
Material Removal Characteristics of Spherical-Array-Focused Ultrasonic Abrasive Machining

 , and
, and
Abstract
:1. Introduction
2. Experiment
2.1. Experimental Platform
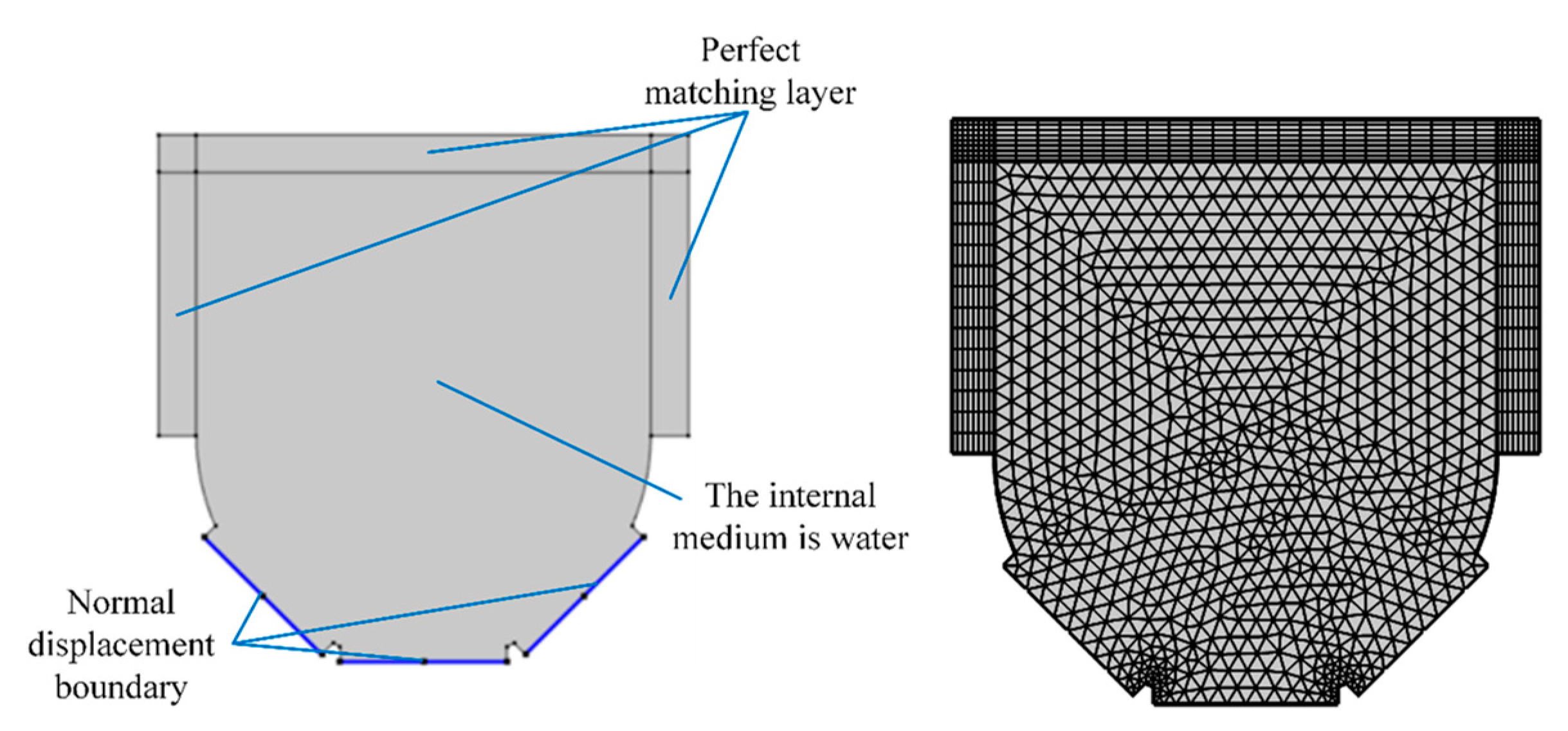
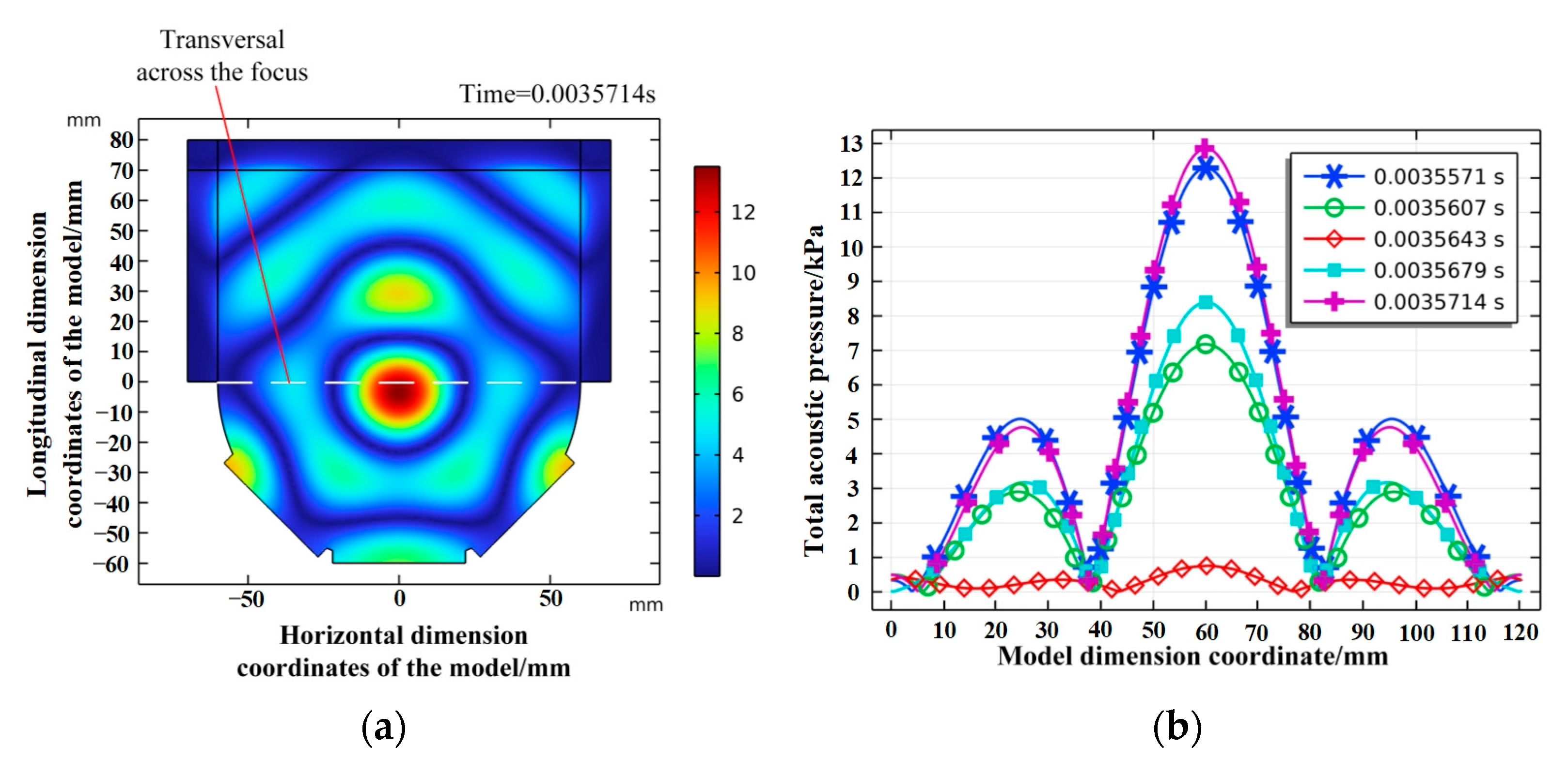
