



Comparison of Interfaces Between In Situ Laser Beam Deposition Forming and Electron Beam Welding for Thick-Walled Titanium Alloy Structures

Abstract
:1. Introduction
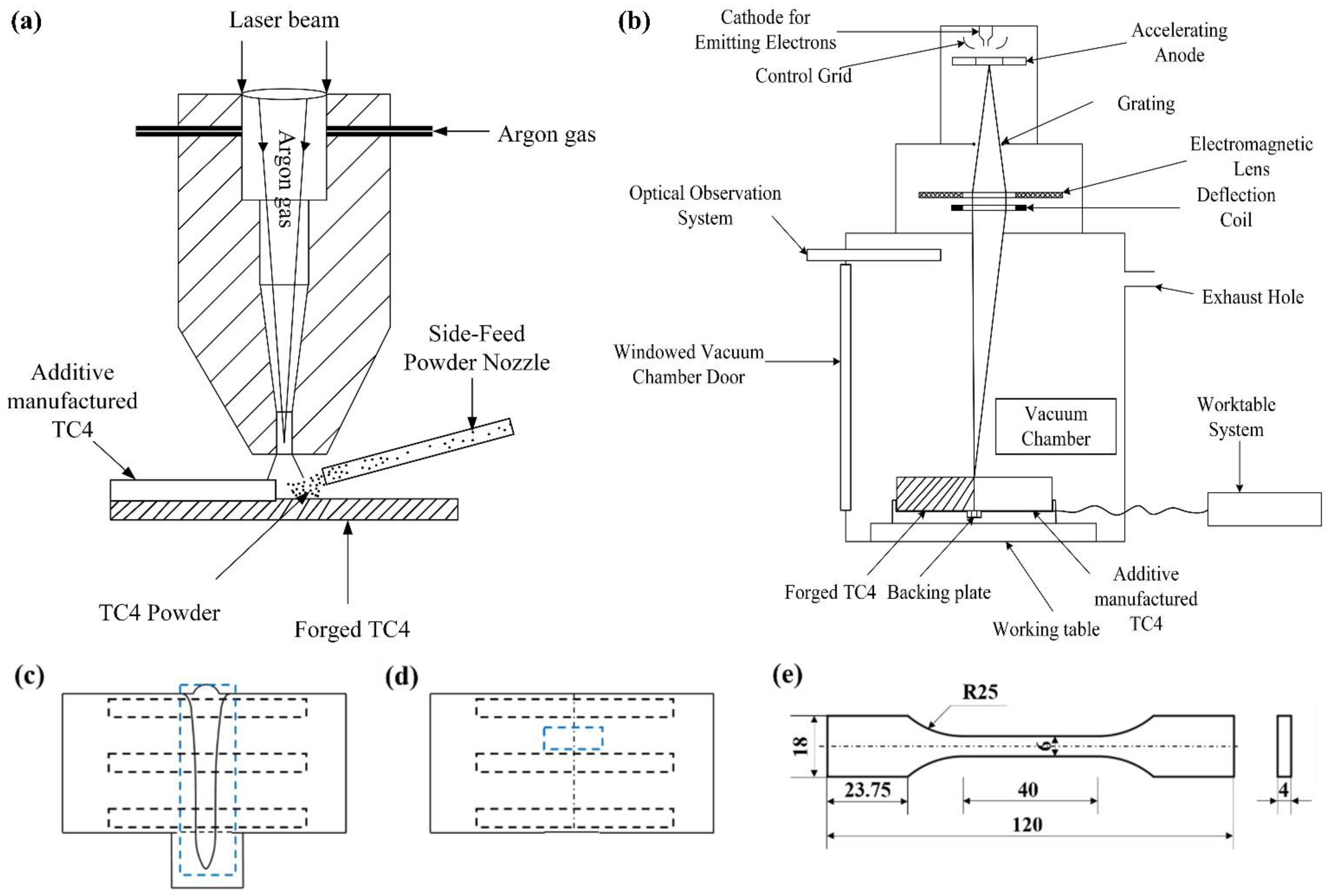
