
A New Low-Temperature Solder Assembly Technique to Replace Eutectic Sn-Bi Solder Assembly



Abstract
:1. Introduction
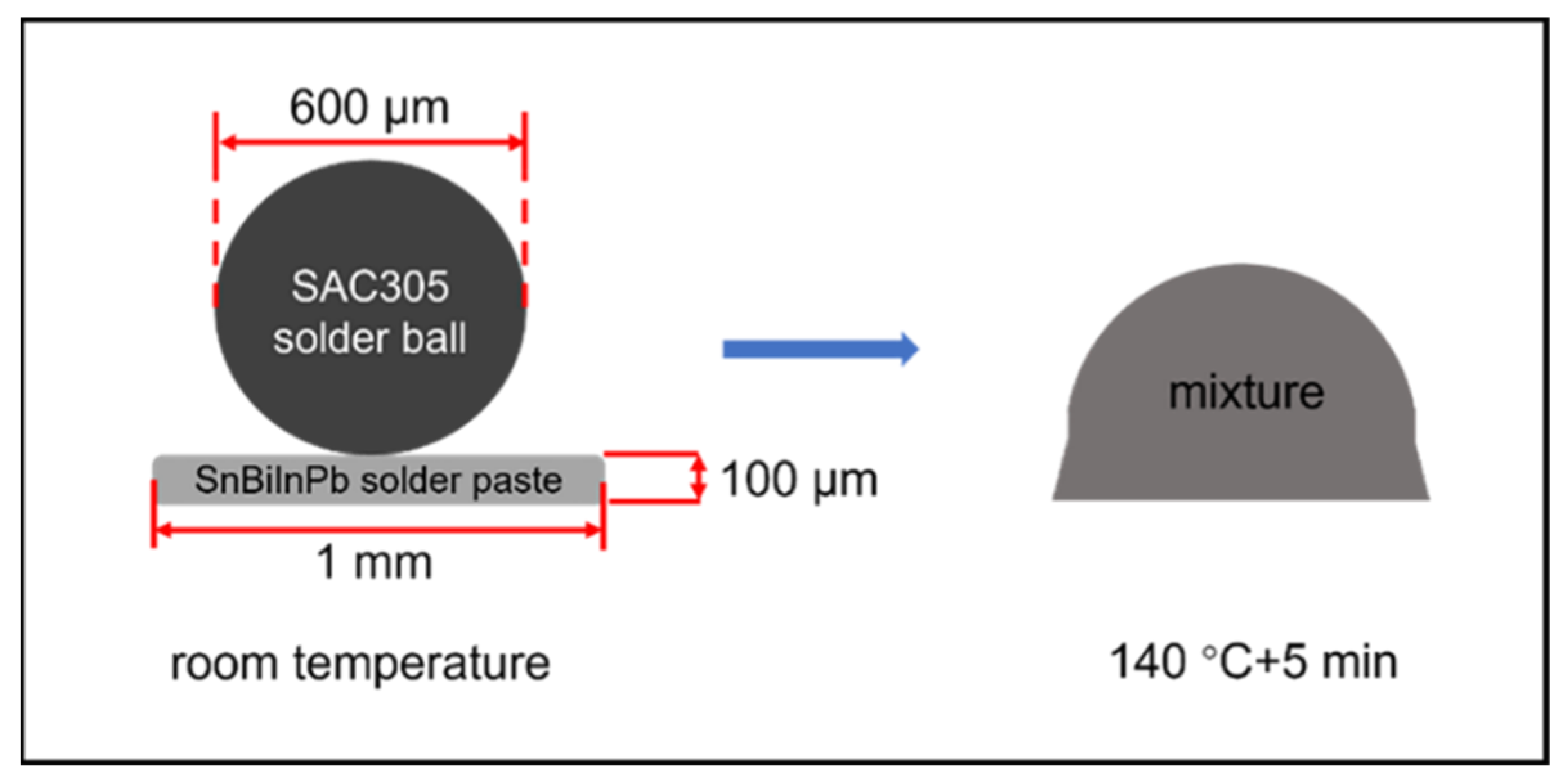
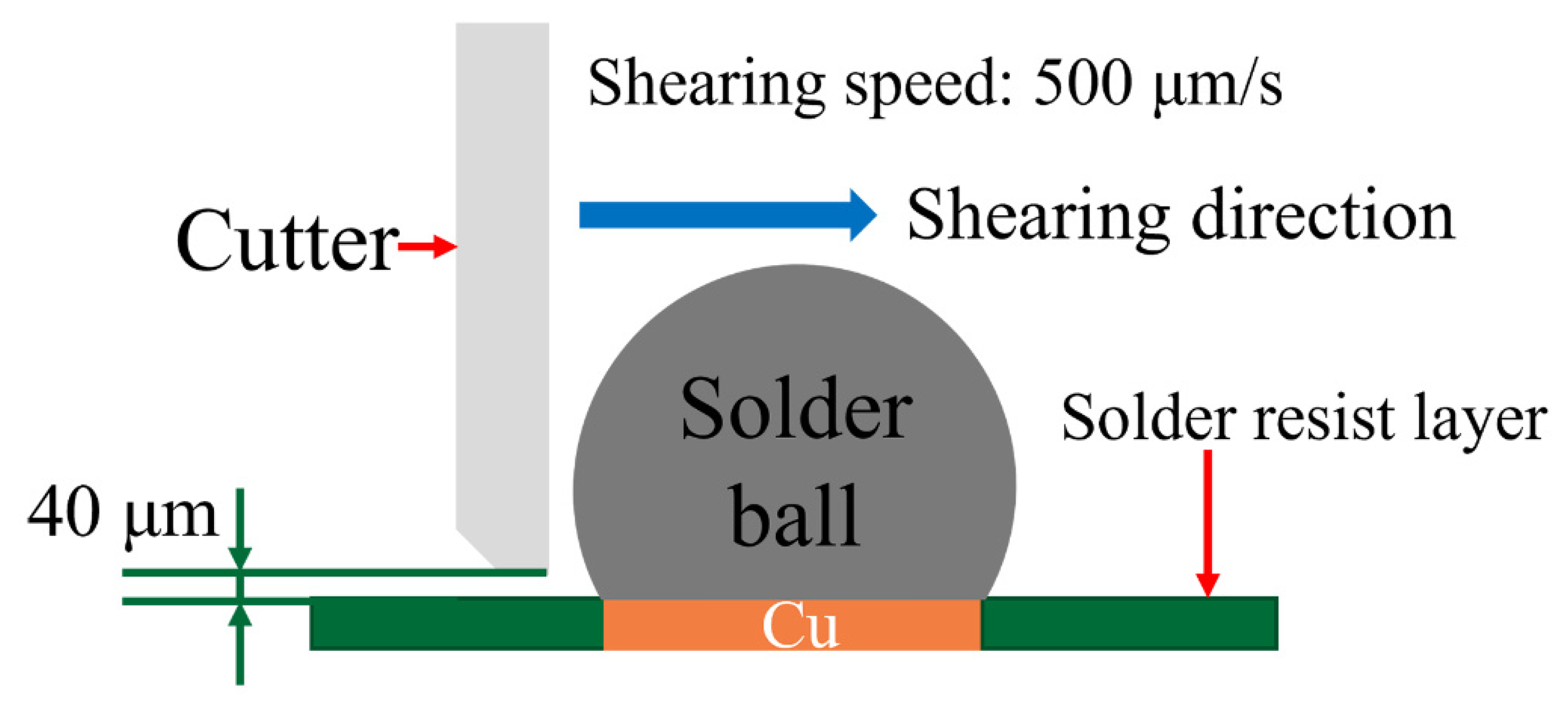
2. Experimental Section
3. Results and Discussion
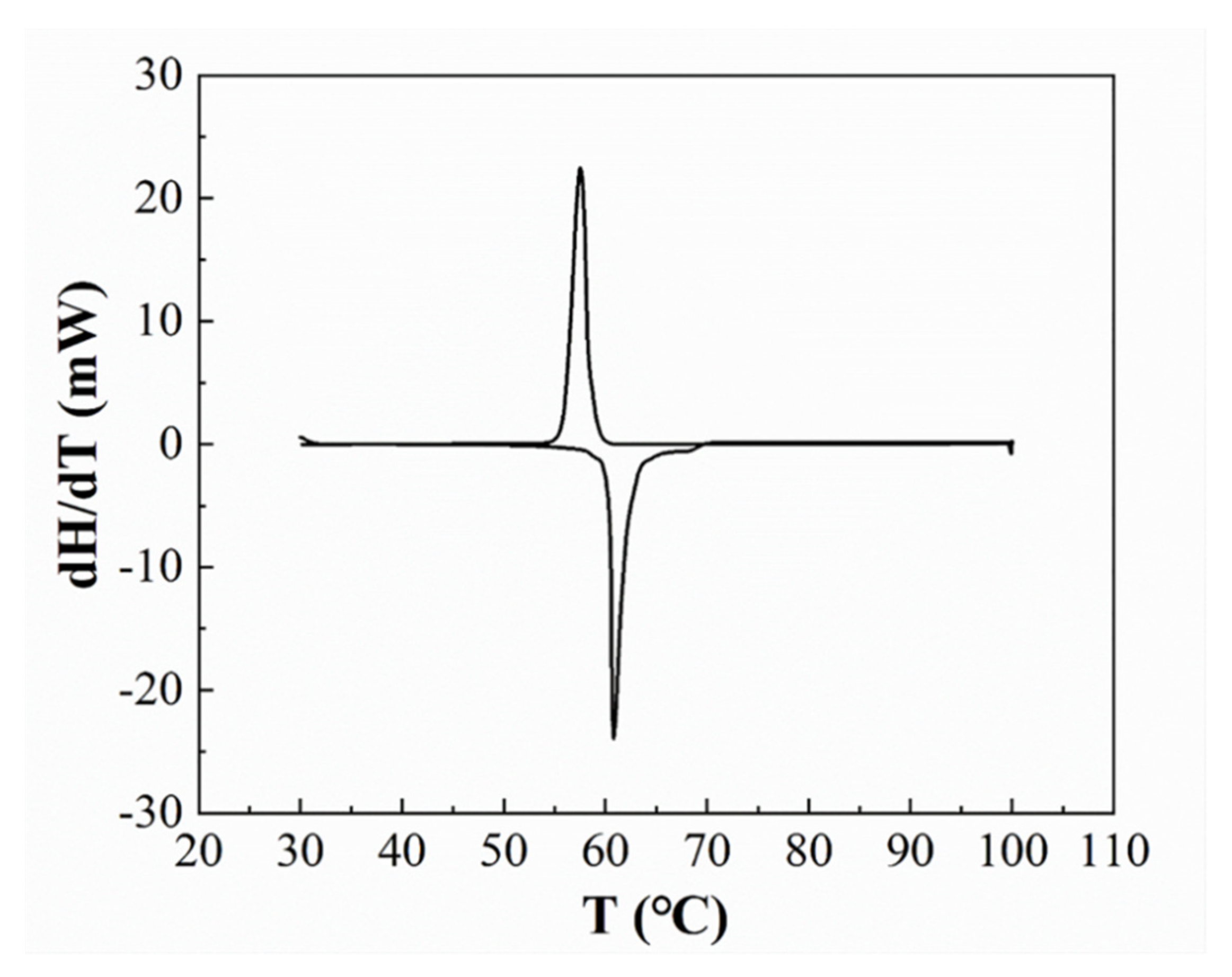
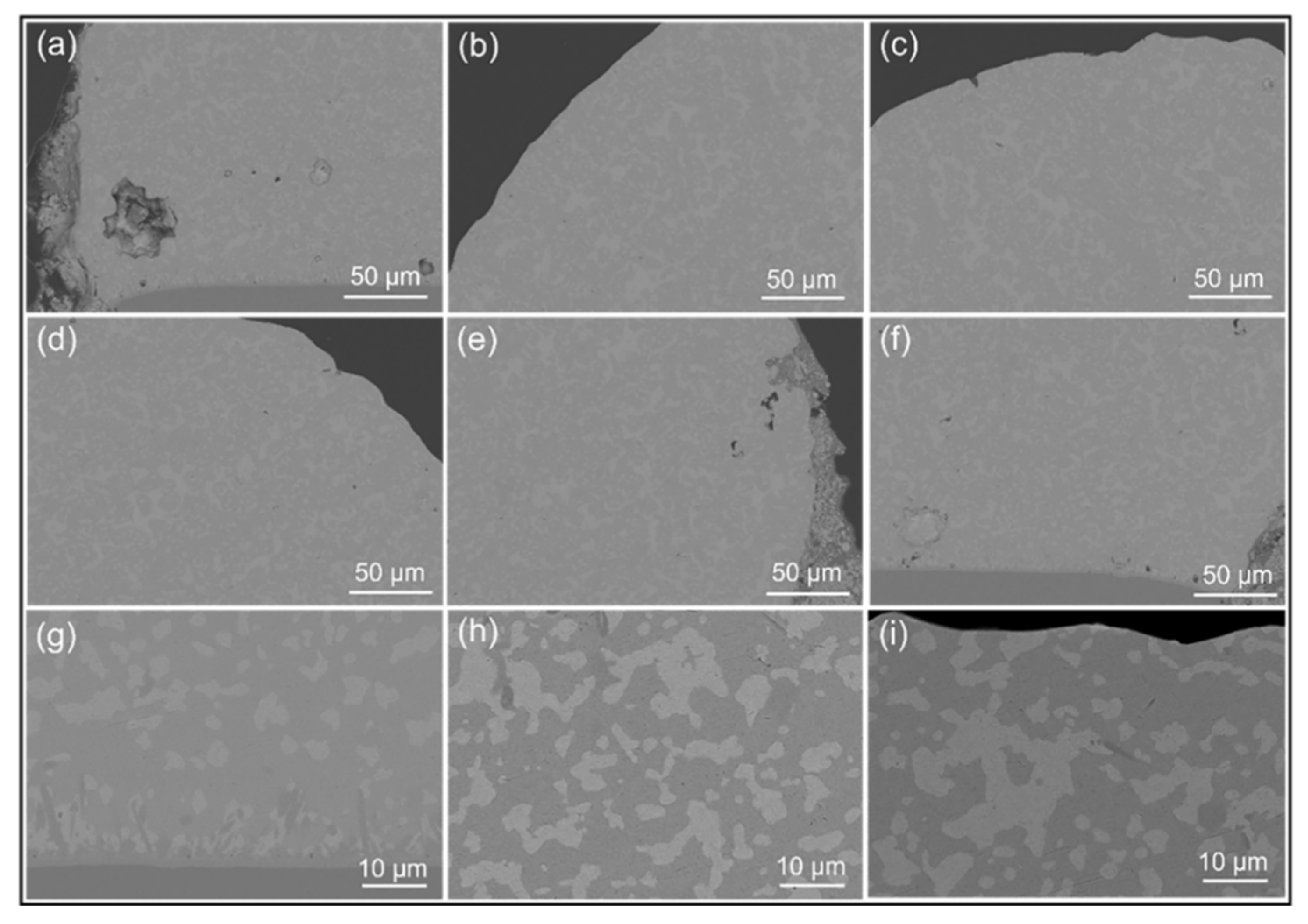
3.1. Reflow Results
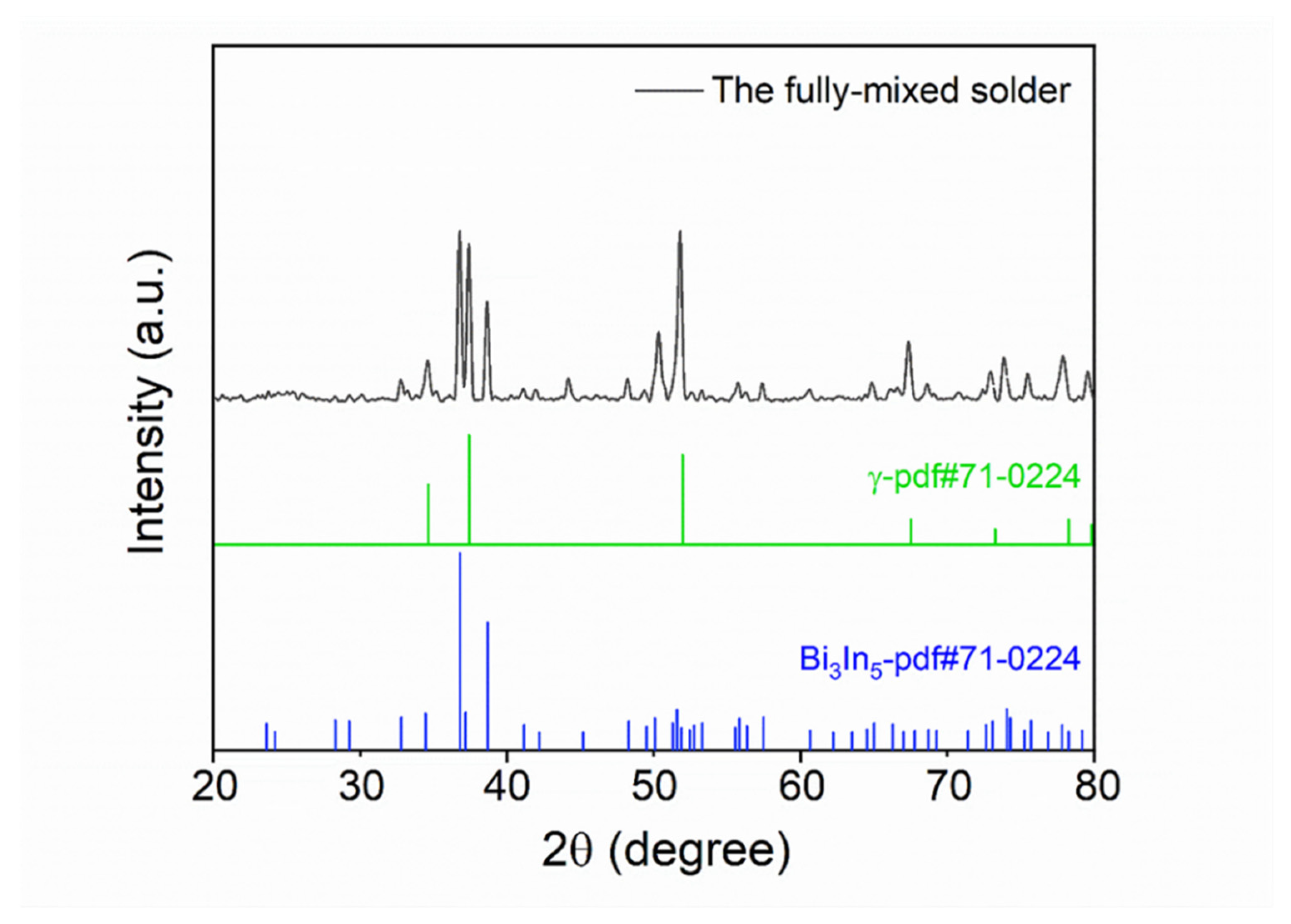
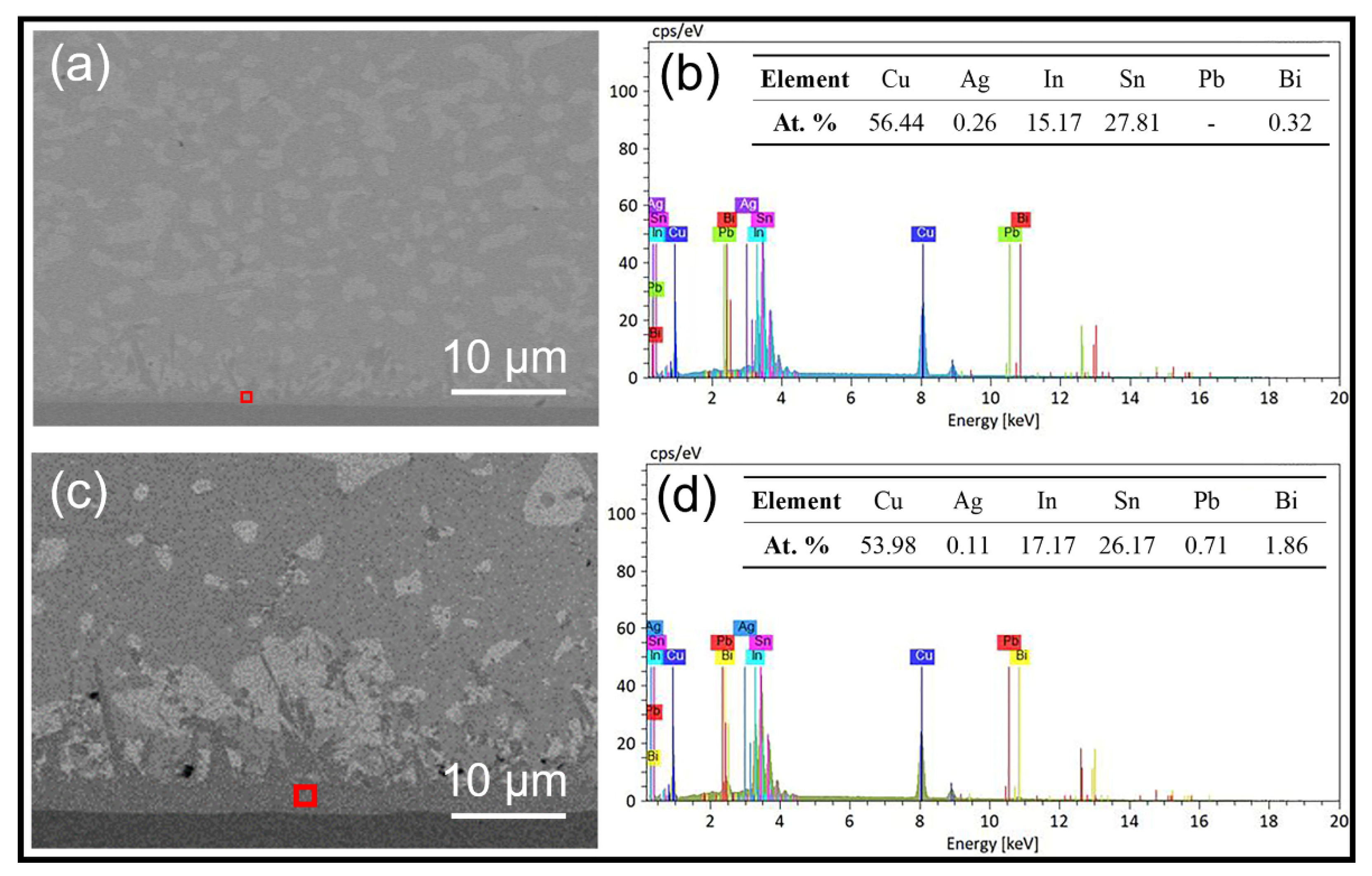
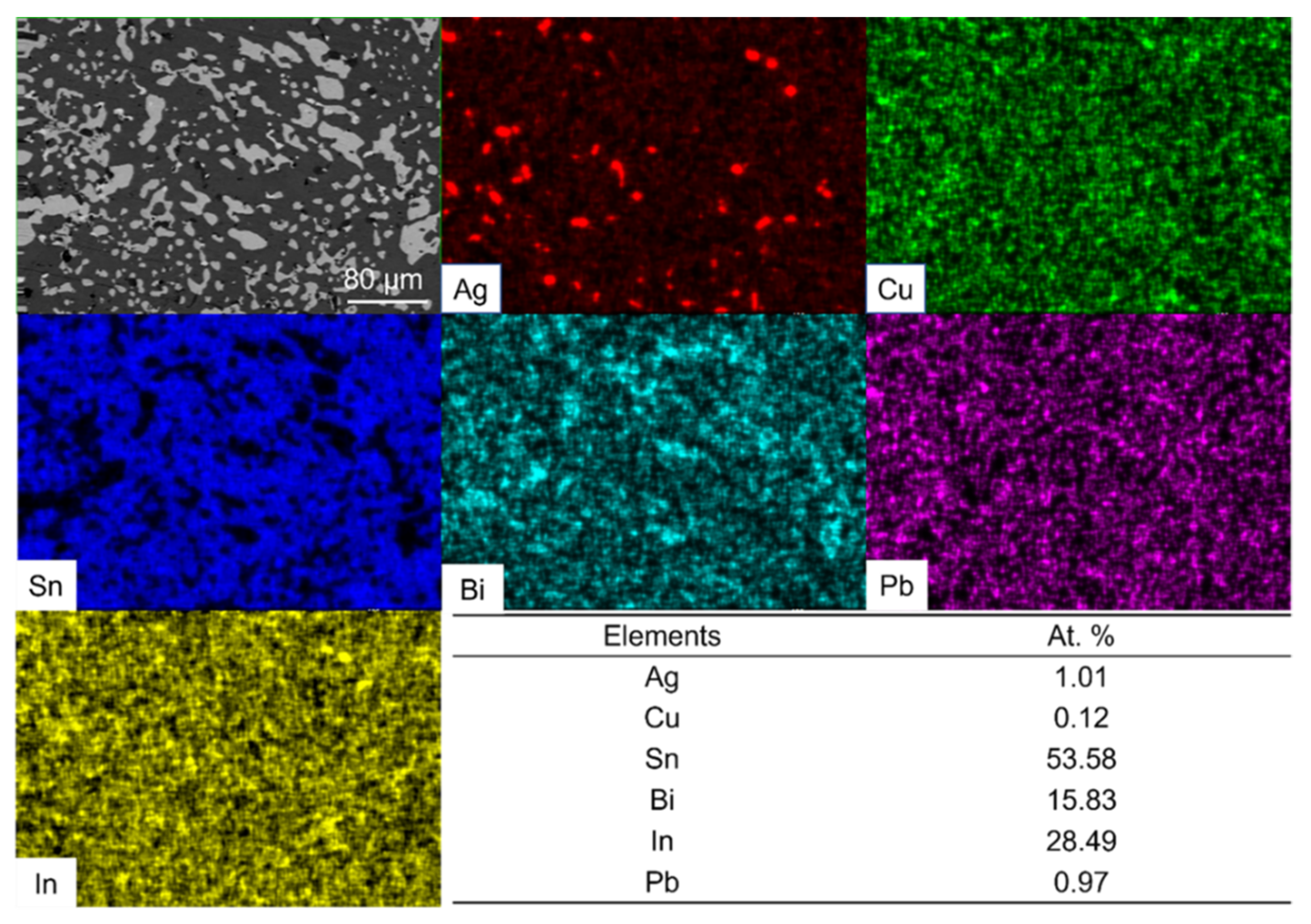
3.2. Composition of the Fully Mixed Solder Joint
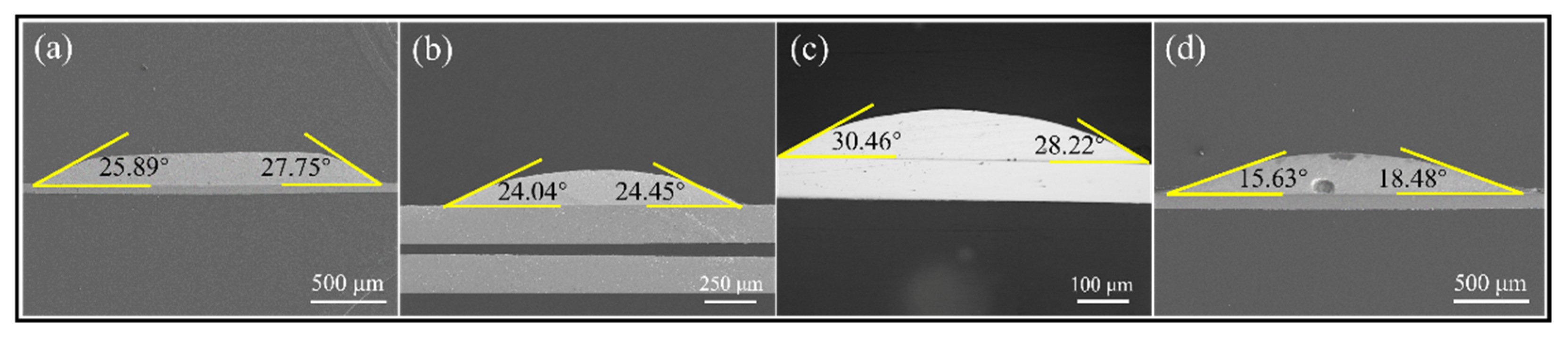
3.3. Wettability
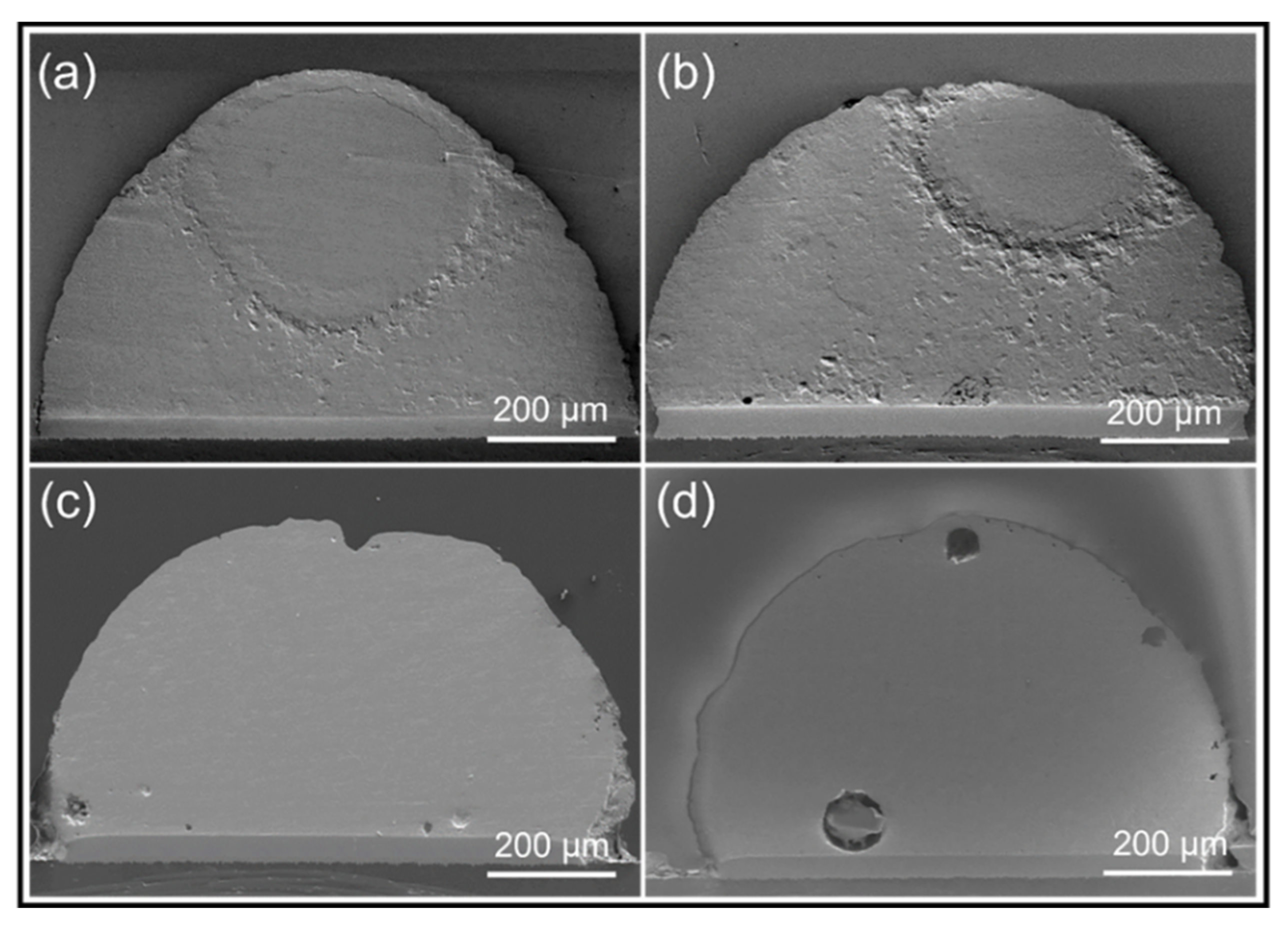
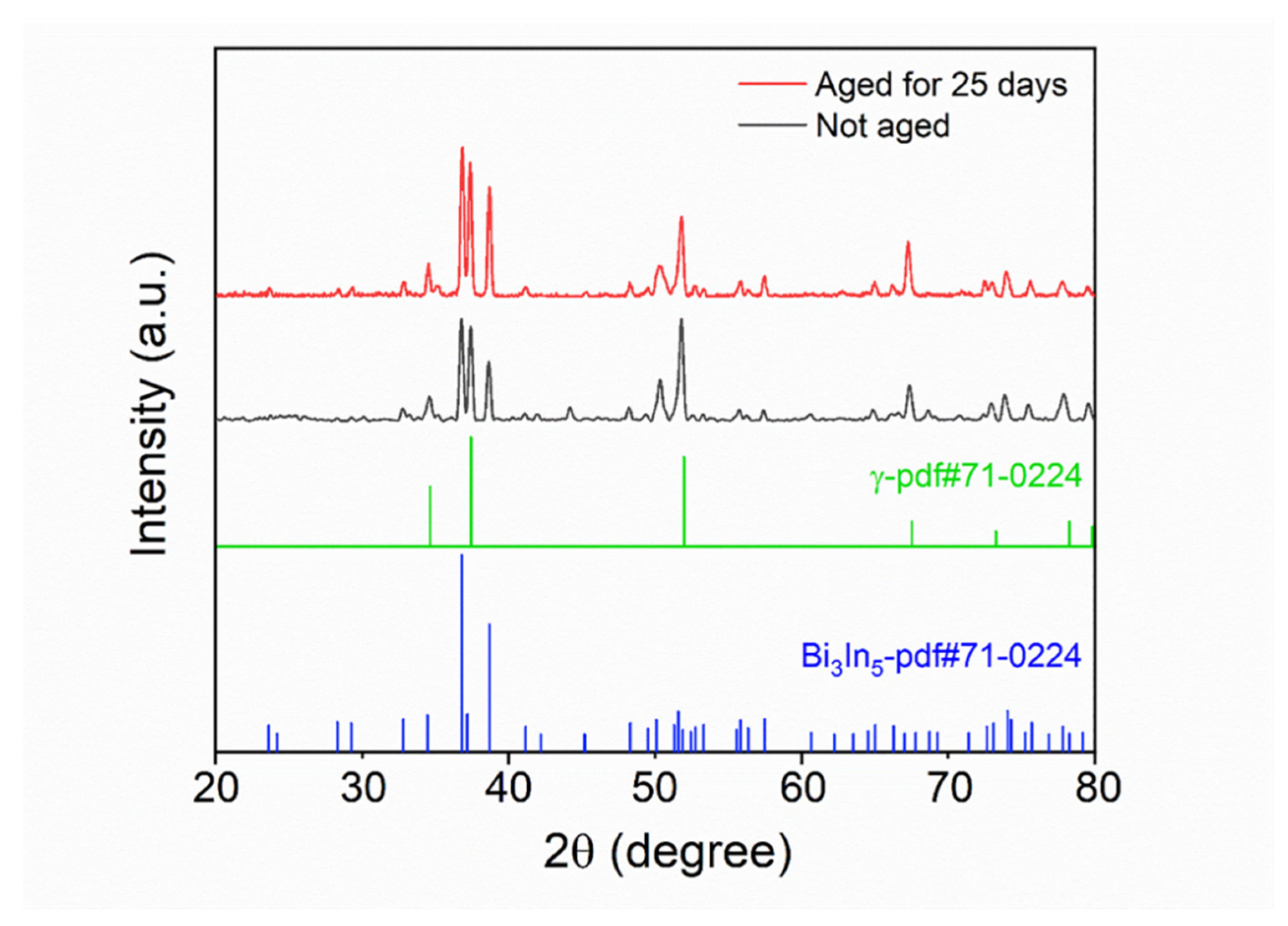
3.4. Aging Performance of the Mixed Solder Joint
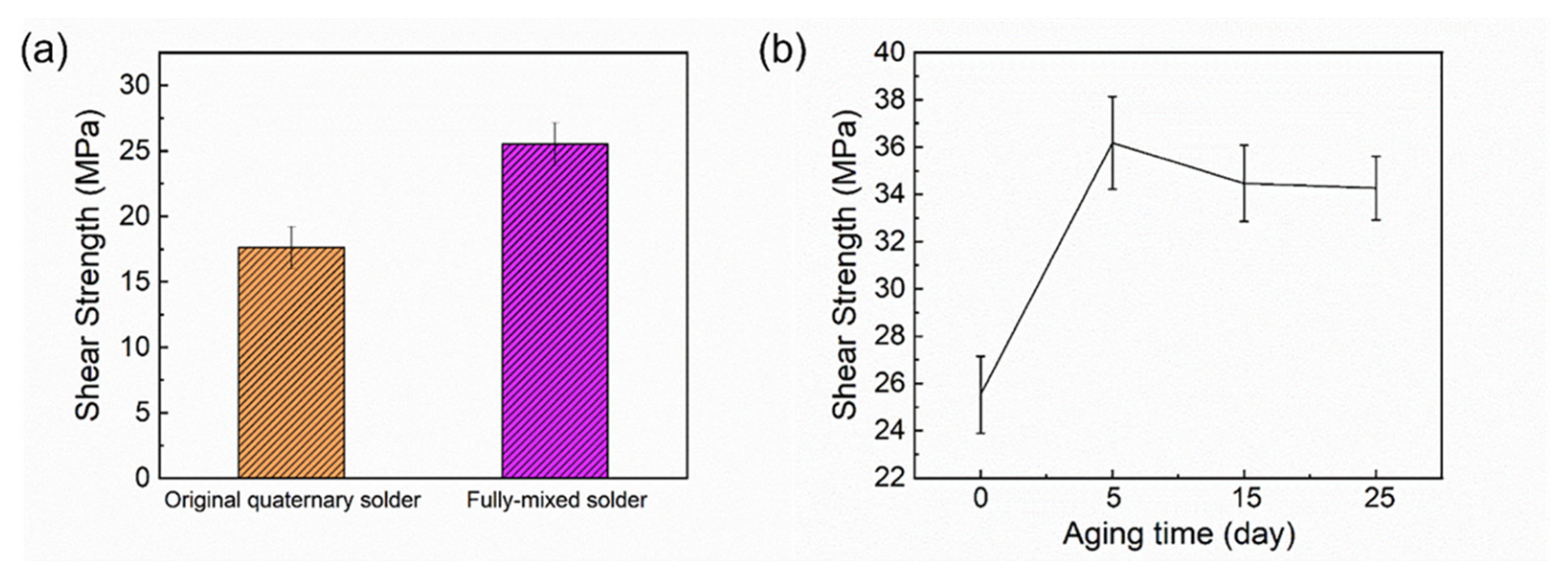
3.5. Shear Test of the Fully Mixed Solder Joint
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Gu, S. Material innovation opportunities for 3D integrated circuits from a wireless application point of view. MRS Bull. 2015, 40, 233–241. [Google Scholar] [CrossRef]
- Tu, K.; Liu, Y. Recent advances on kinetic analysis of solder joint reactions in 3D IC packaging technology. Mater. Sci. Eng. R Rep. 2018, 136, 1–12. [Google Scholar] [CrossRef]
- Tu, K. Reliability challenges in 3D IC packaging technology. Microelectron. Reliab. 2010, 51, 517–523. [Google Scholar] [CrossRef]
