
Electrohydrodynamic Printed Ultra-Micro AgNPs Thin Film Temperature Sensors Array for High-Resolution Sensing
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
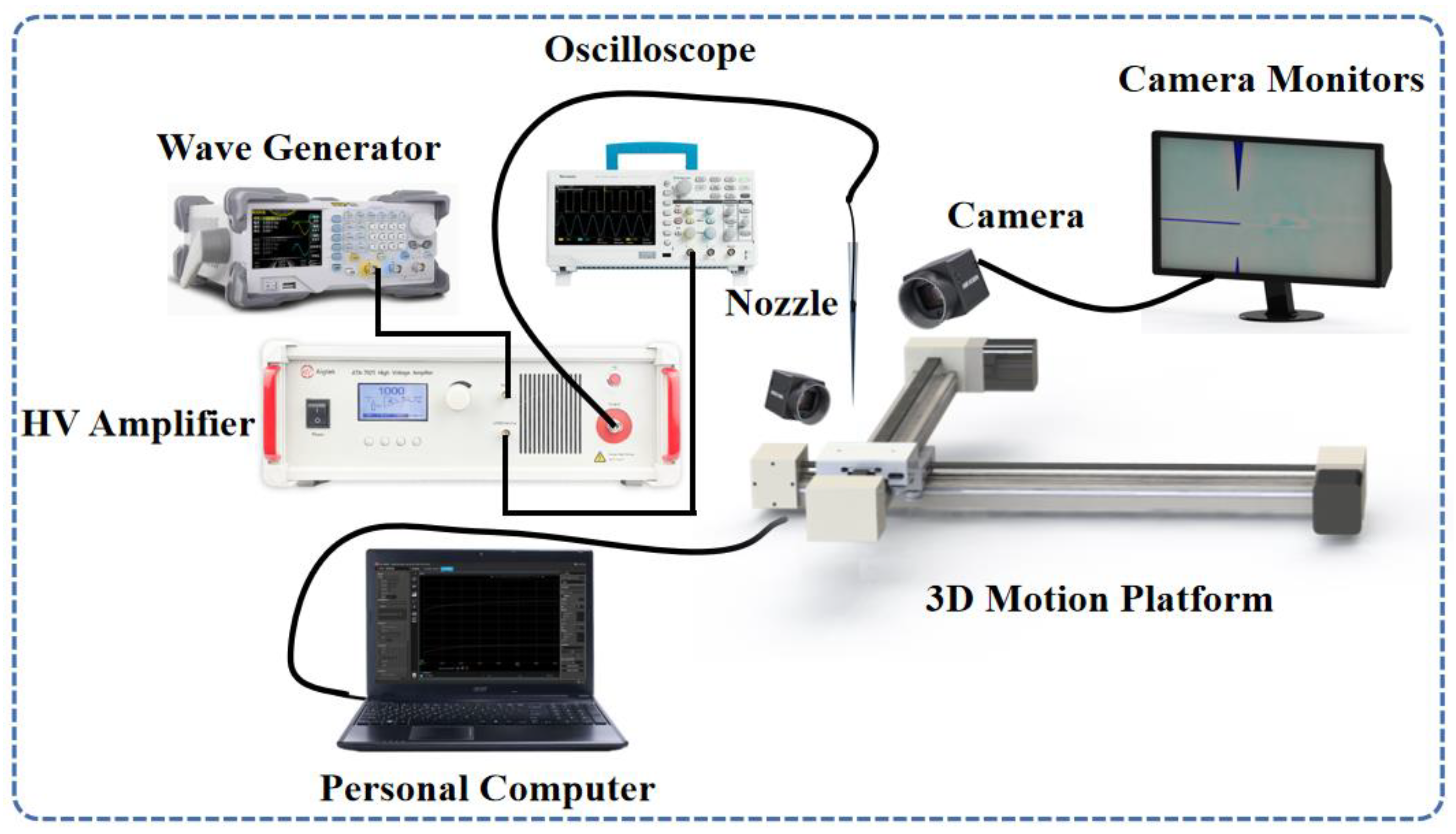
2.2. EHD Printing System
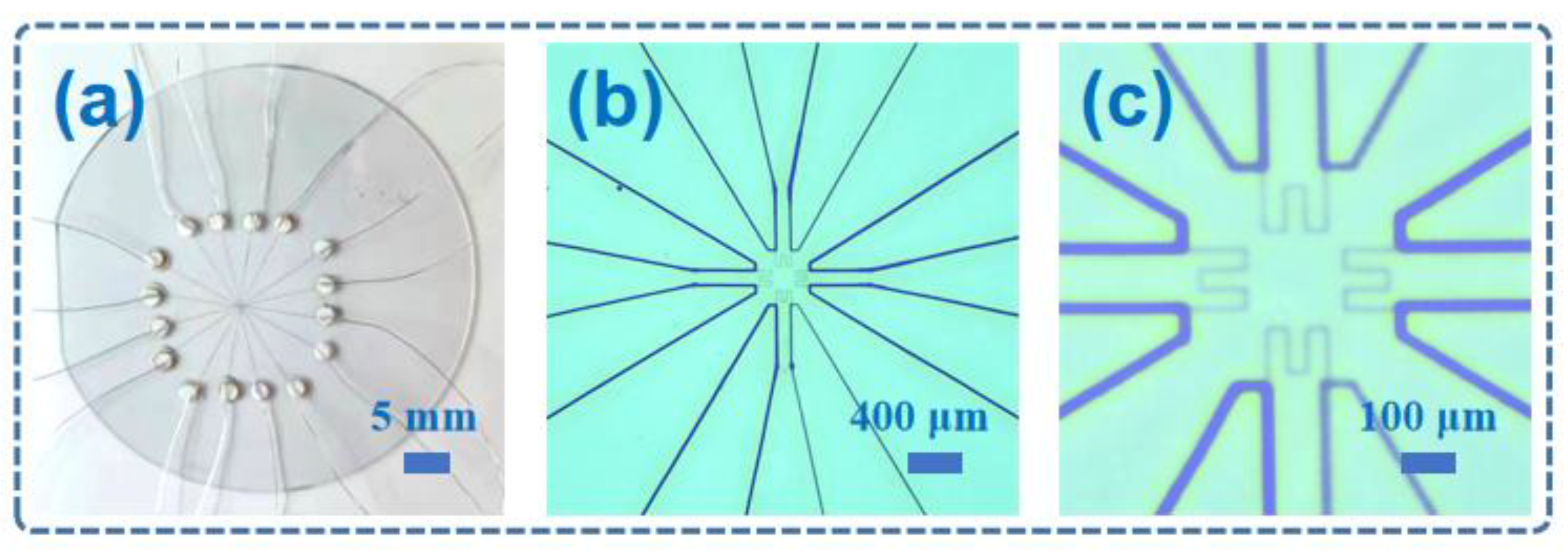
2.3. Fabrication Process
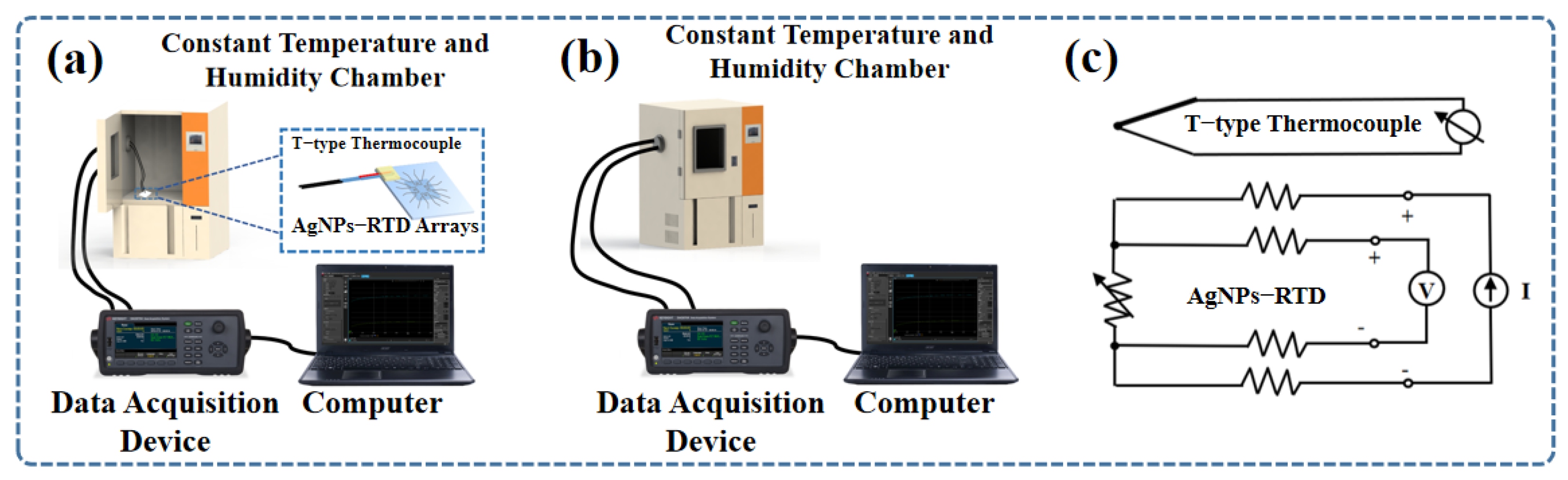
2.4. Measurements
3. Results and Discussion
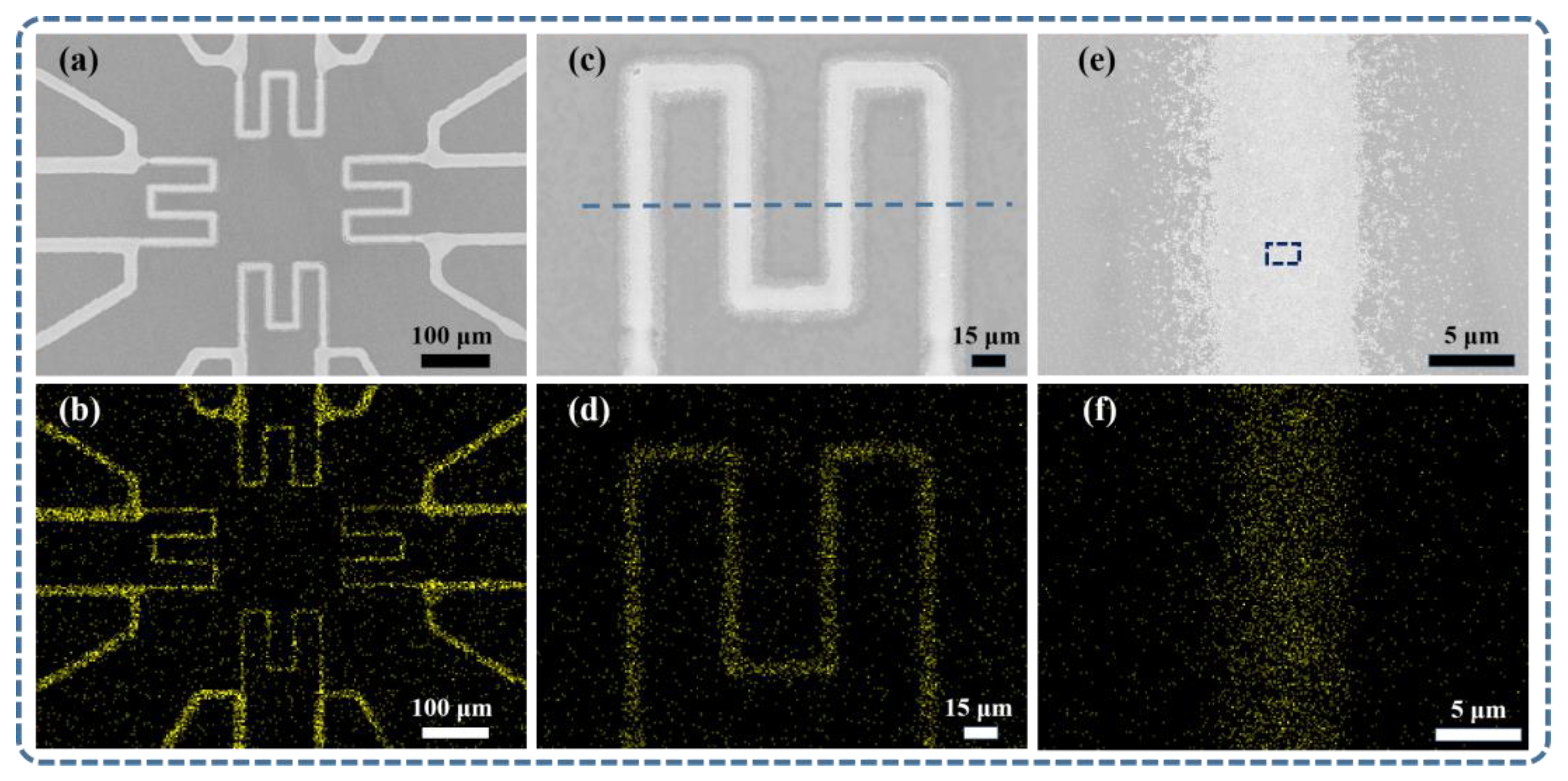
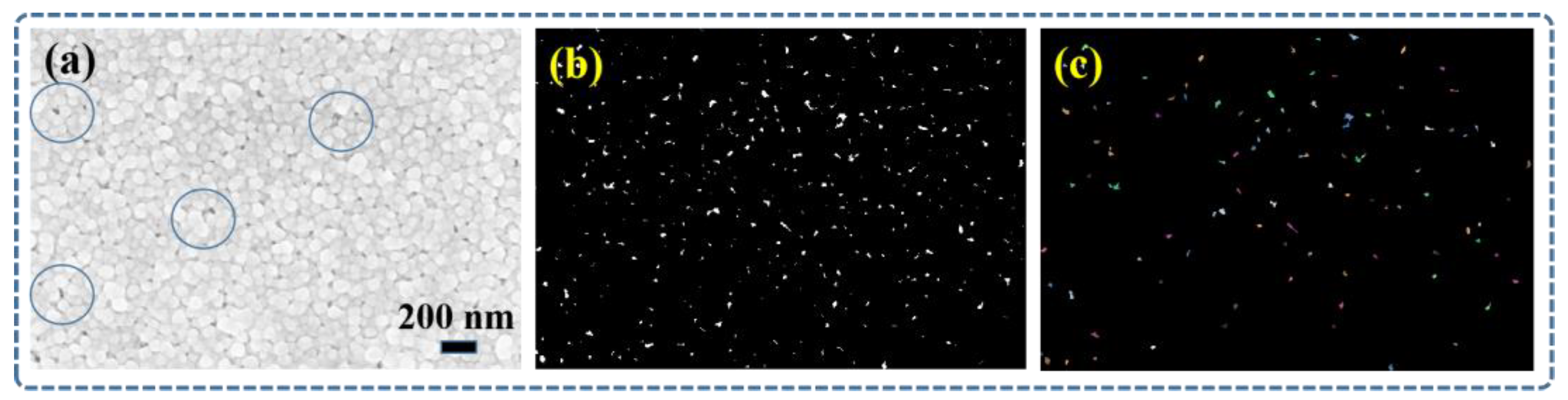
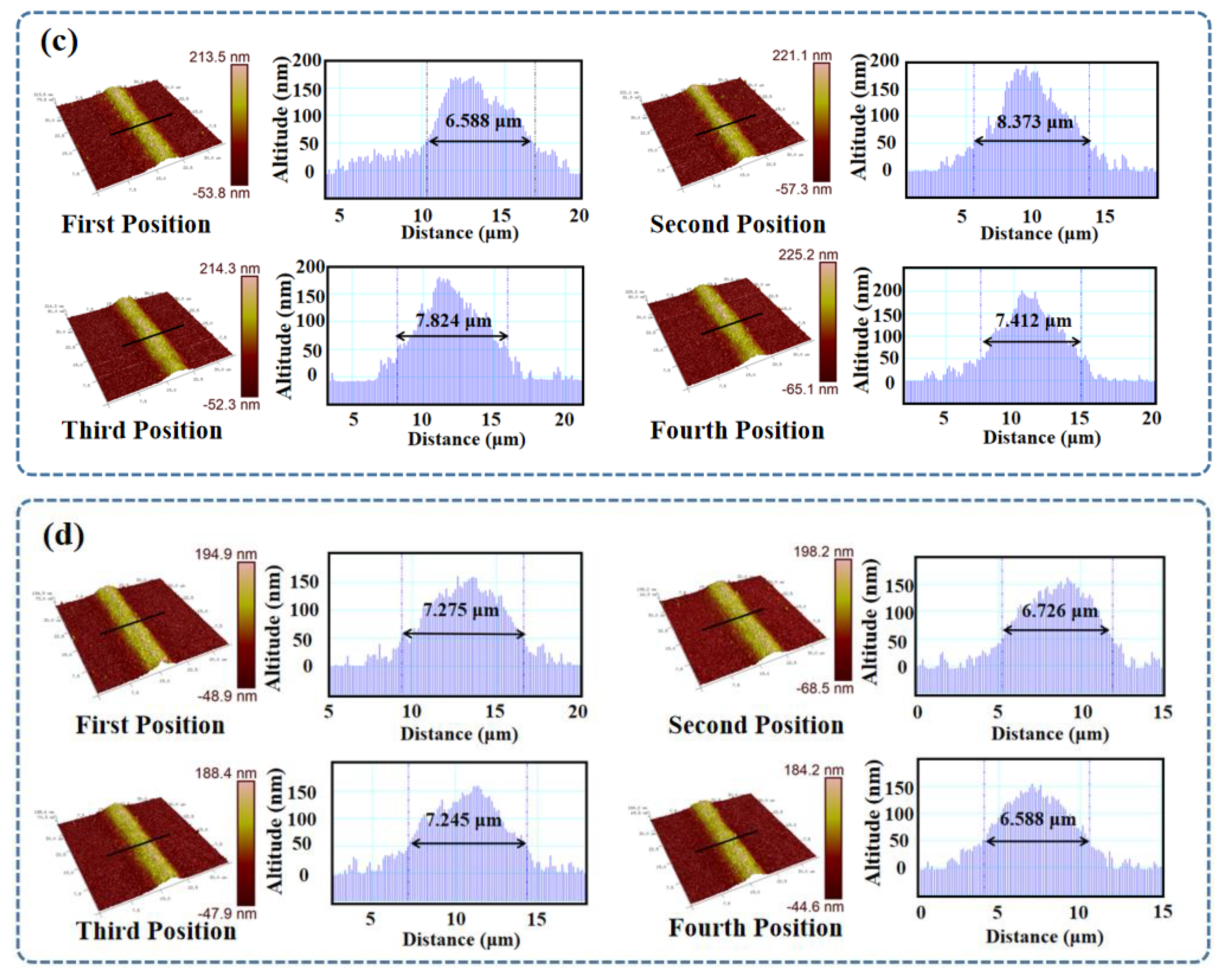
3.1. Morphological and Physical Characterizations
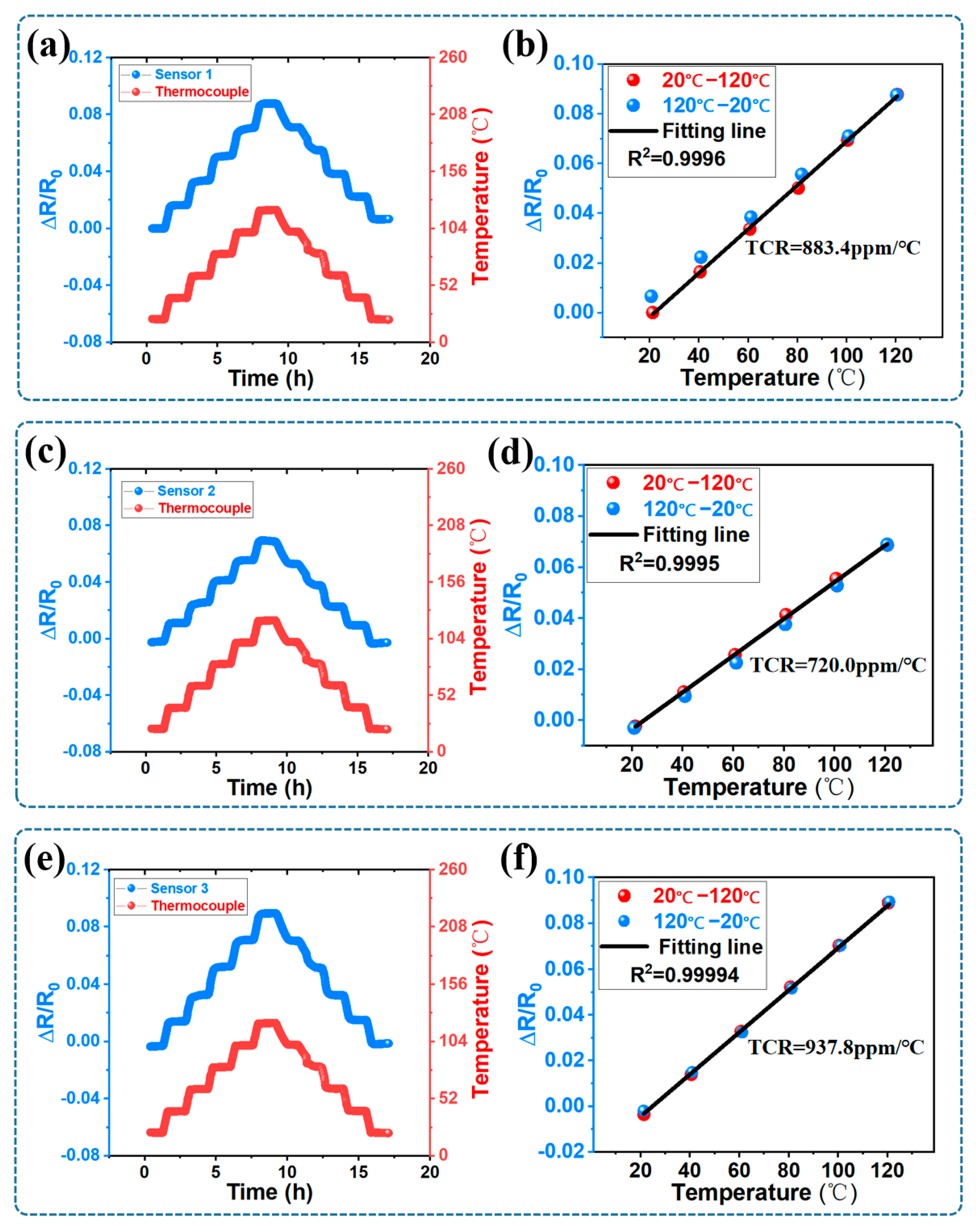
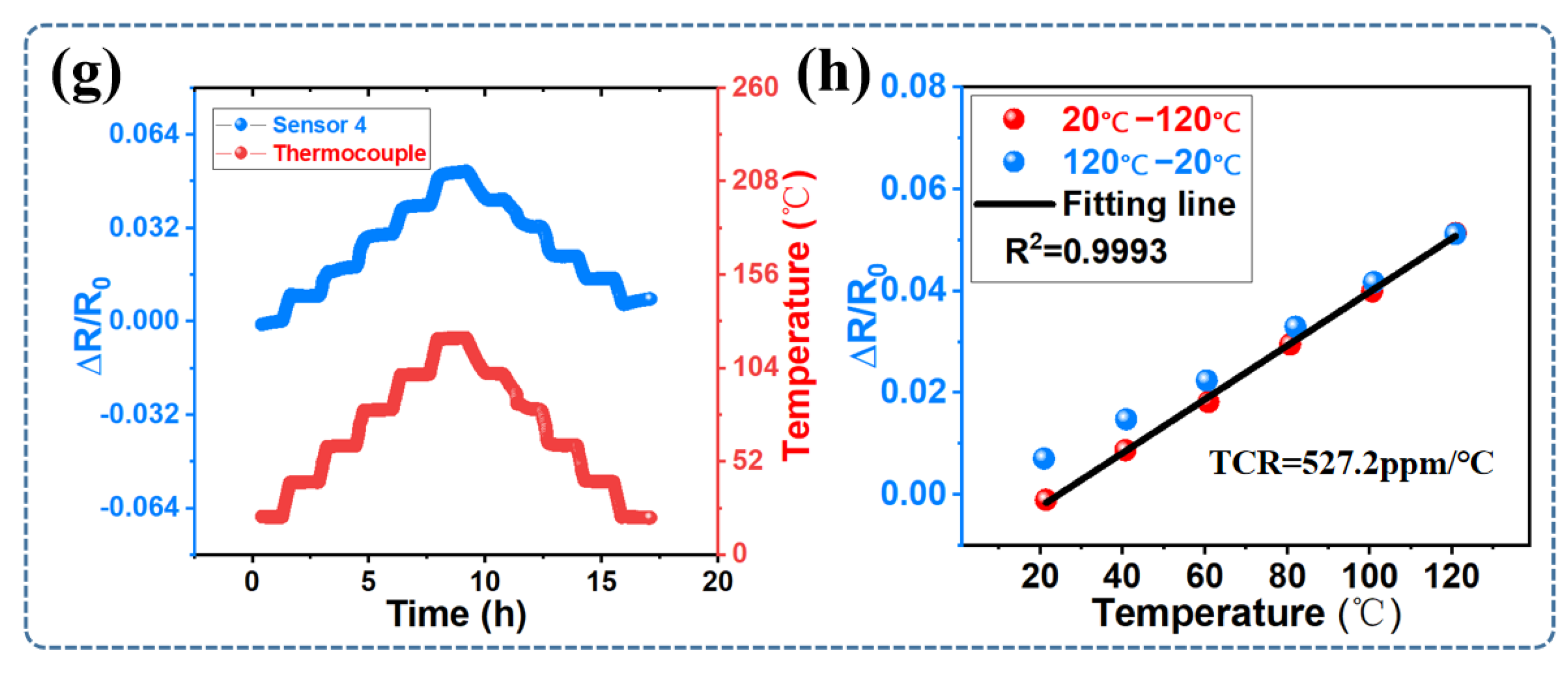
3.2. Electrical Characterization
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Georgas, M.; Selinis, P.; Zardalidis, G.; Farmakis, F. Temperature Sensors by Inkjet Printing Compatible with Flexible Substrates: A Review. IEEE Sens. J. 2023, 23, 21–33. [Google Scholar] [CrossRef]
- Wang, Y.C.; Zavabeti, A.; Yao, Q.F.; Tran, T.L.C.; Yang, W.R.; Kong, L.X.; Cahill, D. Nanobionics-Driven Synthesis of Molybdenum Oxide Nanosheets with Tunable Plasmonic Resonances in Visible Light Regions. ACS Appl. Mater. Interfaces 2022, 14, 55285–55294. [Google Scholar] [CrossRef] [PubMed]
- Wang, Y.C.; Zavabeti, A.; Haque, F.; Zhang, B.Y.; Yao, Q.F.; Chen, L.; Chen, D.H.; Hu, Y.H.; Pillai, N.; Liu, Y.K.; et al. Plasmon-induced long-lived hot electrons in degenerately doped molybdenum oxides for visible-light-driven photochemical reactions. Mater. Today 2022, 55, 21–28. [Google Scholar] [CrossRef]
