
Study on the Material Removal Mechanism of Ultrasonic Elliptical Vibration Cutting of Medical β Titanium Alloy


Abstract
:1. Introduction
2. UEVC Theoretical Model
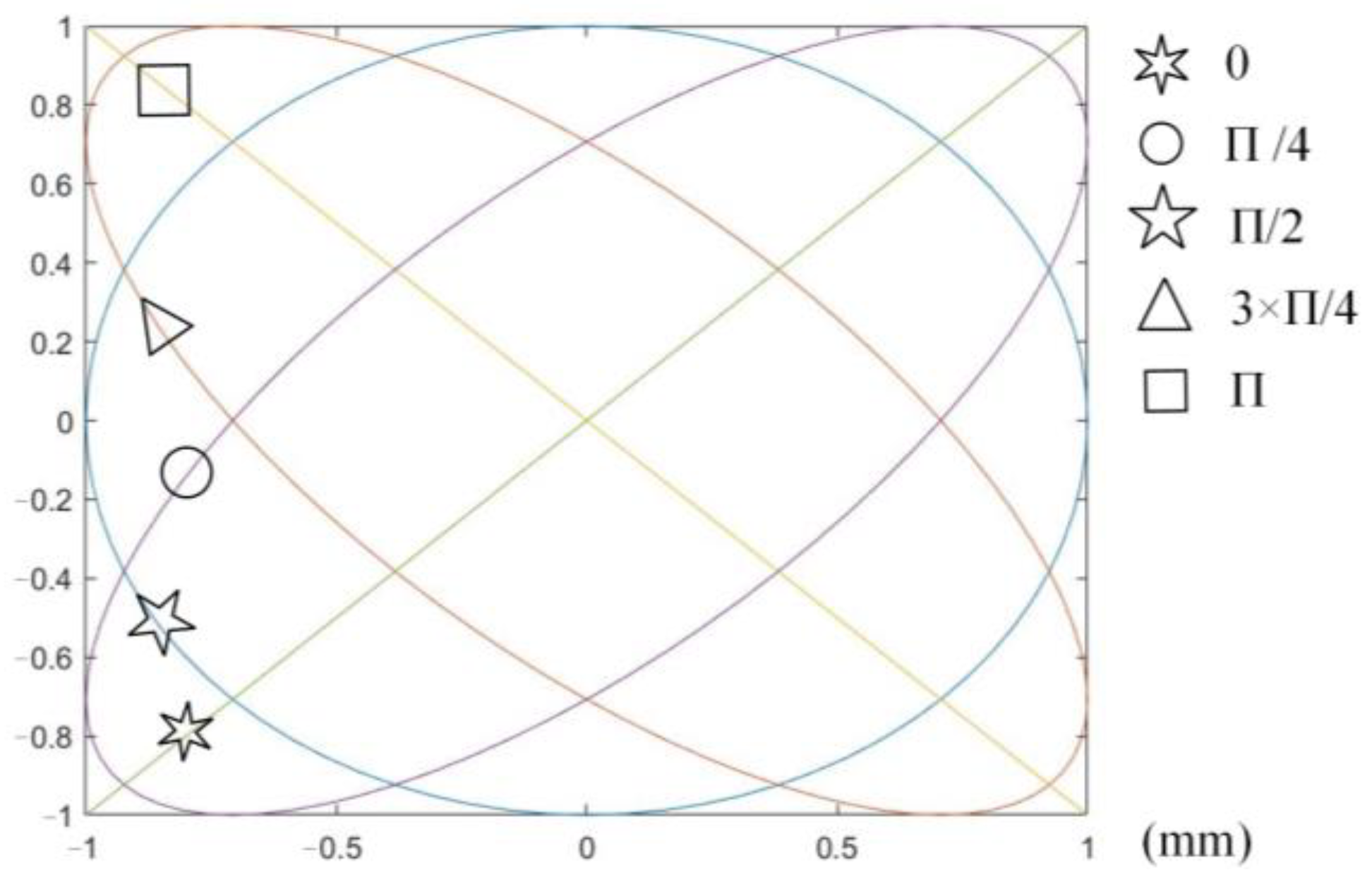
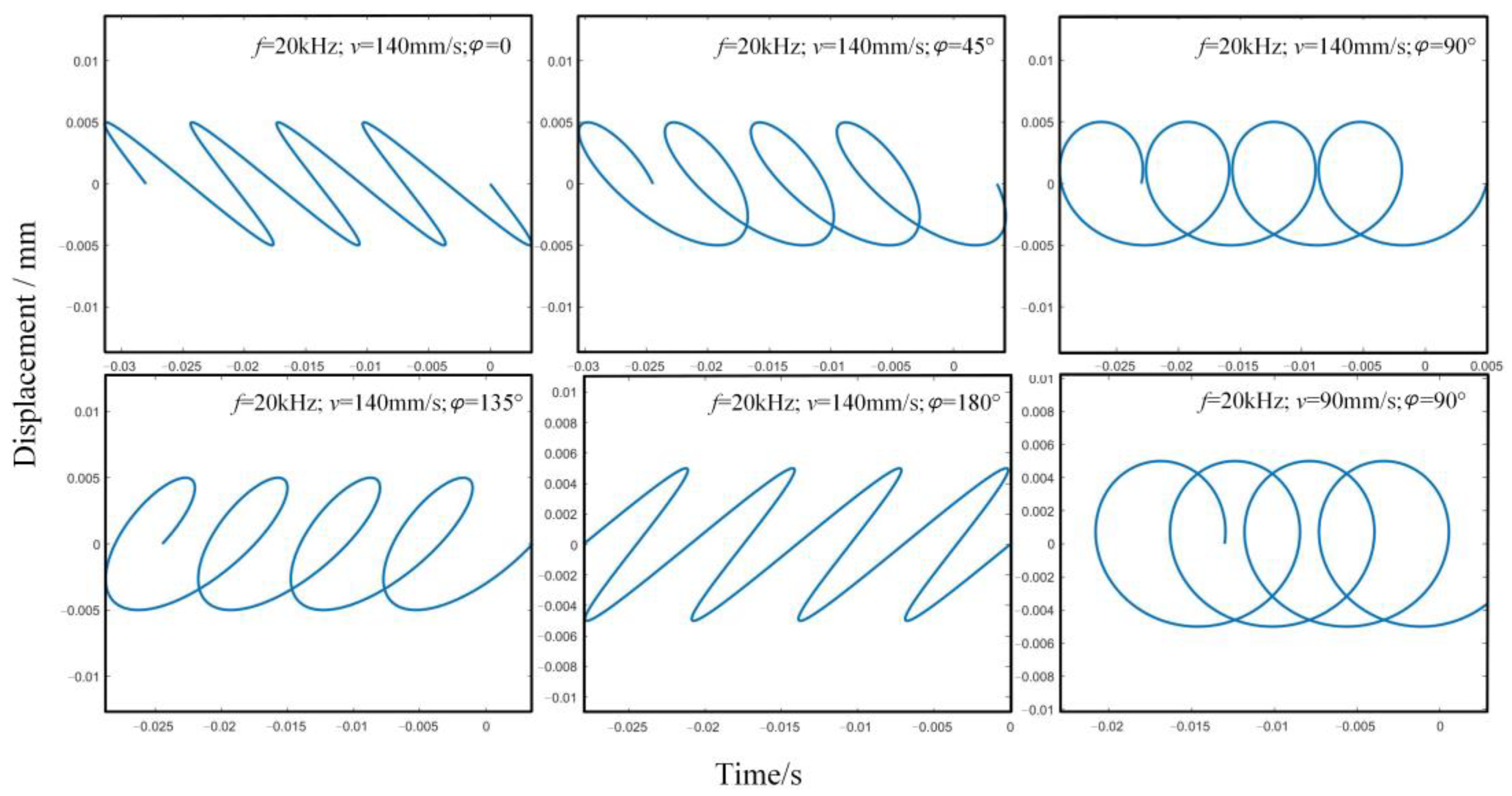
2.1. Kinematic Model
2.2. Cutting Path Planning
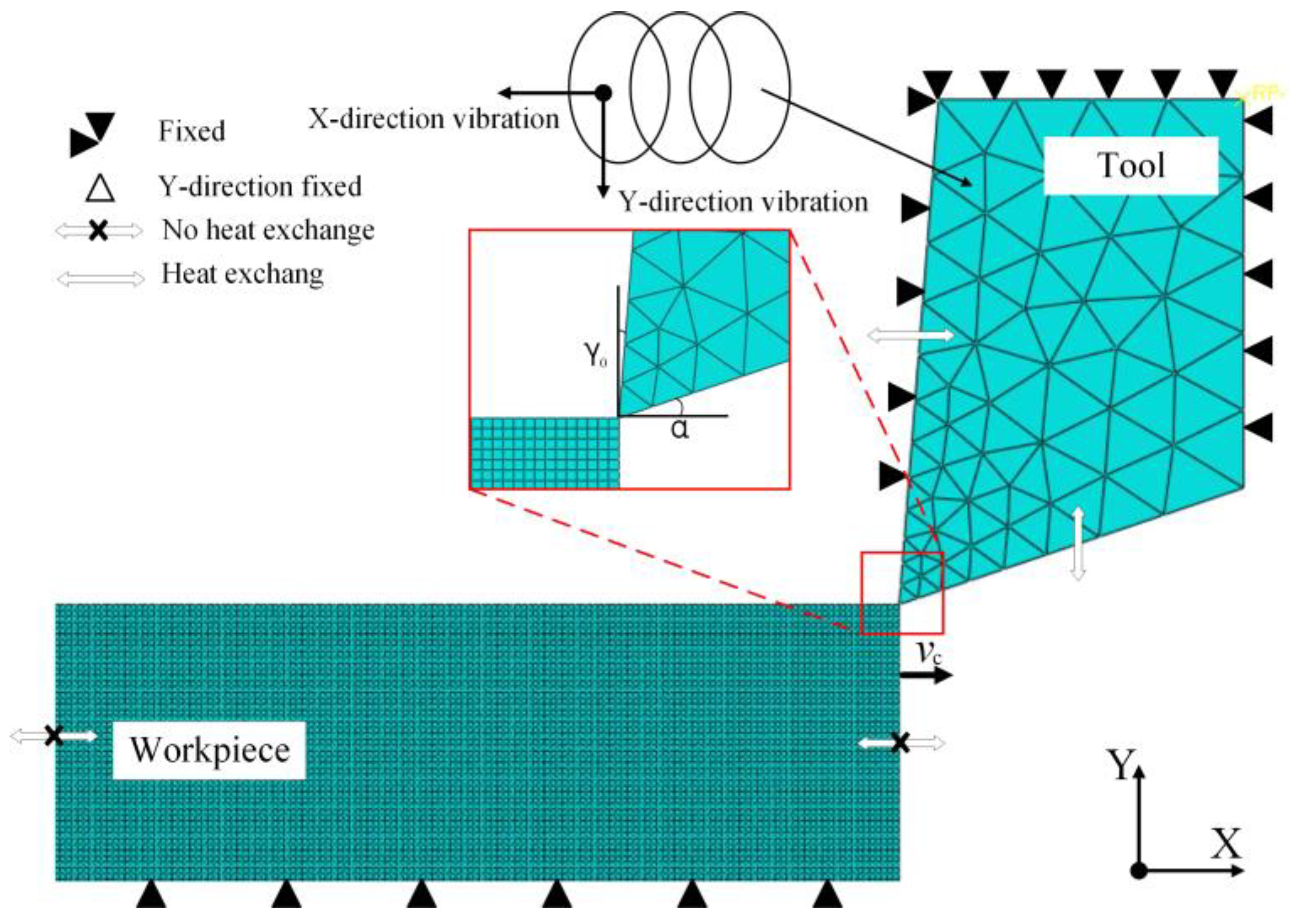
2.3. Construction of UEVC Simulation Model
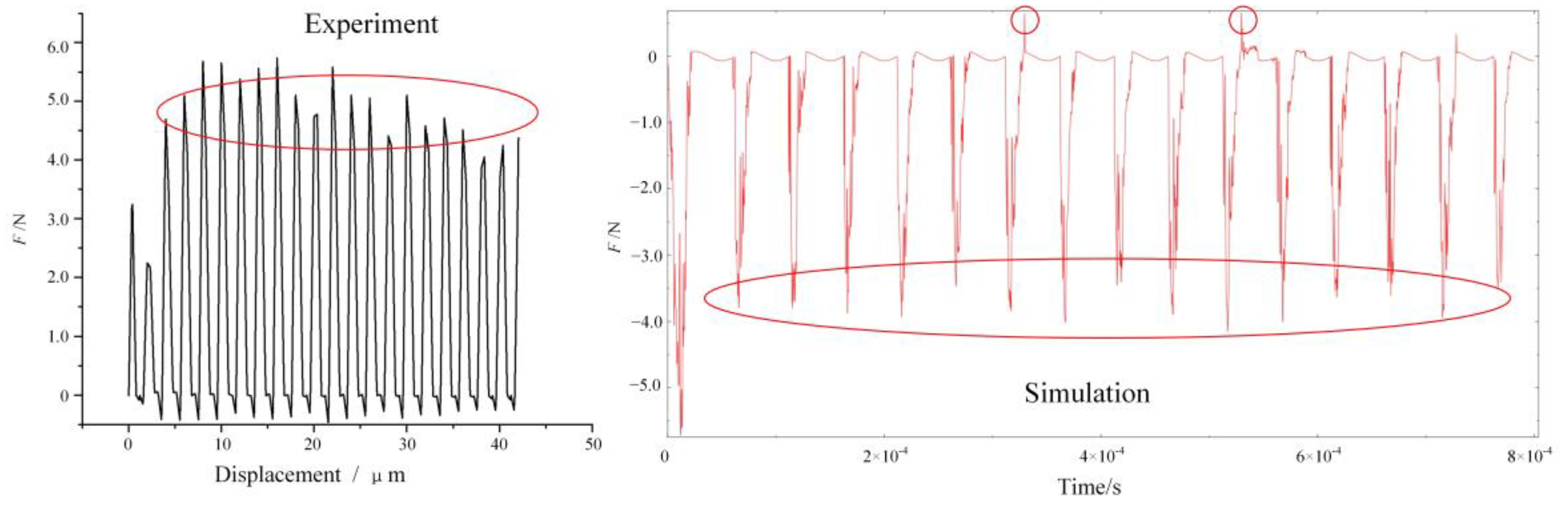
3. UEVC Experimental Verification and Analysis
3.1. UEVC Experiment
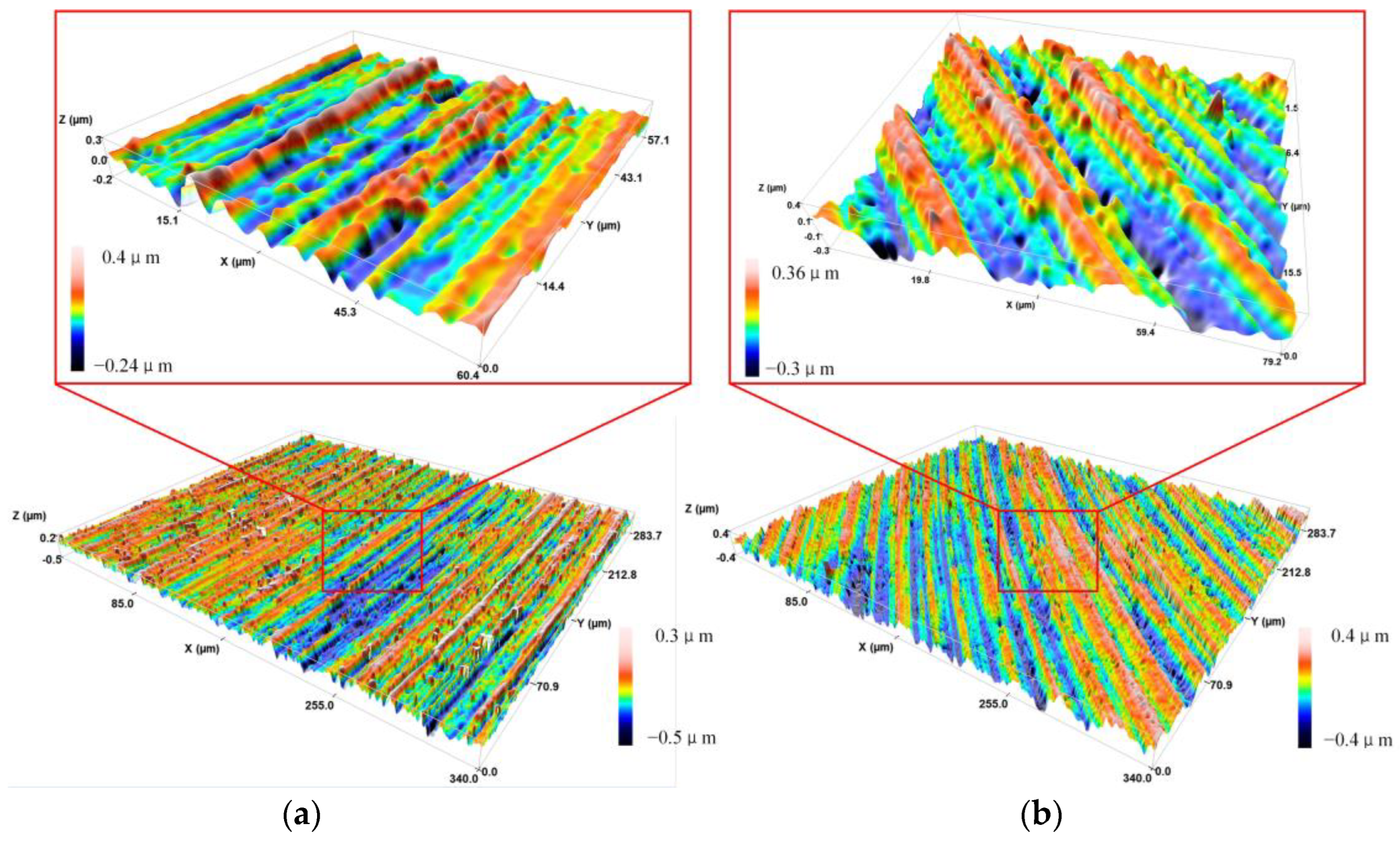
3.2. Analysis of UEVC Surface Topography
4. Removal Mechanism of UEVC of Medical β Titanium Alloy
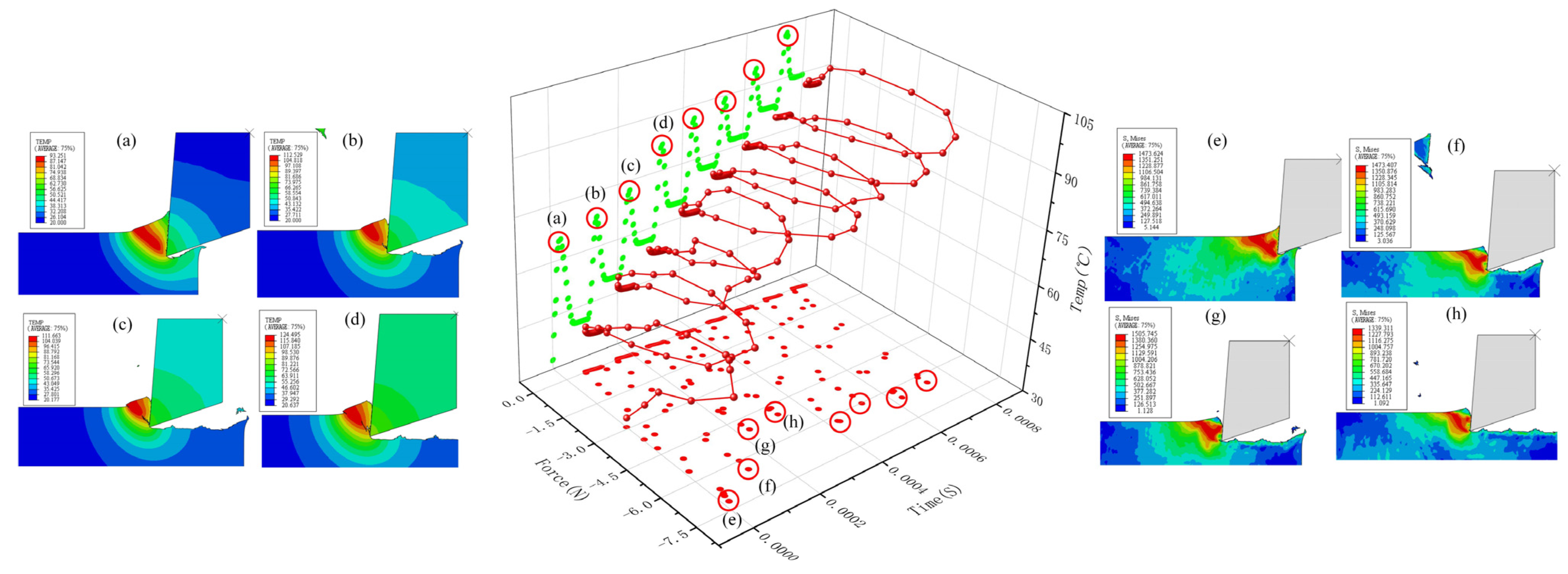
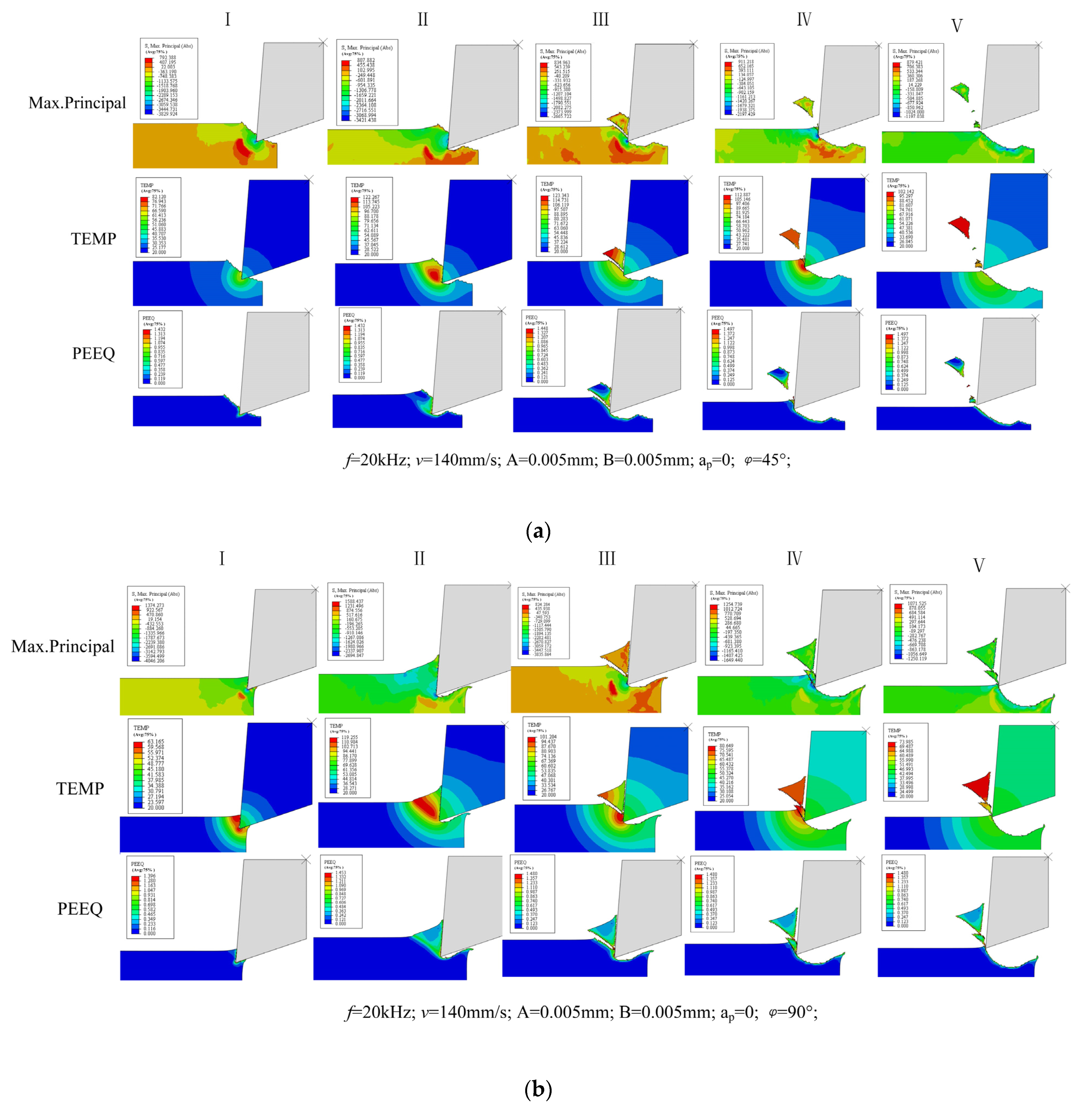
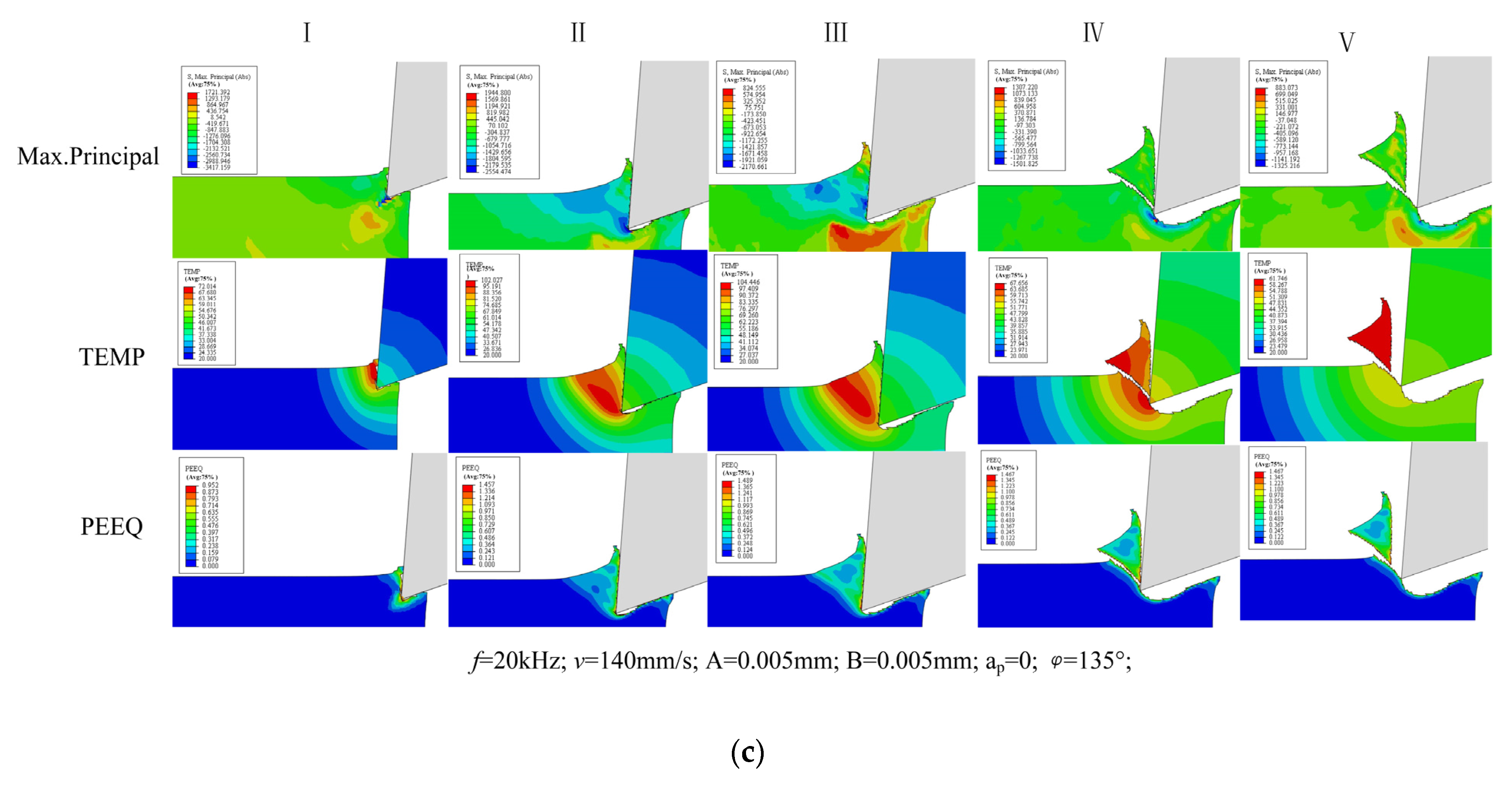
4.1. Analysis of UEVC Cutting Mechanism
4.2. Analysis of Material Removal Process
4.3. Surface Machining Quality Analysis of UEVC
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Zheng, X. Research and Application of Biomedical Coating Materials; Film and coating branch of China Silicate Society, The Chinese Ceramic Society: Jing De Zhen, Chian, 2017; Volume 1. [Google Scholar]