- Liu, Y.; Li, M.; Kim, D.W.; Gu, S.; Tu, K.N. Synergistic effect of electromigration and Joule heating on system level weak-link failure in 2.5D integrated circuits. J. Appl. Phys. 2015, 118, 135304. [Google Scholar] [CrossRef]
- Mahajan, R.; Sankman, R.; Patel, N.; Kim, D.W.; Aygun, K.; Qian, Z.; Mekonnen, Y.; Salama, I.; Sharan, S.; Iyengar, D.; et al. Embedded Multi-Die Interconnect Bridge (EMIB)—A High Density, High Bandwidth Packaging Interconnect. In Proceedings of the 66th IEEE Electronic Components and Technology Conference (ECTC), Las Vegas, NV, USA, 31 May–3 June 2016; pp. 557–565. [Google Scholar]
- Zou, H.; Zhang, Q.; Zhang, Z. Interfacial microstructure and mechanical properties of SnBi/Cu joints by alloying Cu substrate. Mater. Sci. Eng. A 2012, 532, 167–177. [Google Scholar] [CrossRef]
- Song, Q.; Yang, W.; Li, Y.; Mao, J.; Qin, W.; Zhan, Y. Interfacial reaction and mechanical properties of Sn58Bi-XCr solder joints under isothermal aging conditions. Vacuum 2021, 194, 110559. [Google Scholar] [CrossRef]
- Liu, Y.; Ren, B.; Xue, Y.; Zhou, M.; Cao, R.; Zeng, X. Improvement on the mechanical properties of eutectic Sn58Bi alloy with porous Cu addition during isothermal aging. Mater. Res. Express 2021, 8, 076302. [Google Scholar] [CrossRef]