- Zhu, X.B.; Qian, Z.T.; Chen, X.; Liu, L.P.; Sheng, C.X.; Gu, W.H. Electrohydrodynamics-Printed Silver Nanoparticle Flexible Pressure Sensors with Improved Gauge Factor. IEEE Sens. J. 2021, 21, 5836–5844. [Google Scholar] [CrossRef]
- Guk, E.; Ranaweera, M.; Venkatesan, V.; Kim, J.S. Performance and Durability of Thin Film Thermocouple Array on a Porous Electrode. Sensors 2016, 16, 1329. [Google Scholar] [CrossRef]
- Deepak, J.; Kumar, M.P.; Nithishkar, M. Review on temperature monitoring system for welding application—A case study on thermocouple array. Mater. Today Proc. 2023; in press. [Google Scholar] [CrossRef]
- Konno, T.; Egashira, M.; Kobayashi, M.J.W.I. Welding process and characteristics of fine K-type thermocouple: Non-contact discharge welding for fine metal wires. Weld. Int. 2015, 29, 829–837. [Google Scholar] [CrossRef]
- Ji, Z.L.; Duan, F.L.; Xie, Z.Y. Transient Measurement of Temperature Distribution Using Thin Film Thermocouple Array on Turbine Blade Surface. IEEE Sens. J. 2021, 21, 207–212. [Google Scholar] [CrossRef]
- Weng, H.T.; Duan, F.L.; Ji, Z.L.; Chen, X.; Yang, Z.; Zhang, Y.F.; Zou, B.L. Electrical insulation improvements of ceramic coating for high temperature sensors embedded on aeroengine turbine blade. Ceram. Int. 2020, 46, 3600–3605. [Google Scholar] [CrossRef]