- Siemers, C.; Bäker, M.; Brunke, F.; Wolter, D.; Sibum, H. Aluminum-and vanadium-free titanium alloys for application in medical engineering. In Titanium in Medical and Dental Applications; Woodhead Publishing: Sawston, UK, 2018; pp. 477–492. [Google Scholar]
- Wang, P.; Yang, L.; He, F. Review on Technology of Surface Micro-nano Structure and Biological Properties on Titanium and Titanium Alloy Implant Surface. Titan. Ind. Prog. 2020, 37, 41–48. [Google Scholar]
- Bai, Y.; Sun, X.; Wang, Y.; Zhang, X. Experimental study on the promotion of osseointegration of titanium implants with biomimetic electroactive coating. J. Clin. Orthop. Res. 2021, 6, 20–25. [Google Scholar]
- Wang, G.; Wang, Y.; Wang, T.; Zhang, D. Review on Preparation of Micro-nano Structure on Implant Surface and Its Biocompatibility. Surf. Technol. 2016, 45, 8–18. [Google Scholar]
- Hauschwitz, P.; Jochcová, D.; Jagdheesh, R.; Rostohar, D.; Brajer, J.; Kopeček, J.; Cimrman, M.; Smrž, M.; Mocek, T.; Lucianetti, A. Towards rapid large-scale LIPSS fabrication by 4-beam ps DLIP. Opt. Laser Technol. 2021, 133, 106532. [Google Scholar] [CrossRef]