- Mei, Z.; Morris, J.W. Characterization of eutectic Sn-Bi solder joints. J. Electron. Mater. 1992, 21, 599–607. [Google Scholar] [CrossRef]
- Chan, Y.; Lai, J.K.L.; Wu, L.; Poon, N. Residual shear strength of Sn-Ag and Sn-Bi lead-free SMT joints after thermal shock. IEEE Trans. Adv. Packag. 2000, 23, 708–714. [Google Scholar] [CrossRef] [Green Version]
- Liu, P.L.; Shang, J.K. Interfacial embrittlement by bismuth segregation in copper/tin–bismuth Pb-free solder interconnect. J. Mater. Res. 2001, 16, 1651–1659. [Google Scholar] [CrossRef]
- Chen, C.; Ho, C.E.; Lin, A.H.; Luo, G.L.; Kao, C.R. Long-term aging study on the solid-state reaction between 58Bi42Sn solder and Ni substrate. J. Electron. Mater. 2000, 29, 1200–1206. [Google Scholar] [CrossRef]
- Hu, X.; Li, Y.; Min, Z. Interfacial reaction and IMC growth between Bi-containing Sn0.7Cu solders and Cu substrate during soldering and aging. J. Alloys Compd. 2014, 582, 341–347. [Google Scholar] [CrossRef]
- Bi, X.; Hu, X.; Li, Q. Effect of Co addition into Ni film on shear strength of solder/Ni/Cu system: Experimental and theoretical investigations. Mater. Sci. Eng. A 2020, 788, 139589. [Google Scholar] [CrossRef]
- Wang, H.; Hu, X.; Jiang, X. Effects of Ni modified MWCNTs on the microstructural evolution and shear strength of Sn-3.0Ag-0.5Cu composite solder joints. Mater. Charact. 2020, 163, 110287. [Google Scholar] [CrossRef]
