
Comparison of Vibration-Assisted Scratch Characteristics of SiC Polytypes (3C-, 4H- and 6H-SiC)

Abstract
:
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
1. Introduction
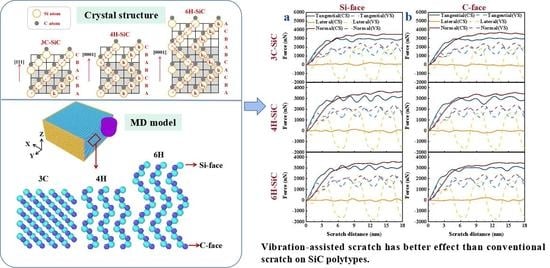
2. Molecular Dynamics Simulations Model
3. Results and Discussion
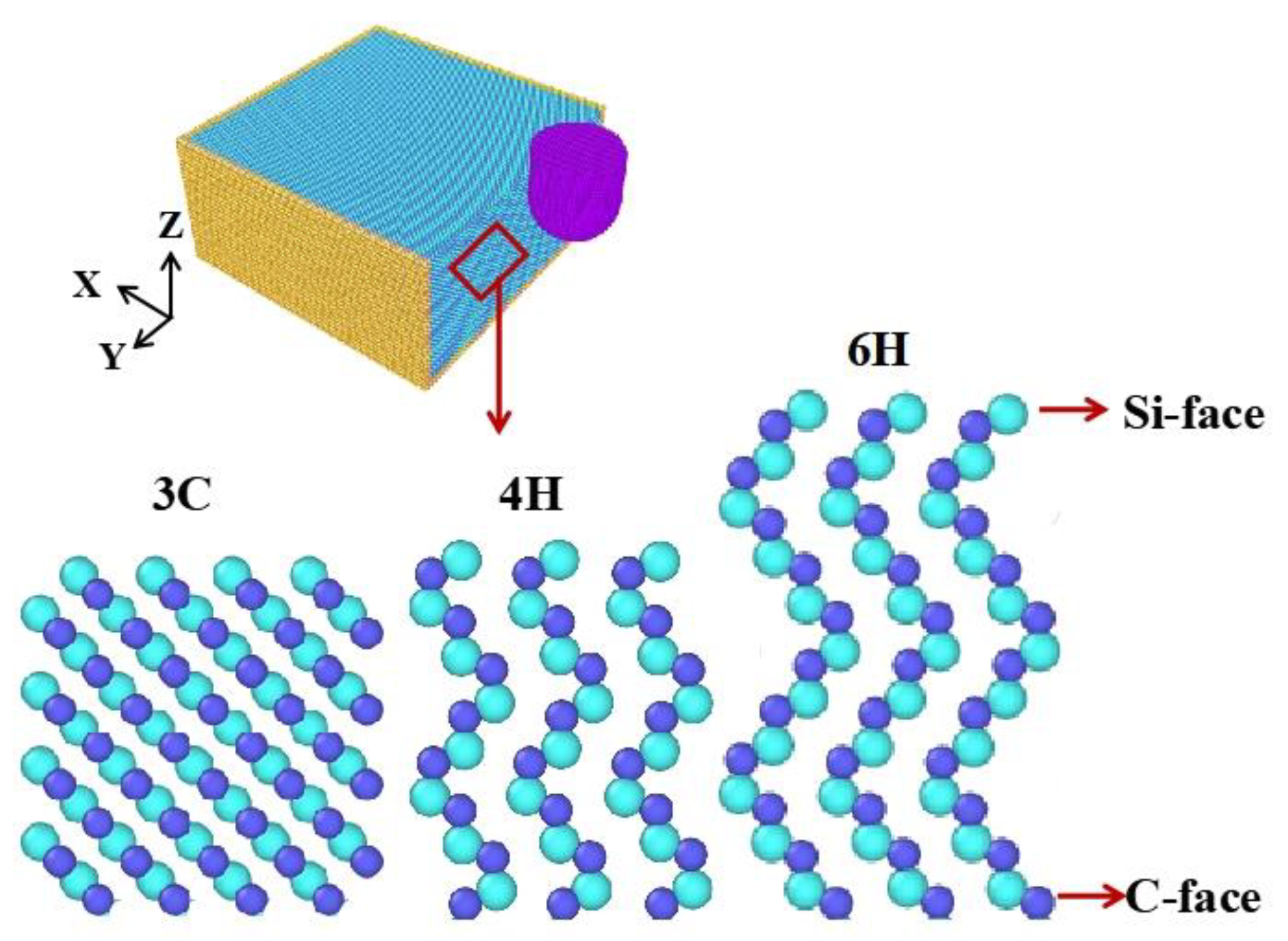
