
Recent Developments in Mechanical Ultraprecision Machining for Nano/Micro Device Manufacturing




Abstract
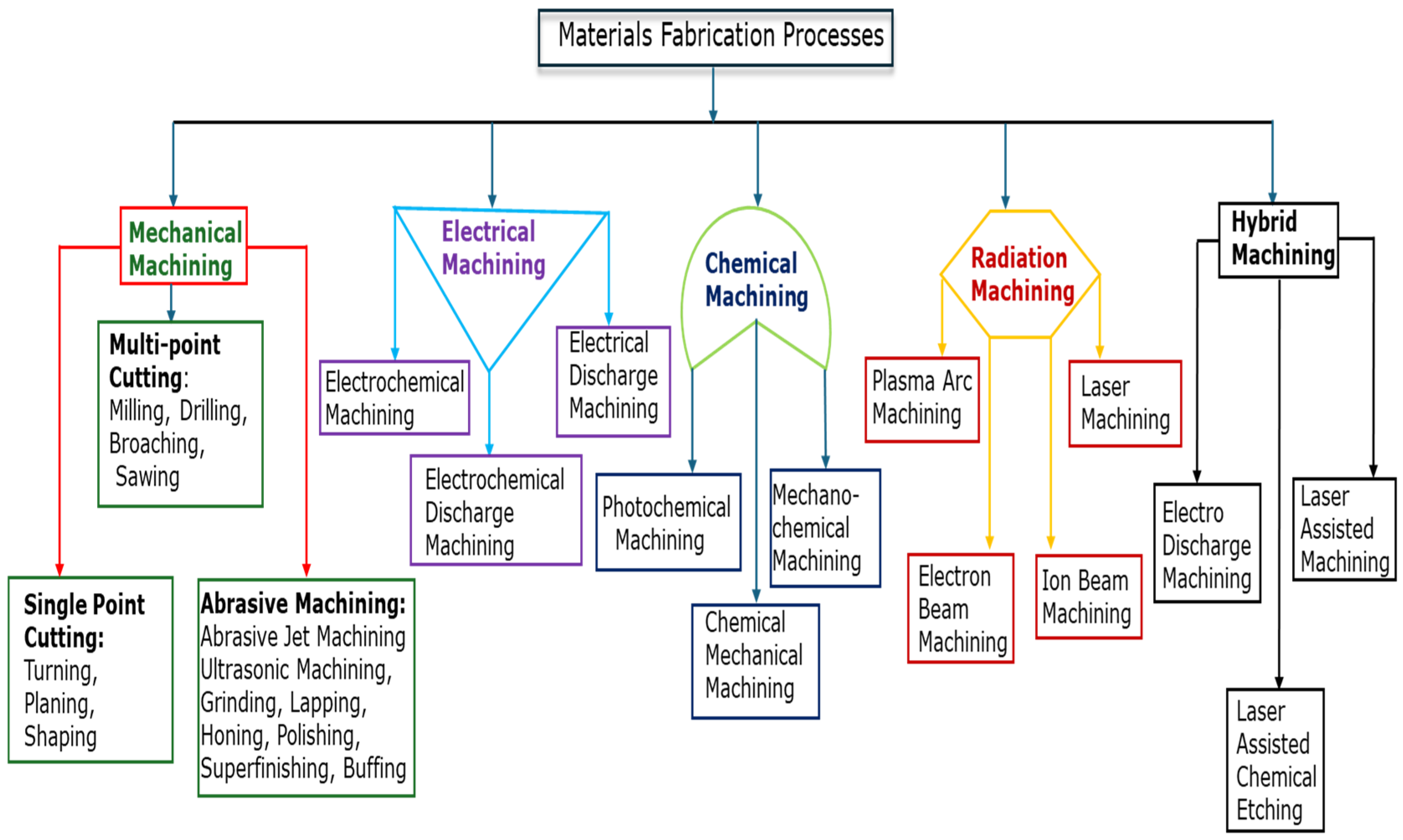
1. Introduction
2. Machining Techniques of Micromachining and Nanomachining
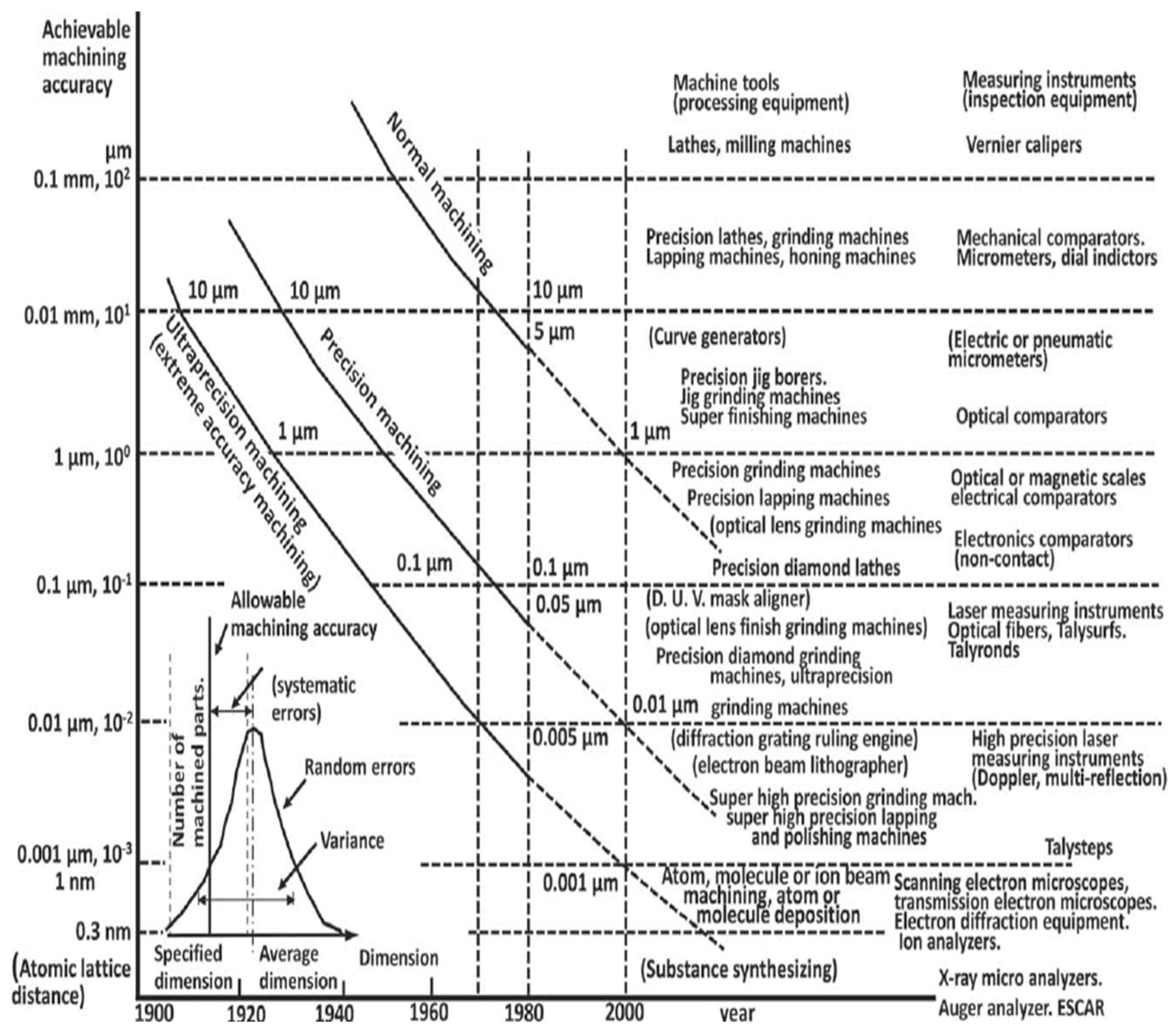
2.1. Ultraprecision Machining
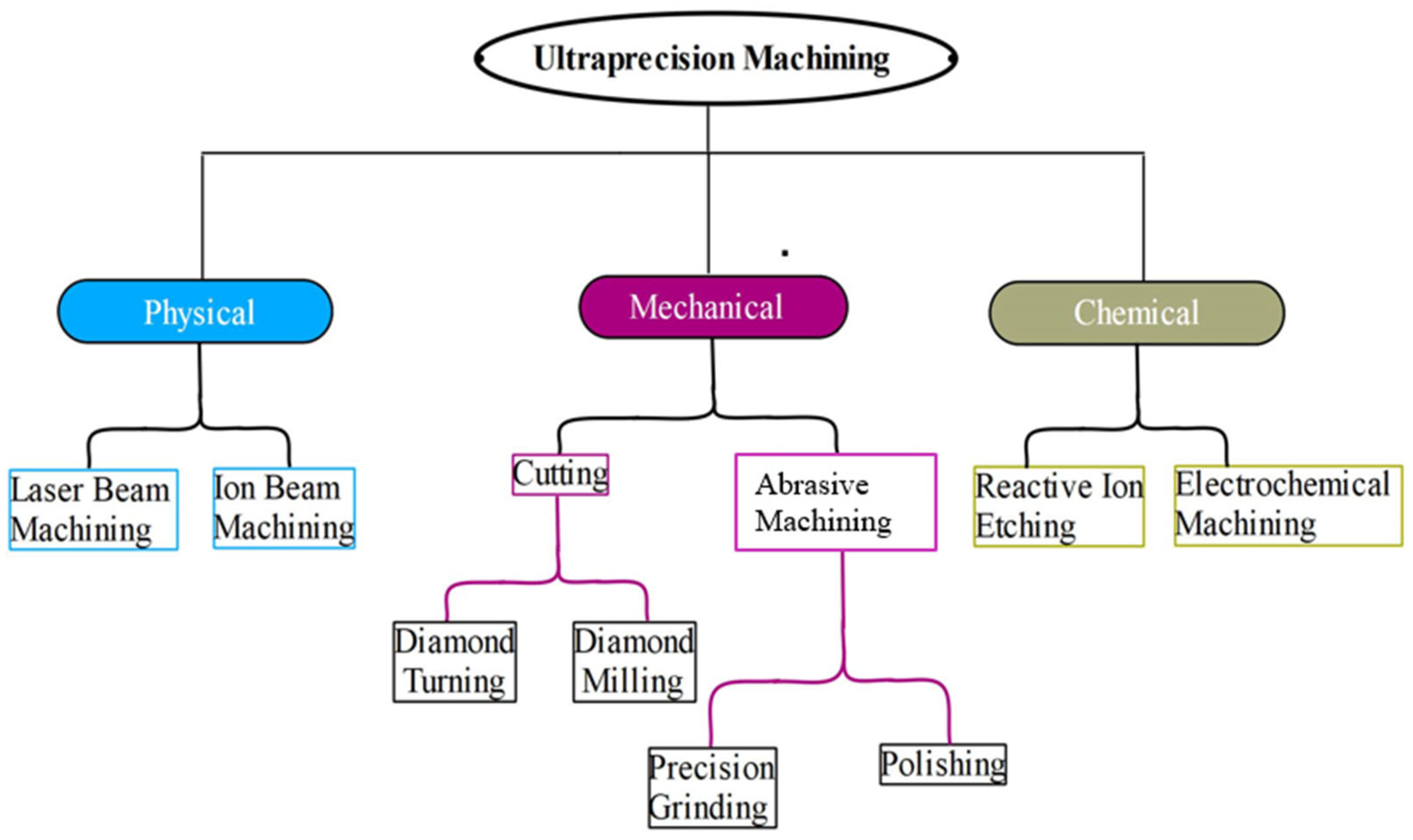
2.2. Fabrication Techniques in Mechanical Ultraprecision Machining
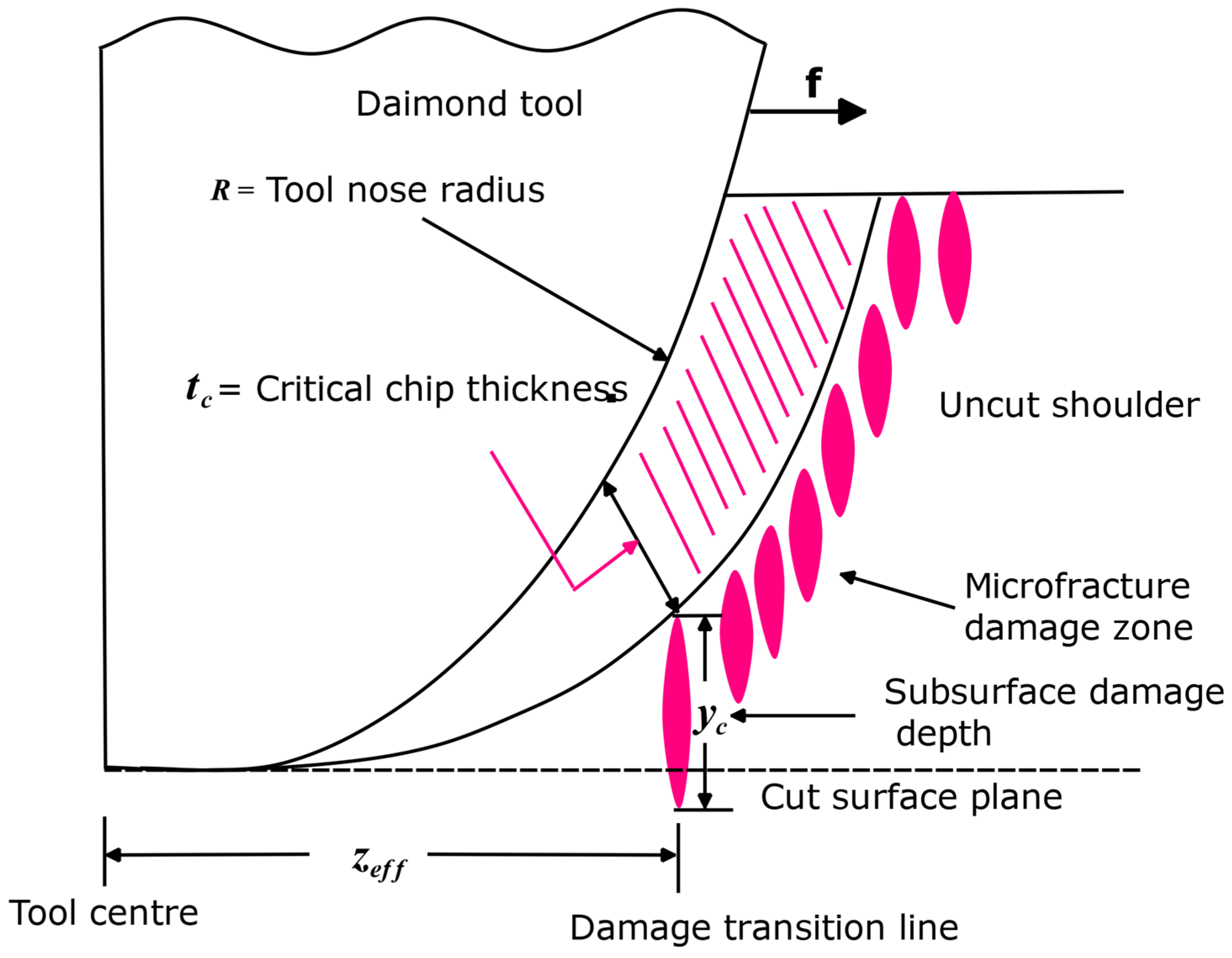
3. Machining Mechanism of Ostensible Brittle and Hard Materials
Ductile-Regime Machining (DRM) of Brittle and Hard Materials
4. Recent Developments in Mechanical Ultraprecision Machining of Brittle and/or Hard Materials
4.1. Single-Point Diamond Turning of Brittle and/or Hard Materials
4.2. Ultraprecision Grinding of Brittle and/or Hard Materials
4.3. Ultra-Precision Milling of Brittle and Hard Materials
4.4. Abrasive Waterjet Precision Machining
4.5. Heat-Assisted Machining of Brittle and Hard Materials
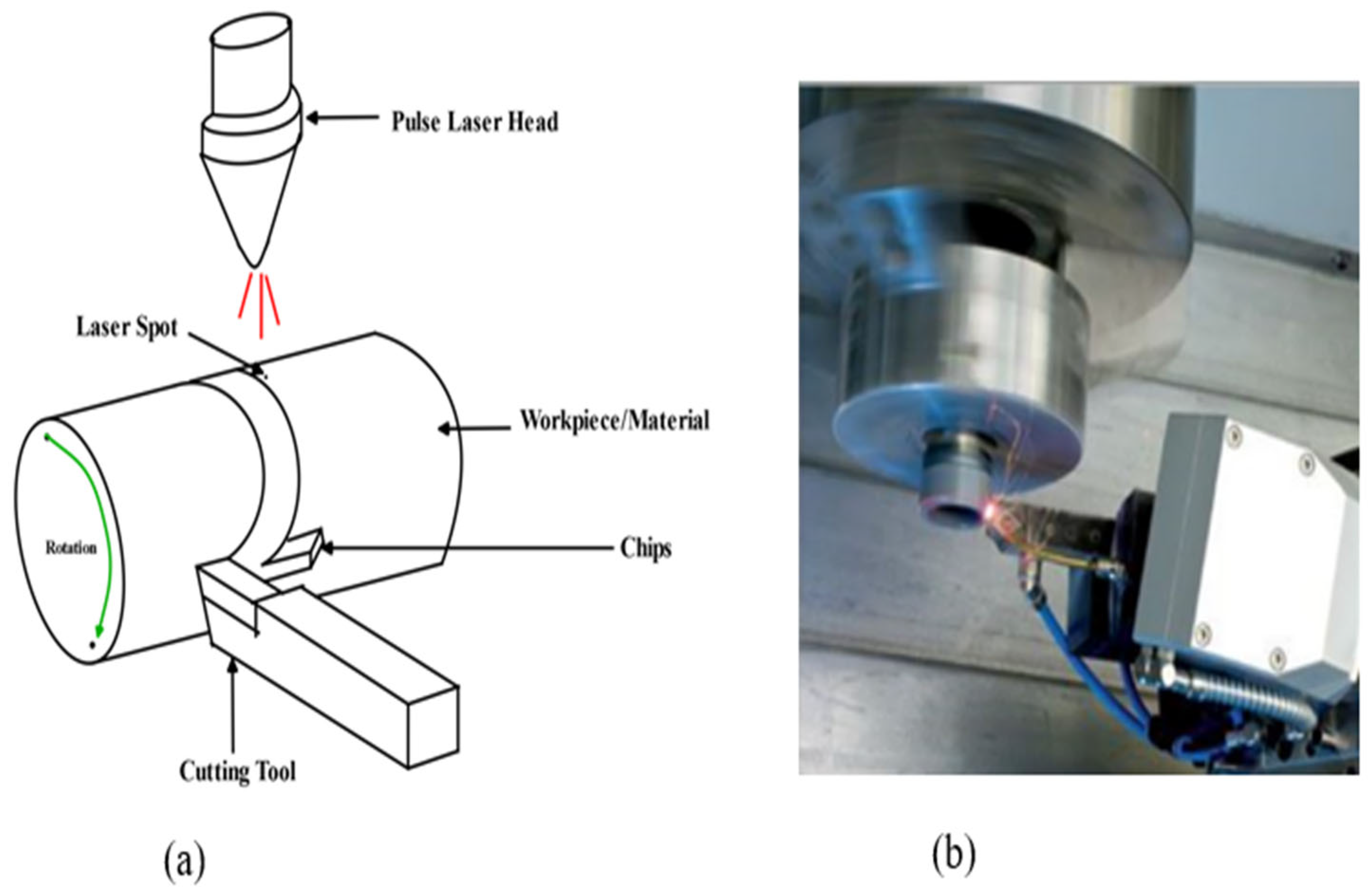
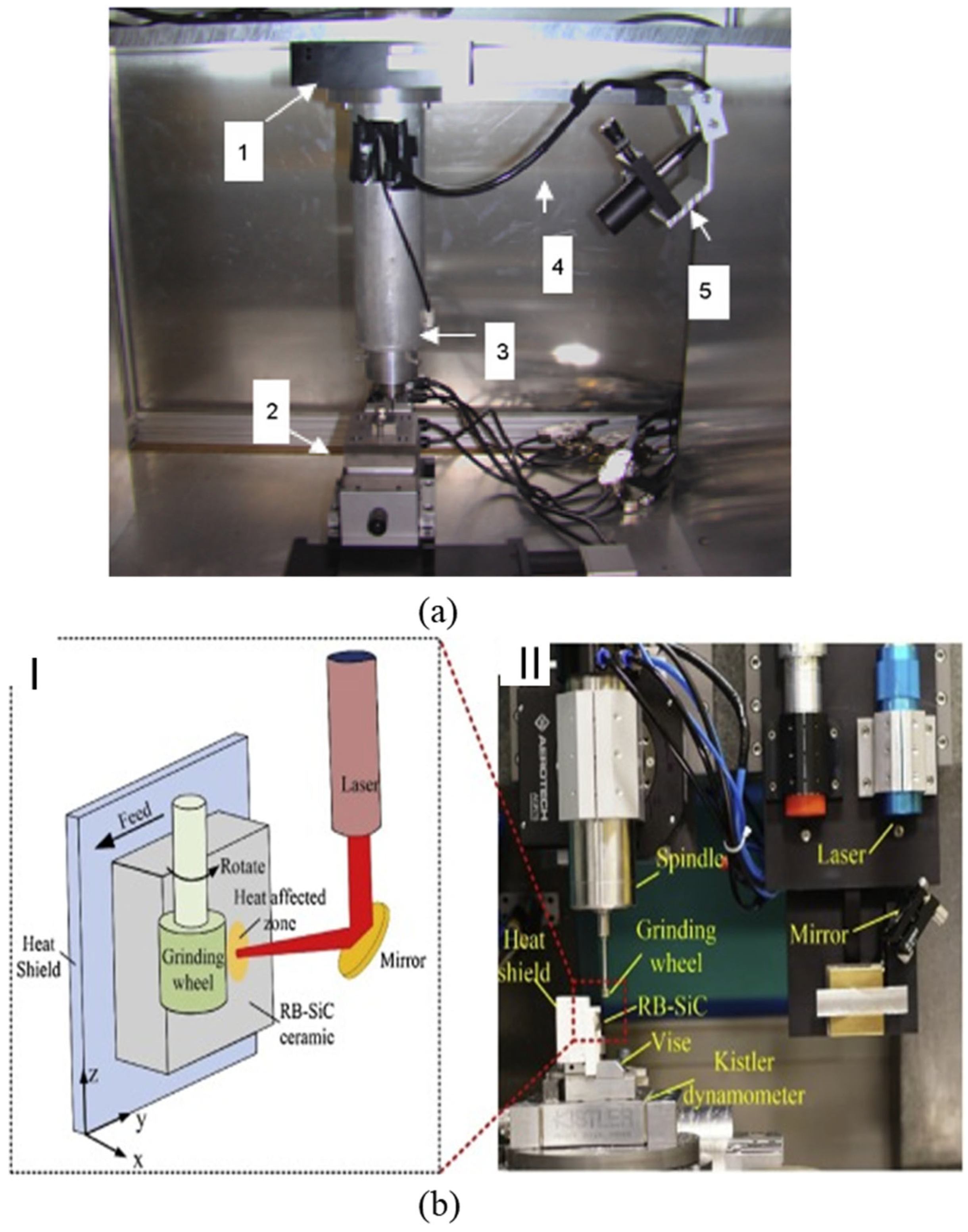
4.5.1. Laser-Assisted Machining (LAM) of Brittle and Hard Materials
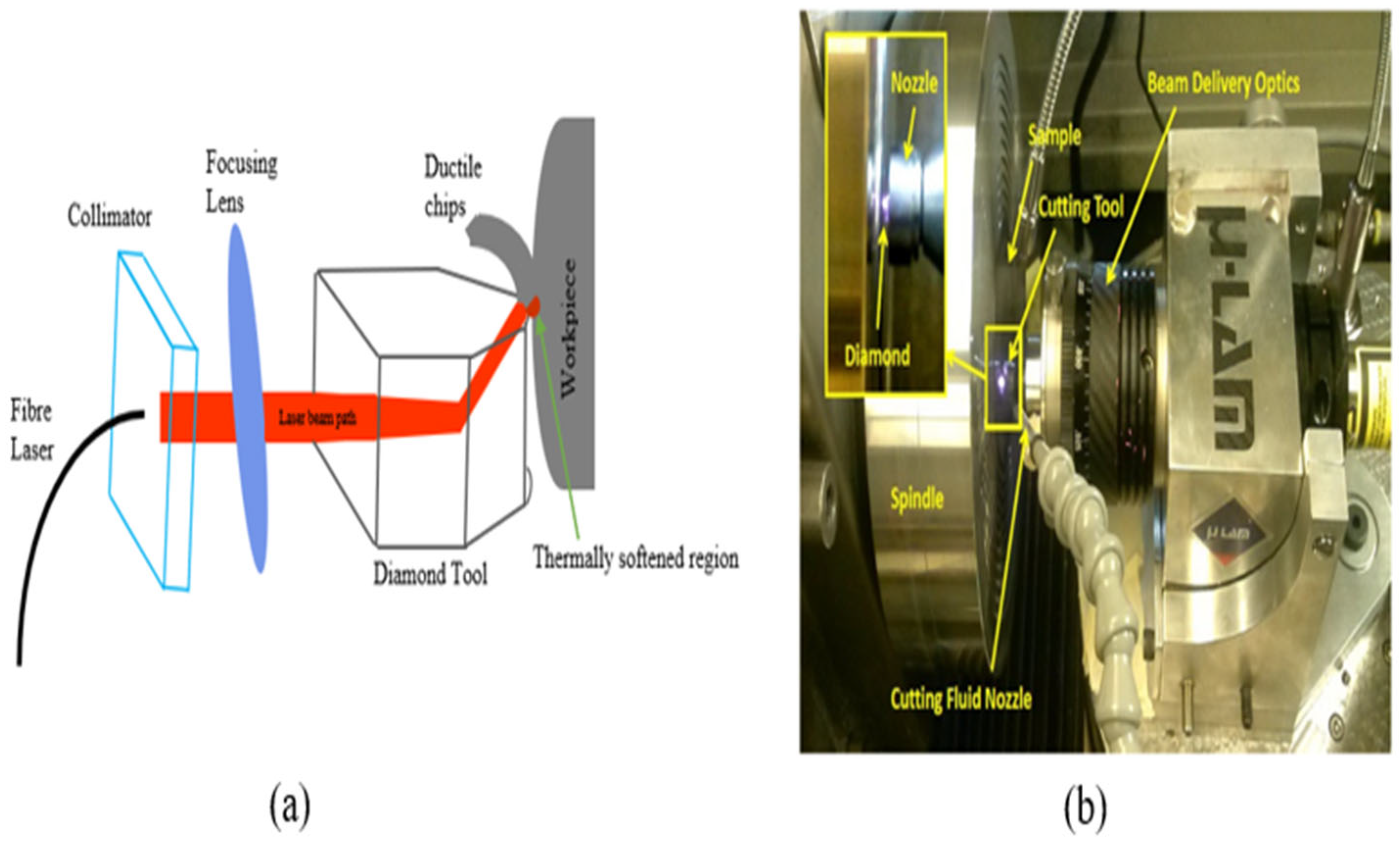
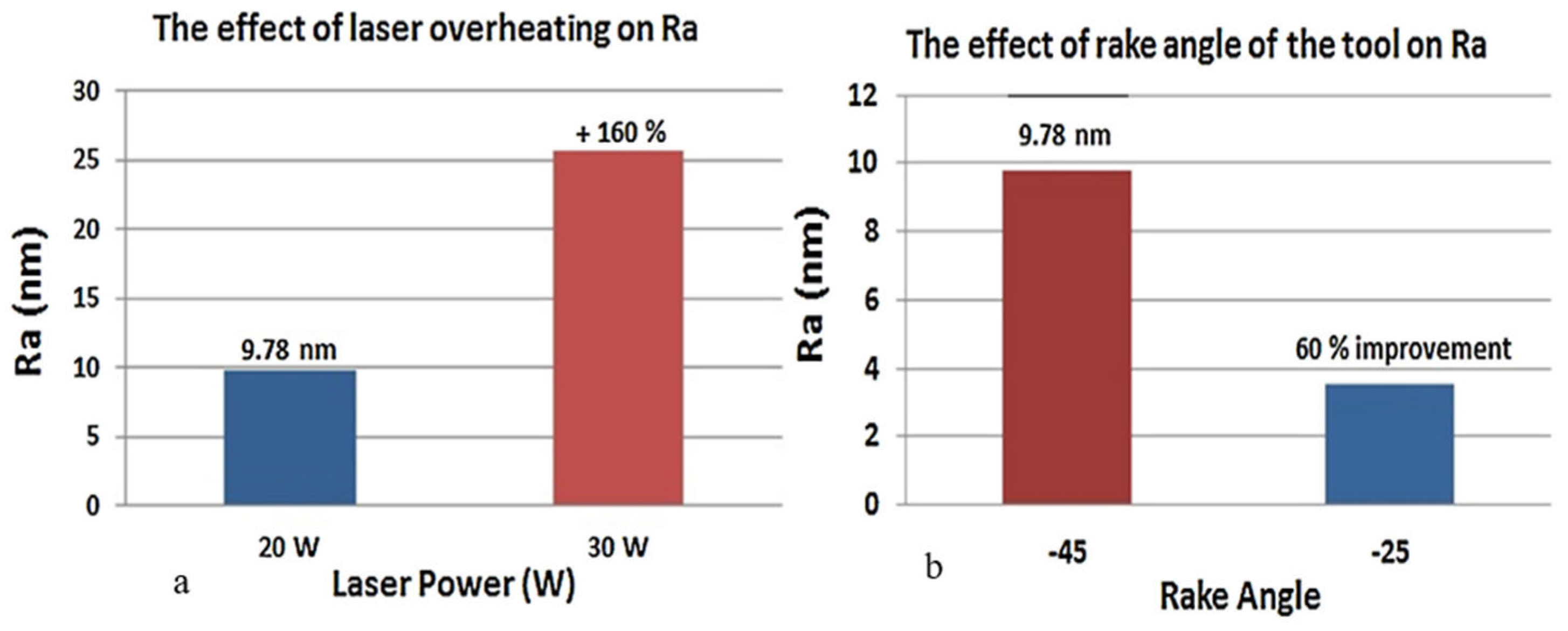
4.5.2. Micro-Laser-Assisted Machining (µ-LAM) of Hard and Brittle Materials
4.6. Ultrasonic Vibration-Assisted Machining of Brittle and/or Hard Materials
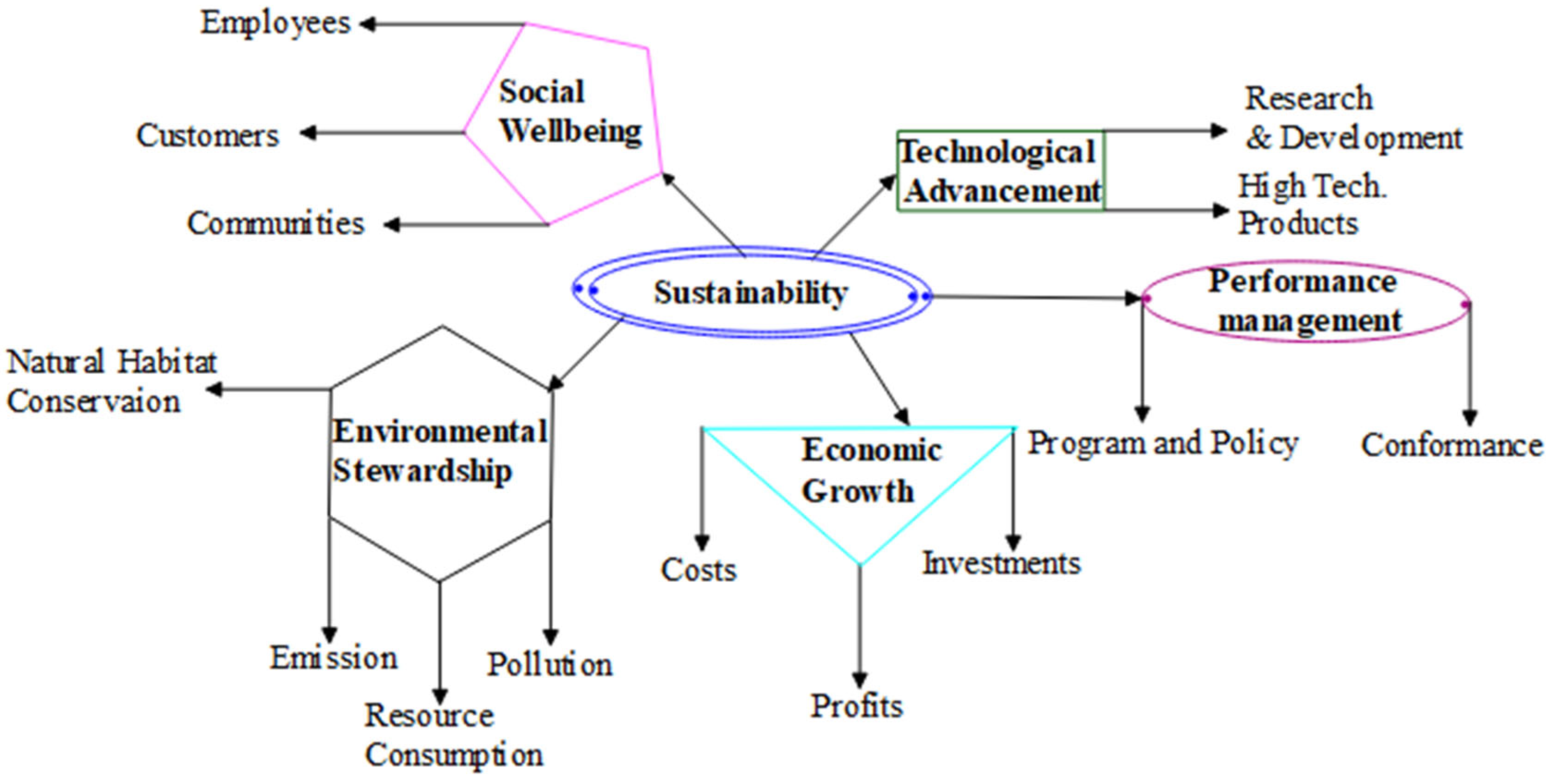
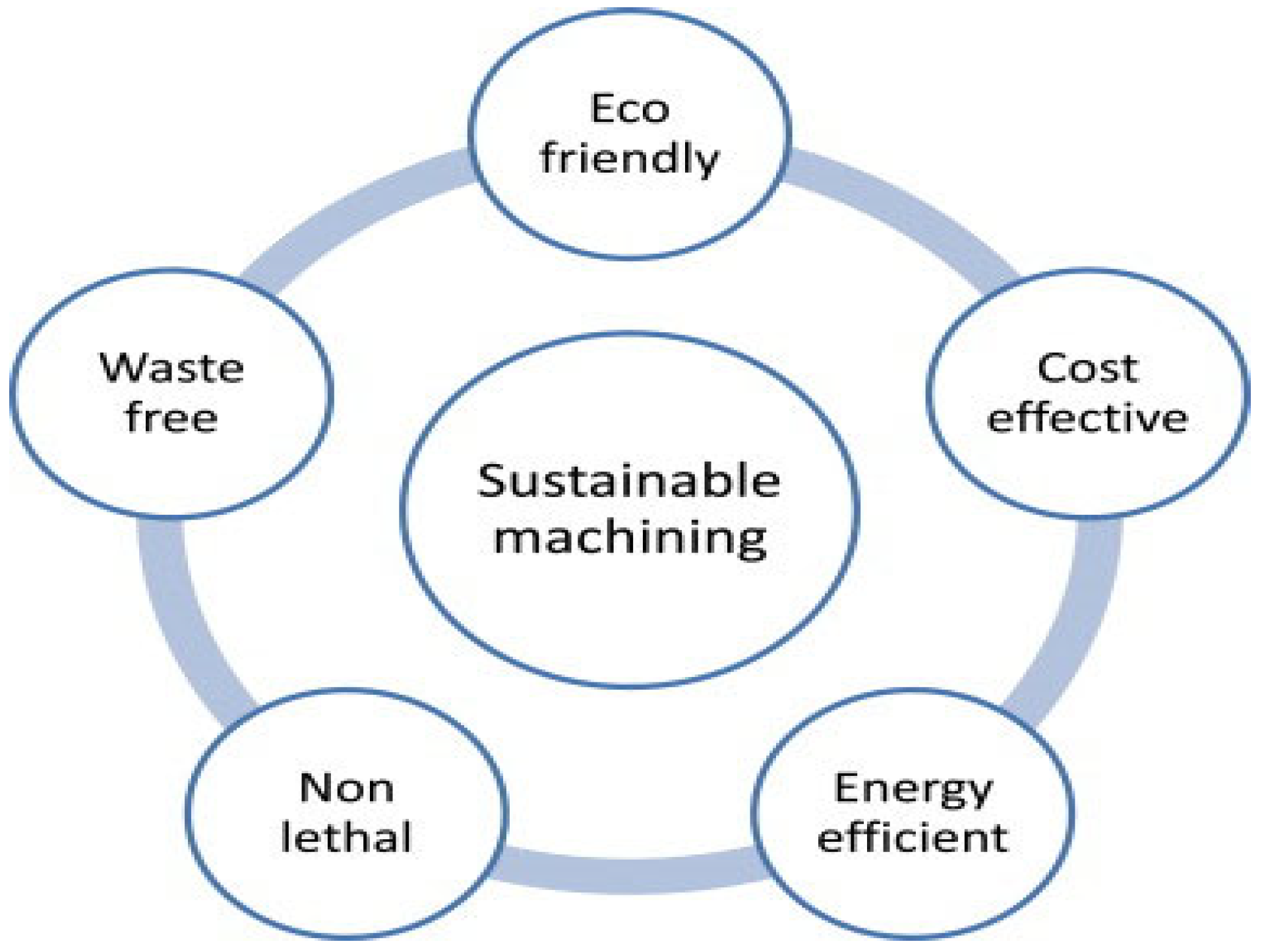
4.7. Sustainability in Precision and Ultraprecision Manufacturing
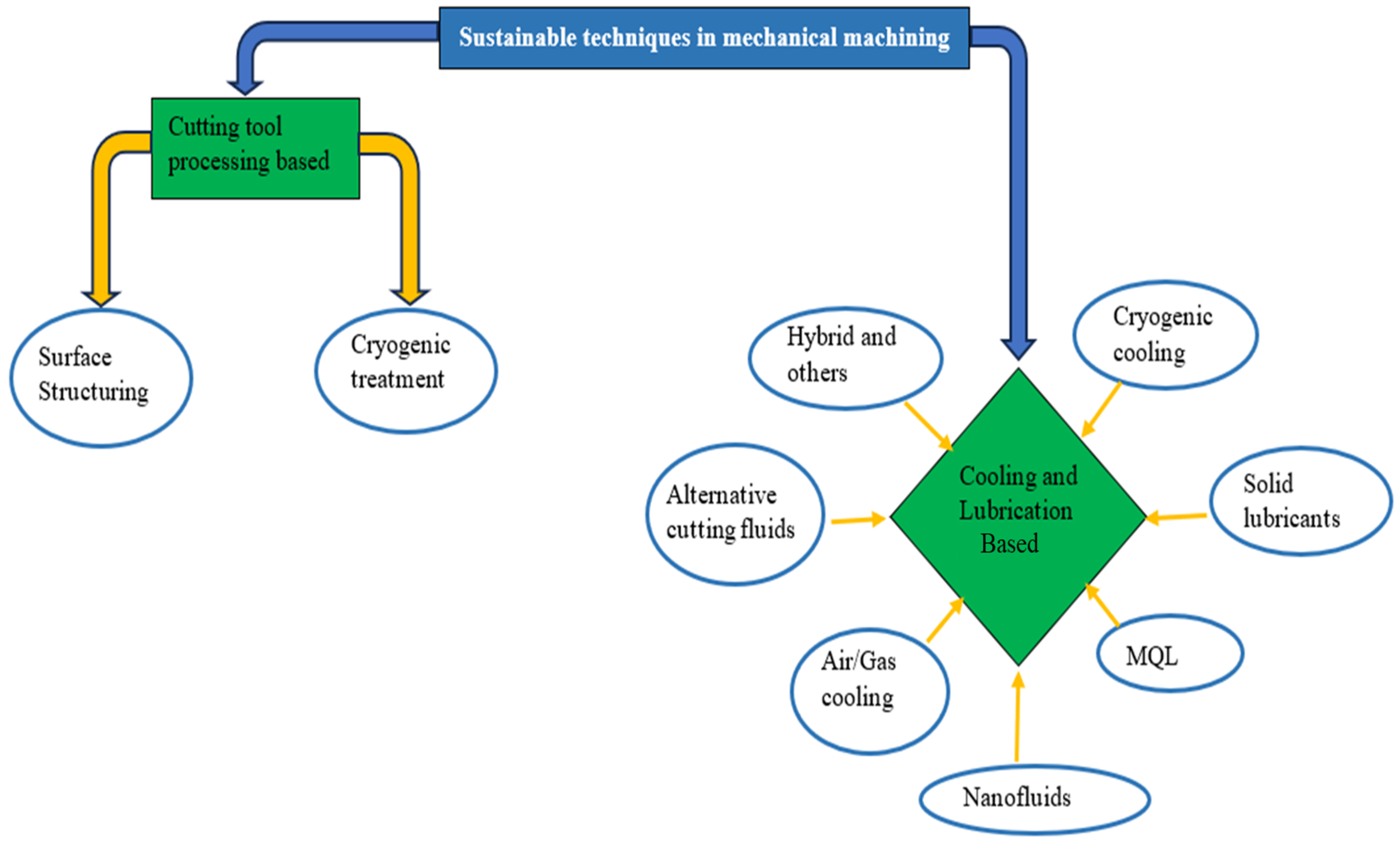
4.7.1. Sustainable Techniques in Mechanical Machining
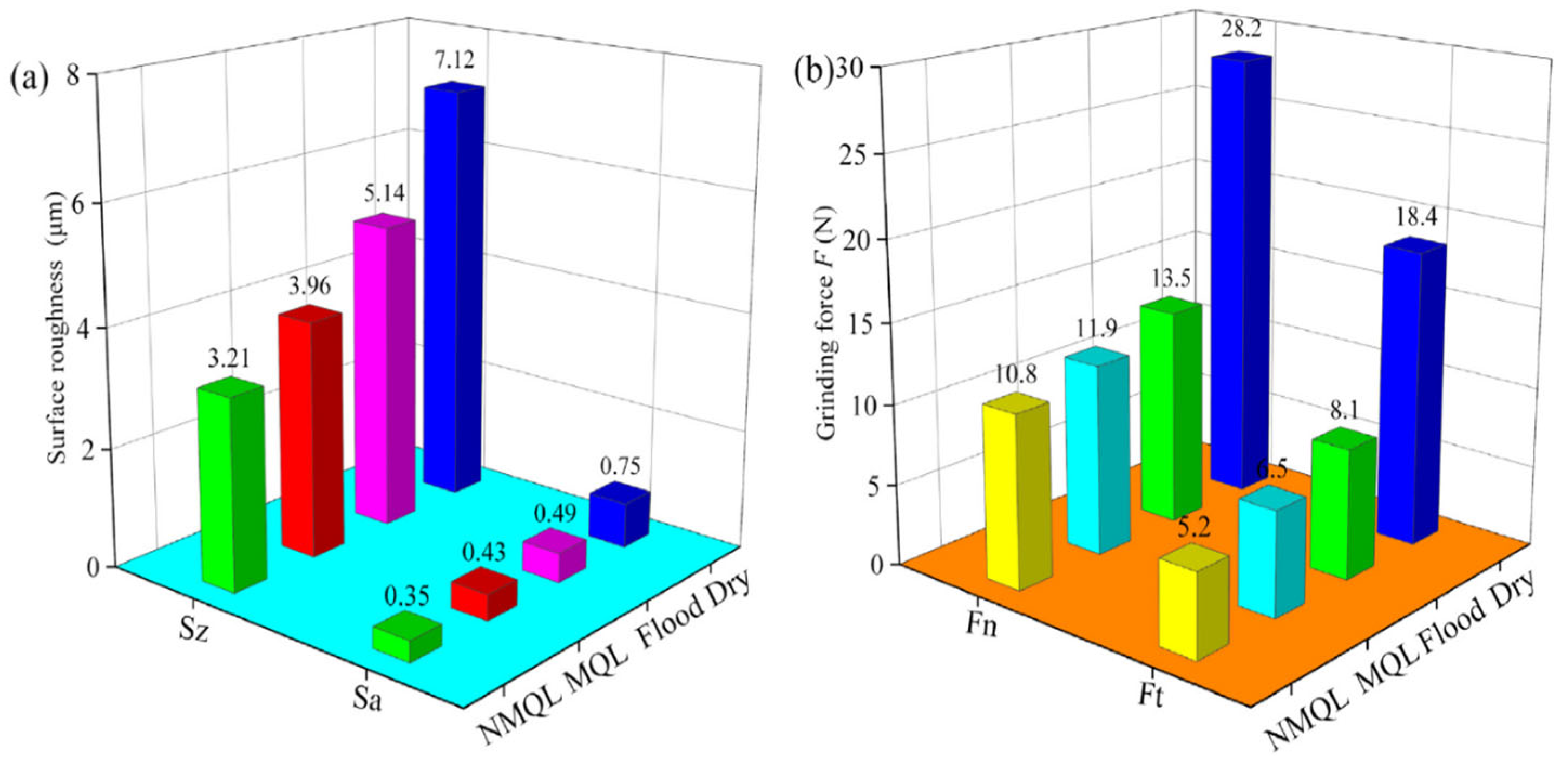
4.7.2. Minimum Quantity Lubrication (MQL)
4.8. Ultraprecision Mechanical Machining: Molecular Dynamics Simulation
- (a)
- Undeformed chip thickness must be less than the tool edge radius.
- (b)
- The radius of the tool cutting edge should be so small that this can be maintained.
5. Challenges/Limitations
6. Outlook and Perspective of Mechanical Ultraprecision Machining Research
- i.
- Implementation of in-process monitoring techniques and control, like acoustic emission and vibration sensing, that could ensure real-time detection and prevention of machining-induced damage is highly needed.
- ii.
- Intensify research efforts on hybrid machining processes such as laser-assisted machining; ultrasonic vibration-assisted machining; and high-pressure coolant-assisted machining. Ultraprecision machining could be integrated with additive manufacturing methods to create hybrid components with engineered properties and functionalities.
- iii.
- Research efforts should be made to determine the optimisation of nanofluid performance and develop advanced formulations, and the best principles of their use in ultraprecision machining of brittle and hard materials are established.
- iv.
- Implementation of MQL techniques and investigation of the environmental impact and life cycle assessment.
- v.
- Research and development efforts should be geared toward potential health and safety associated with the use of nanofluids in machining processes.
- vi.
- Investigating the incorporation of sustainability metrics into MD simulations to predict the environmental impacts of various machining processes could improve sustainable manufacturing.
- vii.
- Sensors that can monitor energy consumption during various machining techniques are recommended. If highly sensitive sensors are available, energy consumption can be reduced, and this enhances the sustainable machining of BHMs.
7. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Mamalis, A.G. Recent advances in nanotechnology. J. Mater. Process. Technol. 2007, 181, 52–58. [Google Scholar] [CrossRef]
- Bifano, T.G.; Dow, T.A.; Scattergood, R.O. Ductile-Regime Grinding: A New Technology for Machining Brittle Materials. J. Eng. Ind. 1991, 113, 184–189. [Google Scholar] [CrossRef]
- Chang, C.-W.; Kuo, C.-P. An investigation of laser-assisted machining of Al2O3 ceramics planing. Int. J. Mach. Tools Manuf. 2007, 47, 452–461. [Google Scholar] [CrossRef]
- Neo, W.K.; Kumar, A.S.; Rahman, M. A review on the current research trends in ductile regime machining. Int. J. Adv. Manuf. Technol. 2012, 63, 465–480. [Google Scholar] [CrossRef]
