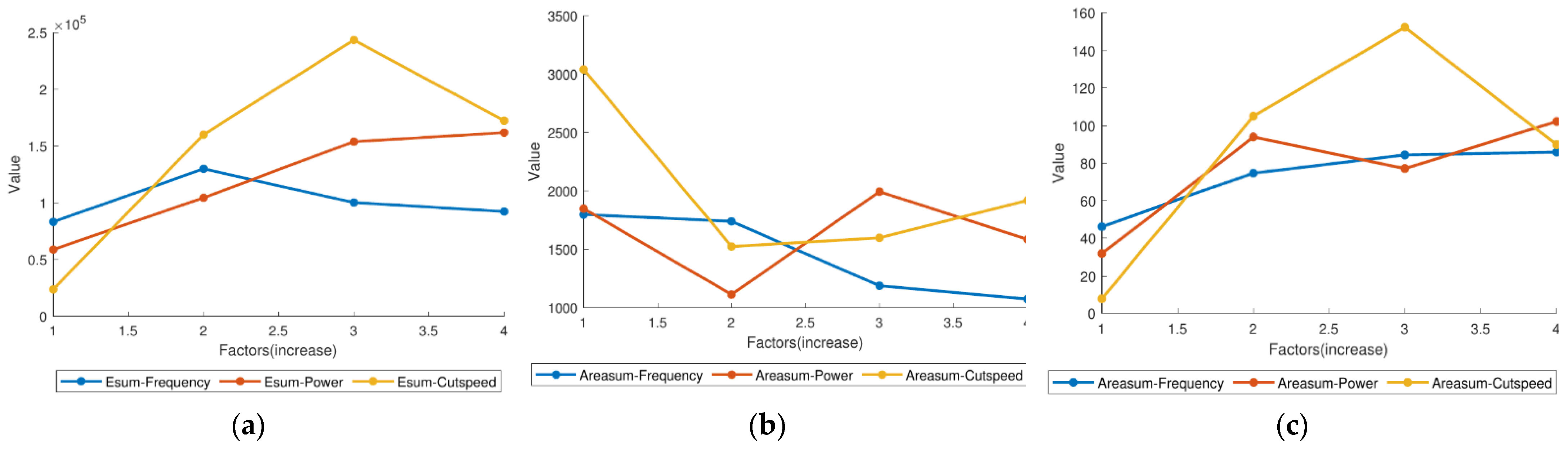
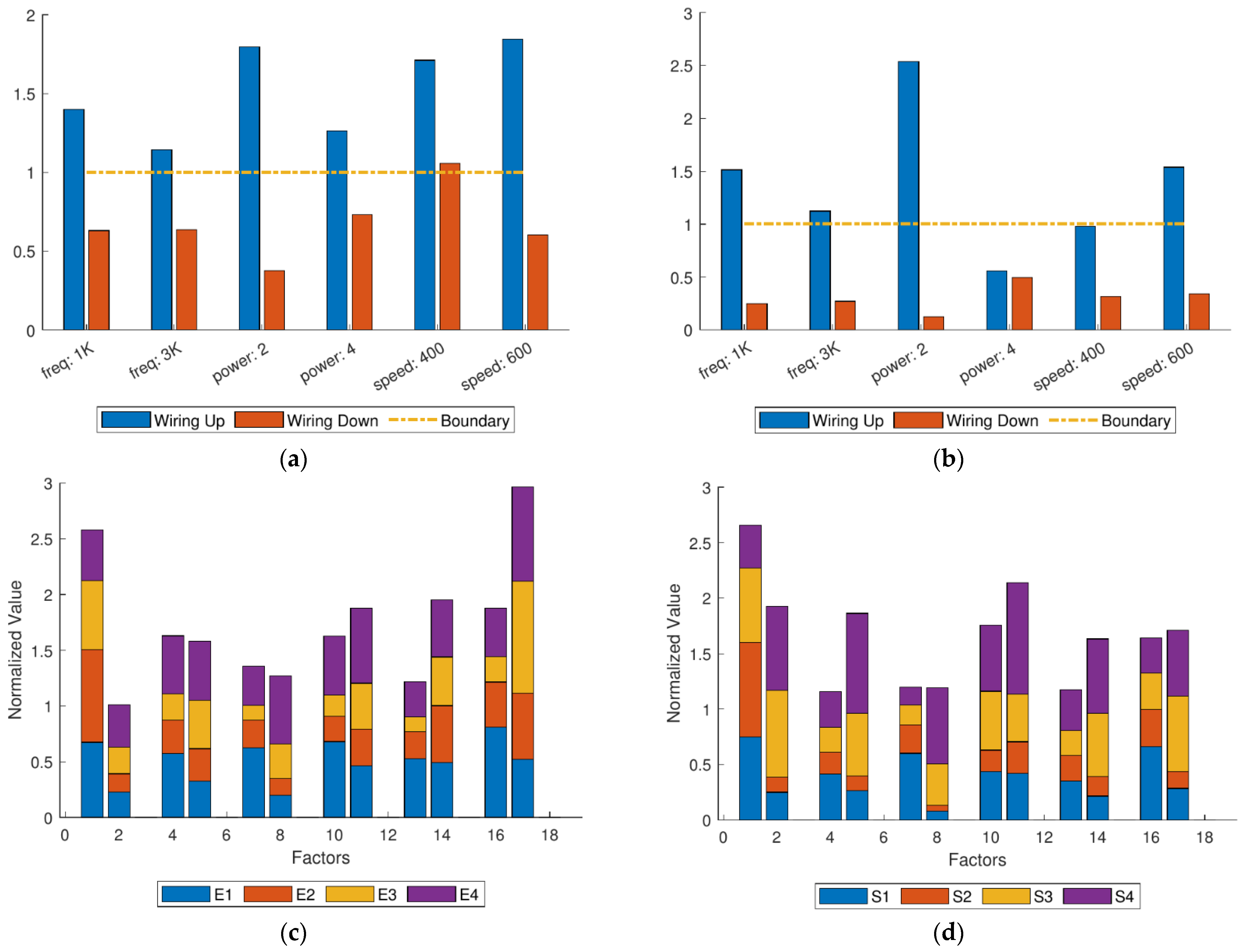
4.1. Analysis of Statistical of Experimental Data
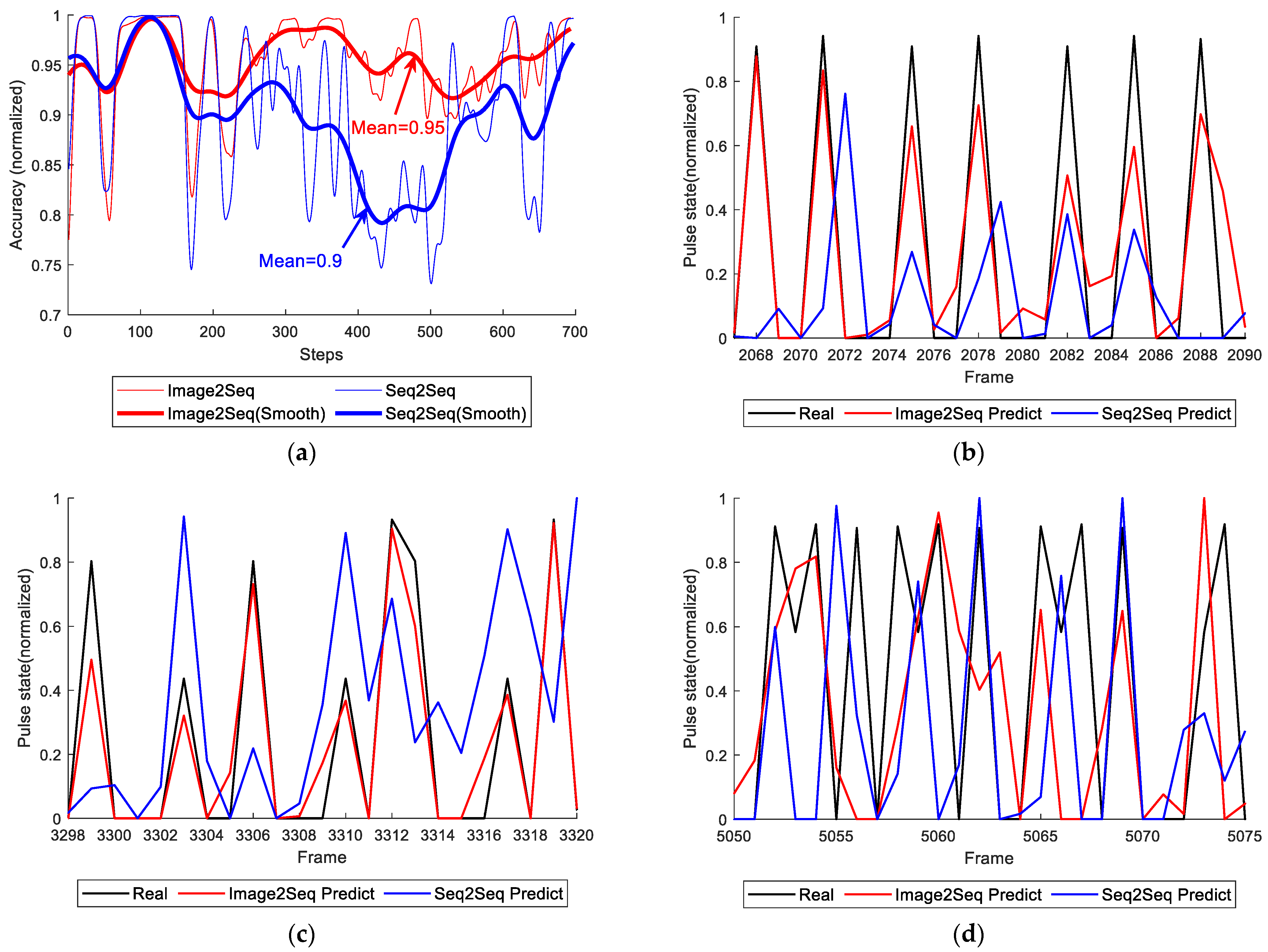
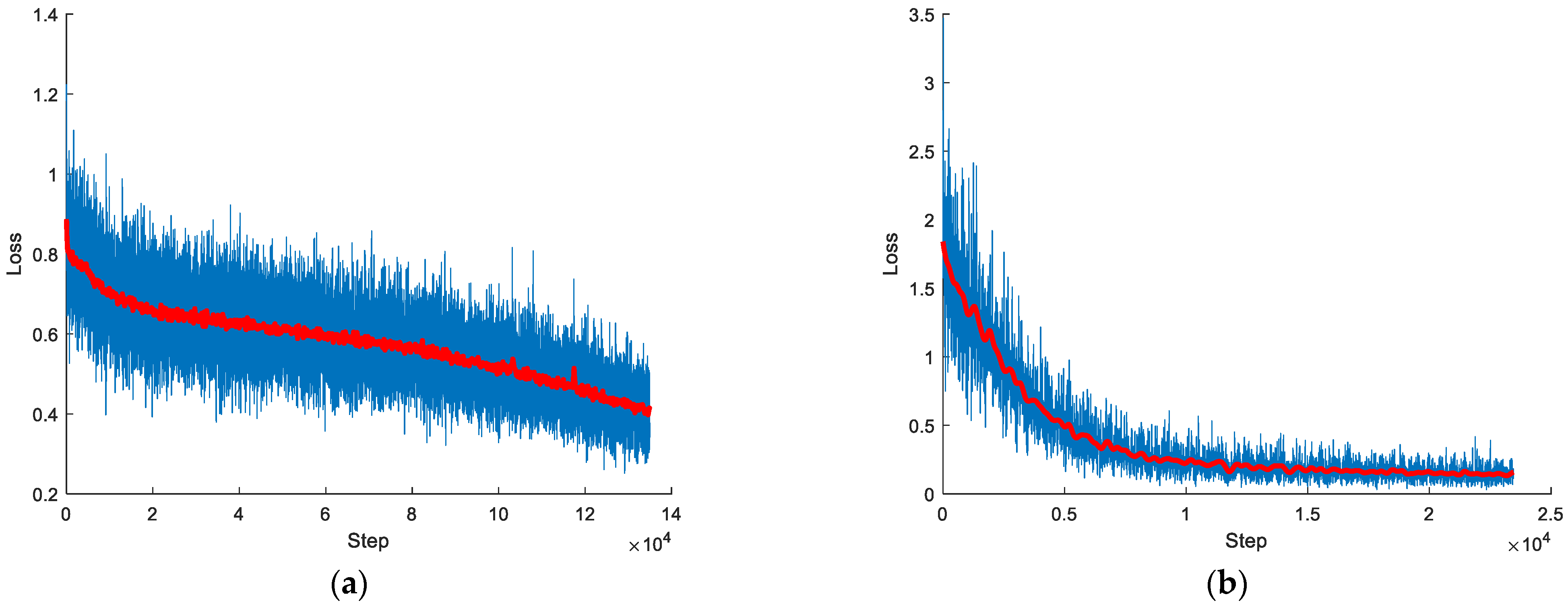
4.2. Training Results and Discussion
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
Nomenclature
| W | Width of the spark image |
| H | Height and width of the spark image |
| qw | Heat flux of spark |
| q0 | Maximum heat flux q0 of spark |
| Rpc | Equivalent heat input radius |
| Fc | Fraction of total EDM spark power |
| V | Discharge voltage (V) |
| I | Discharge current (A) |
| S | Spark area (units) |
| Sup | Spark area above the workpiece (units) |
| Sdown | Spark area below the workpiece (units) |
| Ssum | Total area values of spark images (units) |
| E | Spark energy (units) |
| Eup | Spark energy above the workpiece (units) |
| Edown | Spark energy below the workpiece (units) |
| Esum | Total energy values (units) |
| ESR | Spark energy density (-) |
| SDk | Spark area distribution (units) |
| EDk | Spark energy distribution (units) |
| mpq | Classical geometric moments of an image |
| Ixy | Pixel value of spark image |
| SR | Surface roughness (µm) |
| SV | Spark gap voltage (V) |
| Ton | Pulse on time (µs) |
| Toff | Pulse off time (µs) |
| WF | Wire-speed feed (m/s) |
| MRR | Material removal rate (mm/s) |
| TWR | Tool electrode wear rate (-) |
| SR | Surface roughness (µm) |
| tanh | Hyperbolic tangent activation function |
| Conv | Convolutional layer |
| Maxpl | Max pooling layer |
| ReLU | ReLU active layer |
| BN | Batch normalization layer |
| WEDM | Wire electrical discharge machining |
| EDM | Electro/Electrical discharge machining |
| WEDT | Wire electrical discharge turning |
| CNN | Convolution neural network |
| RNN | Recurrent neural network |
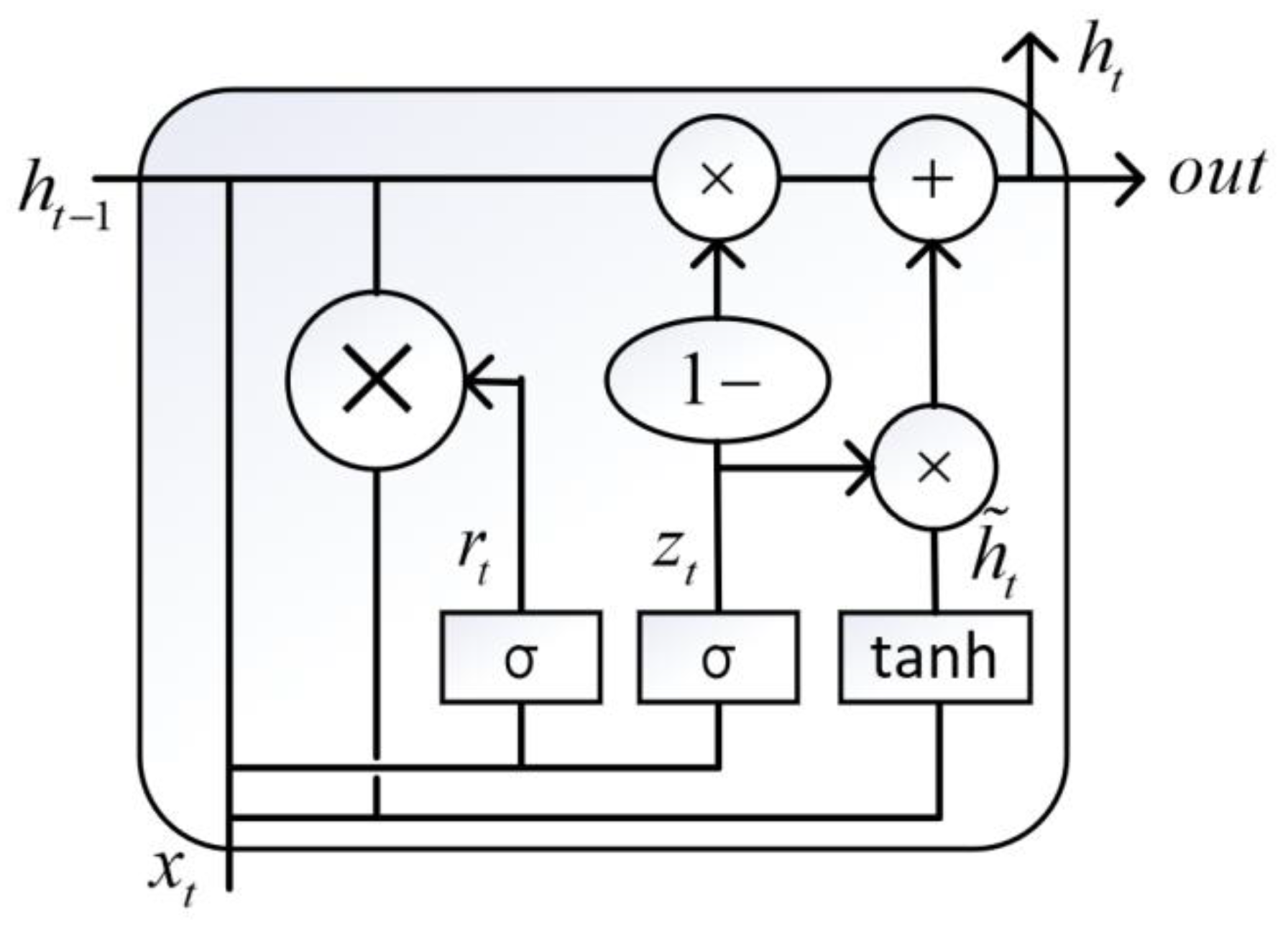
| GRU | Gated recurrent unit |
| LSTM | Long short-term memory |
| DTW | Dynamic time warping |
| FEM | Finite element modeling |
| WEDT | Wire electrical discharge turning |
| GRP | Gaussian process regression |
| MOGA | Multi-objective genetic algorithm |
| ANN | Artificial neural network |
| ANFIS | Adaptive neuro-fuzzy inference system |
| ARAS | Additive ratio assessment |
| AHP | Analytical hierarchy process |
| BPNN | Neural network with back propagation algorithm |
| GA | Genetic algorithm |
| MSE | Mean-squared error |
| LWPA | Strategy of the leader |
| USV | Ultrasonic vibration |
| MF | Magnetic field |
| WMA | Wavelet moment analysis |
| HMA | Hu moment analysis |
| FDA | Fractal dimension analysis |
| GC | Local geometric characteristics |
| GGC | Global geometric characteristics |
| SVM | Support vector machine |
| ANOVA | Analysis of variance |
| NI | National Instruments |
References