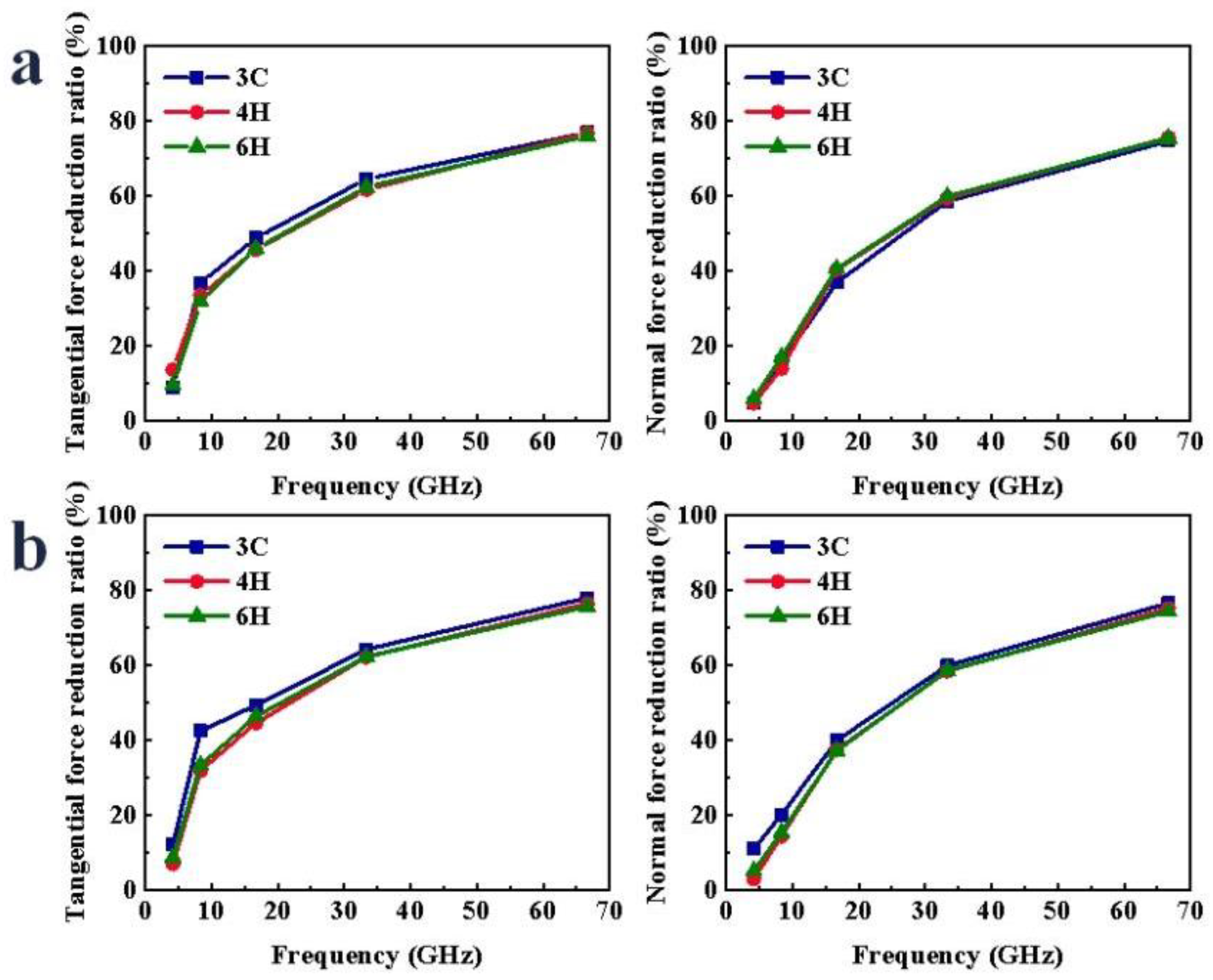
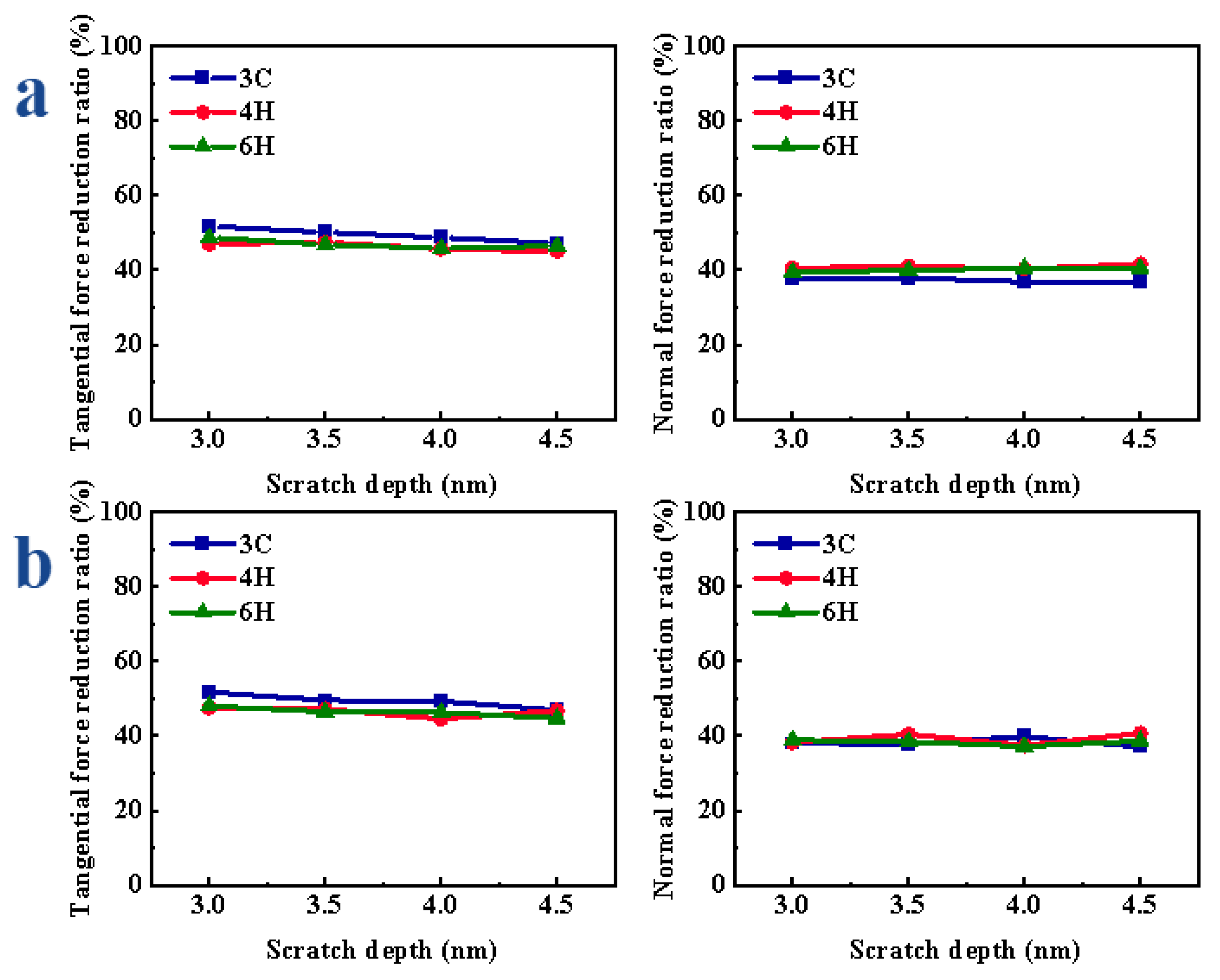
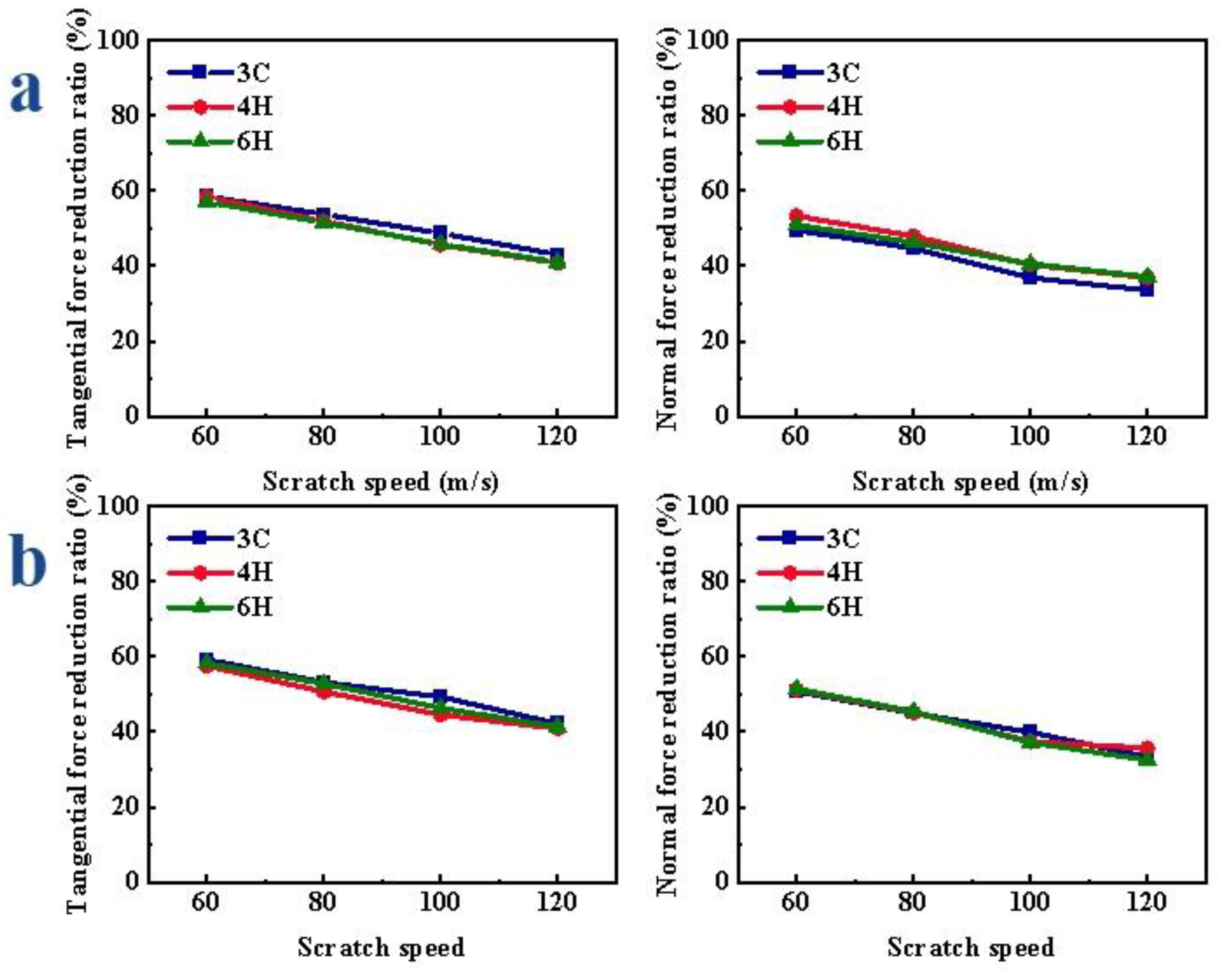
3.1. Scratch Force Analysis
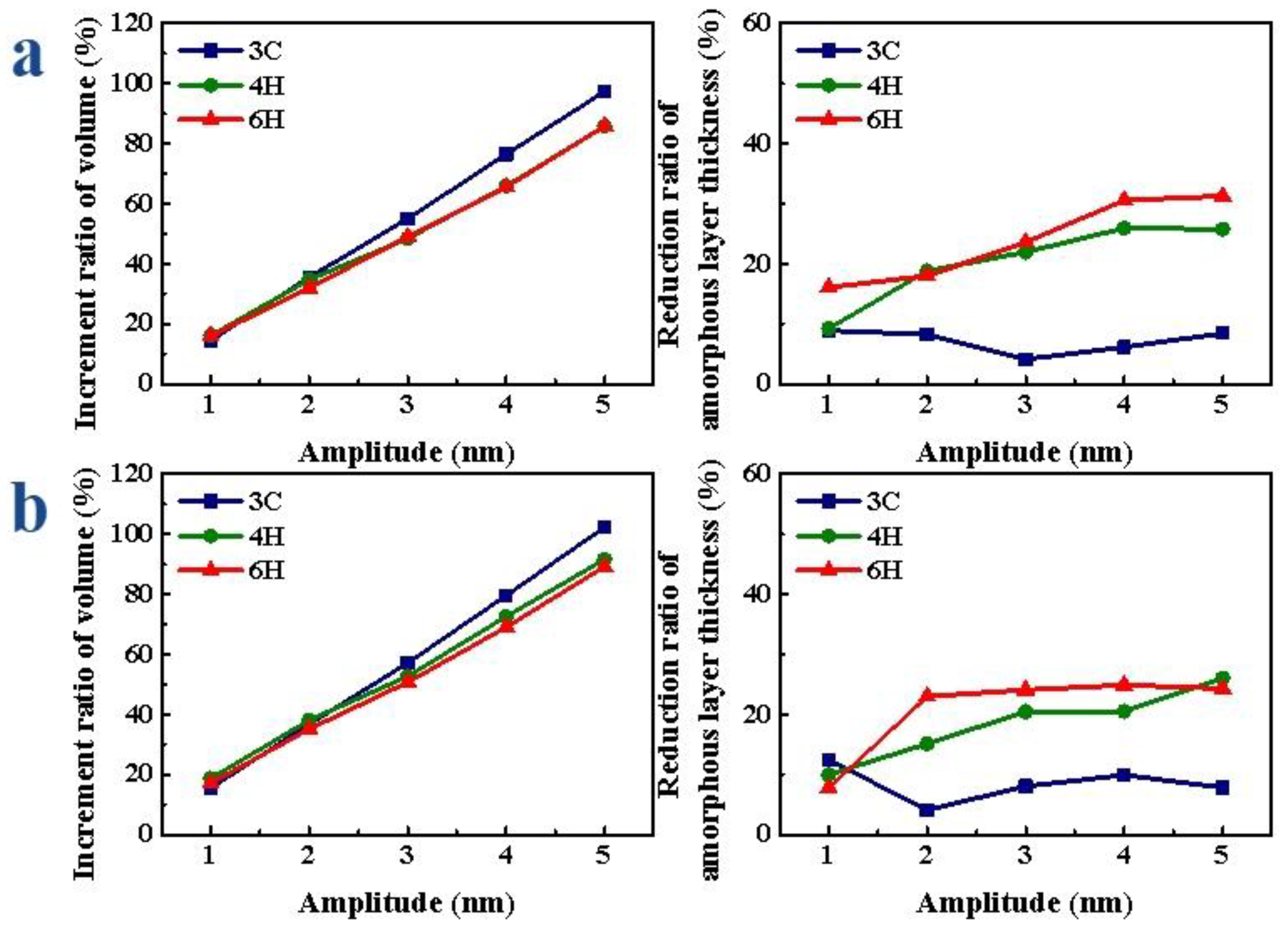
3.2. Comparison of Amorphous Layer
4. Conclusions
- (1)
- Vibration-assisted scratch of SiC polytypes has the advantages of reducing