
Mechanical Properties and Interfacial Characterization of Additive-Manufactured CuZrCr/CoCrMo Multi-Metals Fabricated by Powder Bed Fusion Using Pulsed Wave Laser


Abstract
:1. Introduction
2. Materials and Methods
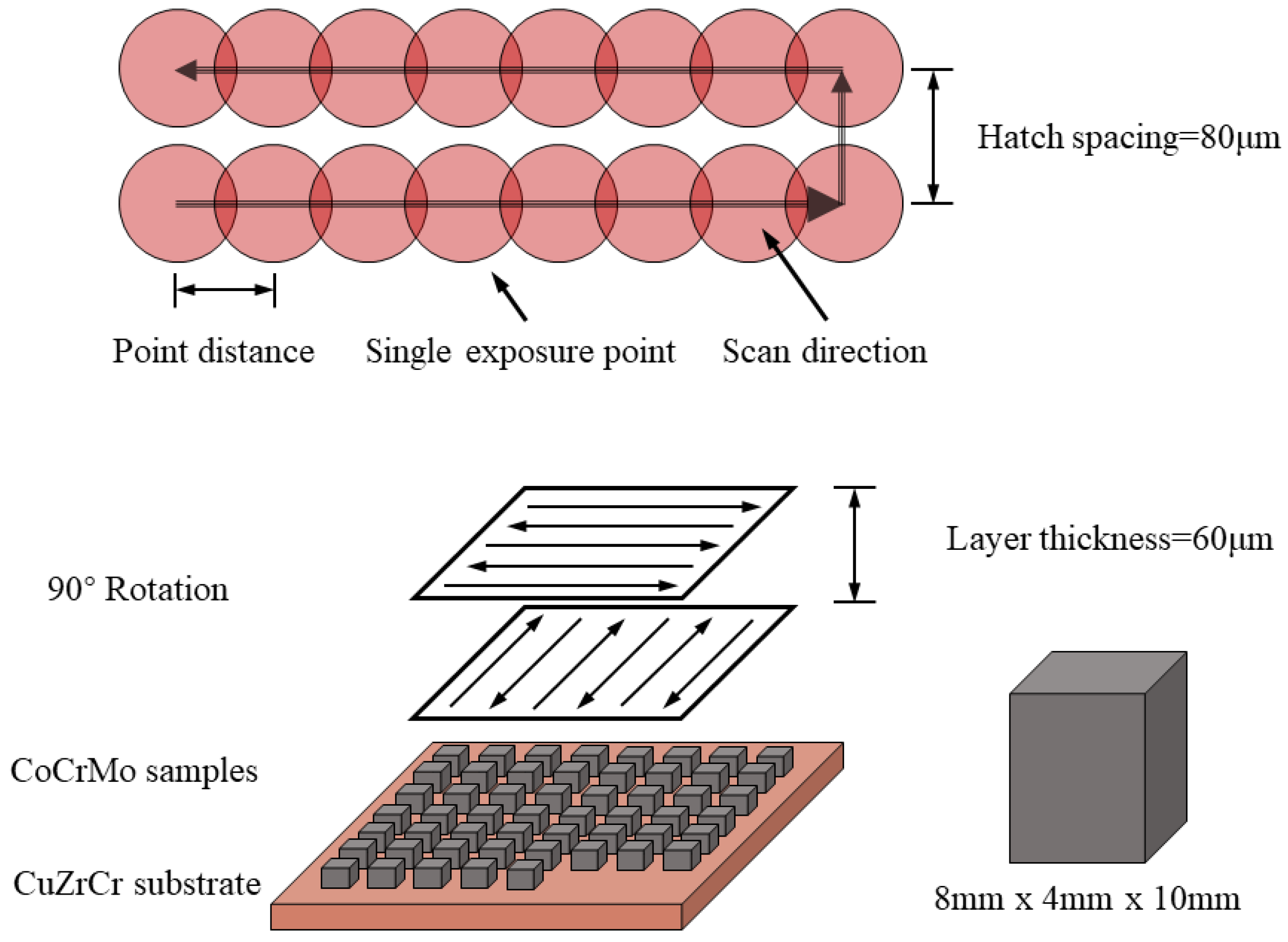
2.1. L-PBF Process Parameters
2.2. Mechanical Properties: Tests
2.3. Interface Characterization
3. Results and Discussion
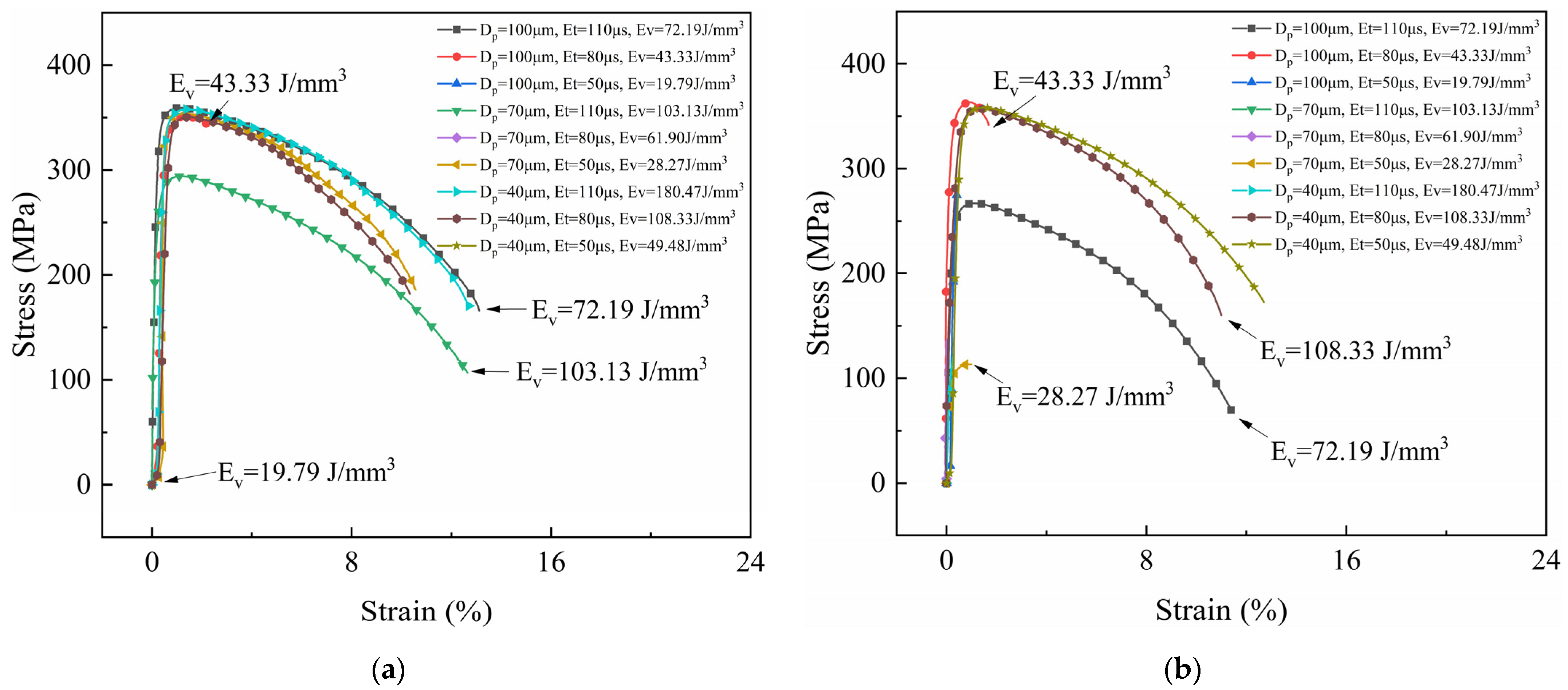
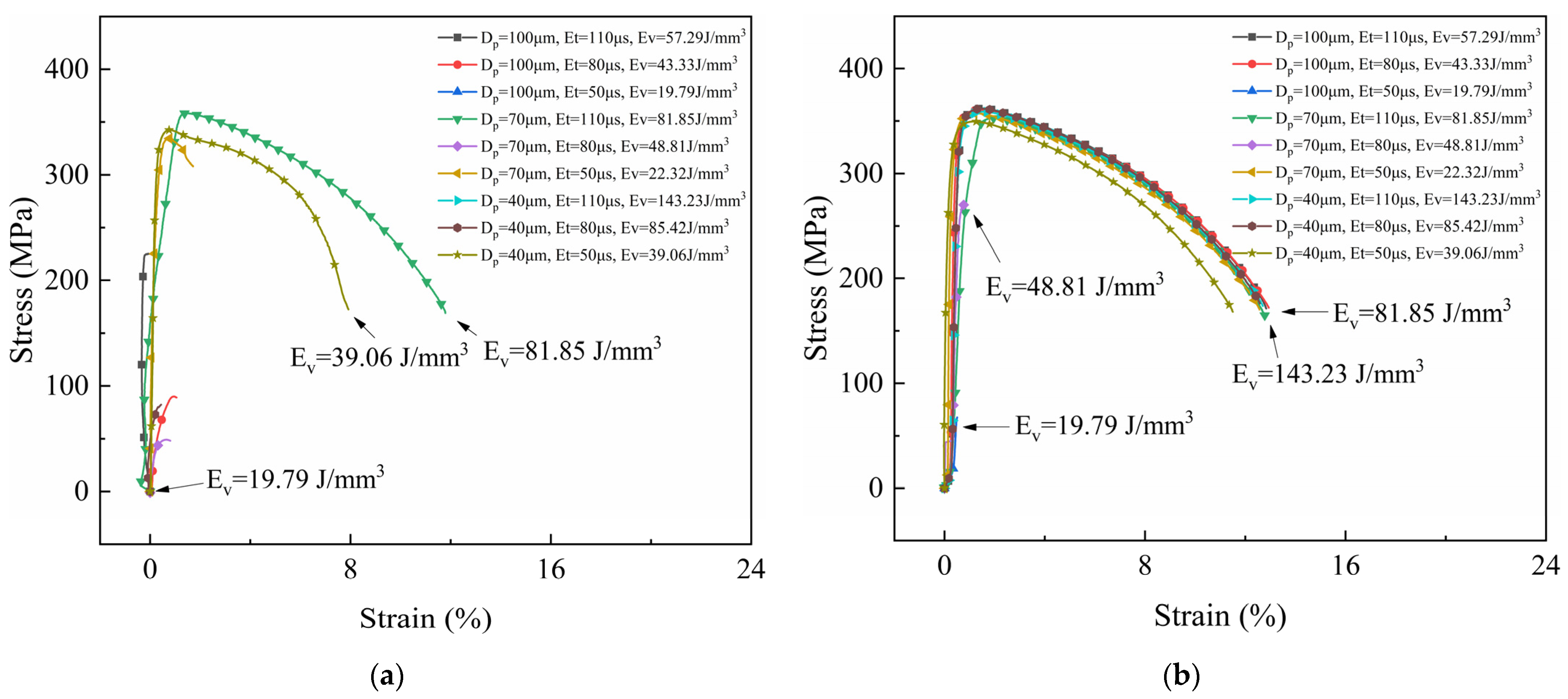
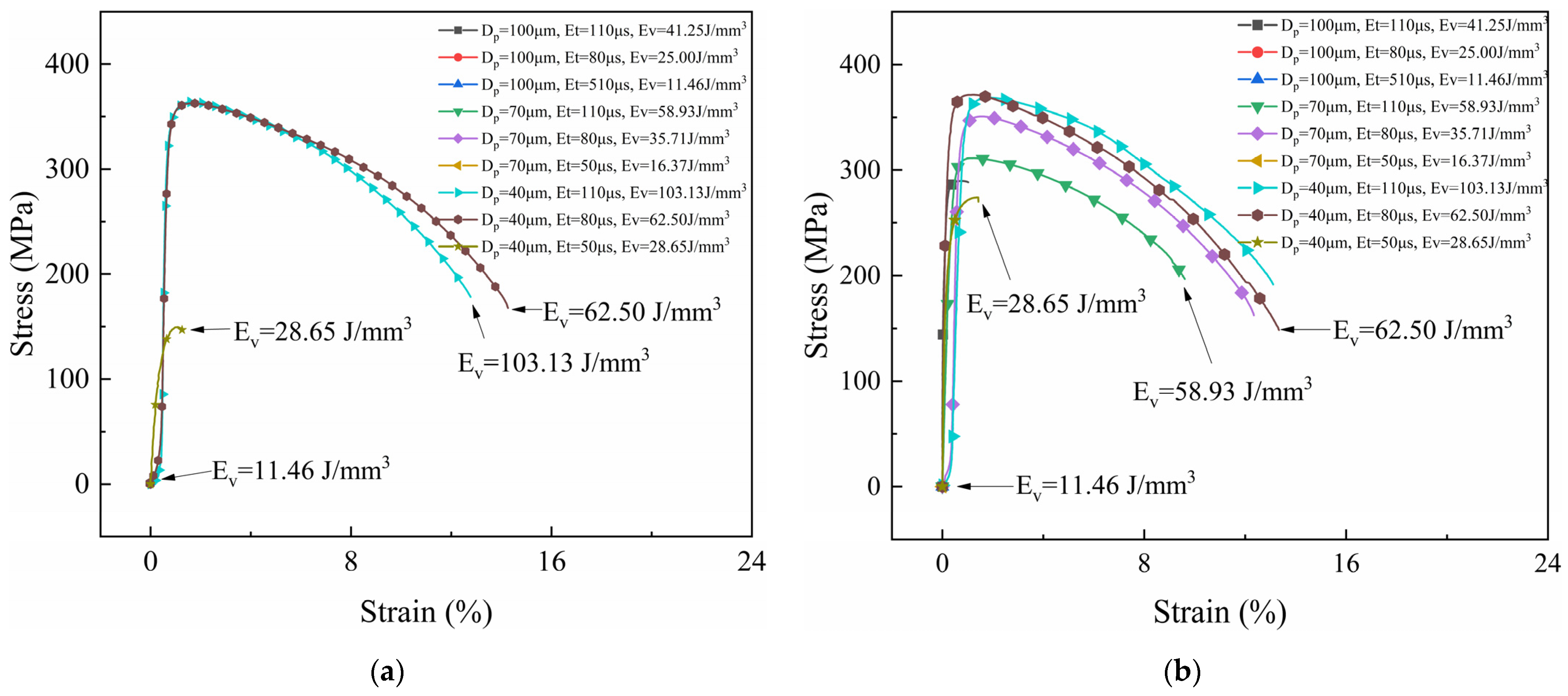
3.1. Tensile Properties
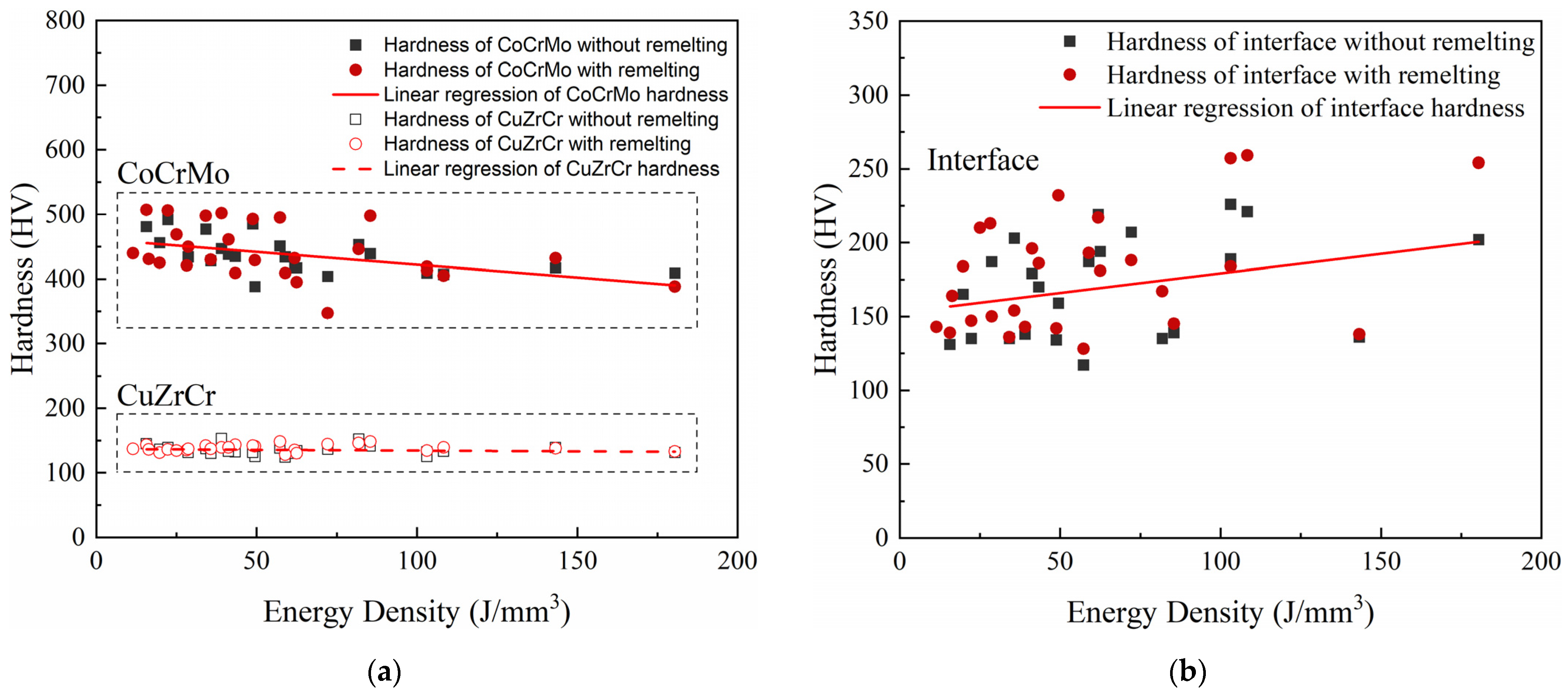
3.2. Hardness Test
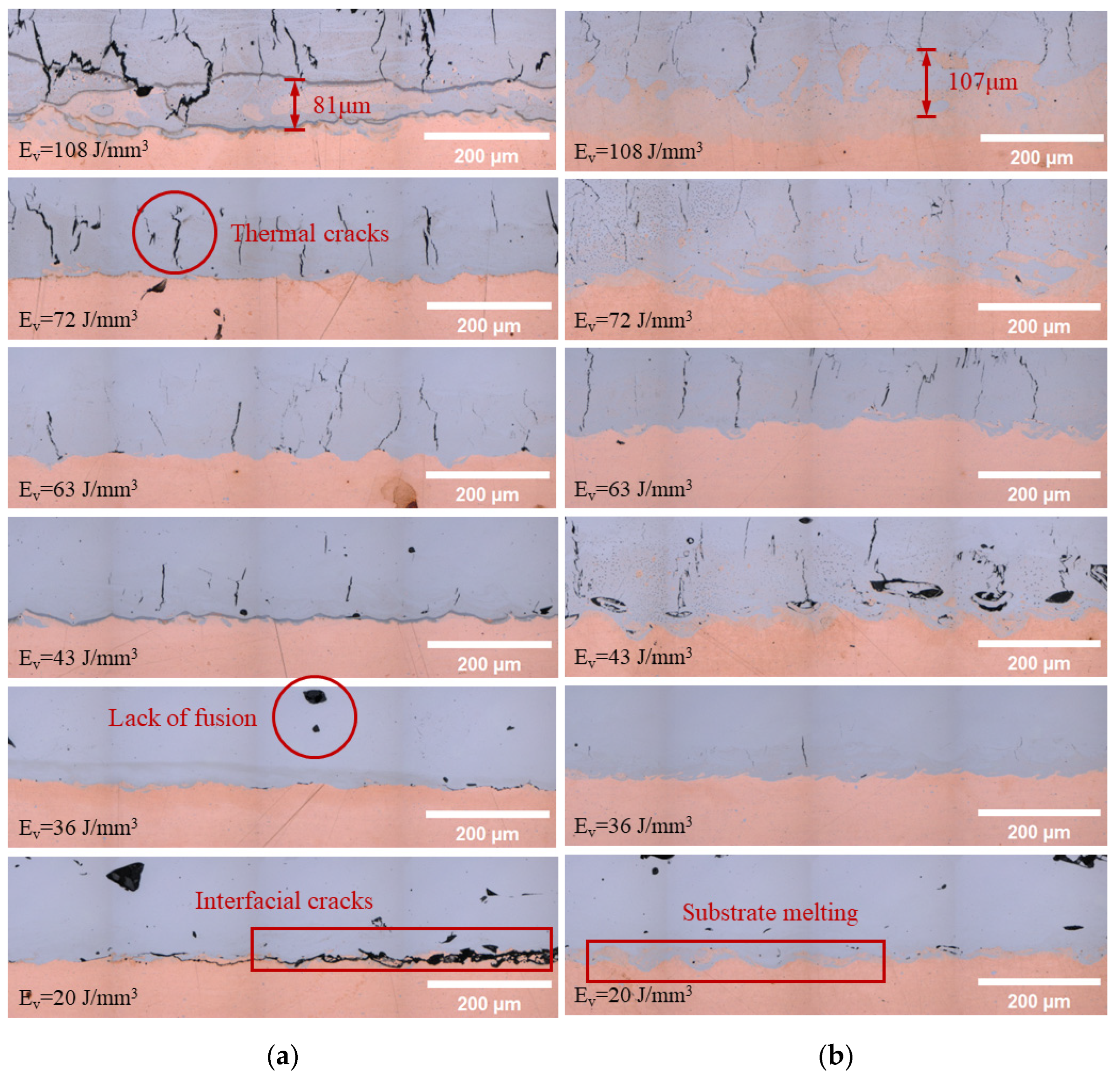
3.3. Interface Characterization
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Gu, D.; Shi, X.; Poprawe, R.; Bourell, D.L.; Setchi, R.; Zhu, J. Material-structure-performance integrated laser-metal additive manufacturing. Science 2021, 372, eabg1487. [Google Scholar] [CrossRef]
- Bai, Y.; Zhang, J.; Zhao, C.; Li, C.; Wang, H. Dual interfacial characterization and property in multi-material selective laser melting of 316L stainless steel and C52400 copper alloy. Mater. Charact. 2020, 167, 110489. [Google Scholar] [CrossRef]
- Prajapati, M.; Kumar, A.; Lin, S.; Jeng, J. Multi-material additive manufacturing with lightweight closed-cell foam-filled lattice structures for enhanced mechanical and functional properties. Addit. Manuf. 2022, 54, 102766. [Google Scholar] [CrossRef]
- Zhang, J.; Wang, X.; Gao, J.; Zhang, L.; Song, B.; Zhang, L.; Yao, Y.; Lu, J.; Shi, Y. Additive manufacturing of Ti–6Al–4V/Al–Cu–Mg multi-material structures with a Cu interlayer. Int. J. Mech. Sci. 2023, 256, 108477. [Google Scholar] [CrossRef]