- Kavimani, V.; Prakash, K.S.; Thankachan, T. Influence of machining parameters on wire electrical discharge machining performance of reduced graphene oxide/magnesium composite and its surface integrity characteristics. Compos. Part B Eng. 2019, 167, 621–630. [Google Scholar] [CrossRef]
- Schaller, P.R.; Hollenstein, D.C.; Rappaz, P.M.; Wälder, D.G.; Winter, P.J. Characterization of electrical discharge machining plasmas; EPFL: Lausanne, Switzerland, 2006. [Google Scholar]
- Shabgard, M.; Ahmadi, R.; Seyedzavvar, M.; Oliaei, S.N.B. Mathematical and numerical modeling of the effect of input-parameters on the flushing efficiency of plasma channel in EDM process. Int. J. Mach. Tools Manuf. 2013, 65, 79–87. [Google Scholar] [CrossRef]
- Ho, K.H.; Newman, S.T.; Rahimifard, S.; Allen, R.D. State of the art in wire electrical discharge machining (WEDM). Int. J. Mach. Tools Manuf. 2004, 44, 1247–1259. [Google Scholar] [CrossRef]
- Ahmed, N.; Naeem, M.A.; Rehman, A.U.; Rafaqat, M.; Umer, U.; Ragab, A.E. High Aspect Ratio Thin-Walled Structures in D2 Steel through Wire Electric Discharge Machining (EDM). Micromachines 2020, 12, 1. [Google Scholar] [CrossRef] [PubMed]
- Saleh, M.; Anwar, S.; El-Tamimi, A.; Khan Mohammed, M.; Ahmad, S. Milling Microchannels in Monel 400 Alloy by Wire EDM: An Experimental Analysis. Micromachines 2020, 11, 469. [Google Scholar] [CrossRef]
- Ho, K.H.; Newman, S.T. State of the art electrical discharge machining (EDM). Int. J. Mach. Tools Manuf. 2003, 43, 1287–1300. [Google Scholar] [CrossRef]
- Shankar, P.; Jain, V.K.; Sundararajan, T. Analysis of Spark Profiles during Edm Process. Mach. Sci. Technol. 1997, 1, 195–217. [Google Scholar] [CrossRef]
- Ablyaz, T.R.; Muratov, K.R. The technological quality control of stack cutting by wire electrical discharge machining. Surf. Rev. Lett. 2016, 24. [Google Scholar] [CrossRef]
- Dekeyser, W.; Snoeys, R.; Jennes, M. Expert system for wire cutting EDM, based on pulse classification and thermal modeling. Robot. Comput. Integr. Manuf. 1988, 4, 219–224. [Google Scholar] [CrossRef]
- Gostimirovic, M.; Kovac, P.; Sekulic, M.; Skoric, B. Influence of discharge energy on machining characteristics in EDM. J. Mech. Sci. Technol. 2012, 26, 173–179. [Google Scholar] [CrossRef]
- Joshi, S.N.; Pande, S.S. Intelligent process modeling and optimization of die-sinking electric discharge machining. Appl. Soft Comput. 2011, 11, 2743–2755. [Google Scholar] [CrossRef]
- Giridharan, A.; Samuel, G.L. Modeling and analysis of crater formation during wire electrical discharge turning (WEDT) process. Int. J. Adv. Manuf. Technol. 2014, 77, 1229–1247. [Google Scholar] [CrossRef]
- Assarzadeh, S.; Ghoreishi, M. A neural network approach for powder mixed electrical discharge machining (PMEDM) modeling and optimization. In Proceedings of the Ninth Cairo University International Conference on Mechanical Design and Production, Cairo, Egypt, 8–10 January 2008. [Google Scholar]