- Kim, S.I.; Jung, H.Y.; Yang, S.; Yoon, J.; Lee, H.; Ryu, W. 3D Printing of a miniature turbine blade model with an embedded fibre Bragg grating sensor for high-temperature monitoring. Virtual Phys. Prototyp. 2022, 17, 156–169. [Google Scholar] [CrossRef]
- Shao, L.; Zhao, X.H.; Gu, S.P.; Ma, Y.P.; Liu, Y.; Deng, X.W.; Jiang, H.C.; Zhang, W.L. Pt thin-film resistance temperature detector on flexible Hastelloy tapes. Vacuum 2021, 184, 109966. [Google Scholar] [CrossRef]
- Gong, X.; Huang, K.; Wu, Y.H.; Zhang, X.S. Recent progress on screen-printed flexible sensors for human health monitoring. Sens. Actuator A-Phys. 2022, 345, 113821. [Google Scholar] [CrossRef]
- Corea, J.R.; Flynn, A.M.; Lechene, B.; Scott, G.; Reed, G.D.; Shin, P.J.; Lustig, M.; Arias, A.C. Screen-printed flexible MRI receive coils. Nat. Commun. 2016, 7, 10839. [Google Scholar] [CrossRef]
- Chang, W.Y.; Fang, T.H.; Lin, H.J.; Shen, Y.T.; Lin, Y.C. A Large Area Flexible Array Sensors Using Screen Printing Technology. J. Disp. Technol. 2009, 5, 178–183. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhu, Y.; Zheng, S.; Zhang, L.; Shi, X.; He, J.; Chou, X.; Wu, Z.S. Ink formulation, scalable applications and challenging perspectives of screen printing for emerging printed microelectronics. J. Energy Chem. 2021, 63, 498–513. [Google Scholar] [CrossRef]
- Wang, R.; Hu, S.; Zhu, W.; Huang, Y.; Wang, W.; Li, Y.; Yang, Y.; Yu, J.; Deng, Y. Recent progress in high-resolution tactile sensor array: From sensor fabrication to advanced applications. Prog. Nat. Sci. Mater. Int. 2023, 33, 55–66. [Google Scholar] [CrossRef]