- Li, X.; Wang, Q.; Zhang, Q.; Guan, Y.; Zhou, W. Interface analyses and mechanical properties of stainless steel/nickel alloy induced by multi-metal laser additive manufacturing. J. Manuf. Process. 2023, 91, 53–60. [Google Scholar]
- Verma, S.; Kumar, V.; Kumar, R.; Sidhu, R. Exploring the application domain of friction stir welding in aluminum and other alloys. Mater. Today Proc. 2022, 50, 1032–1042. [Google Scholar] [CrossRef]
- Salih, O.; Ou, H.; Sun, W. Heat generation, plastic deformation and residual stresses in friction stir welding of aluminium alloy. Int. J. Mech. Sci. 2023, 238, 107827. [Google Scholar] [CrossRef]
- Zhao, D.; Jiang, C.; Zhao, K. Ultrasonic welding of AZ31B magnesium alloy and pure copper: Microstructure, mechanical properties and finite element analysis. J. Mater. Res. Technol. 2023, 23, 1273–1284. [Google Scholar] [CrossRef]
- Noga, P.; Skrzekut, T.; Wędrychowicz, M.; Węglowski, M.; Węglowska, A. Research of friction stir welding (FSW) and electron beam welding (EBW) process for 6082-T6 aluminum alloy. Materials 2023, 16, 4937. [Google Scholar] [CrossRef]
- Yang, Y.; Jamshidinia, M.; Boulware, P.; Kelly, S. Prediction of microstructure, residual stress, and deformation in laser powder bed fusion process. Comput. Mech. 2018, 61, 599–615. [Google Scholar] [CrossRef]
- Shang, C.; Wang, C.; Xu, G.; Li, C.; You, J. Laser additive manufacturing of TA15-Inconel 718 bimetallic structure via Nb/Cu multi-interlayer. Vacuum 2019, 169, 108888. [Google Scholar] [CrossRef]