- Mahajan, A.; Devgan, S.; Sidhu, S.S. Surface alteration of biomedical alloys by electrical discharge treatment for enhancing the electrochemical corrosion, tribological and biological performances. Surf. Coat. Technol. 2021, 405, 126583. [Google Scholar] [CrossRef]
- Ripoll, M.R.; Simič, R.; Brenner, J.; Podgornik, B. Friction and Lifetime of Laser Surface–Textured and MoS2—Coated Ti6Al4V under Dry Reciprocating Sliding. Tribol. Lett. 2013, 51, 261–271. [Google Scholar] [CrossRef]
- Kumari, R.; Scharnweber, T.; Pfleging, W.; Besser, H.; Majumdar, J.D. Laser surface textured titanium alloy (Ti–6Al–4V)—Part II—Studies on bio-compatibility. Appl. Surf. Sci. 2015, 357, 750–758. [Google Scholar] [CrossRef]
- Wu, Z.; Xing, Y.; Huang, P.; Liu, L. Tribological properties of dimple-textured titanium alloys under dry sliding contact. Surf. Coat. Technol. 2017, 309, 21–28. [Google Scholar] [CrossRef]
- Xie, H.; Zhang, Y.; Meng, Z. Characteristics of β titanium alloy and its application and research progress in orthopedics. Orthop. Biomech. Mater. Clin. Study 2013, 10, 29–32. [Google Scholar]
- Jain, A.; Bajpai, V. Mechanical micro-texturing and characterization on Ti6Al4V for the improvement of surface properties. Surf. Coat. Technol. 2019, 380, 125087. [Google Scholar] [CrossRef]
- Pratap, T.; Patra, K. Direction dependent dynamic wetting of semi-hemispherical end micro-groove textured Ti-6Al-4V surface. Surf. Coat. Technol. 2018, 356, 138–149. [Google Scholar] [CrossRef]
- Lucia, L.; Marco, S.; Rachele, B.; Andrea, G.; Stefania, B. Anisotropy effect of additively manufactured Ti6Al4V titanium alloy on surface quality after milling. Precis. Eng. 2020, 67, 301–310. [Google Scholar]
- Eiji, S.; Toshimichi, M. Study on Elliptical Vibration Cutting. CIRP Ann. 1994, 43, 35–38. [Google Scholar]
- Lotfi, M.; Sajjady, S.A.; Amini, S. Wettability analysis of titanium alloy in 3D elliptical ultrasonic assisted turning. Int. J. Lightweight Mater. Manuf. 2019, 2, 235–240. [Google Scholar] [CrossRef]