- Hu, X.; Xu, T.; Keer, L.M.; Li, Y.; Jiang, X. Microstructure evolution and shear fracture behavior of aged Sn3Ag0.5Cu/Cu solder joints. Mater. Sci. Eng. A 2016, 673, 167–177. [Google Scholar] [CrossRef]
- Zhang, Z.; Hu, X.; Jiang, X.; Li, Y. Influences of mono-Ni (P) and dual-Cu/Ni (P) plating on the interfacial microstructure evolution of solder joints. Metall. Mater. Trans. A 2019, 50, 480–492. [Google Scholar] [CrossRef]
- Zhang, L.; Sun, L.; Guo, Y.H. Microstructures and properties of Sn58Bi, Sn35Bi0.3Ag, Sn35Bi1.0Ag solder and solder joints. J. Mater. Sci.-Mater. Electron. 2015, 26, 7629–7634. [Google Scholar] [CrossRef]
- Morris, J.W.; Goldstein, J.L.F.; Mei, Z. Microstructure and mechanical properties of Sn-In and Sn-Bi solders. JOM 1993, 45, 25–27. [Google Scholar] [CrossRef]
- Han, D.L.; Shen, Y.A.; Huo, F.; Nishikawa, H. Nishikawa, Microstructure Evolution and Shear Strength of Tin-Indium-xCu/Cu Joints. Metals 2022, 12, 33. [Google Scholar] [CrossRef]
- Liu, Y.; Tu, K.N. Low melting point solders based on Sn, Bi, and In elements. Mater. Today Adv. 2020, 8, 100115. [Google Scholar] [CrossRef]
- Xu, R.; Liu, Y.; Sun, F. Effect of isothermal aging on the microstructure, shear behavior and hardness of the Sn58Bi/Sn3.0Ag0.5Cu/Cu solder joints. Results Phys. 2019, 15, 102701. [Google Scholar] [CrossRef]