- Sing, S.; Lam, L.; Zhang, D.; Liu, Z.; Chua, C. Interfacial characterization of SLM parts in multi-material processing: Intermetallic phase formation between AlSi10Mg and C18400 copper alloy. Mater. Charact. 2015, 107, 220–227. [Google Scholar] [CrossRef]
- Hotz, H.; Zimmermann, M.; Greco, S.; Kirsch, B.; Aurich, J. Additive manufacturing of functionally graded Ti-Al structures by laser-based direct energy deposition. J. Manuf. Process. 2021, 68, 1524–1534. [Google Scholar] [CrossRef]
- Yao, L.; Ramesh, A.; Fan, Z.; Xiao, Z.; Li, G.; Zhuang, Q.; Qiao, J. Interface Analysis between Inconel 625 and Cobalt-Chromium Alloy Fabricated by Powder Bed Fusion Using Pulsed Wave Laser. Materials 2023, 16, 6456. [Google Scholar] [CrossRef] [PubMed]
- Meyer, I.; Oel, M.; Ehlers, T.; Lachmayer, R. Additive manufacturing of multi-material parts–Design guidelines for manufacturing of 316L/CuCrZr in laser powder bed fusion. Heliyon 2023, 9, e18301. [Google Scholar] [CrossRef] [PubMed]
- Liu, L.; Wang, D.; Han, C.; Li, Y.; Wang, T.; Wei, Y.; Zhou, W.; Yan, M.; Liu, Y.; Wei, S. Additive manufacturing of multi-materials with interfacial component gradient by in-situ powder mixing and laser powder bed fusion. J. Alloys Compd. 2024, 978, 173508. [Google Scholar] [CrossRef]
- Mohan Kumar, S.; Rajesh Kannan, A.; Pravin Kumar, N.; Pramod, R.; Siva Shanmugam, N.; Vishnu, A.; Channabasavanna, S. Microstructural features and mechanical integrity of wire arc additive manufactured SS321/Inconel 625 functionally gradient material. J. Mater. Eng. Perform. 2021, 30, 5692–5703. [Google Scholar] [CrossRef]