- Chaudhari, R.; Vora, J.J.; Mani Prabu, S.S.; Palani, I.A.; Patel, V.K.; Parikh, D.M.; de Lacalle, L.N.L. Multi-Response Optimization of WEDM Process Parameters for Machining of Superelastic Nitinol Shape-Memory Alloy Using a Heat-Transfer Search Algorithm. Materials 2019, 12, 1277. [Google Scholar] [CrossRef]
- Yuan, J.; Wang, K.; Yu, T.; Fang, M. Reliable multi-objective optimization of high-speed WEDM process based on Gaussian process regression. Int. J. Mach. Tools Manuf. 2008, 48, 47–60. [Google Scholar] [CrossRef]
- Sivasankar, S.; Jeyapaul, R. Modelling of an Artificial Neural Network for Electrical Discharge Machining of Hot Pressed Zirconium Diboride-Silicon Carbide Composites. Trans. Famena 2016, 40, 67–80. [Google Scholar] [CrossRef]
- Moghaddam, M.A.; Kolahan, F. An optimised back propagation neural network approach and simulated annealing algorithm towards optimisation of EDM process parameters. Int. J. Manuf. Res. 2015, 10, 215. [Google Scholar] [CrossRef]
- Spedding, T.A.; Wang, Z.Q. Parametric optimization and surface characterization of wire electrical discharge machining process. Precis. Eng. 1997, 20, 5–15. [Google Scholar] [CrossRef]
- Markopoulos, A.P.; Manolakos, D.E.; Vaxevanidis, N.M. Artificial neural network models for the prediction of surface roughness in electrical discharge machining. J. Intell. Manuf. 2008, 19, 283–292. [Google Scholar] [CrossRef]
- Liao, Y.S.; Yan, M.T.; Chang, C.C. A neural network approach for the on-line estimation of workpiece height in WEDM. J. Mater. Process. Technol. 2000, 121, 252–258. [Google Scholar] [CrossRef]
- Naresh, C.; Bose, P.S.C.; Rao, C.S.P. Artificial neural networks and adaptive neuro-fuzzy models for predicting WEDM machining responses of Nitinol alloy: Comparative study. SN Appl. Sci. 2020, 2, 314. [Google Scholar] [CrossRef]
- Sidhu, S.S.; Batish, A.; Kumar, S. Neural network–based modeling to predict residual stresses during electric discharge machining of Al/SiC metal matrix composites. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2013, 227, 1679–1692. [Google Scholar] [CrossRef]
- Upadhyay, A.; Prakash, V.; Sharma, V. Optimizing Material Removal Rate Using Artificial Neural Network for Micro-EDM. In Design and Optimization of Mechanical Engineering Products; IGI Global: Hershey, PA, USA, 2018; pp. 209–233. [Google Scholar] [CrossRef]
- Sagbas, A.; Kahraman, F.; Esme, U. Optimization of Wire Electrical Discharge Machining Process Using Taguchi Method and Back Propagation Neural Network. Eskişehir Osman. Üniversitesi Mühendislik Mimar. Fakültesi Derg. 2012, 25, 1–18. [Google Scholar]