the scratch force, increasing the volume and reducing the thickness of the amorphous layer; this means that the material removal rate is improved, and the damage degree is reduced.
- (2)
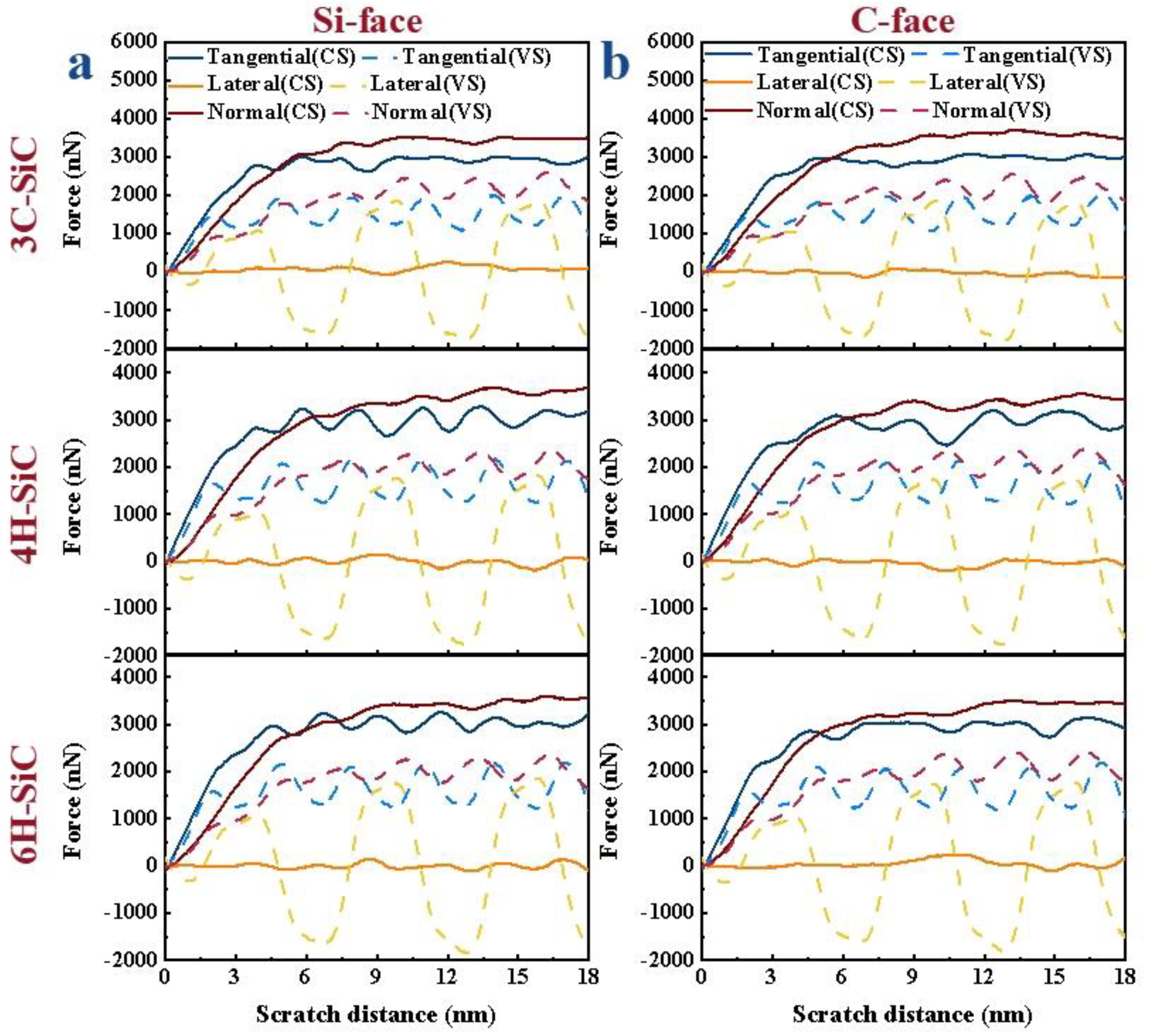
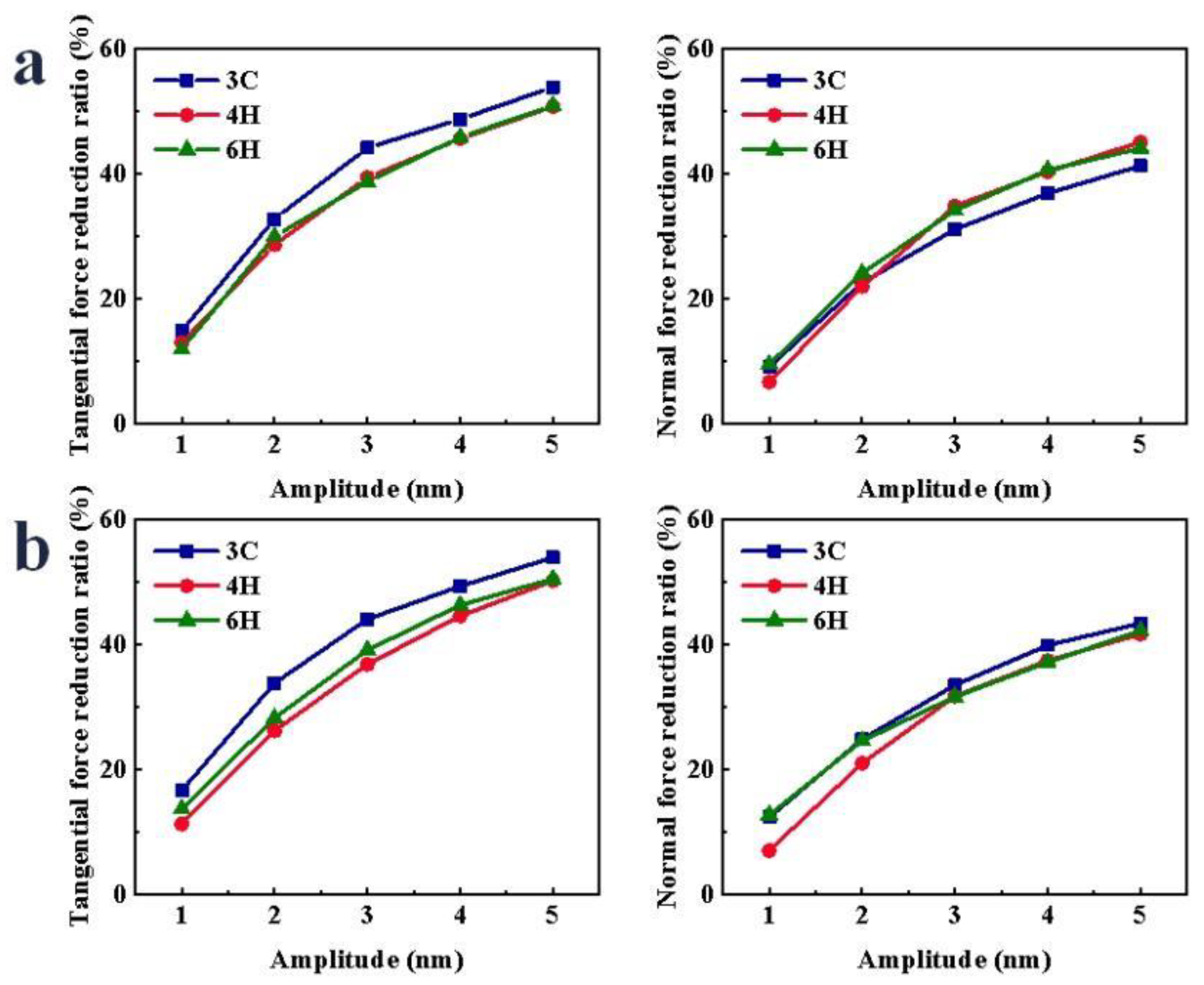
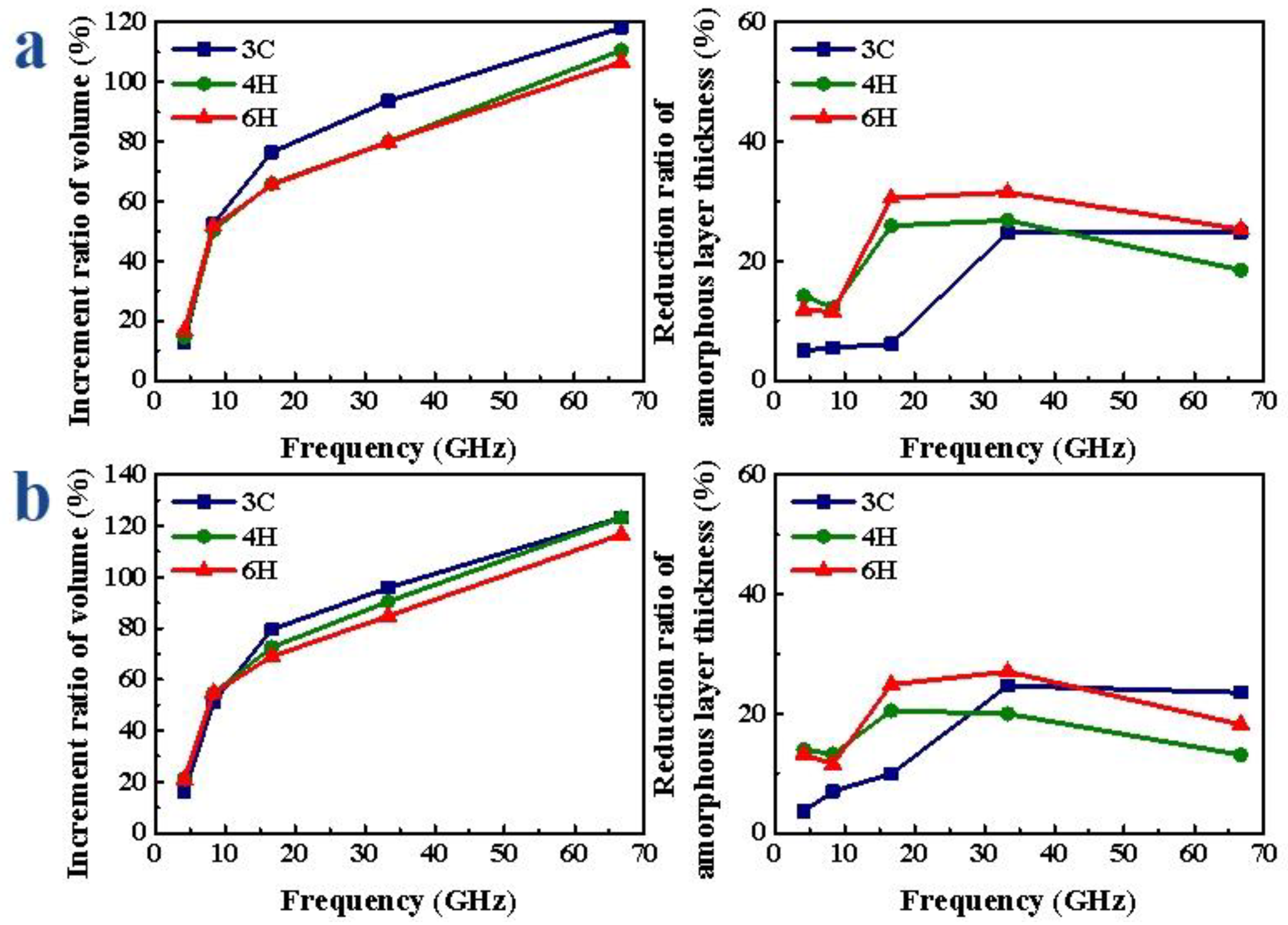