- He, Y.; Zhang, X.; Zhao, Z.; Xu, S.; Xia, M.; Zhang, C.; Hu, Y. Wire-feed laser additive manufacturing of dissimilar metals via dual molten pool interface interlocking mechanism. Sci. China Technol. Sci. 2023, 66, 976–986. [Google Scholar] [CrossRef]
- Wei, C.; Li, L.; Zhang, X.; Chueh, Y. 3D printing of multiple metallic materials via modified selective laser melting. CIRP Ann. Manuf. Technol. 2018, 67, 245–248. [Google Scholar] [CrossRef]
- Li, X.; Jiang, P.; Nie, M.; Liu, Z.; Liu, M.; Qiu, Y.; Chen, Z.; Zhang, Z. Enhanced strength-ductility synergy of laser additive manufactured stainless steel/Ni-based superalloy dissimilar materials characterized by bionic mechanical interlocking structures. J. Mater. Res. Technol. 2023, 26, 4770–4783. [Google Scholar] [CrossRef]
- Jin, Q.; Nam, H.; Jo, H.; Park, J.; Kang, H.; Kim, D.; Lee, W. Design of dissimilar material joint for defect-free multi-material additive manufacturing via laser-directed energy deposition. Heliyon 2024, 10, e29666. [Google Scholar] [CrossRef] [PubMed]
- Li, Y.; Koukolíková, M.; Džugan, J.; Brázda, M. High temperature fracture behavior of 316L stainless steel-Inconel 718 functionally graded materials manufactured by directed energy deposition: Role of interface orientation and heat treatment. Mater. Sci. Eng. A 2024, 898, 146389. [Google Scholar] [CrossRef]
- Li, K.; Zhan, J.; Zhang, M.; Ma, R.; Tang, Q.; Zhang, D.; Murr, L.; Cao, H. A functionally graded material design from stainless steel to Ni-based superalloy by laser metal deposition coupled with thermodynamic prediction. Mater. Des. 2022, 217, 110612. [Google Scholar] [CrossRef]