- Yang, Y.; Pan, Y.; Guo, P. Structural coloration of metallic surfaces with micro/nano-structures induced by elliptical vibration texturing. Appl. Surf. Sci. 2017, 402, 400–409. [Google Scholar] [CrossRef]
- Liu, X.; Yu, D.; Chen, D.; Yang, S.; Wen, Y.; Xiao, Y. Self-tuned ultrasonic elliptical vibration cutting for high-efficient machining of micro-optics arrays on brittle materials. Precis. Eng. 2021, 72, 370–381. [Google Scholar] [CrossRef]
- Ma, C.; Wang, Y. Effect of ultrasonic vibration diamond tool on critical cutting depth of brittle materials. J. Mech. Eng. 2005, 6, 198–202. [Google Scholar] [CrossRef]
- Liu, C.; Zhang, J.; Zhang, J.; Chu, J.; Chen, X.; Xiao, J.; Xu, J. Numerical investigation on material removal mechanism in elliptical vibration cutting of single-crystal silicon. Mater. Sci. Semicond. Processing 2021, 134, 106019. [Google Scholar] [CrossRef]
- Huang, W.; Yu, D.; Zhang, X.; Zhang, M.; Chen, D. Ductile-regime machining model for ultrasonic elliptical vibration cutting of brittle materials. J. Manuf. Processes 2018, 36, 68–76. [Google Scholar] [CrossRef]