- Ciui, B.C.; Tertis, M.; Feurdean, C.N.; Ilea, A.; Sandulescu, R.; Wang, J.; Cristea, C. Cavitas electrochemical sensor toward detection of N-epsilon (carboxymethyl)lysine in oral cavity. Sens. Actuator B-Chem. 2019, 281, 399–407. [Google Scholar] [CrossRef]
- Deng, H.-T.; Zhang, X.-R.; Wang, Z.-Y.; Wen, D.-L.; Ba, Y.-Y.; Kim, B.; Han, M.-D.; Zhang, H.-X.; Zhang, X.-S. Super-stretchable multi-sensing triboelectric nanogenerator based on liquid conductive composite. Nano Energy 2021, 83, 105823. [Google Scholar] [CrossRef]
- Wen, D.L.; Pang, Y.X.; Huang, P.; Wang, Y.L.; Zhang, X.R.; Deng, H.T.; Zhang, X.S. Silk Fibroin-Based Wearable All-Fiber Multifunctional Sensor for Smart Clothing. Adv. Fiber Mater. 2022, 4, 873–884. [Google Scholar] [CrossRef]
- Pandya, H.J.; Park, K.; Desai, J.P. Design and fabrication of a flexible MEMS-based electro-mechanical sensor array for breast cancer diagnosis. J. Micromech. Microeng. 2015, 25, 075025. [Google Scholar] [CrossRef]
- Kottapalli, A.G.P.; Asadnia, M.; Miao, J.M.; Barbastathis, G.; Triantafyllou, M.S. A flexible liquid crystal polymer MEMS pressure sensor array for fish-like underwater sensing. Smart Mater. Struct. 2012, 21, 115030. [Google Scholar] [CrossRef]