- Agarwal, S.; Khare, S.K.; Pandey, V.P.; Patel, M. An analytical chip thickness model for performance assessment in silicon carbide grinding. Procedia Manuf. 2017, 10, 298–306. [Google Scholar] [CrossRef]
- Ravindra, D.; Ghantasala, M.K.; Patten, J. Ductile mode material removal and high-pressure phase transformation in silicon during micro-laser assisted machining. Precis. Eng. 2012, 36, 364–367. [Google Scholar] [CrossRef]
- Blake, P.N.; Scattergood, R.O. Ductile-regime machining of germanium and silicon. J. Am. Ceram. Soc. 1990, 73, 949–957. [Google Scholar] [CrossRef]
- Ikawa, N.; Donaldson, R.R.; Komanduri, R.; König, W.; McKeown, P.A.; Moriwaki, T. Ultraprecision metal cutting—The past, the present and the future. CIRP Ann. 1991, 40, 587–594. [Google Scholar] [CrossRef]
- Komanduri, R. On material removal mechanisms in finishing of advanced ceramics and glasses. CIRP Ann. 1996, 45, 509–514. [Google Scholar] [CrossRef]
- Nakasuji, T.; Kodera, S.; Hara, S.; Matsunaga, H.; Ikawa, N.; Shimada, S. Diamond turning of brittle materials for optical components. CIRP Ann. 1990, 39, 89–92. [Google Scholar] [CrossRef]
- Zhong, Z. Surface finish of precision machined advanced materials. J. Mater. Process. Technol. 2002, 122, 173–178. [Google Scholar] [CrossRef]
- Zhou, M.; Ngoi, B.K.A.; Zhong, Z.W.; Chin, C.S. brittle-ductile transition in diamond cutting of silicon single crystals. Mater. Manuf. Process. 2001, 16, 447–460. [Google Scholar] [CrossRef]
- Evans, C.J. Precision engineering: An evolutionary perspective. Philos. Trans. R. Soc. A Math. Phys. Eng. Sci. 2012, 370, 3835–3851. [Google Scholar] [CrossRef]
- Zareena, A.R.; Veldhuis, S.C. Tool wear mechanisms and tool life enhancement in ultra-precision machining of titanium. J. Mater. Process. Technol. 2012, 212, 560–570. [Google Scholar] [CrossRef]
- Morris, J.C.; Callahan, D.L.; Kulik, J.; Patten, J.A.; Scattergood, R.O. Origins of the ductile regime in single-point diamond turning of semiconductors. J. Am. Ceram. Soc. 1995, 78, 2015–2020. [Google Scholar] [CrossRef]
- Davim, J.P. Nontraditional machining processes. In Manufacturing Process Selection Handbook; Springer: Berlin/Heidelberg, Germany, 2013; pp. 205–226. [Google Scholar]
- El-Hofy, H.A.-G. Advanced Machining Processes: Nontraditional and Hybrid Machining Processes; McGraw Hill Professional: New York, NY, USA, 2005. [Google Scholar]
- Kumar, K.; Zindani, D.; Davim, J.P. Advanced Machining and Manufacturing Processes; Springer: Berlin/Heidelberg, Germany, 2018. [Google Scholar]
- Paulo Davim, J. Traditional Machining Processes-Research Advances; Springer: Berlin/Heidelberg, Germany, 2015. [Google Scholar]
- Yang, S.; Zhang, G.; Li, C.; Jiang, Z. Introduction to Precision Machines. In Precision Machines; Yang, S., Jiang, Z., Eds.; Springer: Singapore, 2020; pp. 1–32. [Google Scholar] [CrossRef]
- Chapman, G. Ultra-Precision Machining Systems; an Enabling Technology for Perfect Surfaces; Moore Nanotechnology Systems: Keene, NH, USA, 2004; p. 9. [Google Scholar]
- Taniguchi, N. Current status in, future trends of, ultraprecision machining and ultrafine materials processing. CIRP Ann. 1983, 32, 573–582. [Google Scholar] [CrossRef]
- Riemer, O. Advances in ultraprecision manufacturing. In Proceedings of the Japan Society of Precision Engineering, Kanazawa, Japan, 20–22 September 2011; pp. 1–6. [Google Scholar]
- Shore, P.; Morantz, P. Ultra-precision: Enabling our future. Philos. Trans. R. Soc. A Math. Phys. Eng. Sci. 2012, 370, 3993–4014. [Google Scholar] [CrossRef] [PubMed]
- Sreejith, P.S.; Ngoi, B.K.A. Material removal mechanisms in precision machining of new materials. Int. J. Mach. Tools Manuf. 2001, 41, 1831–1843. [Google Scholar] [CrossRef]
- Davies, M.A.; Evans, C.J.; Vohra, R.R.; Bergner, B.C.; Patterson, S.R. Application of precision diamond machining to the manufacture of microphotonics components. In Lithographic and Micromachining Techniques for Optical Component Fabrication II; International Society for Optics and Photonics: San Diago, CA, USA, 2003; pp. 94–109. [Google Scholar] [CrossRef]
- Luo, X.; Goel, S.; Reuben, R.L. A quantitative assessment of nanometric machinability of major polytypes of single crystal silicon carbide. J. Eur. Ceram. Soc. 2012, 32, 3423–3434. [Google Scholar] [CrossRef]
- Mack, C.A. Fifty Years of Moore’s Law. IEEE Trans. Semicond. Manuf. 2011, 24, 202–207. [Google Scholar] [CrossRef]
