
Bulge-Free and Homogeneous Metal Line Jet Printing with StarJet Technology
 , and
, and
Abstract
:1. Introduction
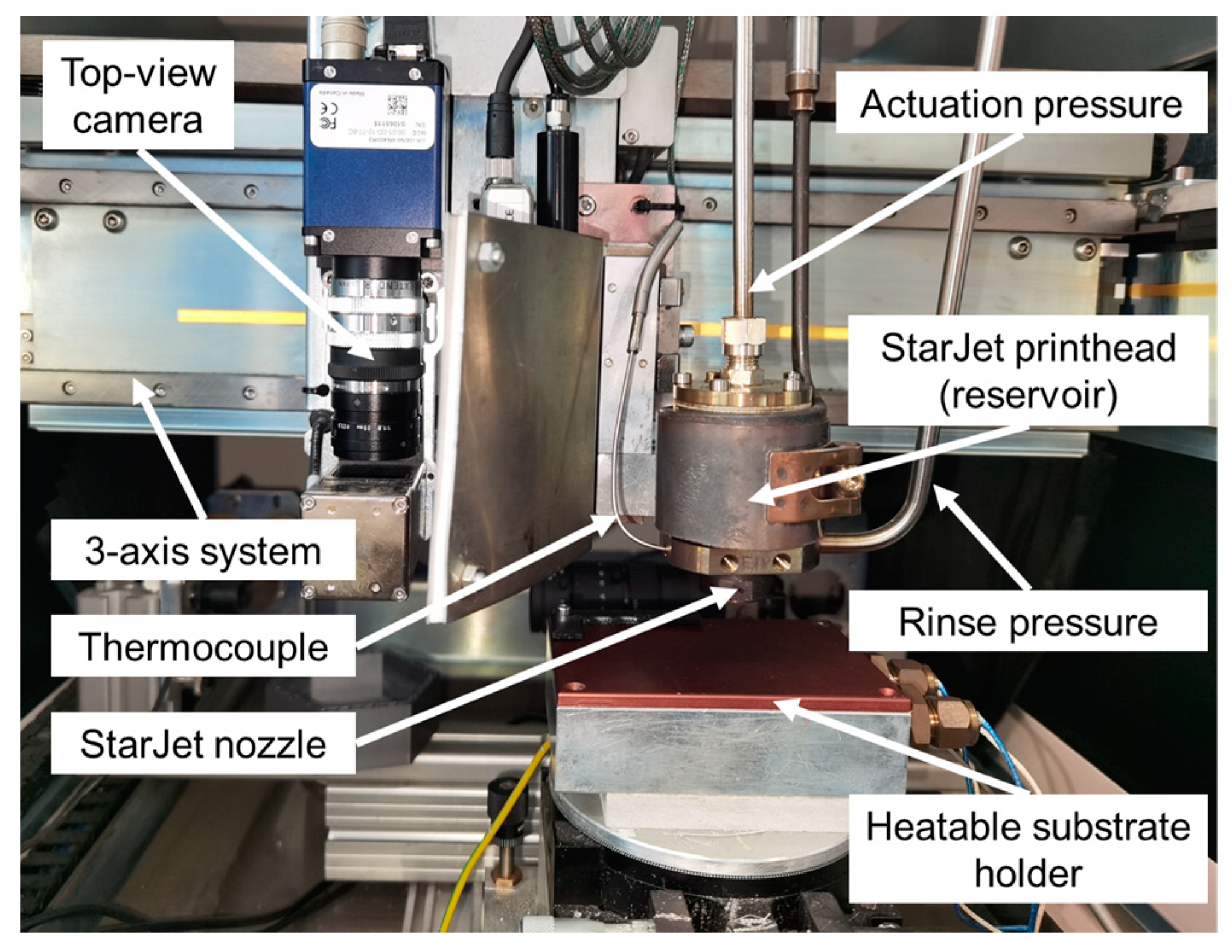
2. Materials and Methods
3. Results
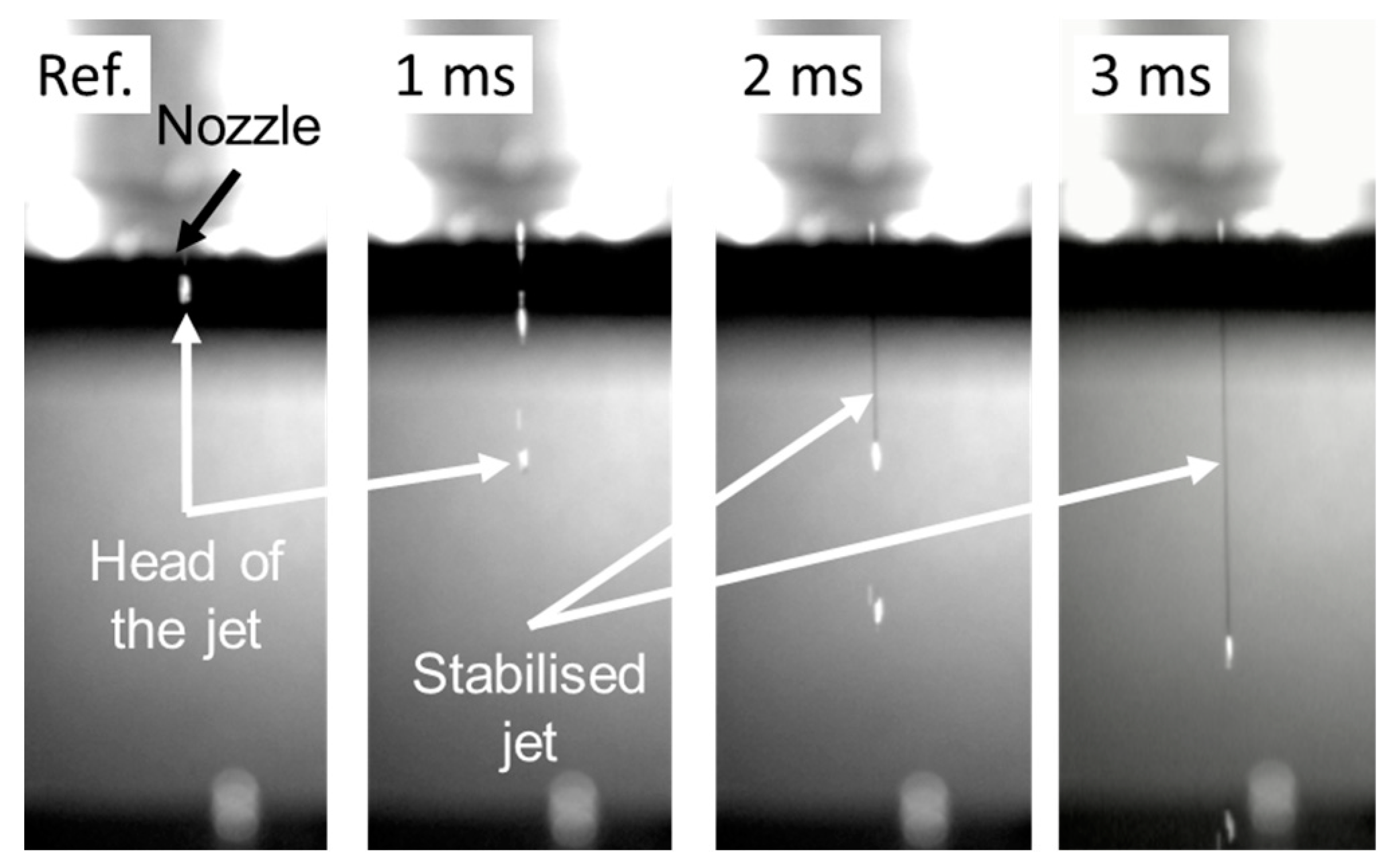
3.1. Molten Metal Jet Generation