- Liu, J.J.; Jiang, X.G.; Gao, Z.; Zhang, M.L.; Zhang, D.Y. Investigation of the Effect of Vibration Amplitude on the Surface Integrity in High-speed Rotary Ultrasonic Elliptical Machining for Side Milling of Ti-6Al-4V. J. Mech. Eng. 2019, 55, 215–223. [Google Scholar] [CrossRef] [Green Version]
- Gao, Z.; Zhang, D.; Li, Z.; Zhang, X.; Liu, J. Research on Surface Quality of Titanium Alloy Webs via High-speed Ultrasonic Elliptical Vibration Milling. J. Mech. Eng. 2019, 55, 249–256. [Google Scholar] [CrossRef] [Green Version]
- Li, X.; Zhang, D. Experimental Study on the Unseparated Ultrasonic Elliptical Vibration Cutting. J. Mech. Eng. 2010, 46, 177–182. [Google Scholar] [CrossRef]
- Ke, Z. Application of ABAQUS Secondary Development in Constitutive Modeling of Titanium Alloy and Cutting FEA; Tianjin University: Tianjing, China, 2016. [Google Scholar]
- Li, J.; Tang, B. Deformation Mechanism and Microstructure Control of High Strength Metastable β Titanium Alloy. Acta Metall. Sin. 2021, 57, 1438–1454. [Google Scholar]
- Shen, X.; Zhang, D.; Yao, C.; Tan, L. Research Progress on formation mechanism of surface integrity in titanium alloy machining. J. Aeronaut. Mater. 2021, 41, 1–16. [Google Scholar]