- Ji, C.; Li, K.; Zhan, J.; Bai, S.; Jiang, B.; Murr, L. The effects and utility of homogenization and thermodynamic modeling on microstructure and mechanical properties of SS316/IN718 functionally graded materials fabricated by laser-based directed energy deposition. J. Mater. Process. Technol. 2023, 319, 118084. [Google Scholar] [CrossRef]
- Lu, J.; Li, W. Improvement of tensile properties of laser directed energy deposited IN718/316L functionally graded material via different heat treatments. Mater. Sci. Eng. A 2023, 866, 144694. [Google Scholar] [CrossRef]
- Wang, B.; Zhang, H.; Yu, J.; Du, R.; Fan, Y. Interface microstructure and mechanical properties of copper/304 stainless steel dissimilar joint assisted by Ni transition layer using ultrasonic additive manufacturing (UAM). Mater. Lett. 2023, 335, 133552. [Google Scholar] [CrossRef]
- Mishra, A.; Paul, A.; Mukherjee, M.; Singh, R. Bimetallic Structure of Ti6Al4V/IN718 with CuSi Interlayer for Wire-Arc Directed Energy Deposition Process. Met Mater Int. 2023, 29, 2331–2344. [Google Scholar] [CrossRef]
- Zhu, G.; Wang, L.; Wang, B.; Li, B.; Zhao, J.; Ding, B.; Cui, R.; Jiang, B.; Zhao, C.; Su, B. Multi-materials additive manufacturing of Ti64/Cu/316L by electron beam freeform fabrication. J. Mater. Res. Technol. 2023, 26, 8388–8405. [Google Scholar] [CrossRef]
- Li, X.; Jiang, P.; Nie, M.; Li, Q.; Shan, Z.; Chen, Z.; Zhang, Z. Crack-Free Ti6al4v/Niti Functionally Graded Material Produced by Laser Directed Energy Deposition and Substrate Preheating. Available online: https://ssrn.com/abstract=4501286 (accessed on 18 April 2024).