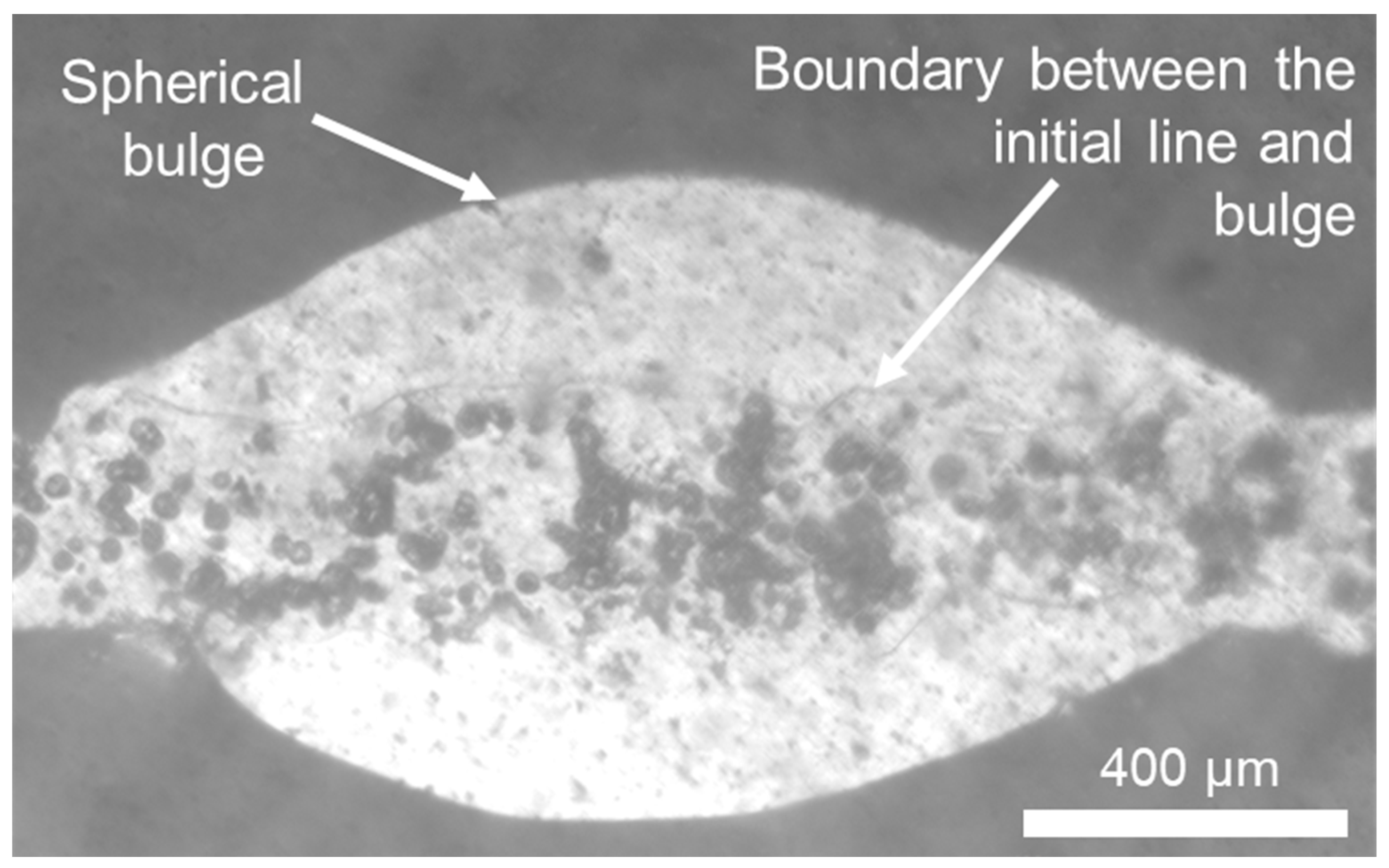
3.2. Printing Speed and Spherical Bulging (TC-A)
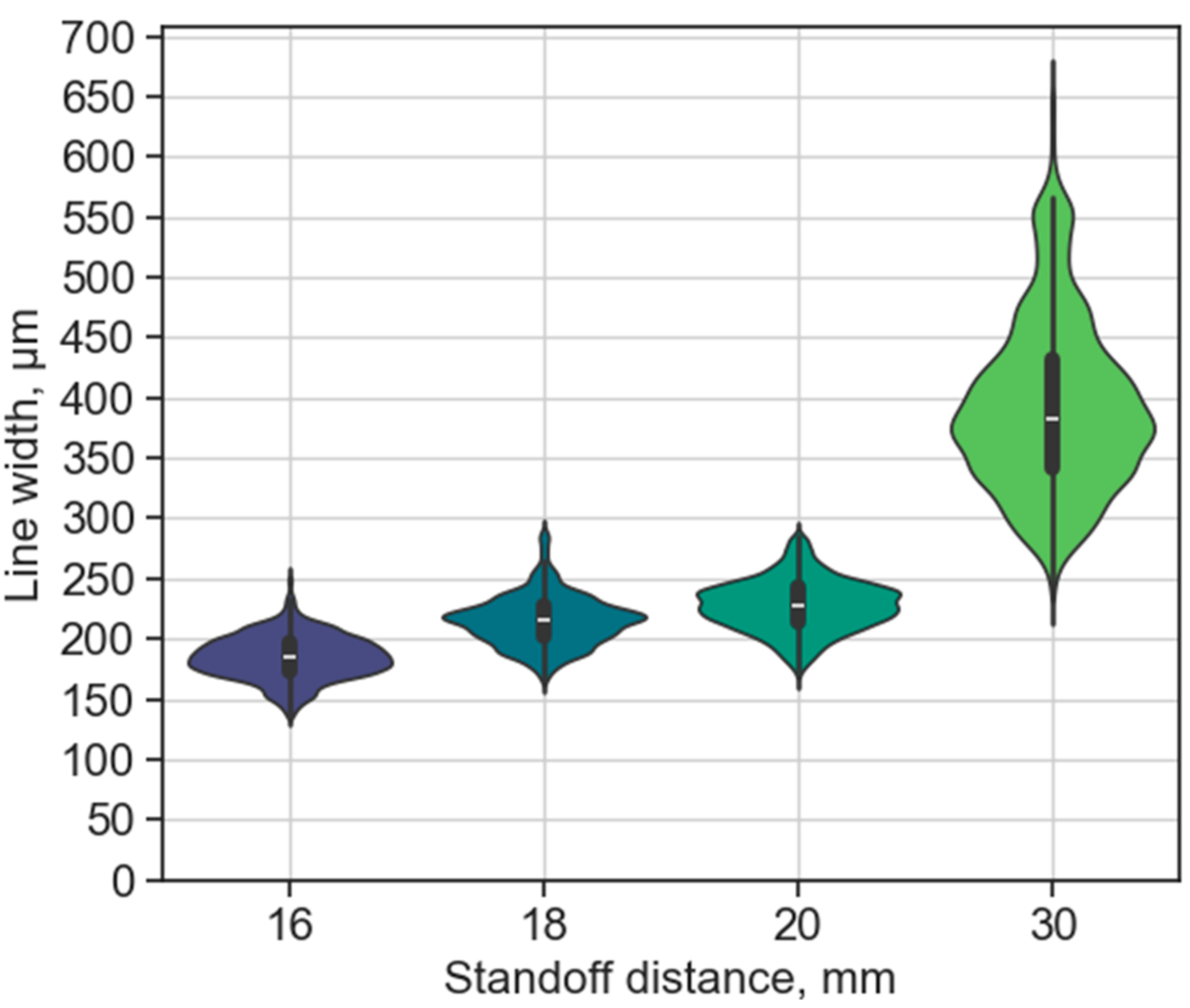
3.3. Standoff Distance (TC-B)
3.4. Reservoir Temperature (TC-C)
3.5. Substrate Temperature (TC-D)