- Shakeri, S.; Ghassemi, A.; Hassani, M.; Hajian, A. Investigation of material removal rate and surface roughness in wire electrical discharge machining process for cementation alloy steel using artificial neural network. Int. J. Adv. Manuf. Technol. 2015, 82, 549–557. [Google Scholar] [CrossRef]
- Sen, B.; Hussain, S.A.I.; Gupta, A.D.; Gupta, M.K.; Pimenov, D.Y.; Mikołajczyk, T. Application of Type-2 Fuzzy AHP-ARAS for Selecting Optimal WEDM Parameters. Metals 2020, 11, 42. [Google Scholar] [CrossRef]
- Suganthi, X.H.; Natarajan, U.; Sathiyamurthy, S.; Chidambaram, K. Prediction of quality responses in micro-EDM process using an adaptive neuro-fuzzy inference system (ANFIS) model. Int. J. Adv. Manuf. Technol. 2013, 68, 339–347. [Google Scholar] [CrossRef]
- Sarkheyli, A.; Zain, A.M.; Sharif, S. A multi-performance prediction model based on ANFIS and new modified-GA for machining processes. J. Intell. Manuf. 2013, 26, 703–716. [Google Scholar] [CrossRef]
- Somashekhar, K.P.; Ramachandran, N.; Mathew, J. Optimization of Material Removal Rate in Micro-EDM Using Artificial Neural Network and Genetic Algorithms. Mater. Manuf. Process. 2010, 25, 467–475. [Google Scholar] [CrossRef]
- Ong, P.; Chong, C.H.; Rahim, M.Z.b.; Lee, W.K.; Sia, C.K.; Ahmad, M.A.H.B. Intelligent approach for process modelling and optimization on electrical discharge machining of polycrystalline diamond. J. Intell. Manuf. 2018, 31, 227–247. [Google Scholar] [CrossRef]
- Ming, W.; Hou, J.; Zhang, Z.; Huang, H.; Xu, Z.; Zhang, G.; Huang, Y. Integrated ANN-LWPA for cutting parameter optimization in WEDM. Int. J. Adv. Manuf. Technol. 2015, 84, 1277–1294. [Google Scholar] [CrossRef]
- Yan, M.T.; Liao, Y.S.; Chang, C.C. On-line Estimation of Workpiece Height by Using Neural Networks and Hierarchical Adaptive Control of WEDM. Int. J. Adv. Manuf. Technol. 2001, 18, 884–891. [Google Scholar] [CrossRef]
- Yan, M.T.; Li, H.P.; Liang, J.F. The Application of Fuzzy Control Strategy in Servo Feed Control of Wire Electrical Discharge Machining. Int. J. Adv. Manuf. Technol. 1999, 15, 780–784. [Google Scholar] [CrossRef]
- Zhang, Z.; Huang, H.; Ming, W.; Xu, Z.; Huang, Y.; Zhang, G. Study on machining characteristics of WEDM with ultrasonic vibration and magnetic fifield assisted techniques. J. Mater. Process. Technol. 2016, 234, 342–352. [Google Scholar] [CrossRef]
- Chen, Z.; Zhang, Y.; Zhang, G.; Huang, Y.; Liu, C. Theoretical and experimental study of magnetic-assisted finish cutting ferromagnetic material in WEDM. Int. J. Mach. Tools Manuf. 2017, 123, 36–47. [Google Scholar] [CrossRef]
- Ablyaz, T.R.; Bains, P.S.; Sidhu, S.S.; Muratov, K.R.; Shlykov, E.S. Impact of Magnetic Field Environment on the EDM Performance of Al-SiC Metal Matrix Composite. Micromachines 2021, 12, 469. [Google Scholar] [CrossRef] [PubMed]