- Pemberton, R.M.; Cox, T.; Tuffin, R.; Drago, G.A.; Griffiths, J.; Pittson, R.; Johnson, G.; Xu, J.S.; Sage, I.C.; Davies, R.; et al. Fabrication and Evaluation of a Micro (Bio) Sensor Array Chip for Multiple Parallel Measurements of Important Cell Biomarkers. Sensors 2014, 14, 20519–20532. [Google Scholar] [CrossRef] [PubMed]
- Blaschke, M.; Tille, T.; Robertson, P.; Mair, S.; Weimar, U.; Ulmer, H. MEMS gas-sensor array for monitoring the perceived car-cabin air quality. IEEE Sens. J. 2006, 6, 1298–1308. [Google Scholar] [CrossRef]
- Wang, X.; Xu, L.; Zheng, G.F.; Cheng, W.; Sun, D.H. Pulsed electrohydrodynamic printing of conductive silver patterns on demand. Sci. China-Technol. Sci. 2012, 55, 1603–1607. [Google Scholar] [CrossRef]
- Nguyen, V.D.; Schrlau, M.G.; Tran, S.B.Q.; Bau, H.H.; Ko, H.S.; Byun, D. Fabrication of Nanoscale Nozzle for Electrohydrodynamic (EHD) Inkjet Head and High Precision Patterning by Drop-on-Demand Operation. J. Nanosci. Nanotechnol. 2009, 9, 7298–7302. [Google Scholar] [CrossRef] [PubMed]
- Kamal, W.; Rahman, K.; Ahmad, S.; Shakeel, M.; Ali, T. Electrohydrodynamic printed nanoparticle-based resistive temperature sensor. Flex. Print. Electron. 2022, 7, 045008. [Google Scholar] [CrossRef]
- Park, J.U.; Hardy, M.; Kang, S.J.; Barton, K.; Adair, K.; Mukhopadhyay, D.K.; Lee, C.Y.; Strano, M.S.; Alleyne, A.G.; Georgiadis, J.G.; et al. High-resolution electrohydrodynamic jet printing. Nat. Mater. 2007, 6, 782–789. [Google Scholar] [CrossRef] [PubMed]