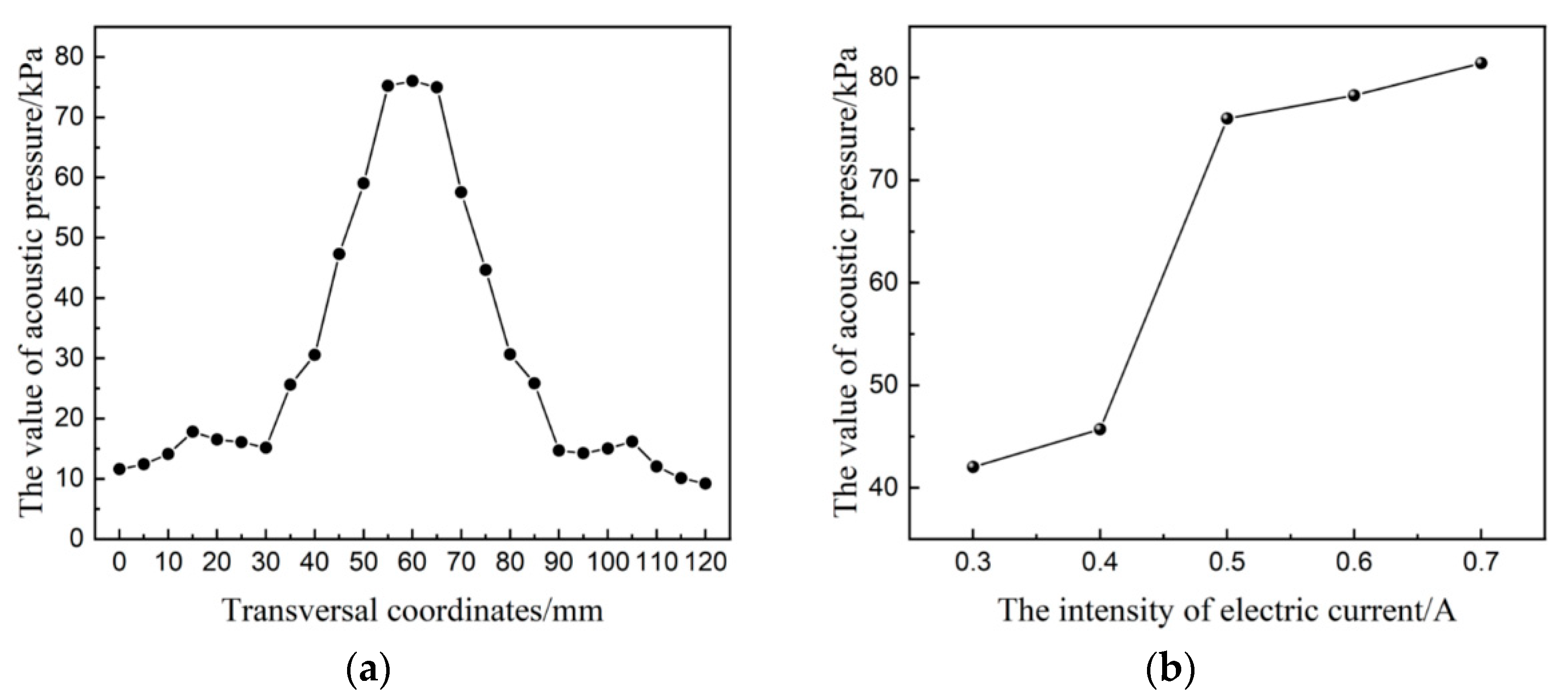
2.2. Focused Ultrasonic Field Simulation and Detection
2.3. Experimental Process
3. Experimental Results and Analysis
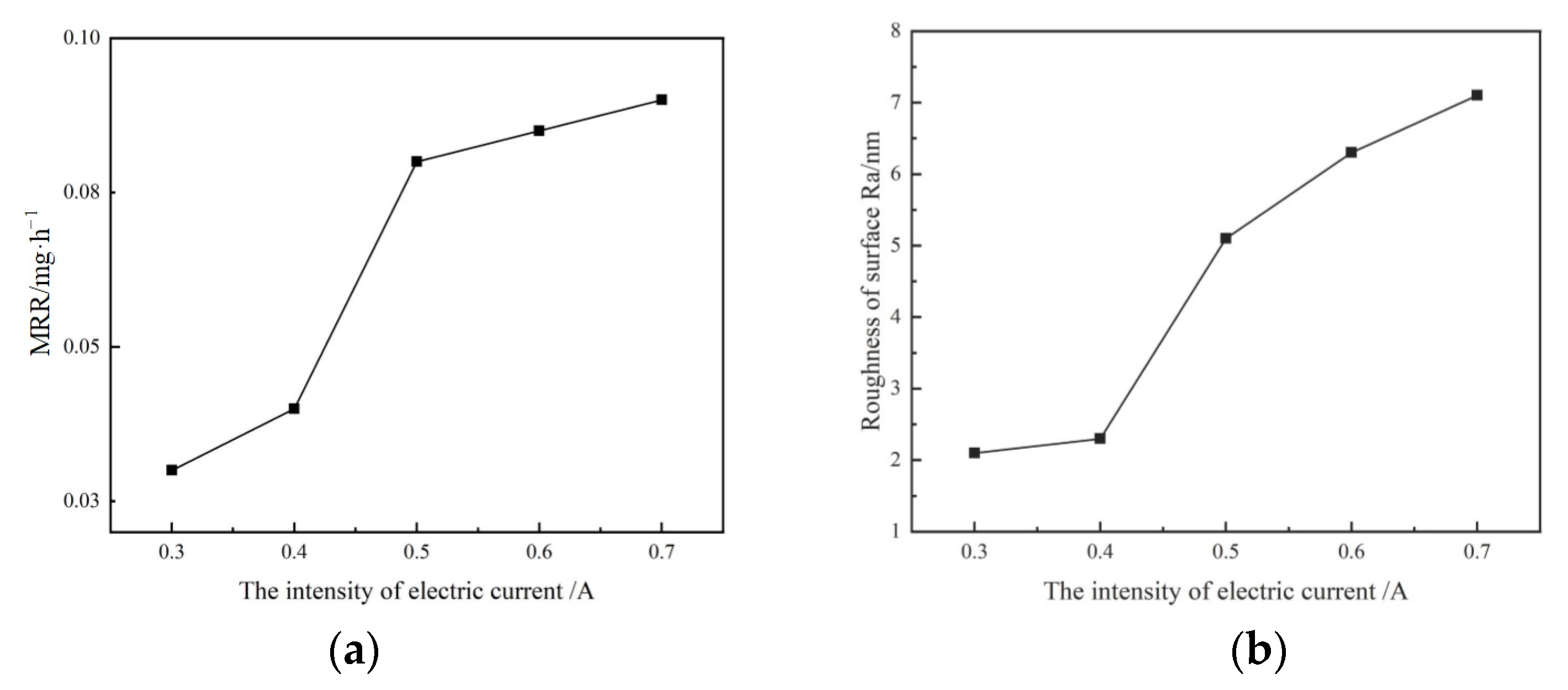
3.1. Effect of Current Change
3.2. Effect of Abrasive Particle Concentration Change
