
PI Film Laser Micro-Cutting for Quantitative Manufacturing of Contact Spacer in Flexible Tactile Sensor


Abstract
:1. Introduction
2. Experiment Description
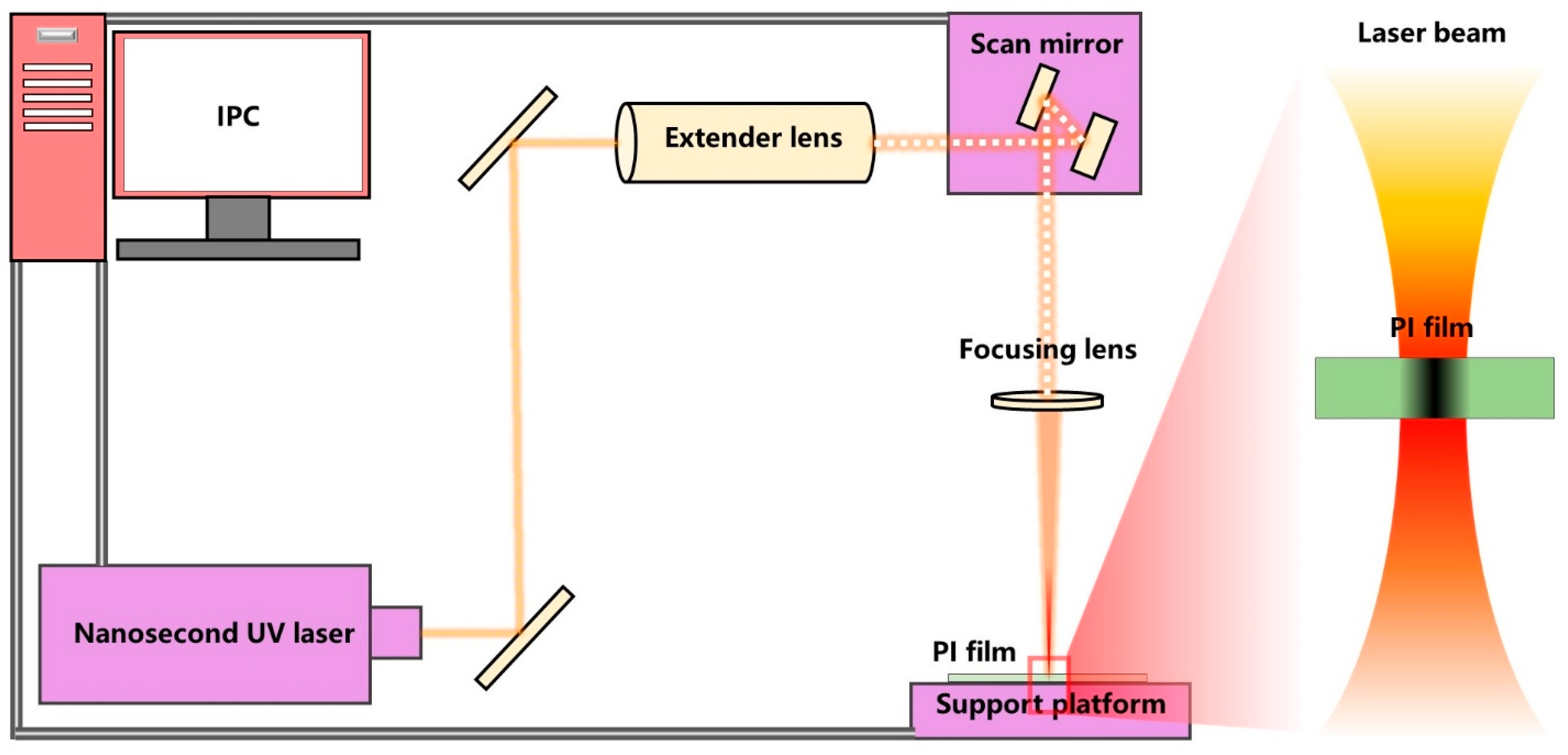
2.1. Laser Cutting System
2.2. Experiment Design of Laser Cutting Micro-Holes
2.3. Characterization
3. Results and Discussion
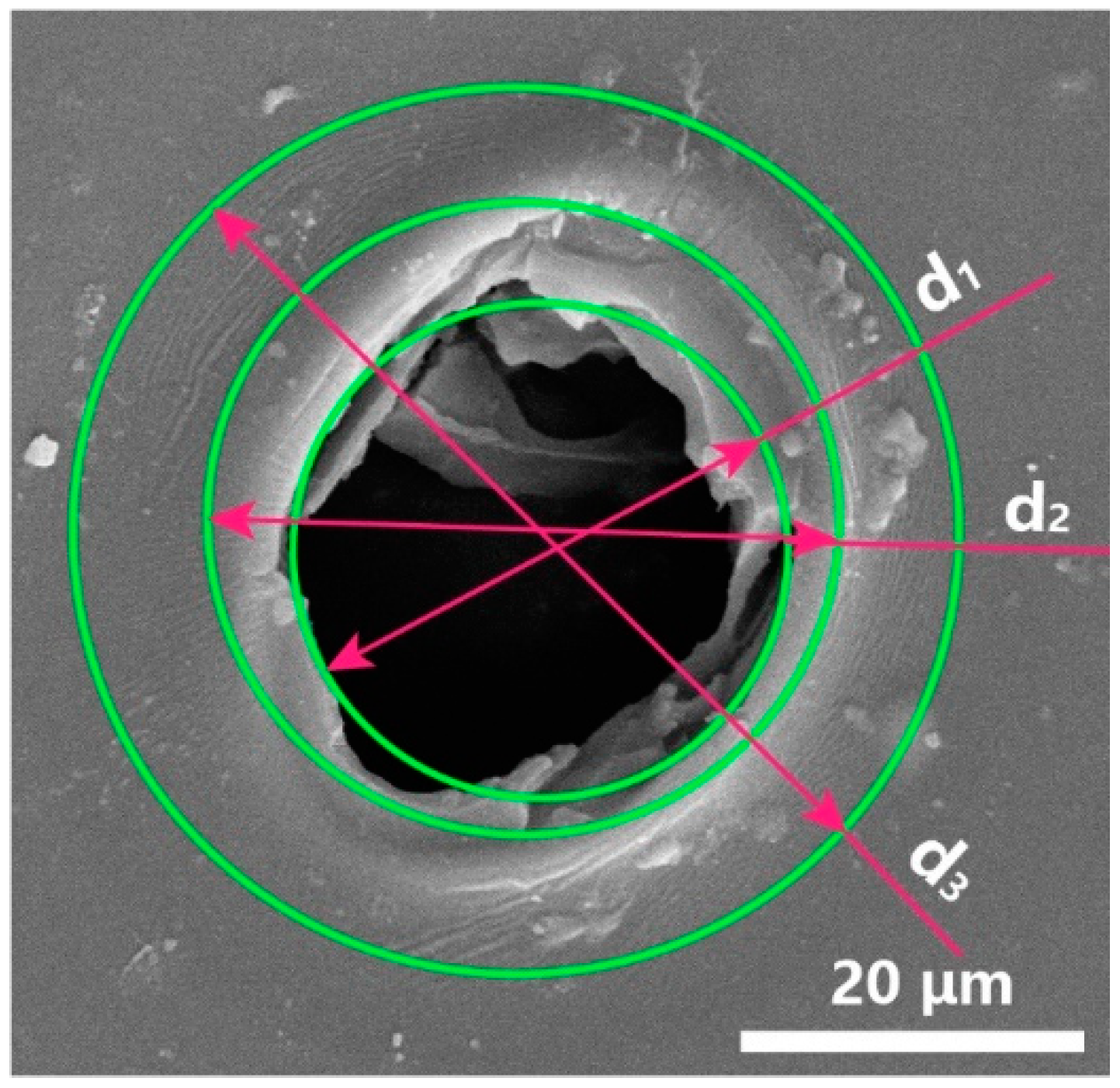
3.1. Quality Evaluation System of Laser Micro-Cutting
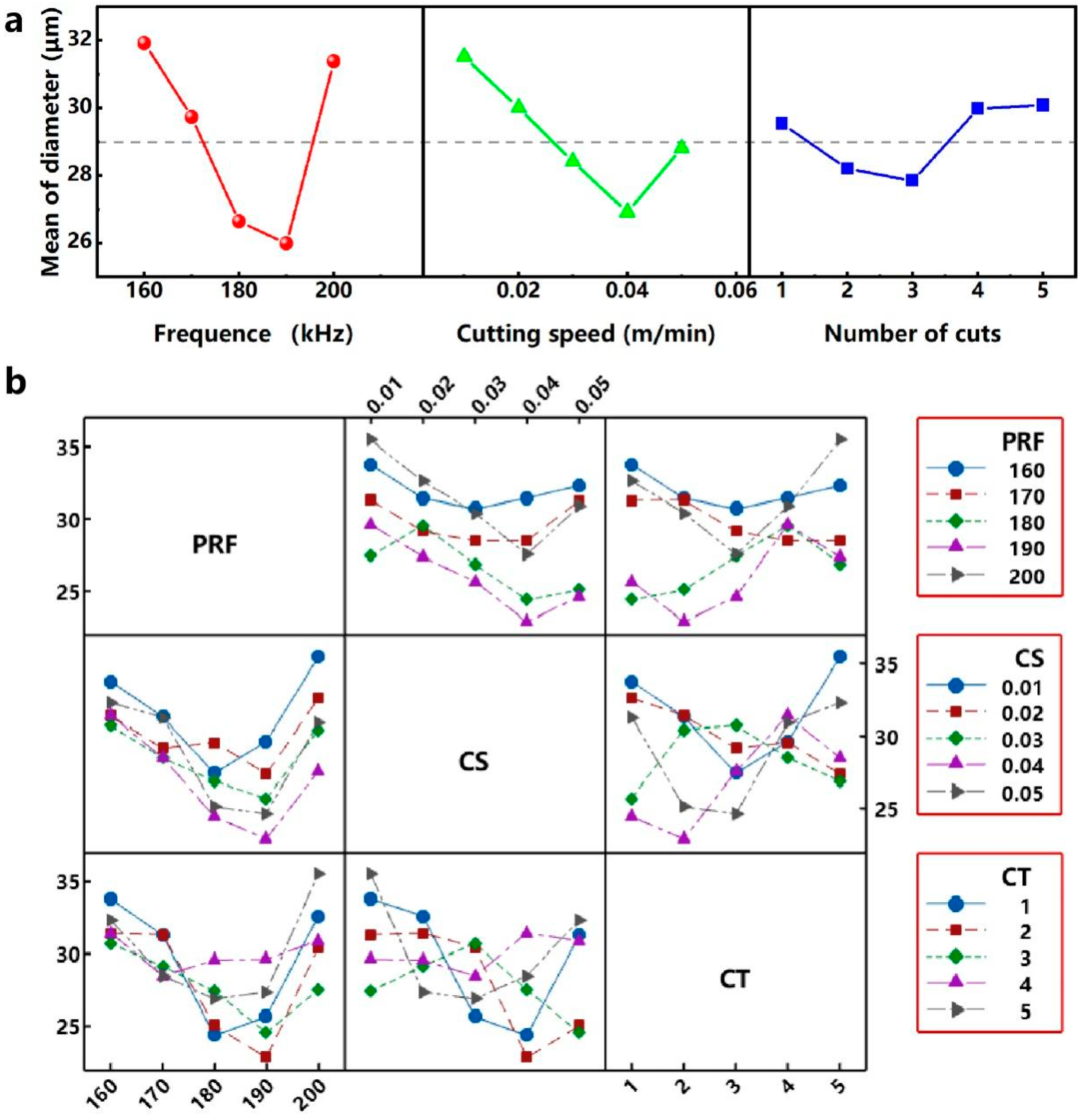
3.2. Variance Analysis of the L25(53) Orthogonal Experiments
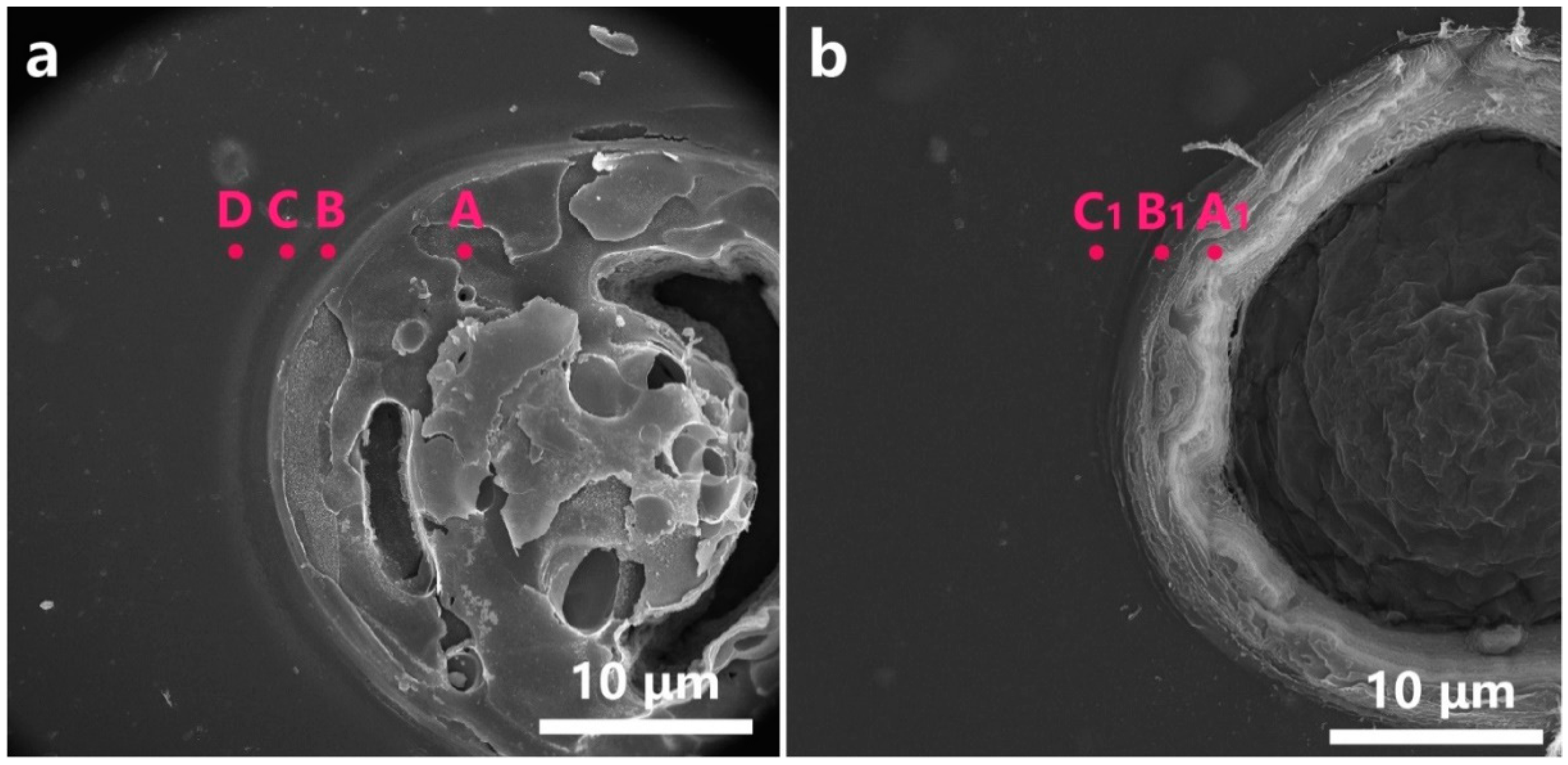
3.3. Mechanism of Laser Micro-Cutting
3.4. Fabrication of the Ultra-Thin PI Film Contact Spacer
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Nawrocki, R.A.; Matsuhisa, N.; Yokota, T.; Someya, T. 300-nm Imperceptible, Ultraflexible, and Biocompatible e-Skin Fit with Tactile Sensors and Organic Transistors. Adv. Electron. Mater. 2016, 2, 1500452. [Google Scholar] [CrossRef]
- Chen, S.; Jiang, K.; Lou, Z.; Chen, D.; Shen, G. Recent Developments in Graphene-Based Tactile Sensors and E-Skins. Adv. Mater. Technol. 2018, 3, 1700248. [Google Scholar] [CrossRef]
- Wu, C.; Tang, X.; Gan, L.; Li, W.; Zhang, J.; Wang, H.; Qin, Z.; Zhang, T.; Zhou, T.; Huang, J. High-Adhesion Stretchable Electrode via Cross-Linking Intensified Electroless Deposition on Biomimetic Elastomeric Micropore Film. ACS Appl. Mater. Interfaces 2019, 11, 20535–20544. [Google Scholar] [CrossRef]
- Schneider, A.; Sturm, J.; Stachniss, C.; Reisert, M.; Burkhardt, H.; Burgard, W. Object Identification with Tactile Sensors using Bag-of-Features. In Proceedings of the 2009 IEEE/RSJ International Conference on Intelligent Robots and Systems, St. Louis, MO, USA, 10–15 October 2009. [Google Scholar]