- Mack, C.A. The end of the semiconductor industry as we know it. In Emerging Lithographic Technologies VII; International Society for Optics and Photonics: Bellingham, WA, USA, 2003; pp. 1–12. [Google Scholar] [CrossRef]
- Thompson, S.E.; Parthasarathy, S. Moore’s law: The future of Si microelectronics. Mater. Today 2006, 9, 20–25. [Google Scholar] [CrossRef]
- Lucca, D.A.; Klopfstein, M.J.; Riemer, O. Ultra-Precision Machining: Cutting With Diamond Tools. J. Manuf. Sci. Eng. 2020, 142, 110817. [Google Scholar] [CrossRef]
- Brinksmeier, E.; Gläbe, R.; Schönemann, L. Review on diamond-machining processes for the generation of functional surface structures. CIRP J. Manuf. Sci. Technol. 2012, 5, 1–7. [Google Scholar] [CrossRef]
- Moore, G.E. Cramming more components onto integrated circuits. Proc. IEEE 1998, 86, 82–85. [Google Scholar] [CrossRef]
- Saito, T.T.; Wasley, R.J.; Stowers, I.F.; Donaldson, R.R.; Thompson, D.C. Precision and Manufacturing at the Lawrence Livermore National Laboratory; Lawrence Livermore National Lab: Livermore, CA, USA, 1993. [Google Scholar]
- Wilks, J. Performance of diamonds as cutting tools for precision machining. Precis. Eng. 1980, 2, 57–72. [Google Scholar] [CrossRef]
- Ngoi, B.K.A.; Sreejith, P.S. Ductile Regime Finish Machining—A Review. Int. J. Adv. Manuf. Technol. 2000, 16, 547–550. [Google Scholar] [CrossRef]
- Yan, J.; Syoji, K.; Kuriyagawa, T.; Suzuki, H. Ductile regime turning at large tool feed. J. Mater. Process. Technol. 2002, 121, 363–372. [Google Scholar] [CrossRef]
- King, R.F.; Tabor, D.; Bowden, F.P. The strength properties and frictional behaviour of brittle solids. Proc. R. Soc. Lond. Ser. A Math. Phys. Sci. 1954, 223, 225–238. [Google Scholar] [CrossRef]
- Yan, J.; Yoshino, M.; Kuriagawa, T.; Shirakashi, T.; Syoji, K.; Komanduri, R. On the ductile machining of silicon for micro electro-mechanical systems (MEMS), opto-electronic and optical applications. Mater. Sci. Eng. A 2001, 297, 230–234. [Google Scholar] [CrossRef]
- Blackley, W.S.; Scattergood, R.O. Ductile-regime machining model for diamond turning of brittle materials. Precis. Eng. 1991, 13, 95–103. [Google Scholar] [CrossRef]
- Shibata, T.; Ono, A.; Kurihara, K.; Makino, E.; Ikeda, M. Cross-section transmission electron microscope observations of diamond-turned single-crystal Si surfaces. Appl. Phys. Lett. 1994, 65, 2553–2555. [Google Scholar] [CrossRef]
- Hung, N.P.; Tan, T.C.; Zhong, Z.W.; Yeow, G.W. Ductile-regime machining of particle-reinforced metal matrix composites. Mach. Sci. Technol. 1999, 3, 255–271. [Google Scholar] [CrossRef]
- Huang, H.; Lawn, B.R.; Cook, R.F.; Marshall, D.B. Critique of materials-based models of ductile machining in brittle solids. J. Am. Ceram. Soc. 2020, 103, 6096–6100. [Google Scholar] [CrossRef]
- Leung, T.P.; Lee, W.B.; Lu, X.M. Diamond turning of silicon substrates in ductile-regime. J. Mater. Process. Technol. 1998, 73, 42–48. [Google Scholar] [CrossRef]
- Huang, H.; Li, X.; Mu, D.; Lawn, B.R. Science and art of ductile grinding of brittle solids. Int. J. Mach. Tools Manuf. 2021, 161, 103675. [Google Scholar] [CrossRef]
- Zhang, Q.; Guo, N.; Chen, Y.; Fu, Y.; Zhao, Q. Simulation and experimental study on the surface generation mechanism of Cu alloys in ultra-precision diamond turning. Micromachines 2019, 10, 573. [Google Scholar] [CrossRef] [PubMed]
- Singh, G.; Mishra, V.; Karar, V.; Banwait, S.S. Diamond Tool Wear Measurement by Profilometry Method for Ultra-precision Machining of Silicon. Mater. Today Proc. 2019, 18, 1510–1516. [Google Scholar] [CrossRef]
- Chen, J.Y.; Jin, T.Y.; Luo, X.C. Key machining characteristics in ultrasonic vibration cutting of single crystal silicon for microgrooves. Adv. Manuf. 2019, 7, 303–314. [Google Scholar] [CrossRef]
- Liu, C.; Chen, X.; Zhang, J.; Zhang, J.; Chu, J.; Xiao, J.; Xu, J. Molecular dynamic simulation of tool groove wear in nanoscale cutting of silicon. AIP Adv. 2020, 10, 015327. [Google Scholar] [CrossRef]
- Sun, Z.; To, S.; Yu, K.M. Feasibility investigation on ductile machining of single-crystal silicon for deep micro-structures by ultra-precision fly cutting. J. Manuf. Process. 2019, 45, 176–187. [Google Scholar] [CrossRef]