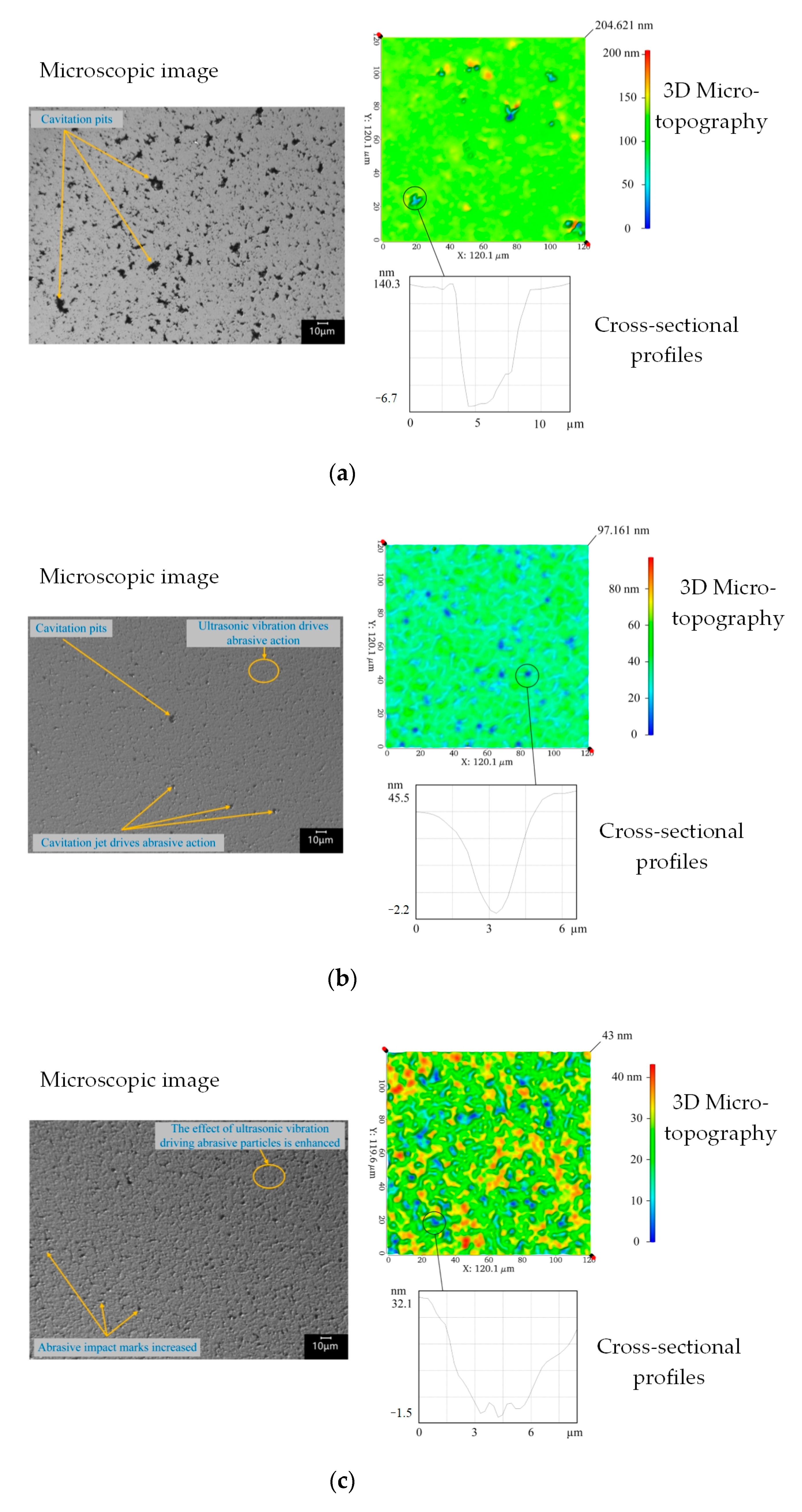
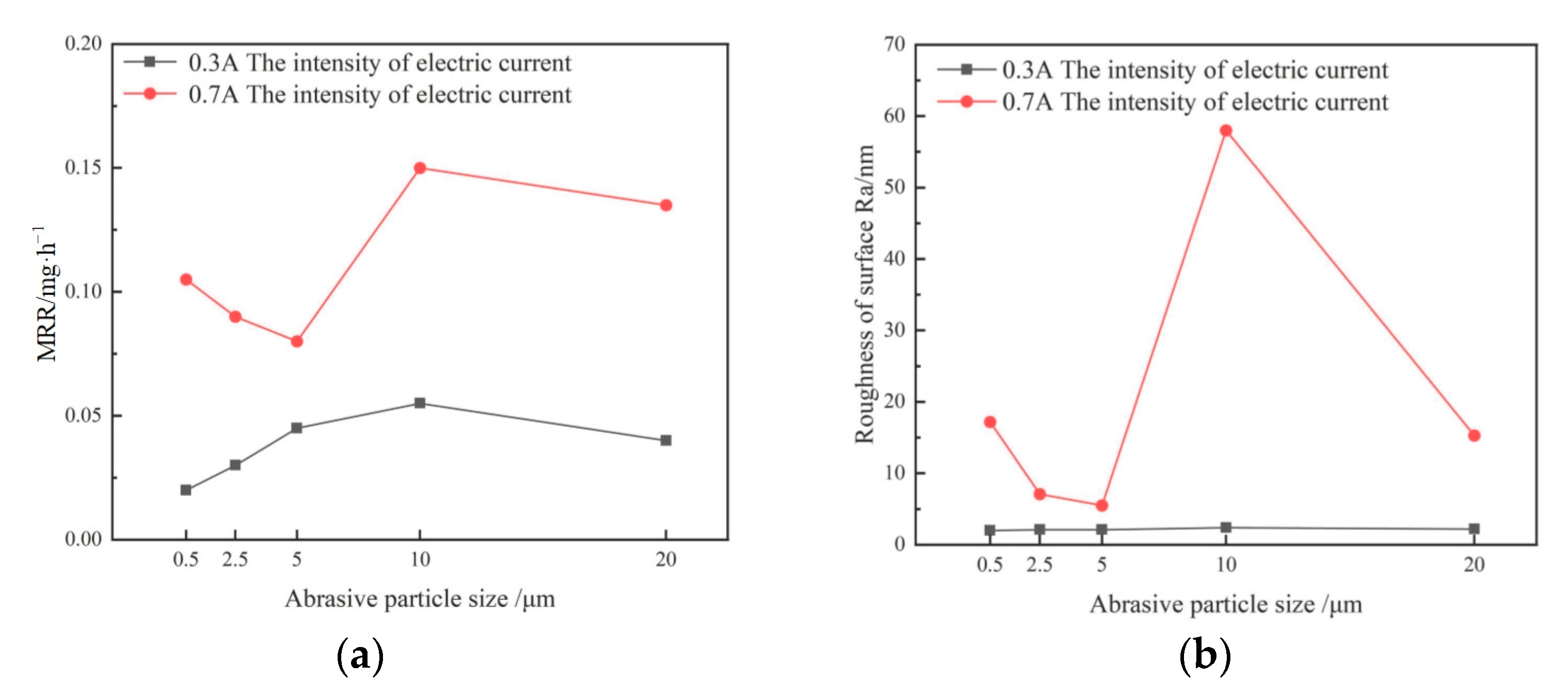
3.3. Effect of Abrasive Particle Size Change
4. Conclusions
- (1)
- Cavitation does not occur in the focusing center of the ultrasonic field under a small current, and material removal is caused by the impact of abrasive particles on the workpiece surface driven by ultrasonic vibration. In this case, plastic material removal at the nanometer level can be achieved. With the increase of drive current, cavitation occurs and material removal is the collaborative removal caused by abrasive impacts on the workpiece surface under the excitation of ultrasonic vibration, ultrasonic cavitation jets directly acting on the workpiece surface, and abrasives impacting on the workpiece surface under the action of cavitation jet.