- Jamone, L.; Natale, L.; Metta, G.; Sandini, G. Highly Sensitive Soft Tactile Sensors for an Anthropomorphic Robotic Hand. IEEE Sens. J. 2015, 15, 4226–4233. [Google Scholar] [CrossRef]
- Yuan, W.; Dong, S.; Adelson, E.H. GelSight: High-Resolution Robot Tactile Sensors for Estimating Geometry and Force. Sensors 2017, 17, 2762. [Google Scholar] [CrossRef] [Green Version]
- Ahn, Y.; Song, S.; Yun, K.-S. Woven flexible textile structure for wearable power-generating tactile sensor array. Smart Mater. Struct. 2015, 24, 075002. [Google Scholar] [CrossRef]
- Guo, X.; Huang, Y.; Cai, X.; Liu, C.; Liu, P. Capacitive wearable tactile sensor based on smart textile substrate with carbon black/silicone rubber composite dielectric. Meas. Sci. Technol. 2016, 27, 045105. [Google Scholar] [CrossRef]
- Yeo, J.C.; Liu, Z.; Zhang, Z.Q.; Zhang, P.; Wang, Z.; Lim, C.T. Wearable mechanotransduced tactile sensor for haptic perception. Adv. Mater. Technol. 2017, 2, 1700006. [Google Scholar] [CrossRef]
- Kwon, D.; Lee, T.-I.; Shim, J.; Ryu, S.; Kim, M.S.; Kim, S.; Kim, T.-S.; Park, I. Interfaces, highly sensitive, flexible, and wearable pressure sensor based on a giant piezocapacitive effect of three-dimensional microporous elastomeric dielectric layer. ACS Appl. Mater. Interfaces 2016, 8, 16922–16931. [Google Scholar] [CrossRef]
- Qiu, Z.; Wan, Y.; Zhou, W.; Yang, J.; Yang, J.; Huang, J.; Zhang, J.; Liu, Q.; Huang, S.; Bai, N.; et al. Ionic skin with biomimetic dielectric layer templated from calathea zebrine leaf. Adv. Funct. Mater. 2018, 28, 1802343. [Google Scholar] [CrossRef]
- Chen, Z.; Wang, Z.; Li, X.; Lin, Y.; Luo, N.; Long, M.; Zhao, N.; Xu, J.-B. Flexible piezoelectric-induced pressure sensors for static measurements based on nanowires/graphene heterostructures. ACS Nano 2017, 11, 4507–4513. [Google Scholar] [CrossRef]