- Huang, J.Q.; Zhou, M.B.; Zhao, X.F.; Zhang, X.P. Microstructures and shear properties of mixed assembly BGA structure SnAgCu/SnBi(Ag)/Cu joints in board-level packaging. In Proceedings of the 2017 18th International Conference on Electronic Packaging Technology (ICEPT). IEEE, Harbin, China, 16–19 August 2017; pp. 1649–1654. [Google Scholar]
- Hadian, F.; Genanu, M.; Owen, R.; Cotts, E.J. The dependence of the microstructure of SnAgCu/SnBiAg mixed assemblies on reflow temperature. In Proceedings of the 2020 SMTA International Conference, Online, 28 September–23 October 2020. [Google Scholar]
- Ren, J.; Huang, M.L. Board-level drop reliability and fracture behavior of low temperature soldering Sn–Ag–Cu/Sn–Bi–X hybrid BGA solder joints for consumer electronics. J. Mater. Sci. Mater. Electron. 2021, 32, 15453–15465. [Google Scholar] [CrossRef]
- Wang, F.; Huang, Y.; Du, C. Mechanical properties of SnBi-SnAgCu composition mixed solder joints using bending test. Mater. Sci. Eng. A 2016, 668, 224–233. [Google Scholar] [CrossRef]
- Shen, Y.A.; Zhou, S.; Li, J.; Yang, C.H.; Huang, S.; Lin, S.K.; Nishikawa, H. Sn-3.0Ag-0.5Cu/Sn-58Bi composite solder joint assembled using a low-temperature reflow process for PoP technology. Mater. Des. 2019, 183, 108144. [Google Scholar] [CrossRef]