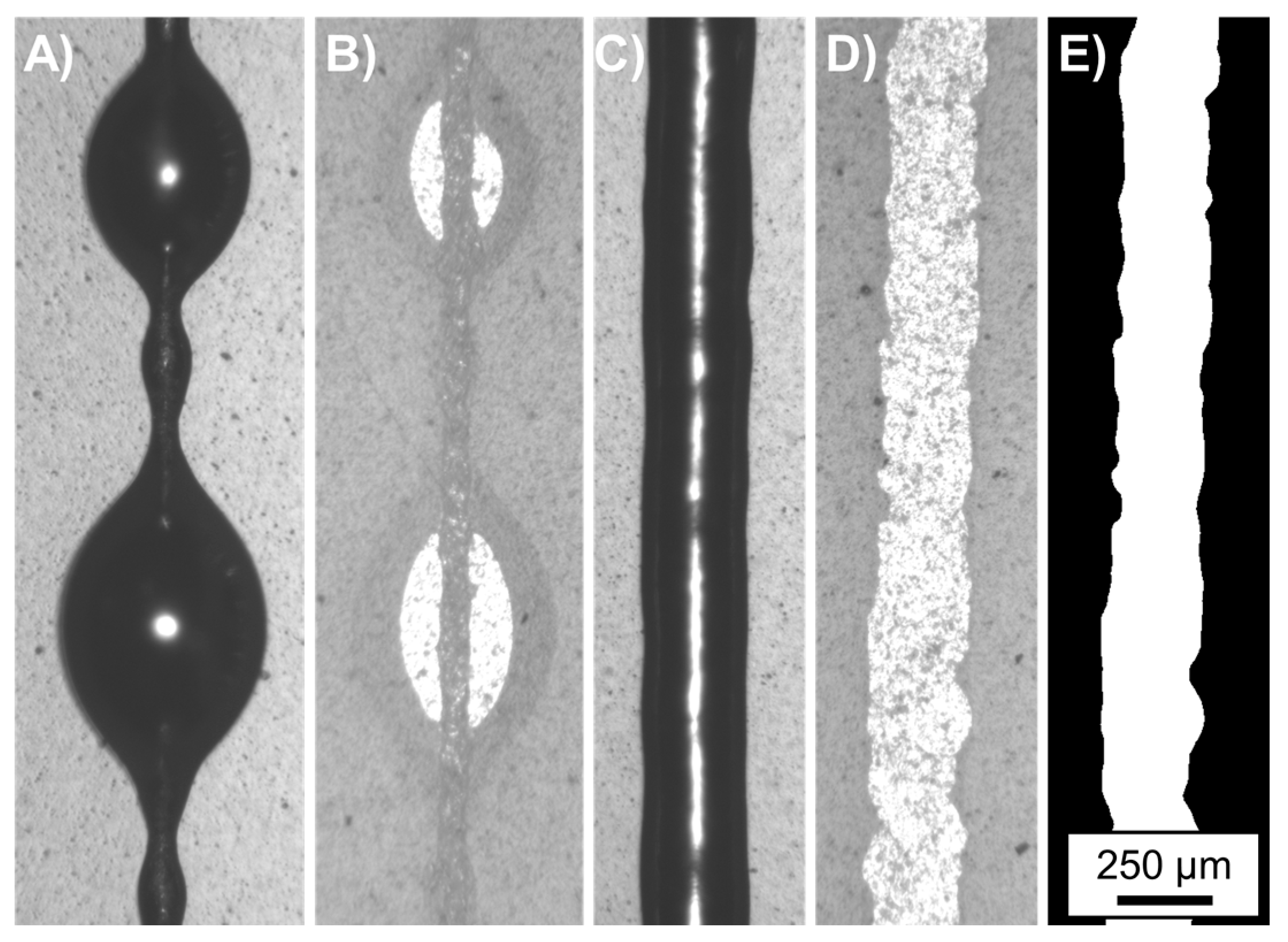
3.6. Printing on Different Rough Substrate Materials
4. Conclusions
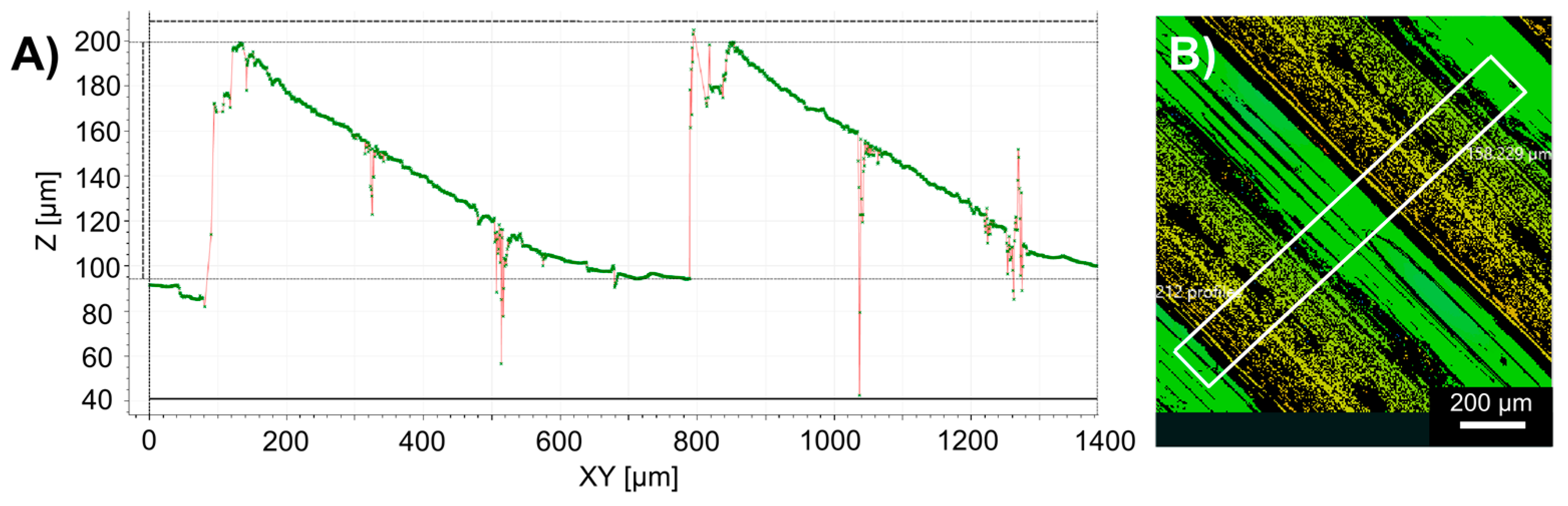
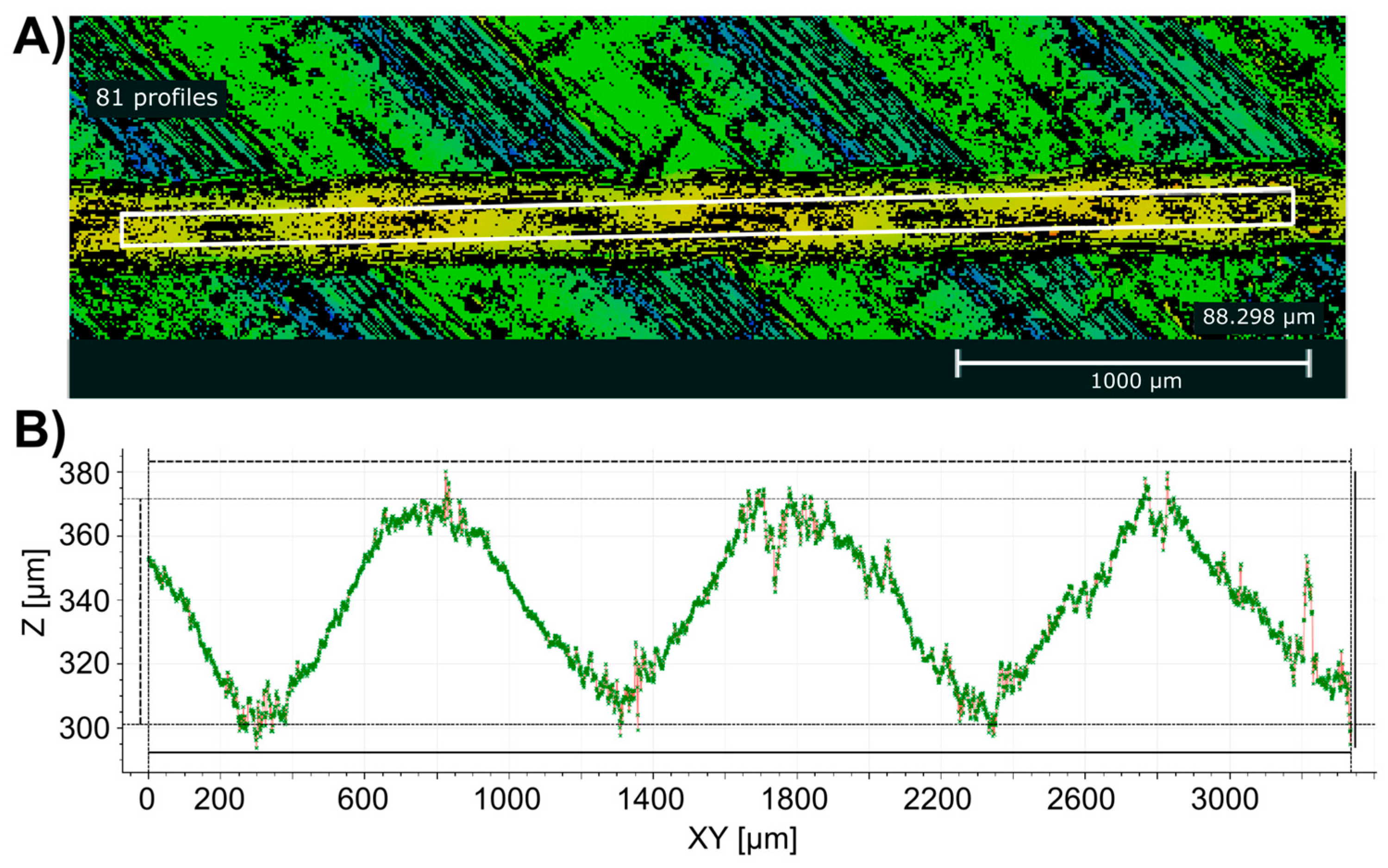
- The bulges in the printing lines grow after the liquid front passes its location, pointing towards a probable correlation with the internal pressure of the molten metal. The bulging behaviour remained for all the test cases in the investigated printing velocity range from 30 mm/s to 120 mm/s, with a 12 mm standoff distance.