- Marrocco, V.; Modica, F.; Bellantone, V.; Medri, V.; Fassi, I. Pulse-Type Influence on the Micro-EDM Milling Machinability of Si3N4-TiN Workpieces. Micromachines 2020, 11, 932. [Google Scholar] [CrossRef] [PubMed]
- Aggarwal, V.; Pruncu, C.I.; Singh, J.; Sharma, S.; Pimenov, D.Y. Empirical Investigations during WEDM of Ni-27Cu-3.15Al-2Fe-1.5Mn Based Superalloy for High Temperature Corrosion Resistance Applications. Materials 2020, 13, 3470. [Google Scholar] [CrossRef]
- Gurupavan, H.R.; Ravindra, H.V.; Devegowda, T.M.; Addamani, R. Machine Vision System for Correlating Wire Electrode Status and Machined Surface in WEDM of AlSi3N4 MMC’S. IOP Conf. Ser. Mater. Sci. Eng. 2018, 376, 012120. [Google Scholar] [CrossRef]
- Sanchez, J.A.; Plaza, S.; De Lacalle, L.N.L.; Lamikiz, A. Computer simulation of wire-EDM taper-cutting. Int. J. Comput. Integr. Manuf. 2006, 19, 727–735. [Google Scholar] [CrossRef]
- Liu, Z.; Chen, H.; Pan, H.; Qiu, M.; Tian, Z. Automatic control of WEDM servo for silicon processing using current pulse probability detection. Int. J. Adv. Manuf. Technol. 2014, 76, 367–374. [Google Scholar] [CrossRef]
- Zhang, Z.; Ming, W.; Zhang, G.; Huang, Y.; Wen, X.; Huang, H. A new method for on-line monitoring discharge pulse in WEDM-MS process. Int. J. Adv. Manuf. Technol. 2015, 81, 1403–1418. [Google Scholar] [CrossRef]
- Yang, Y.; Yanghan, M.; Tian, H. Research of the micro-EDM discharge state detection method based on matlab Fuzzy control. In Proceedings of the 2010 International Conference on Mechanic Automation and Control Engineering, Wuhan, China, 26–28 June 2010. School of Mechanical and Electronical Engineering. [Google Scholar]
- Liu, W.; Jia, Z.; Zou, S.; Zhang, L. A real-time predictive control method of discharge state for micro-EDM based on calamities grey prediction theory. Int. J. Adv. Manuf. Technol. 2014, 72, 135–144. [Google Scholar] [CrossRef]
- Maity, K.; Mishra, H. ANN modelling and Elitist teaching learning approach for multi-objective optimization of μ-EDM. J. Intell. Manuf. 2016, 29, 1599–1616. [Google Scholar] [CrossRef]
- Zhao, Z.; Li, Y.; Liu, C.; Gao, J. On-line part deformation prediction based on deep learning. J. Intell. Manuf. 2019, 31, 561–574. [Google Scholar] [CrossRef]
- Tseng, K.H.; Chang, C.Y.; Cahyadi, Y.; Chung, M.Y.; Hsieh, C.L. Development of Proportional-Integrative-Derivative (PID) Optimized for the MicroElectric Discharge Machine Fabrication of Nano-Bismuth Colloid. Micromachines 2020, 11, 1065. [Google Scholar] [CrossRef]
- Albawi, S.; Mohammed, T.A. Understanding of a convolutional neural network. In Proceedings of the 2017 International Conference on Engineering and Technology (ICET), Antalya, Turkey, 21–23 August 2017; pp. 1–6. [Google Scholar]
- Zhang, X.; Liu, Y.; Wu, X.; Niu, Z. Intelligent pulse analysis of high-speed electrical discharge machining using different RNNs. J. Intell. Manuf. 2019, 31, 937–951. [Google Scholar] [CrossRef]