- Moser, Z.; Dutkiewicz, J.; Gasior, W. Binary Alloy Phase Diagram; ASM International: Materials Park, OH, USA, 1990. [Google Scholar]
- Kabassis, H.; Rutter, J.W.; Winegard, W.C. Bi-In system: Phase diagram and some eutectic structures. Met. Sci. 1984, 18, 326–328. [Google Scholar] [CrossRef]
- Witusiewicz, V.T.; Hecht, U.; Böttger, B.; Rex, S. Thermodynamic re-optimisation of the Bi-In-Sn system based on new experimental data. J. Alloys Compd. 2007, 428, 115–124. [Google Scholar] [CrossRef]
- Witusiewicz, V.T.; Hecht, U.; Böttger, B.; Rex, S. On the nature of the interface between Ag3Sn intermetallics and sn in Sn-3.5Ag solder alloys. J. Electron. Mater. 2007, 36, 1615–1620. [Google Scholar]
- Lee, C.J.; Min, K.D.; Park, H.J.; Jung, S.B. Mechanical properties of Sn-58 wt% Bi solder containing Ag-decorated MWCNT with thermal aging tests. J. Alloys Compd. 2020, 820, 153077. [Google Scholar] [CrossRef]
- Nai, S.; Wei, J.; Gupta, M. Interfacial intermetallic growth and shear strength of lead-free composite solder joints. J. Alloys Compd. 2009, 473, 100–106. [Google Scholar] [CrossRef]
- Yoon, J.W.; Kim, S.W.; Jung, S.B. IMC growth and shear strength of Sn-Ag-Bi-In/Au/Ni/Cu BGA joints during aging. Mater. Trans. 2004, 45, 727–733. [Google Scholar] [CrossRef] [Green Version]