2. Experimental Materials and Methods
3. Results and Discussion
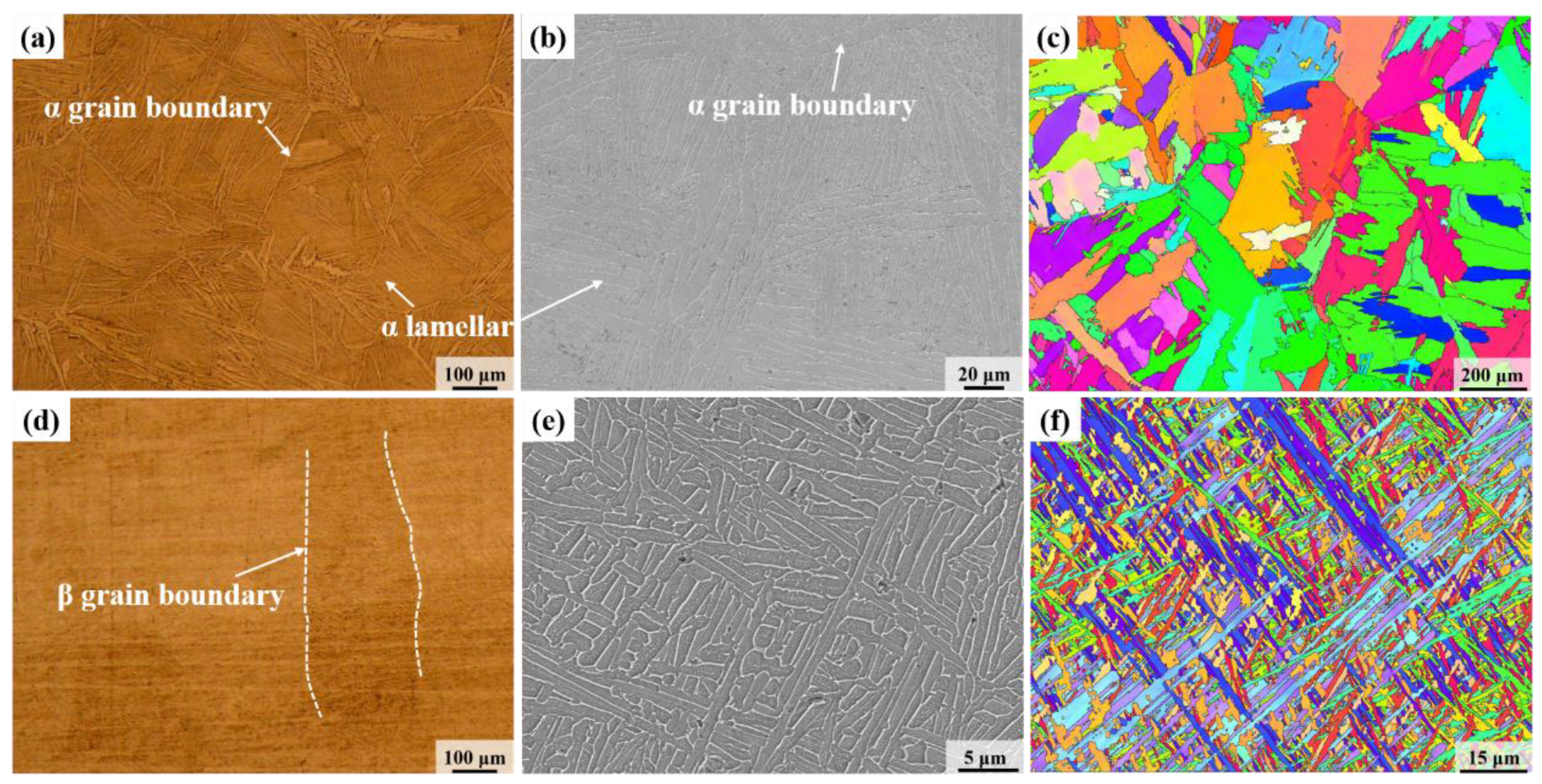
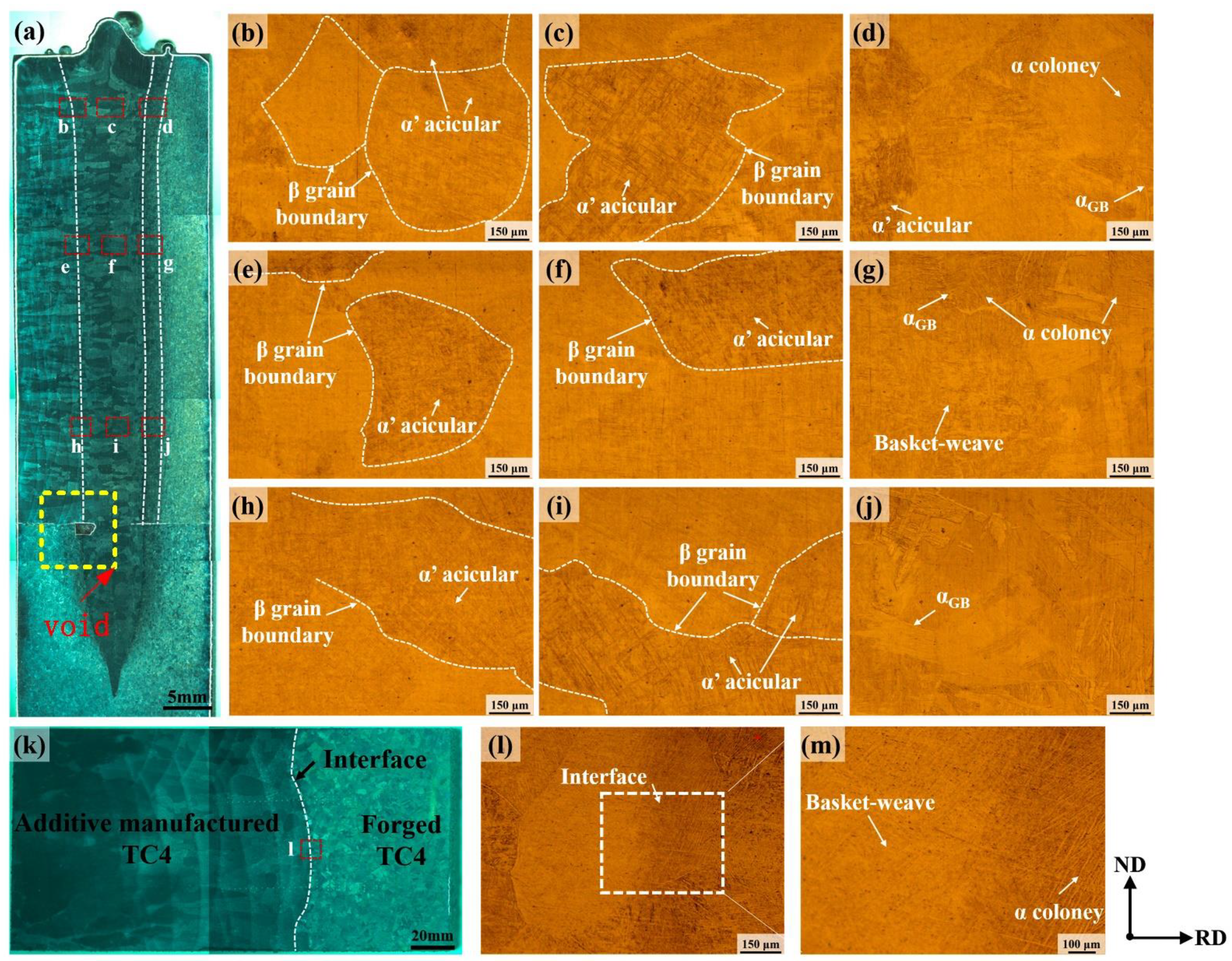
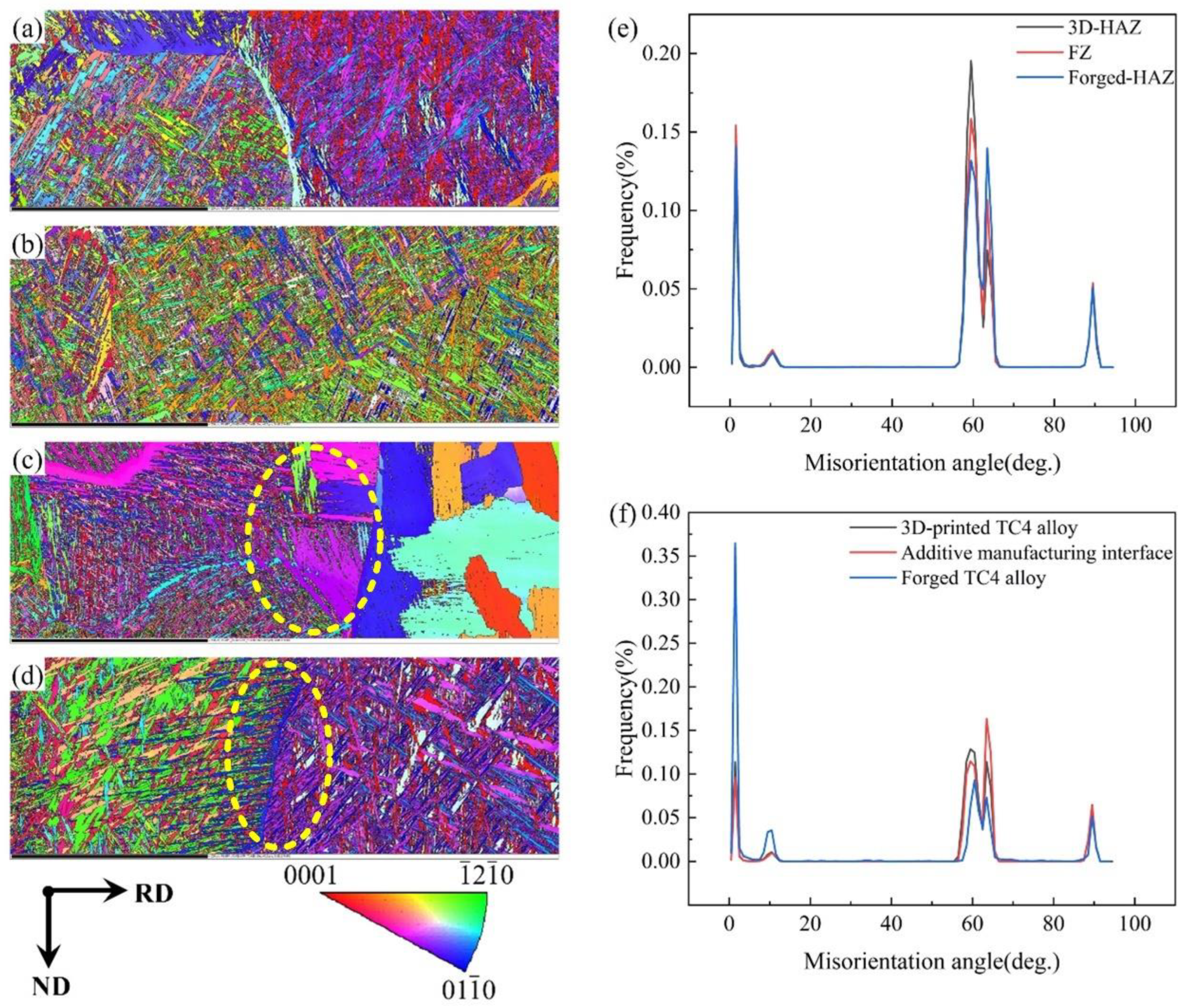
3.1. Metallographic Characterization