- Goel, S.; Rashid, W.B.; Luo, X.; Agrawal, A.; Jain, V.K. A theoretical assessment of surface defect machining and hot machining of nanocrystalline silicon carbide. J. Manuf. Sci. Eng. 2014, 136, 021015. [Google Scholar] [CrossRef]
- Lin, C.; He, W.; Chen, X.; Zheng, Z.; Huang, K.; Huang, W.; Zhang, J.; Xu, J. Experimental and theoretical investigation on the ductile removal mechanism in in-situ laser assisted diamond cutting of fused silica. J. Mater. Res. Technol. 2023, 24, 7704–7719. [Google Scholar] [CrossRef]
- Feng, G.; Wang, T.; Huang, Q.; Guo, W.; Liu, R. Experimental study on ultra-precision grinding characteristics of WC-Ni hard metals. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2020, 234, 600–609. [Google Scholar] [CrossRef]
- Zhao, W.; Hong, H.; Wang, H. Mechanism of unstable material removal modes in microcutting of silicon carbide. Micromachines 2019, 10, 696. [Google Scholar] [CrossRef] [PubMed]
- Chen, J.; Ding, F.; Luo, X.; Rao, X.; Sun, J. Fundamental study of ductile-regime diamond turning of single crystal gallium arsenide. Precis. Eng. 2020, 62, 71–82. [Google Scholar] [CrossRef]
- Mishra, V.; Sharma, R.; Mahajan, K.; Kumar, J.; Khatri, N.; Gupta, A.; Garg, H.; Karar, V.; Pawade, R.; Sarepaka, R.V. Experimental investigations on ultra-precision machining of polycarbonate and related issues. J. Micromanuf. 2021, 4, 61–73. [Google Scholar] [CrossRef]
- Goel, B.; Singh, S.; Sarepaka, R.G.V. Precision deterministic machining of polymethyl methacrylate by single-point diamond turning. Mater. Manuf. Process. 2016, 31, 1917–1926. [Google Scholar] [CrossRef]
- Venkatachalam, S. Predictive Modeling for Ductile Machining of Brittle Materials. Ph.D. Thesis, Georgia Institute of Technology, Atlanta, GA, USA, 2007. [Google Scholar]
- Ikawa, N.; Shimada, S.; Tanaka, H.; Ohmori, G. An Atomistic analysis of nanometric chip removal as affected by tool-work interaction in diamond turning. CIRP Ann. 1991, 40, 551–554. [Google Scholar] [CrossRef]
- Li, Z.; Zhang, X. Subsurface deformation of germanium in ultra-precision cutting: Characterization of micro-Raman spectroscopy. Int. J. Adv. Manuf. Technol. 2016, 91, 213–225. [Google Scholar] [CrossRef]
- Liu, C.; Chen, P.; Zhang, Z. 7—Simulation of force, energy, surface integrity during nanometric machining by molecular dynamics (MD). In Machining and Tribology; Pramanik, A., Ed.; Elsevier Series on Tribology and Surface Engineering; Elsevier: Amsterdam, The Netherlands, 2022; pp. 163–186. [Google Scholar] [CrossRef]
- Liu, Q.; Liao, Z.; Axinte, D. Temperature effect on the material removal mechanism of soft-brittle crystals at nano/micro scale. Int. J. Mach. Tools Manuf. 2020, 159, 103620. [Google Scholar] [CrossRef]
- Mohammadi, H.; Ravindra, D.; Kode, S.K.; Patten, J.A. Experimental work on micro laser-assisted diamond turning of silicon (111). J. Manuf. Process. 2015, 19, 125–128. [Google Scholar] [CrossRef]
- Ravindra, D.; Patten, J. Ductile regime single point diamond turning of quartz resulting in an improved and damage-free surface. Mach. Sci. Technol. 2011, 15, 357–375. [Google Scholar] [CrossRef]
- Shimada, S.; Inamura, T.; Ikawa, N. Possible mechanism of brittle-ductile transition in material removal in micromachining of brittle materials. In Advances in Abrasive Technology; World Scientific: Singapore, 1997; pp. 28–32. [Google Scholar]
- Yuan, J.; Lyu, B.; Hang, W.; Deng, Q. Review on the progress of ultra-precision machining technologies. Front. Mech. Eng. 2017, 12, 158–180. [Google Scholar] [CrossRef]
- Zhu, Z.; Jiang, Q. Research on precision and ultra-precision machining technology development. In Advances in Intelligent Systems Research, Proceedings of the 2015 International Conference on Intelligent Systems Research and Mechatronics Engineering, Zhengzhou, China, 11–13 April 2015; Atlantis Press: Amsterdam, The Netherlands, 2015. [Google Scholar]
- Heidari, M.; Akbari, J.; Yan, J. Effects of tool rake angle and tool nose radius on surface quality of ultraprecision diamond-turned porous silicon. J. Manuf. Process. 2019, 37, 321–331. [Google Scholar] [CrossRef]
- Jasinevicius, R.G.; Santos, F.J.D.; Pizani, P.S.; Duduch, J.G.; Porto, A.J.V. Surface amorphization in diamond turning of silicon crystal investigated by transmission electron microscopy. J. Non-Cryst. Solids 2000, 272, 174–178. [Google Scholar] [CrossRef]