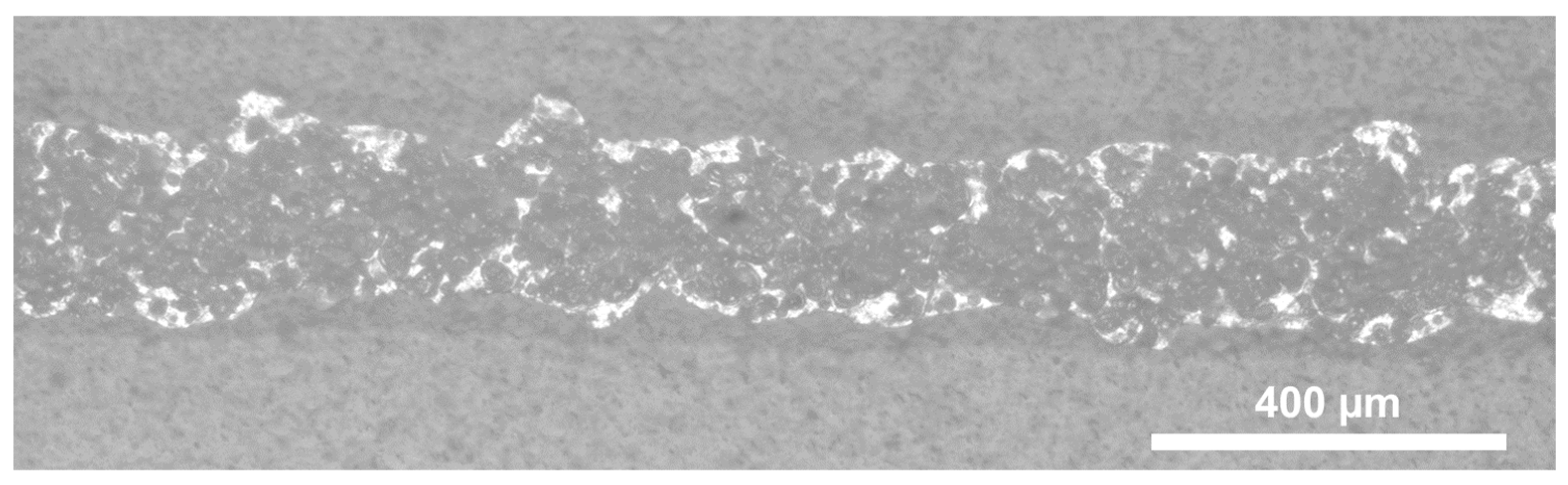
- The standoff distance is the critical parameter for line uniformity. Excessive distances can result in splashing behaviour where the lines are characterised by a higher width and non-uniformity.
- Closer standoff distance induce bulging of the lines. A uniform, bulge-free line can be realised on a PET sheet from the standoff distance of 16 mm for a reservoir temperature of 330 °C. The bulge-free standoff distance could be further reduced to 12 mm in the case of 400 °C elevated reservoir temperature.
- A standoff distance of 20 mm is recommended to realise bulge-free lines and avoid the splashing effect of the solder in the case of excessive distances.
- Substrate temperature and reservoir temperature have limited influence on line uniformity, but only induce slight linewidth deviation.
- The bulge-free metal lines can be printed from a metal jet via StarJet on rough polymer substrates from multiple materials (PETG, PA-GF, TPU, and PLA) using the optimised printing parameters from this study on PET sheets.