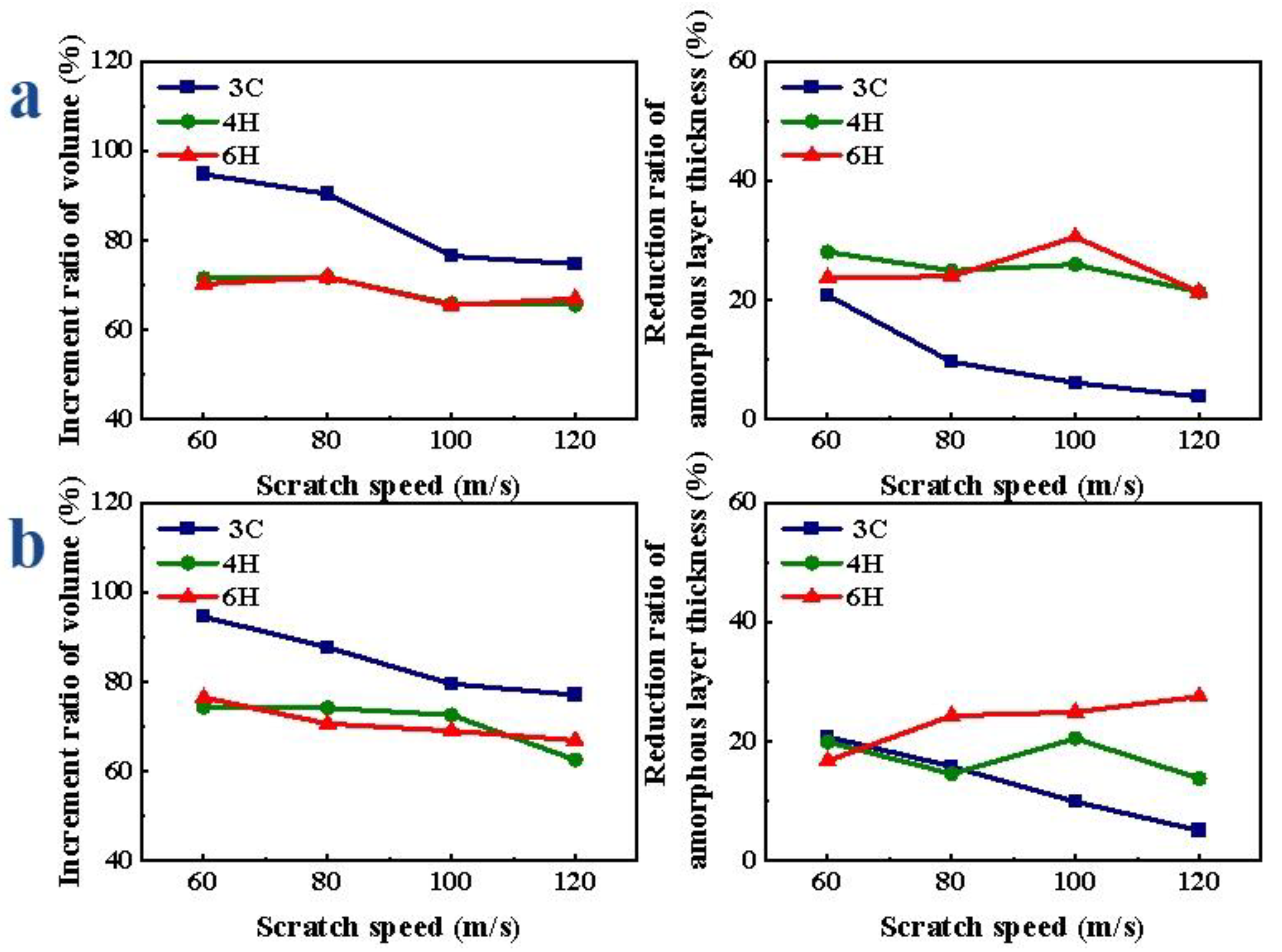
- Increasing the amplitude and frequency improves the machining effect. The changes in scratch depth and speed do not notably improve the effect of VS.
- (3)
- The effects of vibration on SiC with different crystal structures are different. The effects of 4H- and 6H-SiC in the hexagonal structure are close, and the effect of 3C-SiC makes an obvious distinction between that of 4H- and 6H-SiC. The morphology of the 3C-SiC amorphous layer structure after vibration is obviously different from 4H- and 6H-SiC, showing a sawtooth shape.
- (4)
- The effects of vibration on the SiC of different crystal faces are different, but the difference is not significant. Under different vibration parameters and machining parameters, the variation trends of the reduction ratio of the scratch force and the increment ratio of volume and the reduction ratio of the thickness of the amorphous-layer in the VS of SiC on different crystal planes are consistent.