- Wu, W.; Wen, X.; Wang, Z.L.J.S. Taxel-addressable matrix of vertical-nanowire piezotronic transistors for active and adaptive tactile imaging. Science 2013, 340, 952–957. [Google Scholar] [CrossRef] [Green Version]
- Fan, F.-R.; Lin, L.; Zhu, G.; Wu, W.; Zhang, R.; Wang, Z.L. Transparent triboelectric nanogenerators and self-powered pressure sensors based on micropatterned plastic films. Nano Lett. 2012, 12, 3109–3114. [Google Scholar] [CrossRef] [Green Version]
- Zhu, B.; Niu, Z.; Wang, H.; Leow, W.R.; Wang, H.; Li, Y.; Zheng, L.; Wei, J.; Huo, F.; Chen, X.J.S. Microstructured graphene arrays for highly sensitive flexible tactile sensors. Small 2014, 10, 3625–3631. [Google Scholar] [CrossRef]
- Pyo, S.; Lee, J.; Kim, W.; Jo, E.; Kim, J. Multi-Layered, Hierarchical Fabric-Based Tactile Sensors with High Sensitivity and Linearity in Ultrawide Pressure Range. Adv. Funct. Mater. 2019, 29, 1902484. [Google Scholar] [CrossRef]
- Liu, W.; Liu, N.; Yue, Y.; Rao, J.; Cheng, F.; Su, J.; Liu, Z.; Gao, Y.J.S. Piezoresistive pressure sensor based on synergistical innerconnect polyvinyl alcohol nanowires/wrinkled graphene film. Small 2018, 14, 1704149. [Google Scholar] [CrossRef]
- Tang, X.; Wu, C.; Gan, L.; Zhang, T.; Zhou, T.; Huang, J.; Wang, H.; Xie, C.; Zeng, D.J.S. Multilevel Microstructured Flexible Pressure Sensors with Ultrahigh Sensitivity and Ultrawide Pressure Range for Versatile Electronic Skins. Small 2019, 15, 1804559. [Google Scholar] [CrossRef] [PubMed]
- Doostani, N.; Darbari, S.; Mohajerzadeh, S.; Moravvej-Farshi, M.K. Fabrication of highly sensitive field emission based pressure sensor, using CNTs grown on micro-machined substrate. Sens. Actuators A Phys. 2013, 201, 310–315. [Google Scholar] [CrossRef]