- Nevertheless, the elevated surface roughness posed challenges in the case of PA-GF and TPU materials, potentially causing disruptions in the metal line, such as necking or open connections at the edge between the printed polymer lines. The same parameter set also achieved a metal-on-metal structure with a high aspect ratio.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Corzo, D.; Tostado-Blázquez, G.; Baran, D. Flexible Electronics: Status, Challenges and Opportunities. Front. Electron. 2020, 1, 594003. [Google Scholar] [CrossRef]
- Javaid, M.; Haleem, A. Industry 4.0 applications in medical field: A brief review. Curr. Med. Res. Pract. 2019, 9, 102–109. [Google Scholar] [CrossRef]
- Binyamin, S.S.; Hoque, M.R. Understanding the Drivers of Wearable Health Monitoring Technology: An Extension of the Unified Theory of Acceptance and Use of Technology. Sustainability 2020, 12, 9605. [Google Scholar] [CrossRef]
- Gao, W.; Ota, H.; Kiriya, D.; Takei, K.; Javey, A. Flexible Electronics toward Wearable Sensing. Acc. Chem. Res. 2019, 52, 523–533. [Google Scholar] [CrossRef]
- Khan, S.; Ali, S.; Bermak, A. Recent Developments in Printing Flexible and Wearable Sensing Electronics for Healthcare Applications. Sensors 2019, 19, 1230. [Google Scholar] [CrossRef]
- Tavakoli, M.; Lopes, P.A.; Hajalilou, A.; Silva, A.F.; Carneiro, M.R.; Carvalheiro, J.; Pereira, J.M.; de Almeida, A.T. 3R Electronics: Scalable Fabrication of Resilient, Repairable, and Recyclable Soft-Matter Electronics. Adv. Mater. 2022, 34, 2203266. [Google Scholar] [CrossRef]
- Farkas, C.; Gál, L.; Csiszár, A.; Grennerat, V.; Jeannin, P.-O.; Xavier, P.; Rigler, D.; Krammer, O.; Plachy, Z.; Dusek, K.; et al. Sustainable printed circuit board substrates based on flame-retarded PLA/flax composites to reduce environmental load of electronics: Quality, reliability, degradation and application tests. Sustain. Mater. Technol. 2024, 40, e00902. [Google Scholar] [CrossRef]
- Chen, S.; Wu, Z.; Chu, C.; Ni, Y.; Neisiany, R.E.; You, Z. Biodegradable Elastomers and Gels for Elastic Electronics. Adv. Sci. 2022, 9, 2105146. [Google Scholar] [CrossRef]
- Chiong, J.A.; Tran, H.; Lin, Y.; Zheng, Y.; Bao, Z. Integrating Emerging Polymer Chemistries for the Advancement of Recyclable, Biodegradable, and Biocompatible Electronics. Adv. Sci. 2021, 8, 2101233. [Google Scholar] [CrossRef]
- Marques, A.C.; Cabrera, J.-M.; de Fraga Malfatti, C. Printed circuit boards: A review on the perspective of sustainability. J. Environ. Manag. 2013, 131, 298–306. [Google Scholar] [CrossRef]
- JS-A102A Silver Nanoparticle Ink. NovaCentrix. Available online: https://www.novacentrix.com/product/js-a102a-silver-nanoparticles/ (accessed on 24 April 2024).
- Kao, Z.-K.; Hung, Y.-H.; Liao, Y.-C. Formation of conductive silver films via inkjet reaction system. J. Mater. Chem. 2011, 21, 18799. [Google Scholar] [CrossRef]
- Perelaer, J.; Smith, P.J.; Mager, D.; Soltman, D.; Volkman, S.K.; Subramanian, V.; Korvink, J.G.; Schubert, U.S. Printed electronics: The challenges involved in printing devices, interconnects, and contacts based on inorganic materials. J. Mater. Chem. 2010, 20, 8446. [Google Scholar] [CrossRef]
- Perelaer, J.; Abbel, R.; Wünscher, S.; Jani, R.; Van Lammeren, T.; Schubert, U.S. Roll-to-Roll Compatible Sintering of Inkjet Printed Features by Photonic and Microwave Exposure: From Non-Conductive Ink to 40% Bulk Silver Conductivity in Less Than 15 Seconds. Adv. Mater. 2012, 24, 2620–2625. [Google Scholar] [CrossRef]
- Du, X.; Zhong, Y.; Kang, G.; Jiang, J.; Wang, X.; Li, W.; Zheng, G. Low-Temperature Self-Stacking Ink for Electrohydrodynamic Direct Writing. ACS Appl. Polym. Mater. 2023, 5, 5314–5321. [Google Scholar] [CrossRef]
- Hirman, M.; Steiner, F. A comparison of the shear strength of conductive adhesives and soldering alloys. In Proceedings of the 2015 38th International Spring Seminar on Electronics Technology (ISSE), Eger, Hungary, 6–10 May 2015; IEEE: Piscataway, NJ, USA, 2015; pp. 167–172. [Google Scholar] [CrossRef]
- Jager, J.; Buschkamp, S.; Werum, K.; Glaser, K.; Grozinger, T.; Eberhardt, W.; Zimmermann, A. Contacting Inkjet-Printed Silver Structures and SMD by ICA and Solder. IEEE Trans. Compon. Packag. Manuf. Technol. 2022, 12, 1232–1240. [Google Scholar] [CrossRef]
- Ermantraut, E.; Zimmermann, A.; Muller, H.; Wolf, M.; Eberhardt, W.; Ninz, P.; Kern, F.; Gadow, R. Laser Induced Selective Metallization of 3D Ceramic Interconnect Devices. In Proceedings of the 2018 13th International Congress Molded Interconnect Devices (MID), Würzburg, Germany, 25–26 September 2018; pp. 1–5. [Google Scholar] [CrossRef]
- Sukhotskiy, V.; Karampelas, I.H.; Garg, G.; Verma, A.; Tong, M.; Vader, S.; Vader, Z.; Furlani, E.P. Magnetohydrodynamic Drop-on-Demand Liquid Metal 3D Printing. 2017. Available online: https://hdl.handle.net/2152/89984 (accessed on 26 March 2024).
- Neumann, T.V.; Dickey, M.D. Liquid Metal Direct Write and 3D Printing: A Review. Adv. Mater. Technol. 2020, 5, 2000070. [Google Scholar] [CrossRef]
- Jiang, J.; Chen, X.; Mei, Z.; Chen, H.; Chen, J.; Wang, X.; Li, S.; Zhang, R.; Zheng, G.; Li, W. Review of Droplet Printing Technologies for Flexible Electronic Devices: Materials, Control, and Applications. Micromachines 2024, 15, 333. [Google Scholar] [CrossRef]
- Shu, Z.; Gerdes, B.; Fechtig, M.; Riegger, L.; Zengerle, R.; Koltay, P. Direct Printing of Conductive Metal Lines from Molten Solder Jets via StarJet Technology on Thin, Flexible Polymer Substrates. NIP Digit. Fabr. Conf. 2018, 2018, 72–75. [Google Scholar] [CrossRef]
- Lotdrähte & Lotpasten|Almit. Available online: https://www.almit.de/lotbarren-und-massivdraht.htm (accessed on 24 April 2024).
- ValCUN. Available online: https://www.valcun.be/ (accessed on 24 April 2024).