- Fang, F.Z.; Wu, H.; Zhou, W.; Hu, X.T. A study on mechanism of nano-cutting single crystal silicon. J. Mater. Process. Technol. 2007, 184, 407–410. [Google Scholar] [CrossRef]
- Goel, S.; Kovalchenko, A.; Stukowski, A.; Cross, G. Influence of microstructure on the cutting behaviour of silicon. Acta Mater. 2016, 105, 464–478. [Google Scholar] [CrossRef]
- Wang, J.; Zhang, X.; Fang, F.; Chen, R. A numerical study on the material removal and phase transformation in the nanometric cutting of silicon. Appl. Surf. Sci. 2018, 455, 608–615. [Google Scholar] [CrossRef]
- Yan, J.; Asami, T.; Harada, H.; Kuriyagawa, T. Fundamental investigation of subsurface damage in single crystalline silicon caused by diamond machining. Precis. Eng. 2009, 33, 378–386. [Google Scholar] [CrossRef]
- Puttick, K.E.; Whitmore, L.C.; Chao, C.L.; Gee, A.E. Transmission electron microscopy of nanomachined silicon crystals. Philos. Mag. A 1994, 69, 91–103. [Google Scholar] [CrossRef]
- Mishra, M.; Szlufarska, I. Possibility of high-pressure transformation during nanoindentation of SiC. Acta Mater. 2009, 57, 6156–6165. [Google Scholar] [CrossRef]
- Pharr, G.M.; Oliver, W.C.; Harding, D.S. New evidence for a pressure-induced phase transformation during the indentation of silicon. J. Mater. Res. 1991, 6, 1129–1130. [Google Scholar] [CrossRef]
- Shibata, T.; Fujii, S.; Makino, E.; Ikeda, M. Ductile-regime turning mechanism of single-crystal silicon. Precis. Eng. 1996, 18, 129–137. [Google Scholar] [CrossRef]
- Xiao, G.; To, S.; Zhang, G. The mechanism of ductile deformation in ductile regime machining of 6H SiC. Comput. Mater. Sci. 2015, 98, 178–188. [Google Scholar] [CrossRef]
- Rumpel, A.; Enderli, F. Minimizing polishing times in asphere production by ultra-precision grinding. In Ninth European Seminar on Precision Optics Manufacturing; SPIE: Bellingham, WA, USA, 2022; pp. 6–12. [Google Scholar] [CrossRef]
- Tao, H.; Liu, Y.; Zhao, D.; Lu, X. The material removal and surface generation mechanism in ultra-precision grinding of silicon wafers. Int. J. Mech. Sci. 2022, 222, 107240. [Google Scholar] [CrossRef]
- Feng, G.; Guo, J.; Zhang, G. Material removal characteristics of ultra-precision grinding silicon carbide ceramics. Adv. Appl. Ceramics. Struct. Funct. Bioceram. 2020, 119, 175–182. [Google Scholar] [CrossRef]
- Chen, P.; Zhang, Z.; An, T.; Yu, H.; Qin, F. Generation and distribution of residual stress during nano-grinding of monocrystalline silicon. Jpn. J. Appl. Phys. 2018, 57, 121302. [Google Scholar] [CrossRef]
- Zeng, X.; Gan, Y.X. A review of grinding technologies for glass machining. Int. J. Abras. Technol. 2011, 4, 223–239. [Google Scholar] [CrossRef]
- Kopac, J.; Krajnik, P. High-performance grinding—A review. J. Mater. Process. Technol. 2006, 175, 278–284. [Google Scholar] [CrossRef]
- Cheng, M.N.; Cheung, C.F.; Lee, W.B.; To, S.; Kong, L.B. Theoretical and experimental analysis of nano-surface generation in ultra-precision raster milling. Int. J. Mach. Tools Manuf. 2008, 48, 1090–1102. [Google Scholar] [CrossRef]
- Sun, Z.; To, S.; Yu, K.M. One-step generation of hybrid micro-optics with high-frequency diffractive structures on infrared materials by ultra-precision side milling. Opt. Express OE 2018, 26, 28161–28177. [Google Scholar] [CrossRef]
- Liu, H.T. Precision machining of advanced materials with waterjets. IOP Conf. Ser. Mater. Sci. Eng. 2017, 164, 012008. [Google Scholar] [CrossRef]
- Putz, M.; Rennau, A.; Dix, M. High precision machining of hybrid layer composites by abrasive waterjet cutting. Procedia Manuf. 2018, 21, 583–590. [Google Scholar] [CrossRef]
- Zhao, W.; Guo, C. Topography and microstructure of the cutting surface machined with abrasive waterjet. Int. J. Adv. Manuf. Technol. 2014, 73, 941–947. [Google Scholar] [CrossRef]
- Korat, M.M.; Acharya, G.D. A review on current research and development in abrasive waterjet machining. Int. J. Eng. Res. Appl. 2014, 4, 423–432. [Google Scholar]
- Kovacevic, R.; Hashish, M.; Mohan, R.; Ramulu, M.; Kim, T.J.; Geskin, E.S. State of the art of research and development in abrasive waterjet machining. J. Manuf. Sci. Eng. 1997, 119, 776–785. [Google Scholar] [CrossRef]