- Zhu, G.; Zhang, T.; Dong, L. Summary of Research on Residual Stress of Machined Surface. Tool Eng. 2021, 55, 9–17. [Google Scholar]
- Doan, D.Q.; Fang, T.H.; Chen, T.H. Machining mechanism and deformation behavior of high-entropy alloy under elliptical vibration cutting. Intermetallics 2021, 131, 107079. [Google Scholar] [CrossRef]
- Tian, S.; Zhou, L.; Huang, S.; Xu, L.; Liang, S. Influence of Cutting Parameters on Titanium Alloy Finished Surface Residual Stress. Tool Eng. 2013, 47, 33–37. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Number |
|---|---|
| A (MPa) | 1098 |
| B (MPa) | 1092 |
| n | 0.93 |
| C | 0.014 |
| m | 1.1 |
| (°C) | 20 |
| (°C) | 1680 |
| d1 | −0.09 |
| d2 | 0.25 |
| d3 | −0.5 |
| d4 | 0.014 |
| d5 | 3.87 |
| K | 7 |
| C | 546,000,000 |
| 1 | |
| 0.3 |
| Group | Cutting Speed Vf (m/min) | Feed Rate F (μm/r) | Cutting Depth ap (μm) | Ultrasonic Amplitude P-P (μm) | Ultrasonic Frequency (kHz) |
|---|---|---|---|---|---|
| 1 | 1 | 20 | 6 | 4 | 20 |