- Luo, C.; Liu, N.; Zhang, H.; Liu, W.; Yue, Y.; Wang, S.; Rao, J.; Yang, C.; Su, J.; Jiang, X.J.N.E. A new approach for ultrahigh-performance piezoresistive sensor based on wrinkled PPy film with electrospun PVA nanowires as spacer. Nano Energy 2017, 41, 527–534. [Google Scholar] [CrossRef]
- Wu, C.Y.; Zhang, T.; Zhang, J.; Huang, J.; Tang, X.; Zhou, T.; Rong, Y.; Huang, Y.; Shi, S.; Zeng, D. A new approach for an ultrasensitive tactile sensor covering an ultrawide pressure range based on the hierarchical pressure-peak effect. Nanoscale Horiz. 2019, 4, 1277–1285. [Google Scholar] [CrossRef] [PubMed]
- Armon, N.; Greenberg, E.; Edri, E.; Kenigsberg, A.; Piperno, S.; Kapon, O.; Fleker, O.; Perelshtein, I.; Cohen-Taguri, G.; Hod, I.; et al. Simultaneous laser-induced synthesis and micro-patterning of a metal organic framework. Chem. Commun. (Camb. Engl.) 2019, 55, 12773–12776. [Google Scholar] [CrossRef]
- Hsiao, W.-T.; Tseng, S.-F.; Huang, K.-C.; Chiang, D. Electrode patterning and annealing processes of aluminum-doped zinc oxide thin films using a UV laser system. Opt. Lasers Eng. 2013, 51, 15–22. [Google Scholar] [CrossRef]
- Kim, H.; Auyeung, R.C.Y.; Lee, S.H.; Huston, A.L.; Pique, A. Laser-printed interdigitated Ag electrodes for organic thin film transistors. J. Phys. D Appl. Phys. 2010, 43, 085101. [Google Scholar] [CrossRef]
- Antonczak, A.J.; Stepak, B.D.; Szustakiewicz, K.; Wojcik, M.R.; Abramski, K.M. Degradation of poly(l-lactide) under CO_2 laser treatment above the ablation threshold. Polym. Degrad. Stab. 2014, 109, 97–105. [Google Scholar] [CrossRef]
- Stepak, B.; Antończak, A.J.; Szustakiewicz, K.; Pezowicz, C.; Abramski, K.M. The influence of ArF excimer laser micromachining on physicochemical properties of bioresorbable poly(L-lactide). In Proceedings of the SPIE LASE Laser-based Micro-& Nanoprocessing X, San Francisco, CA, USA, 13–18 February 2016. [Google Scholar]