- (5)
- The MD simulation in this paper provides a comparison of the effects of vibration applied to SiC polytypes under different machining and vibration parameters, which provides a basis for the high-efficiency and precision machining of SiC using vibration-assisted grinding technology.
Supplementary Materials
Author Contributions
Funding
Conflicts of Interest
References
- Zhou, P.; Shi, X.; Li, J.; Sun, T.; Zhu, Y.; Wang, Z.; Chen, J. Molecular dynamics simulation of SiC removal mechanism in a fixed abrasive polishing process. Ceram. Int. 2019, 45, 14614–14624. [Google Scholar] [CrossRef]
- Yao, T.; Yin, D.; Saito, M.; Wu, B.; Chen, C.; Ma, X. Nanoindentation-induced phase transformation between SiC polymorphs. Mater. Lett. 2018, 220, 152–155. [Google Scholar] [CrossRef]
- Zeng, W.; Li, Z.; Pei, Z.; Treadwell, C. Experimental observation of tool wear in rotary ultrasonic machining of advanced ceramics. Int. J. Mach. Tools Manuf. 2005, 45, 1468–1473. [Google Scholar] [CrossRef]
- Chen, J.; Fang, Q.; Li, P. Effect of grinding wheel spindle vibration on surface roughness and subsurface damage in brittle material grinding. Int. J. Mach. Tools Manuf. 2015, 91, 12–23. [Google Scholar] [CrossRef]
- Dambatta, Y.S.; Sarhan, A.A.D.; Sayuti, M.; Hamdi, M. Ultrasonic assisted grinding of advanced materials for biomedical and aerospace applications—A review. Int. J. Adv. Manuf. Technol. 2017, 92, 3825–3858. [Google Scholar] [CrossRef]
- Chen, Y.; Hu, Z.; Yu, Y.; Lai, Z.; Zhu, J.; Xu, X.; Peng, Q. Processing and machining mechanism of ultrasonic vibration-assisted grinding on sapphire. Mater. Sci. Semicond. Process. 2022, 142, 106470. [Google Scholar] [CrossRef]
- Huang, C.; Zhou, M.; Zhang, H. Investigations on the micro-interactions of grit-workpiece and forces prediction in ultrasonic vibration side grinding of optical glass. J. Mater. Process. Technol. 2021, 300, 117415. [Google Scholar] [CrossRef]
- Huang, C.; Zhou, M.; Zhang, H. A cutting force prediction model in axial ultrasonic vibration end grinding for BK7 optical glass considering protrusion height of abrasive grits. Measurement 2021, 180, 109512. [Google Scholar] [CrossRef]
- Wen, J.; Tang, J.; Zhou, W. Study on formation mechanism and regularity of residual stress in ultrasonic vibration grinding of high strength alloy steel. J. Manuf. Process. 2021, 66, 608–622. [Google Scholar] [CrossRef]
- Zhang, T.; Wang, Z.; Yu, T.; Chen, H.; Dong, J.; Zhao, J.; Wang, W. Modeling and prediction of generated local surface profile for ultrasonic vibration-assisted polishing of optical glass BK7. J. Mater. Process. Technol. 2020, 289, 116933. [Google Scholar] [CrossRef]
- Cao, Y.; Zhao, B.; Ding, W.; Liu, Y.; Wang, L. On the tool wear behavior during ultrasonic vibration-assisted form grinding with alumina wheels. Ceram. Int. 2021, 47, 26465–26474. [Google Scholar] [CrossRef]
- Lei, X.; Xiang, D.; Peng, P.; Liu, G.; Li, B.; Zhao, B.; Gao, G. Establishment of dynamic grinding force model for ultrasonic-assisted single abrasive high-speed grinding. J. Mater. Process. Technol. 2022, 300, 117420. [Google Scholar] [CrossRef]
- Wei, L.; Zhaohui, D. Basic Theory and Experimental Research Progress of Single Abrasive Grain Grinding. Mech. Res. Appl. 2016, 4, 54–57. [Google Scholar] [CrossRef]
- Chen, Y.; Hu, Z.; Jin, J.; Li, L.; Yu, Y.; Peng, Q.; Xu, X. Molecular dynamics simulations of scratching characteristics in vibration-assisted nano-scratch of single-crystal silicon. Appl. Surf. Sci. 2021, 551, 149451. [Google Scholar] [CrossRef]
- Cao, J.; Wu, Y.; Lu, D.; Fujimoto, M.; Nomura, M. Material removal behavior in ultrasonic-assisted scratching of SiC ceramics with a single diamond tool. Int. J. Mach. Tools Manuf. 2014, 79, 49–61. [Google Scholar] [CrossRef]
- Qiao, G.; Yi, S.; Zheng, W.; Zhou, M. Material removal behavior and crack-inhibiting effect in ultrasonic vibration-assisted scratching of silicon nitride ceramics. Ceram. Int. 2022, 48, 4341–4351. [Google Scholar] [CrossRef]
- Sun, G.; Shi, F.; Zhao, Q.; Ma, Z.; Yang, D. Material removal behaviour in axial ultrasonic assisted scratching of Zerodur and ULE with a Vickers indenter. Ceram. Int. 2020, 46, 14613–14624. [Google Scholar] [CrossRef]
- Kimoto, T.; Cooper, J.A. Fundamentals of Silicon Carbide Technology: Growth, Characterization, Devices and Applications; John Wiley & Sons: Hoboken, NJ, USA, 2014. [Google Scholar]
- Yang, B.; Deng, Q.; Su, Y.; Peng, X.; Huang, C.; Lee, A.; Hu, N. The effects of atomic arrangements on mechanical properties of 2H, 3C, 4H and 6H-SiC. Comput. Mater. Sci. 2022, 203, 111114. [Google Scholar] [CrossRef]
- Goel, S. The current understanding on the diamond machining of silicon carbide. J. Phys. D Appl. Phys. 2014, 47, 243001. [Google Scholar] [CrossRef] [Green Version]