- Jeon, Y.; Lee, C.M. Current research trend on laser assisted machining. Int. J. Precis. Eng. Manuf. 2012, 13, 311–317. [Google Scholar] [CrossRef]
- Rebro, P.A.; Shin, Y.C.; Incropera, F.P. Design of operating conditions for crackfree laser-assisted machining of mullite. Int. J. Mach. Tools Manuf. 2004, 44, 677–694. [Google Scholar] [CrossRef]
- Nurul Amin, A.K.; Ginta, T.L. Heat-Assisted Machining. In Comprehensive Materials Processing; Elsevier: Amsterdam, The Netherlands, 2014; pp. 297–331. [Google Scholar] [CrossRef]
- Steen, W.M.; Mazumder, J. Laser Material Processing; Springer: London, UK, 2010. [Google Scholar] [CrossRef]
- Arrizubieta, J.I.; Klocke, F.; Gräfe, S.; Arntz, K.; Lamikiz, A. Thermal Simulation of Laser-assisted Turning. Procedia Eng. 2015, 132, 639–646. [Google Scholar] [CrossRef]
- Guo, Y.; Yang, X.; Kang, J.; Li, M.; Xie, Q.; Xiao, J.; Zhang, W. Experimental investigations on the laser-assisted machining of single crystal Si for optimal machining. Opt. Laser Technol. 2021, 141, 107113. [Google Scholar] [CrossRef]
- Kim, E.J.; Lee, C.M. A study on the optimal machining parameters of the induction assisted milling with Inconel 718. Materials 2019, 12, 233. [Google Scholar] [CrossRef] [PubMed]
- Ravindra, D.; Patten, J. Micro-laser-assisted machining: The future of manufacturing ceramics and semiconductors. Sens. Mater. 2014, 26, 417–427. [Google Scholar]
- Baek, J.-T.; Woo, W.-S.; Lee, C.-M. A study on the machining characteristics of induction and laser-induction assisted machining of AISI 1045 steel and Inconel 718. J. Manuf. Process. 2018, 34, 513–522. [Google Scholar] [CrossRef]
- Mohammadi, H.; Poyraz, H.B.; Ravindra, D.; Patten, J.A. An experimental study on single point diamond turning of an unpolished silicon wafer via micro-laser assisted machining. Adv. Mater. Res. 2014, 1017, 175–180. [Google Scholar] [CrossRef]
- Pfefferkorn, F.E.; Lei, S.; Jeon, Y.; Haddad, G. A metric for defining the energy efficiency of thermally assisted machining. Int. J. Mach. Tools Manuf. 2009, 49, 357–365. [Google Scholar] [CrossRef]
- Chryssolouris, G.; Anifantis, N.; Karagiannis, S. Laser Assisted Machining: An Overview. J. Manuf. Sci. Eng. 1997, 119, 766–769. [Google Scholar] [CrossRef]
- Venkatesan, K.; Ramanujam, R.; Kuppan, P. Laser assisted machining of difficult to cut materials: Research opportunities and future directions—A Comprehensive Review. Procedia Eng. 2014, 97, 1626–1636. [Google Scholar] [CrossRef]
- Melkote, S.; Kumar, M.; Hashimoto, F.; Lahoti, G. Laser assisted micro-milling of hard-to-machine materials. CIRP Ann. 2009, 58, 45–48. [Google Scholar] [CrossRef]
- Li, Z.; Zhang, F.; Luo, X.; Chang, W.; Cai, Y.; Zhong, W.; Ding, F. Material removal mechanism of laser-assisted grinding of RB-SiC ceramics and process optimization. J. Eur. Ceram. Soc. 2019, 39, 705–717. [Google Scholar] [CrossRef]
- Wang, Z.; Xu, J.; Yu, H.; Yu, Z.; Li, Y.; Du, Q. Process characteristics of laser-assisted micro machining of SiCp/2024Al composites. Int. J. Adv. Manuf. Technol. 2018, 94, 3679–3690. [Google Scholar] [CrossRef]
- Kannan, M.V.; Kuppan, P.; Kumar, A.S.; Kumar, K.R.; Jegaraj, J.J.R. Effect of laser scan speed on surface temperature, cutting forces and tool wear during laser assisted machining of alumina. Procedia Eng. 2014, 97, 1647–1656. [Google Scholar] [CrossRef]
- Joshi, A.; Kansara, N.; Das, S.; Kuppan, P.; Venkatesan, K. A study of temperature distribution for laser assisted machining of ti-6al-4 v alloy. Procedia Eng. 2014, 97, 1466–1473. [Google Scholar] [CrossRef]
- Patten, J.A.; Ghantasala, M.K.; Ravindra, D.; Poyraz, H.B.; Virkar, S. The effects of laser heating on the material removal process in Si and SiC nanomachining. In Proceedings of the 2011 NSF Engineering Research and Innovation Conference, Atlanta, GA, USA; 2011; pp. 4–7. [Google Scholar]
- Ke, J.; Chen, X.; Liu, C.; Zhang, J.; Yang, H.; Xu, J. Enhancing the ductile machinability of single-crystal silicon by laser-assisted diamond cutting. Int. J. Adv. Manuf. Technol. 2022, 118, 3265–3282. [Google Scholar] [CrossRef]
- Zhang, J.; Fu, Y.; Chen, X.; Shen, Z.; Zhang, J.; Xiao, J.; Xu, J. Investigation of the material removal process in in-situ laser-assisted diamond cutting of reaction-bonded silicon carbide. J. Eur. Ceram. Soc. 2023, 43, 2354–2365. [Google Scholar] [CrossRef]