- Stepak, B.D.; Antonczak, A.J.; Szustakiewicz, K.; Koziol, P.E.; Abramski, K.M. Degradation of poly(L-lactide) under KrF excimer laser treatment. Polym. Degrad. Stab. 2014, 110, 156–164. [Google Scholar] [CrossRef]
- Jayakumar, M.K.G.; Idris, N.M.; Zhang, Y. Remote activation of biomolecules in deep tissues using near-infrared-to-UV upconversion nanotransducers. Proc. Natl. Acad. Sci. USA 2012, 109, 8483–8488. [Google Scholar] [CrossRef] [Green Version]
- Rong, Y.; Huang, Y.; Li, M.; Zhang, G.; Wu, C. High-quality cutting polarizing film (POL) by 355 nm nanosecond laser ablation. Opt. Laser Technol. 2021, 135, 106690. [Google Scholar] [CrossRef]
- Wu, C.; Li, M.; Huang, Y.; Rong, Y. Cutting of polyethylene terephthalate (PET) film by 355 nm nanosecond laser. Opt. Laser Technol. 2021, 133, 106565. [Google Scholar] [CrossRef]
- Wu, C.; Rong, Y.; Huang, Y.; Li, M.; Zhang, G.; Liu, W. Precision cutting of polyvinyl chloride film by ultraviolet nanosecond laser. Mater. Manuf. Process. 2021. [Google Scholar] [CrossRef]
- Lassithiotaki, M.; Athanassiou, A.; Anglos, D.; Georgiou, S.; Fotakis, C. Photochemical effects in the UV laser ablation of polymers: Implications for laser restoration of painted artworks. Appl. Phys. A Mater. Sci. Process. 1999, 69, 363–367. [Google Scholar] [CrossRef]
- Schmidt, H.; Ihlemann, J.; Wolff-Rottke, B.; Luther, K.; Troe, J. Ultraviolet laser ablation of polymers: Spot size, pulse duration, and plume attenuation effects explained. J. Appl. Phys. 1998, 83, 5458–5468. [Google Scholar] [CrossRef]
- Yingling, Y.G.; Garrison, B.J. Photochemical induced effects in material ejection in laser ablation. Chem. Phys. Lett. 2002, 364, 237–243. [Google Scholar] [CrossRef]