- Lee, K.B.; Kim, C.O. Recurrent feature-incorporated convolutional neural network for virtual metrology of the chemical mechanical planarization process. J. Intell. Manuf. 2018, 31, 73–86. [Google Scholar] [CrossRef]
- Bustillo, A.; Urbikain, G.; Perez, J.M.; Pereira, O.M.; de Lacalle, L.N.L. Smart optimization of a friction-drilling process based on boosting ensembles. J. Manuf. Syst. 2018, 48, 108–121. [Google Scholar] [CrossRef]
- Chen, X.; Zhang, B.; Gao, D. Bearing fault diagnosis base on multi-scale CNN and LSTM model. J. Intell. Manuf. 2020, 32, 971–987. [Google Scholar] [CrossRef]
- Zhang, F.; Gu, L.; Zhao, W. Study of the Gaussian Distribution of Heat Flux for Micro-EDM. In Proceedings of the ASME 2015 International Manufacturing Science and Engineering Conference, Charlotte, NC, USA, 8–12 June 2015. American Society of Mechanical Engineers Digital Collection. [Google Scholar] [CrossRef]
- Ikai, T.; Fujita, I.; Hashiguchi, K. Heat input radius for crater formation in the electric discharge machining. EEJ Trans. Ind. Appl. 1992, 112, 943–949. [Google Scholar] [CrossRef]
- Hu, M.-K. Visual pattern recognition by moment invariants. IRE Trans. Inf. Theory 1962, 8, 179–187. [Google Scholar]
- Žunić, J.; Hirota, K.; Rosin, P.L. A Hu moment invariant as a shape circularity measure. Pattern Recognit. 2010, 43, 47–57. [Google Scholar] [CrossRef]
- Wu, Z.; Jiang, S.; Zhou, X.; Wang, Y.; Zuo, Y.; Wu, Z.; Liang, L.; Liu, Q. Application of image retrieval based on convolutional neural networks and Hu invariant moment algorithm in computer telecommunications. Comput. Commun. 2020, 150, 729–738. [Google Scholar] [CrossRef]
- Cassisi, C.; Montalto, P.; Aliotta, M.; Cannata, A.; Pulvirenti, A. Similarity Measures and Dimensionality Reduction Techniques for Time Series Data Mining. In Advances in Data Mining Knowledge Discovery and Applications; IntechOpen: London, UK, 2012. [Google Scholar] [CrossRef]
- Shou, Y.; Mamoulis, N.; Cheung, D.W. Fast and ExactWarping of Time Series Using Adaptive Segmental Approximations. Dep. Comput. Sci. 2005, 58, 231–267. [Google Scholar]
- Mou, L.; Ghamisi, P.; Zhu, X.X. Deep Recurrent Neural Networks for Hyperspectral Image Classification. IEEE Trans. Geosci. Remote. Sens. 2017, 55, 3639–3655. [Google Scholar] [CrossRef]
- Pearlmutter, B.A. Gradient Calculations for Dynamic Recurrent Neural Networks: A Survey. IEEE Trans. Neural Netw. 1995, 6, 1212–1228. [Google Scholar] [CrossRef] [PubMed]
- Wang, Y.; Liu, M.; Bao, Z.; Zhang, S. Short-Term Load Forecasting with Multi-Source Data Using Gated Recurrent Unit Neural Networks. Energies 2018, 11, 1138. [Google Scholar] [CrossRef]