- Han, Y.; Dong, J. Electrohydrodynamic Printing for Advanced Micro/Nanomanufacturing: Current Progresses, Opportunities, and Challenges. J. Micro-Nano-Nanomanuf. 2018, 6, 040802. [Google Scholar]
- Rosell-Llompart, J.; Grifoll, J.; Loscertales, I.G. Electrosprays in the cone-jet mode: From Taylor cone formation to spray development. J. Aerosol. Sci. 2018, 125, 2–31. [Google Scholar]
- Mishra, S.; Barton, K.L.; Alleyne, A.G.; Ferreira, P.M.; Rogers, J.A. High-speed and drop-on-demand printing with a pulsed electrohydrodynamic jet. J. Micromech. Microeng. 2010, 20, 8. [Google Scholar] [CrossRef]
- Sinhmar, B.; Dasarraju, V.K.; Dalal, S. Simulation based studies on performance of SiC temperature sensors. Mater. Today Proc. 2023, 79, 223–226. [Google Scholar]
- Kumar, V.; Verma, J.; Maan, A.S.; Akhtar, J. Epitaxial 4H–SiC based Schottky diode temperature sensors in ultra-low current range. Vacuum 2020, 182, 109590. [Google Scholar] [CrossRef]
- Kumar, V.; Maan, A.S.; Akhtar, J. Barrier height inhomogeneities induced anomaly in thermal sensitivity of Ni/4H-SiC Schottky diode temperature sensor. J. Vac. Sci. Technol. B 2014, 32, 041203. [Google Scholar] [CrossRef]
- Li, H.C.; Tang, N.X.; Yang, H.Z.; Leng, X.; Zou, J.P. Interface feature characterization and Schottky interfacial layer confirmation of TiO2 nanotube array film. Appl. Surf. Sci. 2015, 355, 849–860. [Google Scholar] [CrossRef]