- (2)
- The material removal rate increased firstly and then decreased with the increase of abrasive concentration. The heterogeneous cavitation–nucleation phenomenon generated by the addition of abrasive particles inhibited the intensity of direct cavitation action on the workpiece surface. The abrasive particle concentration affects the abrasive impact density, and material removal resulting from the ultrasonic cavitation jet directly acting on the workpiece surface is weakened.
- (3)
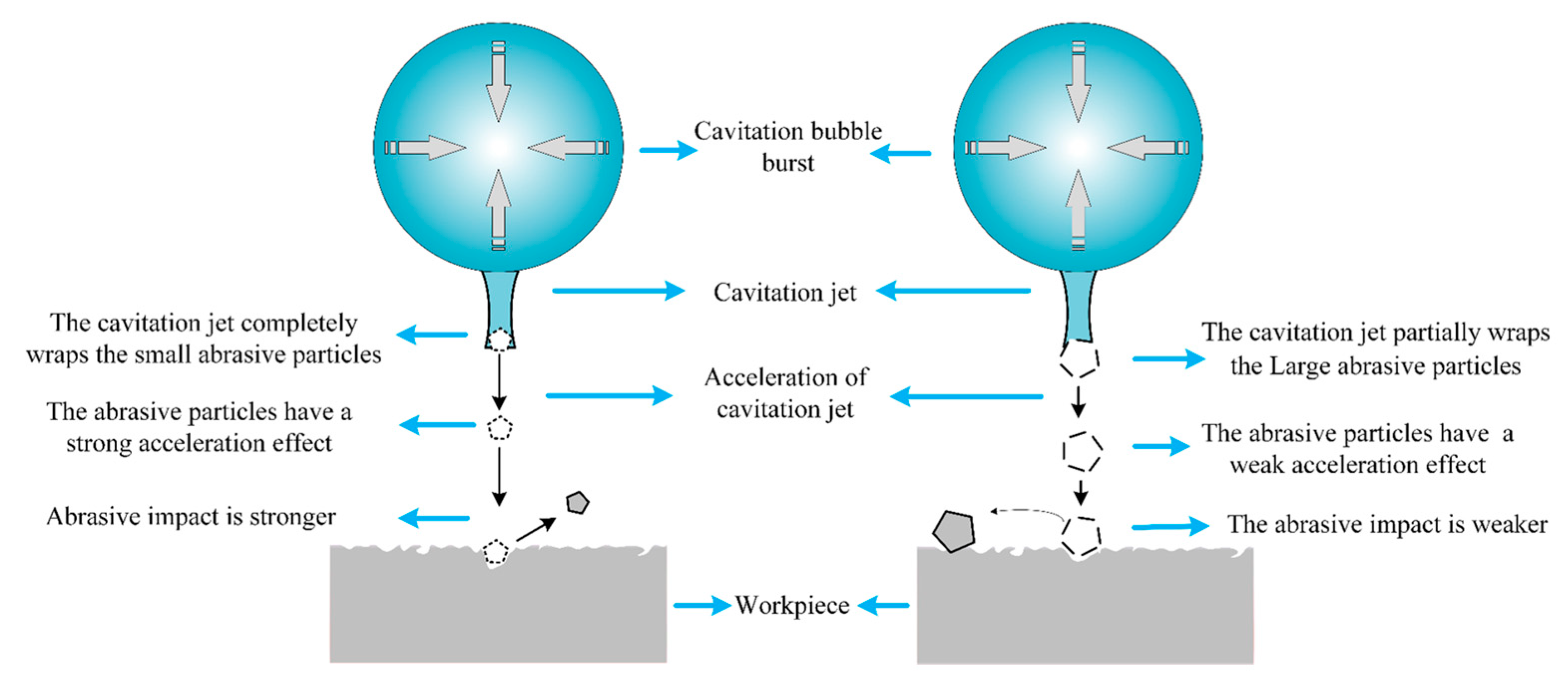
- The material removal rate fluctuated with the change in the abrasive particle size. The abrasive particle size affects the intensity of the direct cavitation on the workpiece surface. A large abrasive size is more conducive to heterogeneous cavitation nucleation and has a stronger inhibitory effect on direct cavitation on the workpiece surface. More cavitation occurs at the position of abrasive particles, and the material removal resulting from abrasive particles impacting the workpiece surface under the action of the cavitation jet is enhanced. Moreover, the abrasive particle size affects the driving effect of the cavitation jet on the abrasive particles. Abrasive particles with smaller sizes are completely wrapped by the cavitation jet, which realized a stronger driving effect. However, abrasive particles with a larger size is partially wrapped by the cavitation jet, which became obstacles between the cavitation jet and workpiece surface.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Xu, J.F.; Huang, K.; Zheng, Z.D.; Lin, C.T.; Zhang, J.G.; Xiao, J.F.; Chen, X. Review of filed-assisted ultraprecision machining difficult-to-machine materials. Sci. Sin. Tech. 2022, 52, 829–853. [Google Scholar] [CrossRef]
- Gan, J.; Wang, X.; Zhou, M.; Ngoi, B.; Zhong, Z. Ultraprecision diamond turning of glass with ultrasonic vibration. Int. J. Adv. Manuf. Technol. 2003, 21, 952–955. [Google Scholar] [CrossRef]
- Azarhoushang, B.; Tawakoli, T. Development of a novel ultrasonic unit for grinding of ceramic matrix composites. Int. J. Adv. Manuf. Technol. 2011, 57, 945–955. [Google Scholar] [CrossRef]
- Zhou, M.; Wang, X.J.; Ngoi, B.K.A.; Gan, J.G.K. Brittle-ductile transition in the diamond cutting of glasses with the aid of ultrasonic vibration. J. Mater. Process. Technol. 2002, 121, 243–251. [Google Scholar] [CrossRef]
- Wu, Y.; Yokoyama, S.; Sato, T.; Lin, W.; Tachibana, T. Development of a new rotary ultrasonic spindle for precision ultrasonically assisted grinding. Int. J. Mach. Tools Manuf. 2009, 49, 933–938. [Google Scholar] [CrossRef]