- Dey, R.; Salem, F.M. Gate-variants of gated recurrent unit (GRU) neural networks. In Proceedings of the IEEE 60th international midwest symposium on circuits and systems (MWSCAS), Boston, MA, USA, 6–9 August 2017; pp. 1597–1600. [Google Scholar]
- Hinton, G.E.; Salakhutdinov, R.R. Reducing the dimensionality of data with neural networks. Science 2006, 313, 504–507. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Features | Representation Information |
|---|---|
| Area | Represents the area of the spark in the image. To some extent, it reflects the amount of erosion in processing. |
| Energy | Represents the energy of the spark in the image. It is closely related to processing parameters such as current and voltage. |
| Energy density | Reflects the concentration of energy. It is the amount of energy per unit area which is closely related to the processing state of processing center. |
| Spark area distribution | Represents the area distribution of processing region. It is closely related to wire direction |
| Spark energy distribution | Represents the Energy distribution of processing region. It is closely related to wire direction. |
| Spark number | Represents the numbers of the spark. It reflects the morphological characteristics of spark process, such as the gathering spark generated by the discharge and the dissipating spark generated by the open circuit. |
| HU moment | Represents other geometric features of the spark region in the image which are invariant to rotation, translation, scale, and so on. |
| Workpiece Properties | Value |
|---|---|
| Carbon, C | 0.43–0.50% |
| Density | 7.87 g/cm3 |
| Hardness Thermal conductivity | 163 HB 51.9 W/mK |
| Trials | Control Parameters | Frequency (kHz) | Power (Level) | Cutting Speed (step/s) | Wire Direction | Purpose |
|---|---|---|---|---|---|---|
| 1 | Compared | 2 | 3 | 500 | Down | Find the best cam fps and shutter time |
| 2 | Frequency | 1 | 3 | 500 | Down | Change frequency, occur open, normal, arc, short |
| 3 | 3 | 3 | 500 | Down | ||
| 4 | 4 | 3 | 500 | Down | ||
| 5 | 5 | 3 | 500 | Down | ||
| 6 | Power | 2 | 1 | 500 | Down | Change power, occur open, normal, arc, short |
| 7 | 2 | 2 | 500 | Down | ||
| 8 | 2 | 4 | 500 | Down | ||
| 9 | 2 | 6 | 500 | Down | ||
| 10 | Cutting Speed | 2 | 3 | 200 | Down | Change speed, occur open, normal, arc, short |
| 11 | 2 | 3 | 300 | Down | ||
| 12 | 2 | 3 | 400 | Down | ||
| 13 | 2 | 3 | 500 | Down | ||
| 14 | 2 | 3 | 600 | Down | ||
| 15 | Pump Direction | 2 | 3 | 500 | Up | Change pump direction, occur open, normal, arc, short |
| 16 | 1 | 3 | 500 | Up | ||
| 17 | 3 | 3 | 500 | Up | ||
| 18 | 2 | 2 | 500 | Up | ||
| 19 | 2 | 4 | 500 | Up | ||
| 20 | 2 | 3 | 400 | Up | ||
| 21 | 2 | 3 | 600 | Up |
| Acquisition Conditions | Value |
|---|---|
| Pulse sample frequency | 2,000,000 Hz |
| Image sample frequency | 5000 fps |