- Zakel, E.; Titerle, L.; Oppert, T.; Blankenhorn, R.G. High Speed Laser Solder Jetting Technology for Optoelectronics and MEMS Packaging. Available online: https://www.researchgate.net/profile/Thomas-Oppert/publication/228938320_High_Speed_Laser_Solder_Jetting_Technology_for_Optoelectronics_and_MEMS_Packaging/links/54240a950cf26120b7a71387/High-Speed-Laser-Solder-Jetting-Technology-for-Optoelectronics-and-MEMS-Packaging.pdf (accessed on 24 April 2024).
- Beckert, E.; Burkhardt, T.; Eberhardt, R.; Tünnermann, A. Solder Bumping—A Flexible Joining Approach for the Precision Assembly of Optoelectronical Systems. In Micro-Assembly Technologies and Applications; Ratchev, S., Koelemeijer, S., Eds.; Springer: Boston, MA, USA, 2008; pp. 139–147. [Google Scholar] [CrossRef]
- Aziz, S.D.; Chandra, S. Impact, recoil and splashing of molten metal droplets. Int. J. Heat. Mass. Transf. 2000, 43, 2841–2857. [Google Scholar] [CrossRef]
- Wang, C.-H.; Tsai, H.-L.; Wu, Y.-C.; Hwang, W.-S. Investigation of molten metal droplet deposition and solidification for 3D printing techniques. J. Micromech. Microeng. 2016, 26, 095012. [Google Scholar] [CrossRef]
- Yi, H.; Wang, Z.; Cao, H.; Liu, M.; Li, J. Metal Droplet Deposition: From Foundation to Engineering Manufacturing. Adv. Eng. Mater. 2023, 25, 2201003. [Google Scholar] [CrossRef]
- Huang, J.; Qi, L.; Luo, J.; Wang, Q. A study on the solidification shapes of molten metal droplet impacting at low weber number. Phys. Fluids 2023, 35, 092102. [Google Scholar] [CrossRef]
- Visser, C.W.; Pohl, R.; Sun, C.; Römer, G.-W.; Huis in ‘t Veld, B.; Lohse, D. Toward 3D Printing of Pure Metals by Laser-Induced Forward Transfer. Adv. Mater. 2015, 27, 4087–4092. [Google Scholar] [CrossRef]
- Pohl, R.; Visser, C.W.; Römer, G.-W.; Lohse, D.; Sun, C.; Veld, B.H.I. Ejection Regimes in Picosecond Laser-Induced Forward Transfer of Metals. Phys. Rev. Appl. 2015, 3, 024001. [Google Scholar] [CrossRef]
- Schiaffino, S.; Sonin, A.A. Molten droplet deposition and solidification at low Weber numbers. Phys. Fluids 1997, 9, 3172–3187. [Google Scholar] [CrossRef]
- Soltman, D.; Subramanian, V. Inkjet-Printed Line Morphologies and Temperature Control of the Coffee Ring Effect. Langmuir 2008, 24, 2224–2231. [Google Scholar] [CrossRef]
- Stringer, J.; Derby, B. Limits to feature size and resolution in ink jet printing. J. Eur. Ceram. Soc. 2009, 29, 913–918. [Google Scholar] [CrossRef]
- Yang, J.; Zheng, F.; Derby, B. Stability of Lines with Zero Receding Contact Angle Produced by Inkjet Printing at Small Drop Volume. Langmuir 2021, 37, 26–34. [Google Scholar] [CrossRef]
- Moon, Y.J.; Kang, H.; Lee, S.H.; Kang, K.; Cho, Y.J.; Hwang, J.Y.; Moon, S.J. Effect of contact angle and drop spacing on the bulging frequency of inkjet-printed silver lines on FC-coated glass. J. Mech. Sci. Technol. 2014, 28, 1441–1448. [Google Scholar] [CrossRef]
- Duineveld, P.C. The stability of ink-jet printed lines of liquid with zero receding contact angle on a homogeneous substrate. J. Fluid Mech. 2003, 477, 175–200. [Google Scholar] [CrossRef]
- Dang, M.C.; Dang, T.M.D.; Fribourg-Blanc, E. Silver nanoparticles ink synthesis for conductive patterns fabrication using inkjet printing technology. Adv. Nat. Sci. Nanosci. Nanotechnol. 2014, 6, 015003. [Google Scholar] [CrossRef]
- Rajan, K.; Roppolo, I.; Chiappone, A.; Bocchini, S.; Perrone, D.; Chiolerio, A. Silver nanoparticle ink technology: State of the art. Nanotechnol. Sci. Appl. 2016, 9, 1–13. [Google Scholar] [CrossRef]
- He, B.; Yang, S.; Qin, Z.; Wen, B.; Zhang, C. The roles of wettability and surface tension in droplet formation during inkjet printing. Sci. Rep. 2017, 7, 11841. [Google Scholar] [CrossRef]
- M’chaar, R.; Sabbar, A.; El Moudane, M. Temperature dependences of surface tension, density and viscosity study of Sn-Ag-Cu with Bi additions using theoretical models. Sci. Rep. 2019, 9, 14177. [Google Scholar] [CrossRef]
- Huang, B.; Dasgupta, A.; Lee, N. Effect of SnAgCu composition on soldering performance. Solder. Surf. Mt. Technol. 2005, 17, 9–19. [Google Scholar] [CrossRef]
- Gonçalves, C.; Leitão, H.; Lau, C.S.; Teixeira, J.C.; Ribas, L.; Teixeira, S.; Cerqueira, M.F.; Macedo, F.; Soares, D. Wetting behaviour of SAC305 solder on different substrates in high vacuum and inert atmosphere. J. Mater. Sci. Mater. Electron. 2015, 26, 5106–5112. [Google Scholar] [CrossRef]
- Shu, Z.; Fechtig, M.; Lombeck, F.; Breitwieser, M.; Zengerle, R.; Koltay, P. Direct Drop-on-Demand Printing of Molten Solder Bumps on ENIG Finishing at Ambient Conditions through StarJet Technology. IEEE Access 2020, 8, 210225–210233. [Google Scholar] [CrossRef]
- Géczy, A.; Csiszar, A.; Xavier, P.; Corrao, N.; Rauly, D.; Kovacs, R.; Feher, A.E.; Rozs, E.; Gal, L. Thermal and RF Characterization of Novel PLA/Flax Based Biodegradable Printed Circuit Boards. In Proceedings of the 2022 IEEE 24th Electronics Packaging Technology Conference (EPTC), Singapore, 7–9 December 2022; pp. 329–333. [Google Scholar] [CrossRef]
- Gerdes, B.; Breitwieser, M.; Kaltenbach, T.; Jehle, M.; Wilde, J.; Zengerle, R.; Koltay, P.; Riegger, L. Analysis of the metallic structure of microspheres produced by printing of aluminum alloys from the liquid melt. Mater. Res. Express 2018, 6, 036514. [Google Scholar] [CrossRef]
- Park, H.Y.; Kang, B.J.; Lee, D.; Oh, J.H. Control of surface wettability for inkjet printing by combining hydrophobic coating and plasma treatment. Thin Solid Films 2013, 546, 162–166. [Google Scholar] [CrossRef]
- McIlroy, C.; Harlen, O.G. Effects of drive amplitude on continuous jet break-up. Phys. Fluids 2019, 31, 064104. [Google Scholar] [CrossRef]
- Xu, C.; Zhang, Z.; Fu, J.; Huang, Y. Study of Pinch-Off Locations during Drop-on-Demand Inkjet Printing of Viscoelastic Alginate Solutions. Langmuir 2017, 33, 5037–5045. [Google Scholar] [CrossRef]
- Dobosz, A.; Gancarz, T. Reference Data for the Density, Viscosity, and Surface Tension of Liquid Al–Zn, Ag–Sn, Bi–Sn, Cu–Sn, and Sn–Zn Eutectic Alloys. J. Phys. Chem. Ref. Data 2018, 47, 013102. [Google Scholar] [CrossRef]
- CVAT. Available online: https://www.cvat.ai/ (accessed on 27 March 2024).