- Tang, J.; Yamauchi, Y. Carbon materials: MOF morphologies in control. Nat. Chem. 2016, 8, 638–639. [Google Scholar] [CrossRef]
- Zhang, L.; Ding, L.X.; Chen, G.F.; Yang, X.; Wang, H. Ammonia Synthesis under Ambient Conditions: Selective Electroreduction of Dinitrogen to Ammonia on Black Phosphorus Nanosheets. Angew. Chem. Int. Ed. 2019, 131, 2638–2642. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Frequency (kHz) | 100 | 120 | 140 | 160 | 180 | 200 |
|---|---|---|---|---|---|---|
| Laser output power (W) | 16.1 | 14.1 | 12.3 | 10.3 | 9.5 | 9.0 |
| Actual cutting power (W) | 0.159 | 0.137 | 0.121 | 0.102 | 0.94 | 0.89 |
| Process Parameters | Unit | Notation | Factor Levels | ||||
|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | |||
| Pulse repetition frequency | kHz | PRF | 160 | 170 | 180 | 190 | 200 |
| Cutting speed | mm/s | CS | 10 | 20 | 30 | 40 | 50 |
| Repetition number of cuts | —— | CT | 1 | 2 | 3 | 4 | 5 |
| NO. | A | B | C | PRF | CS | RNC |
|---|---|---|---|---|---|---|
| 1 | 1 | 1 | 1 | 160 | 0.01 | 1 |
| 2 | 1 | 2 | 2 | 160 | 0.02 | 2 |
| 3 | 1 | 3 | 3 | 160 | 0.03 | 3 |
| 4 | 1 | 4 | 4 | 160 | 0.04 | 4 |
| 5 | 1 | 5 | 5 | 160 | 0.05 | 5 |
| 6 | 2 | 1 | 2 | 170 | 0.01 | 2 |
| 7 | 2 | 2 | 3 | 170 | 0.02 | 3 |
| 8 | 2 | 3 | 4 | 170 | 0.03 | 4 |
| 9 | 2 | 4 | 5 | 170 | 0.04 | 5 |
| 10 | 2 | 5 | 1 | 170 | 0.05 | 1 |
| 11 | 3 | 1 | 3 | 180 | 0.01 | 3 |
| 12 | 3 | 2 | 4 | 180 | 0.02 | 4 |
| 13 | 3 | 3 | 5 | 180 | 0.03 | 5 |
| 14 | 3 | 4 | 1 | 180 | 0.04 | 1 |
| 15 | 3 | 5 | 2 | 180 | 0.05 | 2 |
| 16 | 4 | 1 | 4 | 190 | 0.01 | 4 |
| 17 | 4 | 2 | 5 | 190 | 0.02 | 5 |
| 18 | 4 | 3 | 1 | 190 | 0.03 | 1 |
| 19 | 4 | 4 | 2 | 190 | 0.04 | 2 |