- Caprio, L.; Demir, A.; Previtali, B. Comparative study between CW and PW emissions in selective laser melting. J. Laser Appl. 2018, 30, 032305. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Process Parameter No. | (W) | (μm) | (μs) | (mm/s) | (J/mm3) |
|---|---|---|---|---|---|
| 1 | 350 | 100 | 110 | 910 | 72.19 |
| 2 | 80 | 1250 | 43.33 | ||
| 3 | 50 | 2000 | 19.79 | ||
| 4 | 70 | 110 | 640 | 103.13 | |
| 5 | 80 | 880 | 61.90 | ||
| 6 | 50 | 1400 | 28.27 | ||
| 7 | 40 | 110 | 360 | 180.47 | |
| 8 | 80 | 500 | 108.33 | ||
| 9 | 50 | 800 | 49.48 | ||
| 10 | 275 | 100 | 110 | 910 | 57.29 |
| 11 | 80 | 1250 | 34.17 | ||
| 12 | 50 | 2000 | 15.63 | ||
| 13 | 70 | 110 | 640 | 81.85 | |
| 14 | 80 | 880 | 48.81 | ||
| 15 | 50 | 1400 | 22.32 | ||
| 16 | 40 | 110 | 360 | 143.23 | |
| 17 | 80 | 500 | 85.42 | ||
| 18 | 50 | 800 | 39.06 | ||
| 19 | 200 | 100 | 110 | 910 | 41.25 |
| 20 | 80 | 1250 | 25.00 | ||
| 21 | 50 | 2000 | 11.46 | ||
| 22 | 70 | 110 | 640 | 58.93 | |
| 23 | 80 | 880 | 35.71 | ||
| 24 | 50 | 1400 | 16.37 | ||
| 25 | 40 | 110 | 360 | 103.13 | |
| 26 | 80 | 500 | 62.50 | ||
| 27 | 50 | 800 | 28.65 |
| Process Parameter No. | Strength (MPa) | Strain (%) | Fracture Location | |||
|---|---|---|---|---|---|---|
| Remelting | No Remelting | Remelting | No Remelting | Remelting | No Remelting | |
| 1 | 267 | 359 | 11.39 | 13.12 | CuZrCr | CuZrCr |
| 2 | 363 | 351 | 1.68 | 2.21 | Interface | Interface |
| 3 | 275 | 0 | 0.41 | 0 | Interface | Failure |
| 4 | 0 | 294 | 0 | 12.64 | Failure | CuZrCr |
| 5 | 137 | 0 | 0.74 | 0 | CuZrCr | Failure |
| 6 | 113 | 354 | 1.00 | 10.57 | CuZrCr | CuZrCr |
| 7 | 122 | 358 | 0.30 | 12.72 | Interface | CuZrCr |
| 8 | 357 | 351 | 10.99 | 10.33 | CuZrCr | CuZrCr |