- Wang, D.; Hao, J.; Zhou, J.; Xue, F.; Tian, S.; Li, S. The influence of thermal aging on reliability of Sn-58Bi interconnects. In Proceedings of the 2017 18th International Conference on Electronic Packaging Technology (ICEPT). IEEE, Harbin, China, 16–19 August 2017; pp. 744–749. [Google Scholar]
- Ping, W.U. Effects of Zn addition on mechanical properties of eutectic Sn–58Bi solder during liquid-state aging. Trans. Nonferrous Met. Soc. China 2015, 25, 1225–1233. [Google Scholar]
- Wang, F.; Huang, Y.; Zhang, Z.; Yan, C. Interfacial reaction and mechanical properties of Sn-Bi solder joints. Materials 2017, 10, 920. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ahmed, S.; Basit, M.; Suhling, J.C.; Lall, P. IEEE, Effects of Aging on SAC-Bi Solder Materials. In Proceedings of the 15th IEEE Intersociety Conference on Thermal and Thermomechanical Phenomena in Electronic Systems (ITherm), Las Vegas, NV, USA, 31 May–3 June 2016; pp. 746–754. [Google Scholar]
- Raeder, C.H.; Felton, L.E.; Tanzi, V.A.; Knorr, D.B. The effect of aging on microstructure, room temperature deformation, and fracture of Sn-Bi/Cu solder joints. J. Electron. Mater. 1994, 23, 611–617. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | at. % |
|---|---|
| Ag | 2.02 |
| Cu | 0.56 |
| Sn | 65.12 |
| Bi | 9.81 |
| In | 21.43 |
| Pb | 1.06 |
| Element | Sn | In | Bi | Pb | Ag | Cu | Phase |
|---|---|---|---|---|---|---|---|
| Atom (%) | |||||||