| 20 | 4 | 5 | 3 | 190 | 0.05 | 3 |
| 21 | 5 | 1 | 5 | 200 | 0.01 | 5 |
| 22 | 5 | 2 | 1 | 200 | 0.02 | 1 |
| 23 | 5 | 3 | 2 | 200 | 0.03 | 2 |
| 24 | 5 | 4 | 3 | 200 | 0.04 | 3 |
| 25 | 5 | 5 | 4 | 200 | 0.05 | 4 |
| NO. | PRF (kHz) | CS (mm/s) | RNC | Roundness (μm) | Diameter (μm) | Width of HAZ (μm) | TH |
|---|---|---|---|---|---|---|---|
| 1 | 160 | 10 | 1 | 2.143 | 33.794 | 3.972 | No |
| 2 | 160 | 20 | 2 | 1.822 | 31.410 | 3.646 | No |
| 3 | 160 | 30 | 3 | 1.342 | 30.707 | 3.426 | Yes |
| 4 | 160 | 40 | 4 | 0.980 | 31.419 | 3.295 | Yes |
| 5 | 160 | 50 | 5 | 0.705 | 32.304 | 3.503 | Yes |
| 6 | 170 | 10 | 2 | 1.480 | 31.314 | 3.562 | No |
| 7 | 170 | 20 | 3 | 1.217 | 29.144 | 3.187 | Yes |
| 8 | 170 | 30 | 4 | 1.085 | 28.474 | 3.093 | Yes |
| 9 | 170 | 40 | 5 | 0.907 | 28.481 | 2.725 | Yes |
| 10 | 170 | 50 | 1 | 0.875 | 31.279 | 3.136 | No |
| 11 | 180 | 10 | 3 | 1.062 | 27.393 | 3.059 | Yes |
| 12 | 180 | 20 | 4 | 0.915 | 29.560 | 3.018 | Yes |
| 13 | 180 | 30 | 5 | 0.825 | 26.846 | 2.959 | Yes |
| 14 | 180 | 40 | 1 | 0.793 | 24.364 | 2.688 | No |
| 15 | 180 | 50 | 2 | 0.668 | 25.051 | 3.074 | No |
| 16 | 190 | 10 | 4 | 1.068 | 29.613 | 2.806 | Yes |
| 17 | 190 | 20 | 5 | 0.923 | 27.342 | 2.662 | Yes |
| 18 | 190 | 30 | 1 | 0.778 | 25.649 | 2.551 | No |
| 19 | 190 | 40 | 2 | 0.670 | 22.806 | 1.848 | No |
| 20 | 190 | 50 | 3 | 0.612 | 24.565 | 2.191 | No |
| 21 | 200 | 10 | 5 | 0.985 | 35.492 | 3.272 | Yes |
| 22 | 200 | 20 | 1 | 0.760 | 32.618 | 2.681 | No |
| 23 | 200 | 30 | 2 | 0.640 | 30.433 | 2.797 | Yes |
| 24 | 200 | 40 | 3 | 0.603 | 27.494 | 2.930 | Yes |
| 25 | 200 | 50 | 4 | 0.473 | 30.883 | 2.772 | Yes |
| PRF (kHz) | CS (mm/s) | RNC | |
|---|---|---|---|
| 1.398 | 1.348 | 1.070 | |
| 1.113 | 1.127 | 1.056 | |
| 0.853 | 0.934 | 0.967 | |