| 9 | 358 | 0 | 12.70 | 0 | CuZrCr | Failure |
| 10 | 362 | 225 | 12.84 | 0.64 | CuZrCr | CuZrCr |
| 11 | 361 | 89 | 12.94 | 1.05 | CuZrCr | Interface |
| 12 | 67 | 0 | 0.50 | 0 | Interface | Failure |
| 13 | 363 | 358 | 12.79 | 11.78 | CuZrCr | CuZrCr |
| 14 | 270 | 49 | 0.76 | 0.81 | CuZrCr | Interface |
| 15 | 357 | 335 | 12.56 | 1.71 | CuZrCr | Interface |
| 16 | 359 | 0 | 12.70 | 0 | CuZrCr | Failure |
| 17 | 362 | 82 | 12.58 | 0.44 | CuZrCr | CoCrMo |
| 18 | 350 | 343 | 11.50 | 7.91 | CuZrCr | CuZrCr |
| 19 | 290 | 0 | 1.02 | 0 | Interface | Failure |
| 20 | 130 | 0 | 0.14 | 0 | Interface | Failure |
| 21 | 0 | 0 | 0 | 0 | Failure | Failure |
| 22 | 311 | 0 | 9.60 | 0 | CuZrCr | Failure |
| 23 | 351 | 0 | 12.30 | 0 | CuZrCr | Failure |
| 24 | 0 | 0 | 0 | 0 | Failure | Failure |
| 25 | 368 | 363 | 13.18 | 12.77 | CuZrCr | CuZrCr |
| 26 | 371 | 363 | 13.34 | 14.26 | CuZrCr | CuZrCr |
| 27 | 274 | 150 | 1.42 | 0.81 | Interface | Interface |
| Average | 257 | 163.9 | 6.64 | 4.21 | / | / |
| Standard Deviation | 131.2 | 164.3 | 5.98 | 5.59 | / | / |
| Hardness (HV) | Interface | CoCrMo | CuZrCr | |||
|---|---|---|---|---|---|---|
| Process Parameter No. | Remelting | No Remelting | Remelting | No Remelting | Remelting | No Remelting |
| 1 | 188 | 207 | 347 | 404 | 144 | 136 |
| 2 | 186 | 170 | 409 | 435 | 143 | 132 |
| 3 | 184 | 165 | 425 | 456 | 131 | 136 |
| 4 | 257 | 226 | 419 | 410 | 134 | 132 |
| 5 | 217 | 219 | 432 | 417 | 135 | 130 |
| 6 | 213 | 0 | 421 | 0 | 135 | 0 |
| 7 | 254 | 202 | 388 | 409 | 133 | 131 |
| 8 | 259 | 221 | 405 | 407 | 139 | 133 |
| 9 | 232 | 159 | 429 | 388 | 141 | 125 |