- Huo, W.Y.; Wang, S.Q.; Zhang, X.H.; Ren, K.; Tan, S.Y.; Fang, F.; Xie, Z.H.; Jiang, J.Q. A strategy to improve the performance of TiO2 nanotube array film photocatalysts by magnetron-sputtered amorphous BiFeO3. Vacuum 2022, 202, 111135. [Google Scholar] [CrossRef]
- Choi, K.H.; Zubair, M.; Dang, H.W. Characterization of flexible temperature sensor fabricated through drop-on-demand electrohydrodynamics patterning. Jpn. J. Appl. Phys. 2014, 53, 5. [Google Scholar] [CrossRef]
- Ahmad, S.; Rahman, K.; Cheema, T.A.; Shakeel, M.; Khan, A.; Bermak, A. Fabrication of Low-Cost Resistance Temperature Detectors and Micro-Heaters by Electrohydrodynamic Printing. Micromachines 2022, 13, 1419. [Google Scholar] [CrossRef]
- Zribi, A.; Barthes, M.; Begot, S.; Lanzetta, F.; Rauch, J.Y.; Moutarlier, V. Design, fabrication and characterization of thin film resistances for heat flux sensing application. Sens. Actuator A Phys. 2016, 245, 26–39. [Google Scholar] [CrossRef]
- Yin, Y.; Li, Z.Y.; Zhong, Z.; Gates, B.; Xia, Y.; Venkateswaran, S. Synthesis and characterization of stable aqueous dispersions of silver nanoparticles through the Tollens process. J. Mater. Chem. 2002, 12, 522–527. [Google Scholar] [CrossRef]
- McMahon, M.D.; Lopez, R.; Meyer, H.M.; Feldmen, L.C.; Haglund, R.F., Jr. Rapid tarnishing of silver nanoparticles in ambientlaboratory air. Appl. Phys. B 2005, 80, 915–921. [Google Scholar] [CrossRef]
- Cao, W.; Elsayed-Ali, H.E. Stability of Ag nanoparticles fabricated by electron beam lithography. Mater. Lett. 2009, 63, 2263–2266. [Google Scholar] [CrossRef]