| 0.810 | 0.791 | 0.904 | |
| 0.692 | 0.667 | 0.869 | |
| Optimal level | 5 | 5 | 5 |
| Rj | 0.706 | 0.681 | 0.201 |
| Order of range | R1 > R2 > R3 | ||
| PRF (kHz) | CS (mm/s) | RNC | |
|---|---|---|---|
| 31.927 | 31.521 | 29.541 | |
| 29.738 | 30.015 | 28.203 | |
| 26.643 | 28.422 | 27.861 | |
| 25.995 | 26.913 | 29.990 | |
| 31.384 | 28.817 | 30.093 | |
| Optimal level | 4 | 4 | 3 |
| Rj | 5.932 | 4.608 | 1.680 |
| Order of range | R1 > R2 > R3 | ||
| PRF (kHz) | CS (mm/s) | RNC | |
|---|---|---|---|
| 3.568 | 3.334 | 3.005 | |
| 3.140 | 3.039 | 2.985 | |
| 2.960 | 2.965 | 2.959 | |
| 2.412 | 2.697 | 2.996 | |
| 2.890 | 2.935 | 3.024 | |
| Optimal level | 4 | 4 | 3 |
| Rj | 1.157 | 0.637 | 0.047 |
| Order of range | R1 > R2 > R3 | ||
| Atomic Percentage | C | O | N |
|---|---|---|---|
| Point A | 97.99 | 0.86 | 1.15 |
| Point B | 73.37 | 19.51 | 7.12 |
| Point C | 81.88 | 12.93 | 5.19 |
| Point D | 71.64 | 20.94 | 7.42 |
| Point A1 | 73.44 | 19.38 | 7.18 |
| Point B1 | 70.87 | 20.69 | 8.44 |
| Point C1 | 72.58 | 19.56 | 7.86 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wu, C.; Zhang, T.; Huang, Y.; Rong, Y. PI Film Laser Micro-Cutting for Quantitative Manufacturing of Contact Spacer in Flexible Tactile Sensor. Micromachines 2021, 12, 908. https://doi.org/10.3390/mi12080908
Wu C, Zhang T, Huang Y, Rong Y. PI Film Laser Micro-Cutting for Quantitative Manufacturing of Contact Spacer in Flexible Tactile Sensor. Micromachines. 2021; 12(8):908. https://doi.org/10.3390/mi12080908
Chicago/Turabian StyleWu, Congyi, Tian Zhang, Yu Huang, and Youmin Rong. 2021. "PI Film Laser Micro-Cutting for Quantitative Manufacturing of Contact Spacer in Flexible Tactile Sensor" Micromachines 12, no. 8: 908. https://doi.org/10.3390/mi12080908