| 2 | 1 | 25 | 6 | 4 | 20 |
| 3 | 1 | 20 | 3 | 4 | 20 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Z.; Pan, Y.; Zhang, Y.; Men, X.; Fu, X.; Ren, S. Study on the Material Removal Mechanism of Ultrasonic Elliptical Vibration Cutting of Medical β Titanium Alloy. Micromachines 2022, 13, 819. https://doi.org/10.3390/mi13060819
Wang Z, Pan Y, Zhang Y, Men X, Fu X, Ren S. Study on the Material Removal Mechanism of Ultrasonic Elliptical Vibration Cutting of Medical β Titanium Alloy. Micromachines. 2022; 13(6):819. https://doi.org/10.3390/mi13060819
Chicago/Turabian StyleWang, Zhenda, Yongzhi Pan, Yijia Zhang, Xiuhua Men, Xiuli Fu, and Shengfeng Ren. 2022. "Study on the Material Removal Mechanism of Ultrasonic Elliptical Vibration Cutting of Medical β Titanium Alloy" Micromachines 13, no. 6: 819. https://doi.org/10.3390/mi13060819
APA StyleWang, Z., Pan, Y., Zhang, Y., Men, X., Fu, X., & Ren, S. (2022). Study on the Material Removal Mechanism of Ultrasonic Elliptical Vibration Cutting of Medical β Titanium Alloy. Micromachines, 13(6), 819. https://doi.org/10.3390/mi13060819