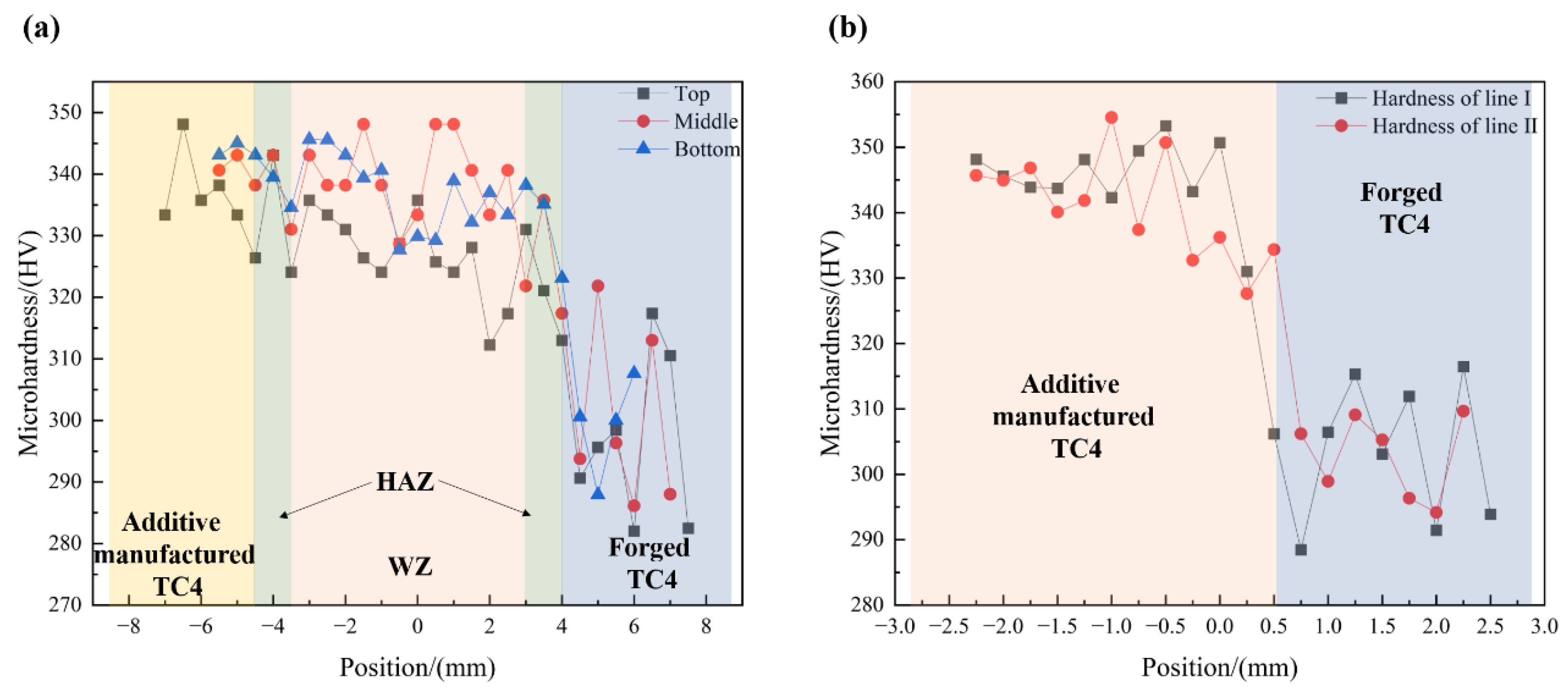
3.2. Microhardness in Different Regions of the Joint
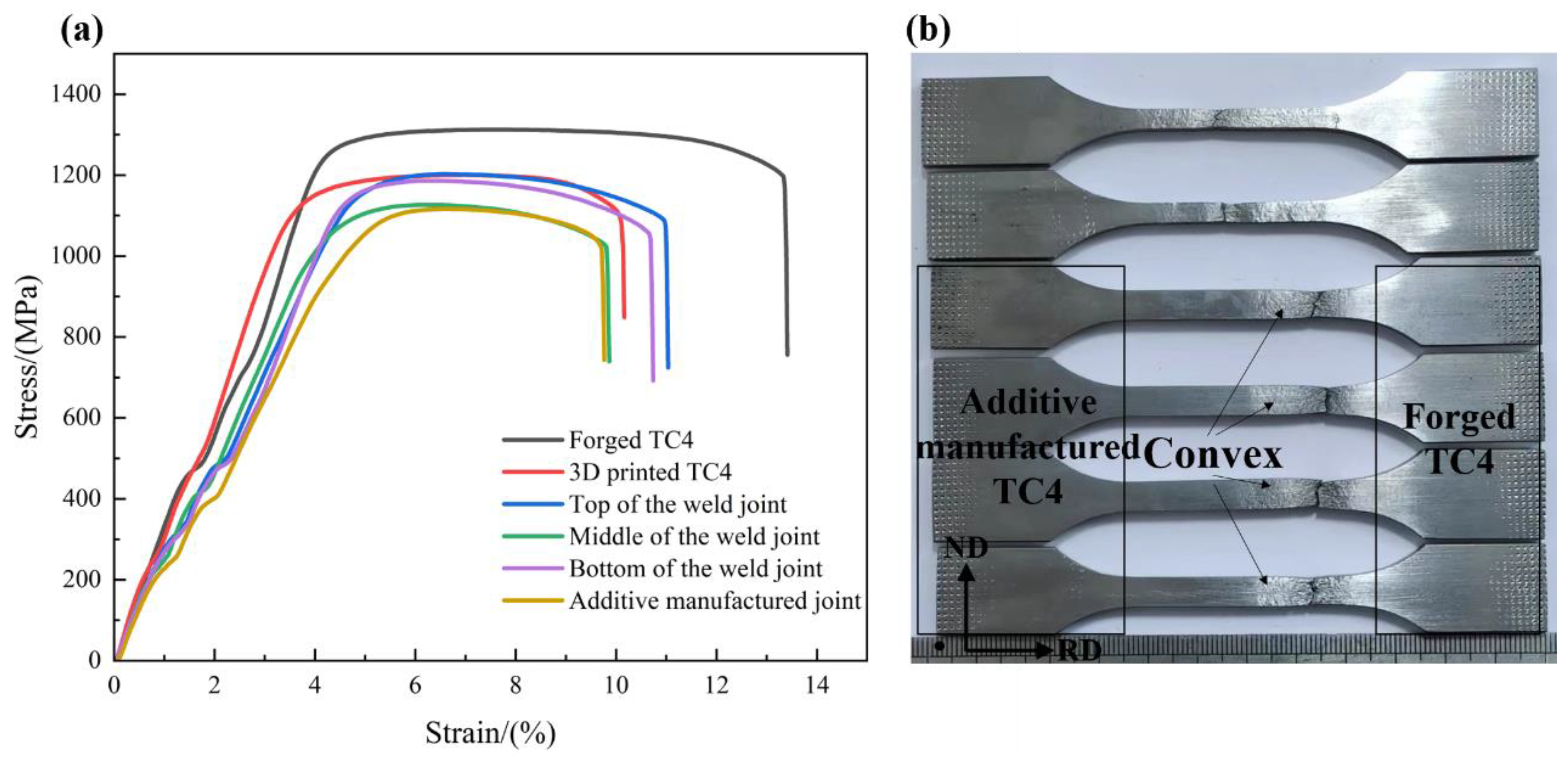
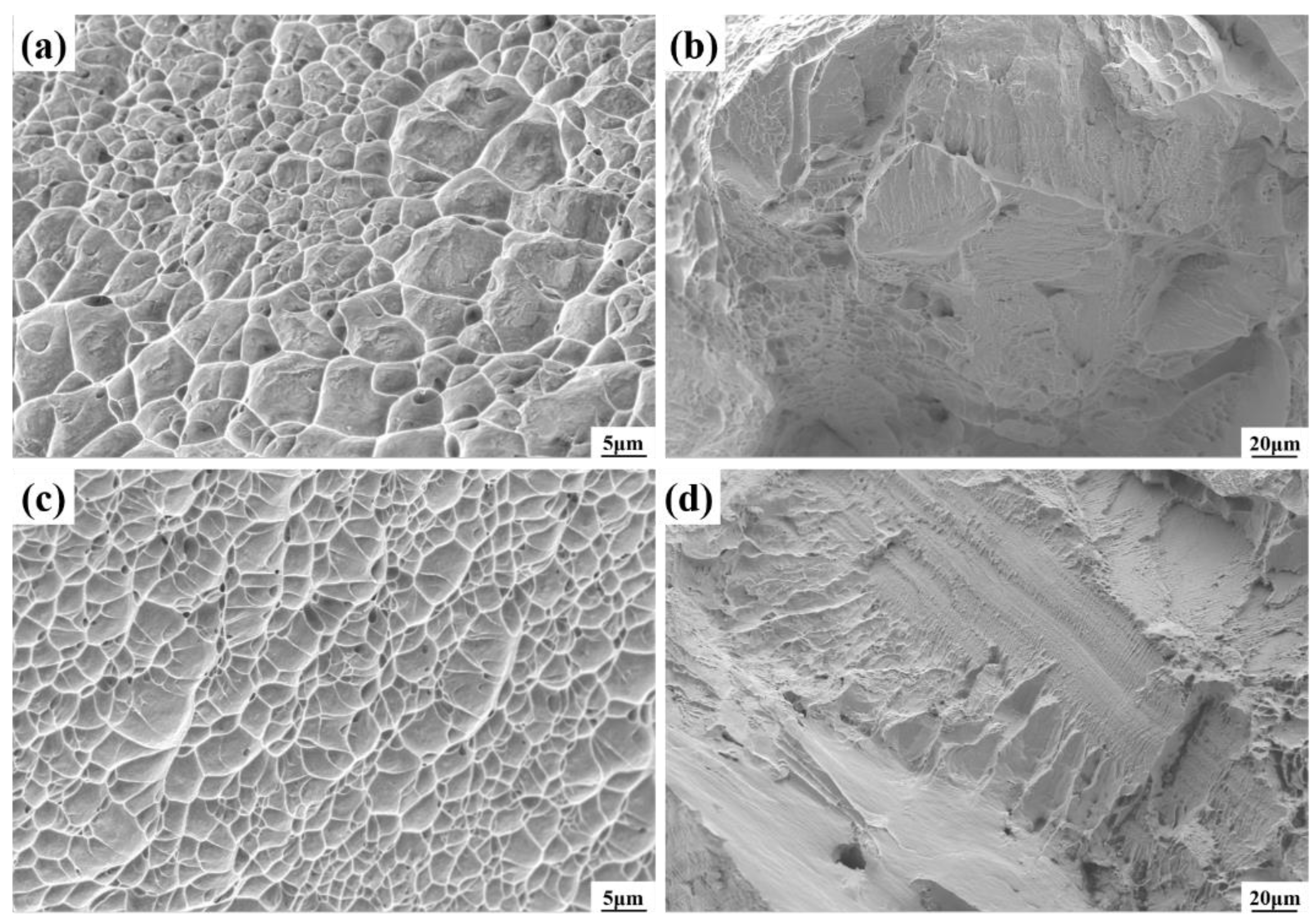
3.3. Tensile Strength and Fracture Morphology
3.4. The Effect of Interface Microstructure on Joint Strength
4. Conclusions
- (1)
- A comparison of the surface morphology between the electron beam weld joint and the additively manufactured joint revealed that the surface of the additive manufacturing joint was smoother and flatter with less spatter.
- (2)
- In the electron beam weld joint, microhardness increases progressively from the forging to the weld, accompanied by a gradual transformation in the microstructure. In contrast, the additively manufactured joint exhibits an abrupt increase in hardness from the forging to the additive section, with the microstructure undergoing a sudden change and the maximum microhardness reaching 355 HV.