| Region | |||||||
| 1 | 43.23 | 1.13 | 1.57 | 0.24 | 0.19 | 53.64 | Cu6Sn5 |
| 2 | 78.02 | 17.23 | 3.82 | 0.58 | 0.35 | - | γ |
| 3 | 3.07 | 60.12 | 36.20 | 0.07 | 0.31 | 0.23 | Bi3In5 |
| 4 | 23.84 | 9.63 | 0.39 | 0.28 | 65.86 | - | Ag3Sn |
| Aging Time | The Average Thickness of IMC Layer (μm) |
|---|---|
| 0 day | 1.06 |
| 5 days | 2.39 |
| 15 days | 3.66 |
| 25 days | 4.08 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sun, L.; Guo, Z.; Zhao, X.; Liu, Y.; Tu, K.; Liu, Y. A New Low-Temperature Solder Assembly Technique to Replace Eutectic Sn-Bi Solder Assembly. Micromachines 2022, 13, 867. https://doi.org/10.3390/mi13060867
Sun L, Guo Z, Zhao X, Liu Y, Tu K, Liu Y. A New Low-Temperature Solder Assembly Technique to Replace Eutectic Sn-Bi Solder Assembly. Micromachines. 2022; 13(6):867. https://doi.org/10.3390/mi13060867
Chicago/Turabian StyleSun, Lingyao, Zhenhua Guo, Xiuchen Zhao, Ying Liu, Kingning Tu, and Yingxia Liu. 2022. "A New Low-Temperature Solder Assembly Technique to Replace Eutectic Sn-Bi Solder Assembly" Micromachines 13, no. 6: 867. https://doi.org/10.3390/mi13060867
APA StyleSun, L., Guo, Z., Zhao, X., Liu, Y., Tu, K., & Liu, Y. (2022). A New Low-Temperature Solder Assembly Technique to Replace Eutectic Sn-Bi Solder Assembly. Micromachines, 13(6), 867. https://doi.org/10.3390/mi13060867