- Kamitani, K.; Grimsditch, M.; Nipko, J.C.; Loong, C.-K. The elastic constants of silicon carbide: A Brillouin-scattering study of 4H and 6H SiC single crystals. J. Appl. Phys. 1997, 82, 3152–3154. [Google Scholar] [CrossRef]
- Kang, K.-H.; Eun, T.; Jun, M.-C.; Lee, B.-J. Governing factors for the formation of 4H or 6H-SiC polytype during SiC crystal growth: An atomistic computational approach. J. Cryst. Growth 2014, 389, 120–133. [Google Scholar] [CrossRef]
- Pizzagalli, L. Stability and mobility of screw dislocations in 4H, 2H and 3C silicon carbide. Acta Mater. 2014, 78, 236–244. [Google Scholar] [CrossRef]
- Kobayashi, K.; Komatsu, S. First-Principles Study of BN, SiC, and AlN Polytypes. J. Phys. Soc. Jpn. 2008, 77, 84703. [Google Scholar] [CrossRef]
- Kato, M.; Ichikawa, N.; Nakano, Y. Characterisation of defects in p-type 4H-, 6H- and 3C-SiC epilayers grown on SiC substrates. Mater. Lett. 2019, 254, 96–98. [Google Scholar] [CrossRef]
- Luo, X.; Goel, S.; Reuben, R.L. A quantitative assessment of nanometric machinability of major polytypes of single crystal silicon carbide. J. Eur. Ceram. Soc. 2012, 32, 3423–3434. [Google Scholar] [CrossRef] [Green Version]
- Tian, Z.; Xu, X.; Jiang, F.; Lu, J.; Luo, Q.; Lin, J. Study on nanomechanical properties of 4H-SiC and 6H-SiC by molecular dynamics simulations. Ceram. Int. 2019, 45, 21998–22006. [Google Scholar] [CrossRef]
- Lu, J.; Luo, Q.; Xu, X.; Huang, H.; Jiang, F. Removal mechanism of 4H- and 6H-SiC substrates (0001 and 0001¯)in mechanical planarization machining. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2019, 233, 69–76. [Google Scholar] [CrossRef]
- Chen, X.-F.; Xu, X.-G.; Hu, X.-B.; Li, J.; Jiang, S.-Z.; Ning, L.-N.; Wang, Y.-M.; Jiang, M.-H. Anisotropy of chemical mechanical polishing in silicon carbide substrates. Mater. Sci. Eng. B 2007, 142, 28–30. [Google Scholar] [CrossRef]
- Meng, B.; Yuan, D.; Xu, S. Coupling effect on the removal mechanism and surface/subsurface characteristics of SiC during grinding process at the nanoscale. Ceram. Int. 2019, 45, 2483–2491. [Google Scholar] [CrossRef]
- Chavoshi, S.Z.; Luo, X. Molecular dynamics simulation study of deformation mechanisms in 3C–SiC during nanometric cutting at elevated temperatures. Mater. Sci. Eng. A 2016, 654, 400–417. [Google Scholar] [CrossRef] [Green Version]
- Tian, Z.; Chen, X.; Xu, X. Molecular dynamics simulation of the material removal in the scratching of 4H-SiC and 6H-SiC substrates. Int. J. Extreme Manuf. 2020, 2, 045104. [Google Scholar] [CrossRef]
- Zhu, B.; Zhao, D.; Zhao, H. A study of deformation behavior and phase transformation in 4H-SiC during nanoindentation process via molecular dynamics simulation. Ceram. Int. 2018, 45, 5150–5157. [Google Scholar] [CrossRef]
- Plimpton, S. Fast Parallel Algorithms for Short-Range Molecular Dynamics. J. Comput. Phys. 1995, 117, 1–19. [Google Scholar] [CrossRef] [Green Version]
- Stukowski, A. Visualization and analysis of atomistic simulation data with OVITO—The Open Visualization Tool. Model. Simul. Mater. Sci. Eng. 2010, 18, 015012. [Google Scholar] [CrossRef]
- Tersoff, J. Modeling solid-state chemistry: Interatomic potentials for multicomponent systems. Phys. Rev. B 1989, 39, 5566–5568. [Google Scholar] [CrossRef]
- Dulak, M.; Thygesen, K.S.; Norskov, J.K.; Jacobsen, K.W. Finite Size Effects in Chemical Bonding: From Small Clusters to Solids. Catal. Lett. 2011, 141, 1067–1071. [Google Scholar] [CrossRef]
- Meng, B.; Yuan, D.; Xu, S. Study on strain rate and heat effect on the removal mechanism of SiC during nano-scratching process by molecular dynamics simulation. Int. J. Mech. Sci. 2019, 151, 724–732. [Google Scholar] [CrossRef]
- Meng, B.; Yuan, D.; Zheng, J.; Qiu, P.; Xu, S. Tip-based nanomanufacturing process of single crystal SiC: Ductile deformation mechanism and process optimization. Appl. Surf. Sci. 2020, 500, 144039. [Google Scholar] [CrossRef]
- Meng, B.; Zhang, Y.; Zhang, F. Material removal mechanism of 6H-SiC studied by nano-scratching with Berkovich indenter. Appl. Phys. A-Mater. Sci. Process. 2016, 122, 247. [Google Scholar] [CrossRef]


Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lin, W.; Hu, Z.; Chen, Y.; Zhang, Y.; Yu, Y.; Xu, X.; Zhang, J. Comparison of Vibration-Assisted Scratch Characteristics of SiC Polytypes (3C-, 4H- and 6H-SiC). Micromachines 2022, 13, 640. https://doi.org/10.3390/mi13040640
Lin W, Hu Z, Chen Y, Zhang Y, Yu Y, Xu X, Zhang J. Comparison of Vibration-Assisted Scratch Characteristics of SiC Polytypes (3C-, 4H- and 6H-SiC). Micromachines. 2022; 13(4):640. https://doi.org/10.3390/mi13040640
Chicago/Turabian StyleLin, Wuqing, Zhongwei Hu, Yue Chen, Yuqiang Zhang, Yiqing Yu, Xipeng Xu, and Jie Zhang. 2022. "Comparison of Vibration-Assisted Scratch Characteristics of SiC Polytypes (3C-, 4H- and 6H-SiC)" Micromachines 13, no. 4: 640. https://doi.org/10.3390/mi13040640