- (3)
- The maximum strength of the electron beam weld joint is observed at the weld top, with a peak tensile strength of 1211 MPa. The additively manufactured joint achieves a peak tensile strength of 1123 MPa. Both joints exhibit a combination of brittle and ductile fracture modes.
- (4)
- The electron beam weld joint generates a pinning effect at the interface, which enhances the joint’s overall strength. In contrast, the additive manufacturing joint exhibits an adhesive effect near the interface, leading to reduced joint strength.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Irisarri, A.M.; Barreda, J.L.; Azpiroz, X. Influence of the filler metal on the properties of Ti-6Al-4V electron beam weldments. Part I: Welding procedures and microstructural characterization. Vacuum 2009, 84, 393–399. [Google Scholar] [CrossRef]
- Fuyang, G.; Yi, Z.; Jia, L.; Wei, Y.; Peng, J. Metallurgical and mechanical characterization of pure titanium thick welds made using laser narrow gap welding process. J. Mater. Eng. Perform. 2021, 30, 8859–8871. [Google Scholar]
- Jeetendra, S.; Roy, K.; Gopal, G.; Majumdar; Dutta, J. Effect of Beam Oscillation on Microstructure and Tensile Property of Electron Beam-Welded Commercially Pure (CP) Titanium. Trans. Indian Inst. Met. 2023, 76, 465–472. [Google Scholar]
- Peng, Z.; Zhang, D.; Zhang, X. Chatter stability and precision during high-speed ultrasonic vibration cutting of a thin-walled titanium cylinder. Chin. J. Aeronaut. 2020, 33, 3535–3549. [Google Scholar] [CrossRef]
- Auwal, S.T.; Ramesh, S.; Yusof, F.; Manladan, S.M. A review on laser beam welding of titanium alloys. Int. J. Adv. Manuf. Technol. 2018, 97, 1071–1098. [Google Scholar] [CrossRef]
- Huang, X.; Jiang, Z.; Wei, P.Y.; Chen, X.P.; Huang, X.F.; Wang, L.; Wang, R.Y. Mechanical Properties of TC4 Titanium Alloy Fabricated by Wire and Arc Additive Manufacturing. J. Ship Mech. 2022, 26, 1811–1822. [Google Scholar]
- Wang, Z.; Chen, W.; Xu, J.Q.; Zhu, J.; Ma, Z.L.; Shi, J.F.; Zhou, Q. Fabrication of TC4 and Ti48Al bimetals by plasma arc additive manufacturing: Microstructure and mechanical properties. J. Mater. Res. Technol. 2024, 32, 2482–2491. [Google Scholar] [CrossRef]
- Wang, Y.J.; Huang, L.; Liu, X.; Li, J.J. Microstructure and Mechanical Properties of TC4 Alloy Formed by Additive Manufacturing Combined with Forging. Chin. J. Rare Met. 2021, 45, 897–904. [Google Scholar]
- Gao, Y.F.; Wu, C.D.; Peng, K.; Song, X.L.; Fu, Y.H.; Chen, Q.Y.; Zhang, M.B.; Wang, G.L.; Liu, J. Towards superior fatigue crack growth resistance of TC4-DT alloy by in-situ rolled wire-arc additive manufacturing. J. Mater. Res. Technol. 2021, 15, 1395–1407. [Google Scholar] [CrossRef]
- Li, B.; Tian, Y.; Wen, F.; Qiao, H.; Liu, Y. Application of 3D Printing Technology in Titanium Alloy Casting Production. Spec. Cast. Nonferrous Alloys 2021, 41, 1144–1147. [Google Scholar]
- Li, X.; Gong, Y.; Liu, S.; Shi, K.; Liu, H.; Li, C. Current Development and Prospects for Titanium Alloy Powder Metallurgy Hot Isostatic Pressing Technology. Foundry 2020, 69, 335–341. [Google Scholar]
- Lin, X.; Huang, W. Laser additive manufacturing of high-performance metal components. Sci. Sin. Inf. 2015, 45, 1111–1126. [Google Scholar]
- Dolev, O.; Osovski, S.; Shirizly, A. Ti-6Al-4V hybrid structure mechanical properties—Wrought and additive manufactured powder-bed material. Addit. Manuf. 2021, 37, 101657. [Google Scholar] [CrossRef]
- Du, Z.; Li, W.; Liu, J.; Suo, H.; Wang, Q. Study on the uniformity of structure and mechanical properties of TC4-DT alloy deposited by CMT process. Acta Metall. 2020, 56, 1667–1680. [Google Scholar]