- Elechiguerra, J.L.; Larios-Lopez, L.; Lui, C.; Garcia-Gutierrez, D.; Camacho-Bragado, A.; Yacaman, M.J. Corrosion at the nanoscale: The case of silver nanowires and nanoparticles. Chem. Mater. 2005, 17, 6042–6052. [Google Scholar] [CrossRef]


Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
He, Y.; Li, L.; Su, Z.; Xu, L.; Guo, M.; Duan, B.; Wang, W.; Cheng, B.; Sun, D.; Hai, Z. Electrohydrodynamic Printed Ultra-Micro AgNPs Thin Film Temperature Sensors Array for High-Resolution Sensing. Micromachines 2023, 14, 1621. https://doi.org/10.3390/mi14081621
He Y, Li L, Su Z, Xu L, Guo M, Duan B, Wang W, Cheng B, Sun D, Hai Z. Electrohydrodynamic Printed Ultra-Micro AgNPs Thin Film Temperature Sensors Array for High-Resolution Sensing. Micromachines. 2023; 14(8):1621. https://doi.org/10.3390/mi14081621
Chicago/Turabian StyleHe, Yingping, Lanlan Li, Zhixuan Su, Lida Xu, Maocheng Guo, Bowen Duan, Wenxuan Wang, Bo Cheng, Daoheng Sun, and Zhenyin Hai. 2023. "Electrohydrodynamic Printed Ultra-Micro AgNPs Thin Film Temperature Sensors Array for High-Resolution Sensing" Micromachines 14, no. 8: 1621. https://doi.org/10.3390/mi14081621
APA StyleHe, Y., Li, L., Su, Z., Xu, L., Guo, M., Duan, B., Wang, W., Cheng, B., Sun, D., & Hai, Z. (2023). Electrohydrodynamic Printed Ultra-Micro AgNPs Thin Film Temperature Sensors Array for High-Resolution Sensing. Micromachines, 14(8), 1621. https://doi.org/10.3390/mi14081621