- Gerdes, B. StarJet Printheads for Printing Molten Solder Jets at 320 °C and Molten Aluminum Alloy Droplets at 950 °C. Doctoral Thesis, Albert-Ludwigs-Universität Freiburg, Freiburg im Breisgau, Germany, 2019. [Google Scholar] [CrossRef]
- Xiong, W.; Cheng, P. Numerical investigation of air entrapment in a molten droplet impacting and solidifying on a cold smooth substrate by 3D lattice Boltzmann method. Int. J. Heat Mass Transf. 2018, 124, 1262–1274. [Google Scholar] [CrossRef]
- Yi, H.; Qi, L.; Luo, J.; Jiang, Y.; Deng, W. Pinhole formation from liquid metal microdroplets impact on solid surfaces. Appl. Phys. Lett. 2016, 108, 041601. [Google Scholar] [CrossRef]
- Mao, T.; Kuhn, D.C.S.; Tran, H. Spread and rebound of liquid droplets upon impact on flat surfaces. AIChE J. 1997, 43, 2169–2179. [Google Scholar] [CrossRef]
- Zhang, Z.; Zhang, P. Numerical Interpretation to the Roles of Liquid Viscosity in Droplet Spreading at Small Weber Numbers. Langmuir 2019, 35, 16164–16171. [Google Scholar] [CrossRef]
- Sklyarchuk, V.; Plevachuk, Y.; Novakovic, R.; Kaban, I. Surface properties and wetting characteristics of liquid Ag–Bi–Sn alloys. Monatshefte Für Chem.-Chem. Mon. 2012, 143, 1249–1254. [Google Scholar] [CrossRef]
- Golhin, A.P.; Tonello, R.; Frisvad, J.R.; Grammatikos, S.; Strandlie, A. Surface roughness of as-printed polymers: A comprehensive review. Int. J. Adv. Manuf. Technol. 2023, 127, 987–1043. [Google Scholar] [CrossRef]
- Chaidas, D.; Kitsakis, K.; Kechagias, J.; Maropoulos, S. The impact of temperature changing on surface roughness of FFF process. IOP Conf. Ser. Mater. Sci. Eng. 2016, 161, 012033. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Dimensionless Parameter | Expression 1 |
|---|---|
| Weber number | |
| Ohnesorge number | |
| Reynolds number |
| Test Case (TC) | [mm/s] | d [mm] | Tres [°C] | Tsub [°C] |
|---|---|---|---|---|
| Printing speed (A) | 35–120 | 12 | 330 | 20 |
| Standoff distance (B) | 30 | 6–30 | 330 | 20 |
| Reservoir temperature (C) | 30 | 6–20 | 400 | 20 |
| Substrate temperature (D) | 30 | 20 | 330 | 45–110 |
| Standoff Distance [mm] | 12 | 13 | 14 | 16 | 18 | 20 |
|---|---|---|---|---|---|---|
| Average line width @ 330 °C [µm] | Bulging | 185 | 216 | 228 | ||
| Average line width @ 330 °C [µm] | Bulging | 18.1 | 20.8 | 21.4 | ||
| Average line width @ 400 °C [µm] | 139 | 165 | 136 | 196 | 188 | 184 |
| Standard deviation @ 400 °C [µm] | 18 | 20 | 18 | 23 | 32 | 30.9 |
| Substrate Temperature [°C] | 45 | 55 | 65 | 75 | 80 | 85 | 90 | 95 | 100 | 105 | 110 |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Average line width [µm] | 181 | 202 | 189 | 213 | 196 | 212 | 214 | 214 | 169 | 184 | 196 |
| Standard deviation [µm] | 13.2 | 13.2 | 14.8 | 15.5 | 13.6 | 13.0 | 16.0 | 16.0 | 25.3 | 29.0 | 18.8 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Straubinger, D.; Koltay, P.; Zengerle, R.; Kartmann, S.; Shu, Z. Bulge-Free and Homogeneous Metal Line Jet Printing with StarJet Technology. Micromachines 2024, 15, 743. https://doi.org/10.3390/mi15060743
Straubinger D, Koltay P, Zengerle R, Kartmann S, Shu Z. Bulge-Free and Homogeneous Metal Line Jet Printing with StarJet Technology. Micromachines. 2024; 15(6):743. https://doi.org/10.3390/mi15060743
Chicago/Turabian StyleStraubinger, Dániel, Peter Koltay, Roland Zengerle, Sabrina Kartmann, and Zhe Shu. 2024. "Bulge-Free and Homogeneous Metal Line Jet Printing with StarJet Technology" Micromachines 15, no. 6: 743. https://doi.org/10.3390/mi15060743