- Wang, S.; Wu, X. Investigation on the microstructure and mechanical properties of Ti–6Al–4V alloy joints with electron beam welding. Mater. Des. 2012, 36, 663–670. [Google Scholar] [CrossRef]
- Su, M.-L.; Li, J.-N.; Liu, K.-G.; Qi, W.-J.; Weng, F.; Zhang, Y.-B.; Li, J.-S. Mechanical property and characterization of TA1 titanium alloy sheets welded by vacuum electron beam welding. Vacuum 2019, 159, 315–318. [Google Scholar] [CrossRef]
- Wu, B.; Li, J.; Tang, Z. Study on the Electron Beam Welding Process of ZTC4 Titanium Alloy. Rare Met. Mater. Eng. 2014, 43, 786–790. [Google Scholar] [CrossRef]
- Yang, G.; Wang, B.; Qin, L.; Li, C.; Wang, C. Microstructure and Properties of TC4 Titanium Alloy by Laser Deposition and Wire & Arc Additive Manufacturing. Chin. J. Rare Met. 2018, 42, 903–908. [Google Scholar]
- Yan, X.Y.; Liu, D.; Yuan, C.; Zhou, C.B.; Wan, M.P.; Huang, C.W. Tailoring the mechanical performance of electron beam melting fabricated TC4 alloy via post-heat treatment. Mater. Today Commun. 2024, 41, 110500. [Google Scholar] [CrossRef]
- Su, R.; Li, H.Z.; Wang, D.R.; Guo, J.Q.; Wang, C.W.; Li, Z.R.; Zeng, H.; Sun, Z.T.; Chen, H. Effect of three-stage heat treatment on mechanical properties and micro-deformation mechanism of TC4 titanium alloy welded joint. J. Mater. Res. Technol. 2024, 30, 6753–6770. [Google Scholar] [CrossRef]
- Zhang, Y.; Ding, L.; Valerii, B.; Sergii, A.; Khaskin, V.; Zeng, C.; Liang, X. Microstructure Evolution and Mechanical Properties of Electron Beam Welded Joint of Thick Plate TC4 Titanium Alloy. Electr. Weld. Mach. 2022, 52, 87–92. [Google Scholar]
- Xu, H.J.; Yin, L.X.; Li, J.W.; Xie, M. Microstructures and properties of TC4 alloy joints welded by the electron beam welding. Trans. China Weld. Inst. 2005, 11, 43–46. [Google Scholar]
- Sridharan, N.; Chaudhary, A.; Nandwana, P. Texture evolution during laser direct metal deposition of Ti-6Al-4V. JOM 2016, 68, 772–777. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Connection Methods | Machine Setting | Parameters |
|---|---|---|
| Electron beam welding | Accelerating voltage (kV) | 150 |
| Focus current (mA) | 2100~2200 | |
| Beam current (mA) | 120~150 | |
| Welding speed (mm/s) | 6~8 | |
| Scanning pattern | Circle | |
| Scanning frequency (Hz) | 500 | |
| Laser deposition | Laser cladding power (W) | 3600~3900 |
| Scanning speed (mm/min) | 900~1100 | |
| Spot diameter (mm) | 6~6.5 | |
| Powder feed rate (g/min) | 25~30 |
| Zone | Tensile Strength (MPa) | Elongation (%) |
|---|---|---|
| Forged TC4 | 1314 | 23.805 |
| Additive-manufactured TC4 | 1242 | 22.5 |
| Top | 1211 | 7.8 |
| Middle | 1165 | 7.3 |
| Bottom | 1183 | 7.6 |
| Additive manufacturing joint | 1123 | 5.9 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, P.; Li, F.; Zhu, Z.; Chen, H. Comparison of Interfaces Between In Situ Laser Beam Deposition Forming and Electron Beam Welding for Thick-Walled Titanium Alloy Structures. Micromachines 2024, 15, 1383. https://doi.org/10.3390/mi15111383
Yang P, Li F, Zhu Z, Chen H. Comparison of Interfaces Between In Situ Laser Beam Deposition Forming and Electron Beam Welding for Thick-Walled Titanium Alloy Structures. Micromachines. 2024; 15(11):1383. https://doi.org/10.3390/mi15111383
Chicago/Turabian StyleYang, Pingchuan, Fei Li, Zongtao Zhu, and Hui Chen. 2024. "Comparison of Interfaces Between In Situ Laser Beam Deposition Forming and Electron Beam Welding for Thick-Walled Titanium Alloy Structures" Micromachines 15, no. 11: 1383. https://doi.org/10.3390/mi15111383
APA StyleYang, P., Li, F., Zhu, Z., & Chen, H. (2024). Comparison of Interfaces Between In Situ Laser Beam Deposition Forming and Electron Beam Welding for Thick-Walled Titanium Alloy Structures. Micromachines, 15(11), 1383. https://doi.org/10.3390/mi15111383