| Workpiece | AISI 1045 carbon steel |
| Trials | Energy Distribution | Area Distribution | |||||||
|---|---|---|---|---|---|---|---|---|---|
| 1 | 38005.3 | 31755.8 | 33175.8 | 45947.9 | 558.0 | 385.5 | 256.6 | 534.8 | 0.805 |
| 2 | 18827.9 | 13348.1 | 19769.9 | 31254.4 | 233.9 | 124.1 | 734.3 | 705.6 | 0.631 |
| 3 | 26852.4 | 23716.8 | 35663.6 | 43684.5 | 246.6 | 122.9 | 529.5 | 840.6 | 0.637 |
| 4 | 20804.6 | 16697.8 | 25513.1 | 37261.5 | 162.0 | 121.4 | 375.3 | 528.6 | 0.597 |
| 5 | 20312.6 | 14901.6 | 20677.1 | 36413.5 | 145.3 | 64.6 | 319.3 | 545.0 | 0.617 |
| 6 | 4616.5 | 5378.5 | 19099.4 | 29740.8 | 47.6 | 19.3 | 616.1 | 1164.9 | 0.205 |
| 7 | 16415.4 | 12204.9 | 25470.1 | 50335.0 | 73.1 | 48.0 | 353.5 | 637.6 | 0.378 |
| 8 | 38046.9 | 27019.3 | 33910.0 | 54941.8 | 390.3 | 268.8 | 401.5 | 933.6 | 0.732 |
| 9 | 43115.0 | 33755.8 | 35175.8 | 49947.9 | 258.0 | 279.4 | 422.9 | 625.3 | 0.903 |
| 10 | 2210.0 | 1445.6 | 10002.9 | 11150.4 | 283.3 | 247.5 | 1406.0 | 973.9 | 0.173 |
| 11 | 4132.5 | 3245.6 | 7429.4 | 8865.6 | 548.4 | 356.3 | 1109.3 | 1026.5 | 0.453 |
| 12 | 40590.1 | 41708.5 | 36084.5 | 41746.6 | 200.8 | 165.4 | 533.1 | 625.4 | 1.057 |
| 13 | 42960.7 | 48778.7 | 82123.4 | 69625.1 | 265.3 | 141.6 | 637.4 | 554.3 | 0.605 |
| 14 | 58808.4 | 61857.2 | 26016.4 | 26288.1 | 324.7 | 231.1 | 666.9 | 702.2 | 2.307 |
| 15 | 58435.9 | 84406.6 | 109940.7 | 59632.9 | 348.2 | 381.3 | 790.3 | 442.6 | 0.842 |
| 16 | 55418.4 | 68259.8 | 50711.6 | 37577.6 | 698.4 | 796.0 | 626.9 | 360.4 | 1.401 |
| 17 | 47125.8 | 24401.0 | 19724.4 | 42737.0 | 386.0 | 185.5 | 206.1 | 302.5 | 1.145 |
| 18 | 51452.0 | 20110.3 | 10978.6 | 28841.8 | 562.0 | 240.5 | 164.9 | 151.4 | 1.797 |
| 19 | 55871.2 | 18679.2 | 15657.0 | 433663.1 | 409.3 | 179.1 | 495.0 | 558.4 | 1.263 |
| 20 | 43375.0 | 19750.0 | 10767.5 | 26125.0 | 326.3 | 216.3 | 211.3 | 342.5 | 1.711 |
| 21 | 66363.6 | 33506.5 | 18701.3 | 35454.5 | 619.5 | 309.1 | 309.1 | 294.8 | 1.844 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, C.; Yang, X.; Peng, S.; Zhang, Y.; Peng, L.; Zhong, R.Y. Spark Analysis Based on the CNN-GRU Model for WEDM Process. Micromachines 2021, 12, 702. https://doi.org/10.3390/mi12060702
Liu C, Yang X, Peng S, Zhang Y, Peng L, Zhong RY. Spark Analysis Based on the CNN-GRU Model for WEDM Process. Micromachines. 2021; 12(6):702. https://doi.org/10.3390/mi12060702
Chicago/Turabian StyleLiu, Changhong, Xingxin Yang, Shaohu Peng, Yongjun Zhang, Lingxi Peng, and Ray Y. Zhong. 2021. "Spark Analysis Based on the CNN-GRU Model for WEDM Process" Micromachines 12, no. 6: 702. https://doi.org/10.3390/mi12060702
APA StyleLiu, C., Yang, X., Peng, S., Zhang, Y., Peng, L., & Zhong, R. Y. (2021). Spark Analysis Based on the CNN-GRU Model for WEDM Process. Micromachines, 12(6), 702. https://doi.org/10.3390/mi12060702