- Oliveira, J.F.G.; Silva, E.J.; Guo, C.; Hashimoto, F. Industrial challenges in grinding. CIRP Ann. Manuf. Technol. 2009, 58, 663–680. [Google Scholar] [CrossRef]
- Wan, H.Q.; Han, P.Y.; Ge, S.; Li, F.C.; Liu, Z.H. Development of ultrasonic vibration polishing method on the workpiece surface. Diam. Abras. Eng. 2018, 38, 94–100. [Google Scholar]
- Babitsky, V.I.; Kalashnikov, A.N.; Meadows, A.; Wijesundara, A. Ultrasonically assisted turning of aviation materials. J. Mater. Process. Technol. 2003, 132, 157–167. [Google Scholar] [CrossRef]
- Yu, B.J.; Wu, S.; Xin, C.L.; Jia, R.; Gu, Y. Study on ultrasonic vibration assisted polishing force and surface quality of CoCrMo alloy. Mech. Sci. Technol. Aerosp. Eng. 2022, 42, 1–8. [Google Scholar]
- Babitsky, V.I.; Mitrofanov, A.V.; Silberschmidt, V.V. Ultrasonically assisted turning of aviation materials: Simulations and experimental study. Ultrasonics 2004, 42, 81–86. [Google Scholar] [CrossRef]
- Wu, X.L. Research on the Mechanism of Micro-Hole Processing by Ultrasonic Vibration Compounded with the Femtosecond Laser. Bachelor’s Thesis, Anhui Jianzhu University, Hefei, China, 2022. [Google Scholar]
- Wang, J.S.; Zhu, J.Q.; Liew, P.J. Material Removal in ultrasonic abrasive polishing of additive manufactured components. Appl. Sci. 2019, 9, 5359. [Google Scholar] [CrossRef]
- Li, H.; Ren, K.; Yin, Z.; Dai, C.W.; Wang, Z.W.; Wei, L.; Wei, D. Review of ultrasonic vibration-assisted abrasive flow polishing technology. J. Mech. Eng. 2021, 57, 233–253. [Google Scholar]
- Jones, A.R.; Hull, J.B. Ultrasonic flow polishing. Ultrasonics 1998, 36, 97–101. [Google Scholar] [CrossRef]
- Ichida, Y.; Sato, R.; Morimoto, Y.; Kobayashi, K. Material removal mechanisms in non-contact ultrasonic abrasive machining. Wear 2005, 258, 107–114. [Google Scholar] [CrossRef]
- Ralchenko, V.G.; Ashkinazi, E.E.; Zavedeev, E.V.; Khomich, A.A.; Bolshakov, A.P.; Ryzhkov, S.G.; Sovyk, D.N.; Shershulin, V.A.; Yurov, V.Y.; Rudnev, V.V. High-rate ultrasonic polishing of polycrystalline diamond films. Diam. Relat. Mater. 2016, 66, 171–176. [Google Scholar] [CrossRef]
- Beaucamp, A.; Katsuura, T.; Kawara, Z. A novel ultrasonic cavitation assisted fluid jet polishing system. CIRP Ann. Manuf. Technol. 2017, 66, 301–304. [Google Scholar] [CrossRef]
- Qi, H.; Cheng, Z.; Cai, D.; Yin, L.; Wang, Z.; Wen, D. Experimental study on the improvement of surface integrity of tungsten steel using acoustic levitation polishing. J. Mater. Process. Technol. 2018, 259, 361–367. [Google Scholar] [CrossRef]