| 10 | 128 | 117 | 495 | 451 | 148 | 138 |
| 11 | 136 | 135 | 498 | 477 | 142 | 137 |
| 12 | 139 | 131 | 507 | 481 | 143 | 145 |
| 13 | 167 | 135 | 446 | 453 | 146 | 152 |
| 14 | 142 | 134 | 493 | 485 | 142 | 131 |
| 15 | 147 | 135 | 506 | 492 | 136 | 139 |
| 16 | 138 | 136 | 432 | 417 | 138 | 139 |
| 17 | 145 | 139 | 498 | 439 | 148 | 141 |
| 18 | 143 | 138 | 502 | 447 | 139 | 153 |
| 19 | 196 | 179 | 461 | 438 | 139 | 133 |
| 20 | 210 | 0 | 469 | 0 | 134 | 0 |
| 21 | 143 | 0 | 440 | 0 | 137 | 0 |
| 22 | 193 | 187 | 409 | 434 | 128 | 124 |
| 23 | 154 | 203 | 430 | 428 | 137 | 130 |
| 24 | 164 | 0 | 431 | 0 | 136 | 0 |
| 25 | 164 | 189 | 413 | 409 | 134 | 125 |
| 26 | 181 | 194 | 395 | 417 | 130 | 134 |
| 27 | 150 | 187 | 450 | 434 | 137 | 131 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, H.; Jin, X.; Xiao, Z.; Yao, L. Mechanical Properties and Interfacial Characterization of Additive-Manufactured CuZrCr/CoCrMo Multi-Metals Fabricated by Powder Bed Fusion Using Pulsed Wave Laser. Micromachines 2024, 15, 765. https://doi.org/10.3390/mi15060765
Zhang H, Jin X, Xiao Z, Yao L. Mechanical Properties and Interfacial Characterization of Additive-Manufactured CuZrCr/CoCrMo Multi-Metals Fabricated by Powder Bed Fusion Using Pulsed Wave Laser. Micromachines. 2024; 15(6):765. https://doi.org/10.3390/mi15060765
Chicago/Turabian StyleZhang, Hao, Xiang Jin, Zhongmin Xiao, and Liming Yao. 2024. "Mechanical Properties and Interfacial Characterization of Additive-Manufactured CuZrCr/CoCrMo Multi-Metals Fabricated by Powder Bed Fusion Using Pulsed Wave Laser" Micromachines 15, no. 6: 765. https://doi.org/10.3390/mi15060765