- Ke, J.; Chen, X.; Liu, C.; Xu, G.; She, Z.; Zhang, J.; Xu, J. Ultra-precision cutting characteristics of binderless tungsten carbide by in-heat-process laser-assisted diamond machining. Int. J. Refract. Met. Hard Mater. 2023, 115, 106311. [Google Scholar] [CrossRef]
- Cao, J.; Wu, Y.; Lu, D.; Fujimoto, M.; Nomura, M. Fundamental machining characteristics of ultrasonic assisted internal grinding of SiC ceramics. Mater. Manuf. Process. 2014, 29, 557–563. [Google Scholar] [CrossRef]
- Ning, F.; Wang, H.; Cong, W. Rotary ultrasonic machining of carbon fiber reinforced plastic composites: A study on fiber material removal mechanism through single-grain scratching. Int. J. Adv. Manuf. Technol. 2019, 103, 1095–1104. [Google Scholar] [CrossRef]
- Wang, J.; Geng, Y.; Li, Z.; Yan, Y.; Luo, X.; Fan, P. Study on the vertical ultrasonic vibration-assisted nanomachining process on single-crystal silicon. J. Manuf. Sci. Eng. 2021, 144, 041013. [Google Scholar] [CrossRef]
- Astakhov, V.P. Improving sustainability of machining operation as a system endeavor. In Sustainable Machining; Davim, J.P., Ed.; Materials Forming, Machining and Tribology; Springer International Publishing: Cham, Switzerland, 2017; pp. 1–29. [Google Scholar] [CrossRef]
- Narayanan, R.G.; Gunasekera, J.S. Introduction to sustainable manufacturing processes. In Sustainable Manufacturing Processes; Elsevier: Amsterdam, The Netherlands, 2023; pp. 1–28. [Google Scholar] [CrossRef]
- Sultana, M.N.; Dhar, N.R.; Zaman, P.B. A review on different cooling/lubrication techniques in metal cutting. Am. J. Mech. Appl. 2019, 7, 71. [Google Scholar] [CrossRef]
- Linke, B.; Overcash, M. Life Cycle Analysis of Grinding. In Leveraging Technology for a Sustainable World, Proceedings of the 19th CIRP Conference on Life Cycle Engineering, Berkeley, CA, USA, 23–25 May 2012; Springer: Berlin/Heidelberg, Germany, 2012; pp. 293–298. [Google Scholar] [CrossRef]
- Benedicto, E.; Carou, D.; Rubio, E.M. Technical, economic and environmental review of the lubrication/cooling systems used in machining processes. Procedia Eng. 2017, 184, 99–116. [Google Scholar] [CrossRef]
- Ibrahim, A.M.M.; Li, W.; Xiao, H.; Zeng, Z.; Ren, Y.; Alsoufi, M.S. Energy conservation and environmental sustainability during grinding operation of Ti–6Al–4V alloys via eco-friendly oil/graphene nano additive and Minimum quantity lubrication. Tribol. Int. 2020, 150, 106387. [Google Scholar] [CrossRef]
- Gupta, M.K.; Niesłony, P.; Korkmaz, M.E.; Kuntoğlu, M.; Królczyk, G.M.; Günay, M.; Sarikaya, M. Comparison of tool wear, surface morphology, specific cutting energy and cutting temperature in machining of titanium alloys under hybrid and green cooling strategies. Int. J. Precis. Eng. Manuf. Technol. 2023, 10, 1393–1406. [Google Scholar] [CrossRef]
- Chetan; Ghosh, S.; Rao, P.V. Application of sustainable techniques in metal cutting for enhanced machinability: A review. J. Clean. Prod. 2015, 100, 17–34. [Google Scholar] [CrossRef]
- Schneider, F.; Das, J.; Kirsch, B.; Linke, B.; Aurich, J.C. Sustainability in ultra precision and micro machining: A review. Int. J. Precis. Eng. Manuf. Green Technol. 2019, 6, 601–610. [Google Scholar] [CrossRef]
- Qu, S.; Gong, Y.; Yang, Y.; Wang, W.; Liang, C.; Han, B. An investigation of carbon nanofluid minimum quantity lubrication for grinding unidirectional carbon fibre-reinforced ceramic matrix composites. J. Clean. Prod. 2019, 249, 119353. [Google Scholar] [CrossRef]
- Roushan, A.; Rao, U.S.; Patra, K.; Sahoo, P. Performance evaluation of tool coatings and nanofluid MQL on the micro-machinability of Ti-6Al-4V. J. Manuf. Process. 2022, 73, 595–610. [Google Scholar] [CrossRef]
- Sinha, M.K.; Madarkar, R.; Ghosh, S.; Rao, P.V. Application of eco-friendly nanofluids during grinding of Inconel 718 through small quantity lubrication. J. Clean. Prod. 2017, 141, 1359–1375. [Google Scholar] [CrossRef]
- Gupta, M.K.; Mia, M.; Singh, G.; Pimenov, D.Y.; Sarikaya, M.; Sharma, V.S. Hybrid cooling-lubrication strategies to improve surface topography and tool wear in sustainable turning of Al 7075-T6 alloy. Int. J. Adv. Manuf. Technol. 2019, 101, 55–69. [Google Scholar] [CrossRef]
- Huang, P.; Li, H.; Zhu, W.-L.; Wang, H.; Zhang, G.; Wu, X.; To, S.; Zhu, Z. Effects of eco-friendly cooling strategy on machining performance in micro-scale diamond turning of Ti–6Al–4V. J. Clean. Prod. 2019, 243, 118526. [Google Scholar] [CrossRef]