- Yu, Z.Q.; Yang, Z.G.; Huang, Z.G.; Huang, X.Z.; Guo, Y.N. Study on ultra-smooth surface polishing based on liquid two-dimension vibration. Manuf. Technol. Mach. Tool 2007, 5, 90–92. [Google Scholar]
- Li, D.P.; Fu, B.; Zhuang, W.M. Ultrasonic polishing mechanism and simulative and experimental sound field researches on transducer array. J. Xi’an Jiaotong Univ. 2020, 54, 24–34. [Google Scholar]
- Chen, W.Z. Physics of Acoustic Cavitation; Science Press: Beijing, China, 2014. [Google Scholar]
- Tan, K.L.; Yeo, S.H. Surface finishing on IN625 additively manufactured surfaces by combined ultrasonic cavitation and abrasion. Addit. Manuf. 2020, 31, 100938. [Google Scholar] [CrossRef]
- Cao, Z.C.; Yan, S.Q.; Li, S.P.; Zhang, Y. Theoretical modeling and experimental analysis of single-particle erosion mechanism of optical glass. Micromachines 2021, 12, 1221. [Google Scholar] [CrossRef] [PubMed]
- Tzanakis, I.; Eskin, D.G.; Georgoulas, A.; Fytanidis, D.K. Incubation pit analysis and calculation of the hydrodynamic impact pressure from the implosion of an acoustic cavitation bubble. Ultrason. Sonochem. 2014, 21, 866–878. [Google Scholar] [CrossRef] [PubMed]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Values |
|---|---|
| Spherical shell diameter (mm) | 60 |
| Diameter of transducer (mm) | 44 |
| Transducer arrangement angle (°) | 45 |
| Frequency (kHz) | 28 |
| Temperature (K) | 293.15 |
| Experimental Parameters | Parameter Value |
|---|---|
| Frequency (kHz) | 28 |
| Current intensity (A) | 0.3, 0.4, 0.5, 0.6, 0.7 |
| Abrasive size (μm) | 0.5, 2.5, 5, 10, 20 |
| Abrasive particle concentration (wt.%) | 0, 5, 10, 15, 20 |
| Processing time (min) | 120 |
| Temperature (K) | 293.15 ± 1 |
| Workpiece | Quartz glass (JGS1) |
| Size of workpiece | Φ20 mm × 1 mm |
| Original Ra of workpiece (nm) | 2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Du, B.; Wang, J.; Yuan, J.; Lyu, B.; Zhang, X.; Zhang, C. Material Removal Characteristics of Spherical-Array-Focused Ultrasonic Abrasive Machining. Micromachines 2023, 14, 382. https://doi.org/10.3390/mi14020382
Du B, Wang J, Yuan J, Lyu B, Zhang X, Zhang C. Material Removal Characteristics of Spherical-Array-Focused Ultrasonic Abrasive Machining. Micromachines. 2023; 14(2):382. https://doi.org/10.3390/mi14020382
Chicago/Turabian StyleDu, Bo, Jinhu Wang, Julong Yuan, Binghai Lyu, Xinqian Zhang, and Chunyu Zhang. 2023. "Material Removal Characteristics of Spherical-Array-Focused Ultrasonic Abrasive Machining" Micromachines 14, no. 2: 382. https://doi.org/10.3390/mi14020382