- Singh, A.K.; Sharma, V. A comparative appraisal of sustainable strategy in Ultrasonic Assisted Grinding of Nimonic 80A using novel green atomized cutting fluid. Sustain. Mater. Technol. 2022, 32, e00423. [Google Scholar] [CrossRef]
- Mir, A.; Luo, X.; Cheng, K.; Cox, A. Investigation of influence of tool rake angle in single point diamond turning of silicon. Int. J. Adv. Manuf. Technol. 2017, 94, 2343–2355. [Google Scholar] [CrossRef]
- Shi, J.; Shi, Y.; Liu, C.R. Evaluation of a three-dimensional single-point turning at atomistic level by a molecular dynamic simulation. Int. J. Adv. Manuf. Technol. 2011, 54, 161–171. [Google Scholar] [CrossRef]
- Shimada, S.; Ikawa, N.; Inamura, T.; Takezawa, N.; Ohmori, H.; Sata, T. Brittle-ductile transition phenomena in microindentation and micromachining. CIRP Ann. 1995, 44, 523–526. [Google Scholar] [CrossRef]
- Goel, S.; Luo, X.; Reuben, R.L. Wear mechanism of diamond tools against single crystal silicon in single point diamond turning process. Tribol. Int. 2013, 57, 272–281. [Google Scholar] [CrossRef]
- Chavoshi, S.Z.; Xu, S.; Luo, X. Dislocation-mediated plasticity in silicon during nanometric cutting: A molecular dynamics simulation study. Mater. Sci. Semicond. Process. 2016, 51, 60–70. [Google Scholar] [CrossRef]
- Wang, Z.; Chen, J.; Wang, G.; Bai, Q.; Liang, Y. Anisotropy of Single-Crystal Silicon in Nanometric Cutting. Nanoscale Res. Lett. 2017, 12, 300. [Google Scholar] [CrossRef] [PubMed]
- Cai, M.B.; Li, X.P.; Rahman, M. Study of the mechanism of nanoscale ductile mode cutting of silicon using molecular dynamics simulation. Int. J. Mach. Tools Manuf. 2007, 47, 75–80. [Google Scholar] [CrossRef]
- Xiao, G.; To, S.; Zhang, G. Molecular dynamics modelling of brittle-ductile cutting mode transition: Case study on silicon carbide. Int. J. Mach. Tools Manuf. 2015, 88, 214–222. [Google Scholar] [CrossRef]
- Dai, H.; Chen, G. A molecular dynamics investigation into the mechanisms of material removal and subsurface damage of nanoscale high-speed laser-assisted machining. Mol. Simul. 2017, 43, 42–51. [Google Scholar] [CrossRef]
- Li, C.; Hu, Y.; Zhang, F.; Geng, Y.; Meng, B. Molecular dynamics simulation of laser assisted grinding of GaN crystals. Int. J. Mech. Sci. 2023, 239, 107856. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fabrication Technique Types | Fabrication Techniques | Limitations |
|---|---|---|
| Mechanical fabrication | Ultra-precision diamond cutting; diamond milling, fast tool servo (FTS), slow tool servo (STS), and vibration-assisted cutting |
|
| Ultrasonic vibration-assisted diamond cutting |
| |
| Non-mechanical fabrication | Electron beam lithography, laser ablation, focused ion beam |
|
| Etching (laser-assisted and chemical etching) |
| |
| Femtosecond laser polymerisation |
| |
| Hybrid (Mechanical and non-mechanical) | Ultra-precision machining and picosecond laser ablation |
|
| Subcomponents | Clusters |
|---|---|
| Economy | Material cost Cutting fluid cost Electricity cost |
| Environment | Global warming Ozone depletion Fine particulate Matter formation Water consumption Acidification, eutrophication, and ecotoxicity Carcinogenic and noncarcinogenic Resource scarcity |
| Societal | Employee safety Human health |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Olaniyan, T.; Faisal, N.; Njuguna, J. Recent Developments in Mechanical Ultraprecision Machining for Nano/Micro Device Manufacturing. Micromachines 2024, 15, 1030. https://doi.org/10.3390/mi15081030
Olaniyan T, Faisal N, Njuguna J. Recent Developments in Mechanical Ultraprecision Machining for Nano/Micro Device Manufacturing. Micromachines. 2024; 15(8):1030. https://doi.org/10.3390/mi15081030
Chicago/Turabian StyleOlaniyan, Tirimisiyu, Nadimul Faisal, and James Njuguna. 2024. "Recent Developments in Mechanical Ultraprecision Machining for Nano/Micro Device Manufacturing" Micromachines 15, no. 8: 1030. https://doi.org/10.3390/mi15081030
APA StyleOlaniyan, T., Faisal, N., & Njuguna, J. (2024). Recent Developments in Mechanical Ultraprecision Machining for Nano/Micro Device Manufacturing. Micromachines, 15(8), 1030. https://doi.org/10.3390/mi15081030