

Design, Modeling, and Testing of a Long-Stroke Fast Tool Servo Based on Corrugated Flexure Units

Abstract
1. Introduction
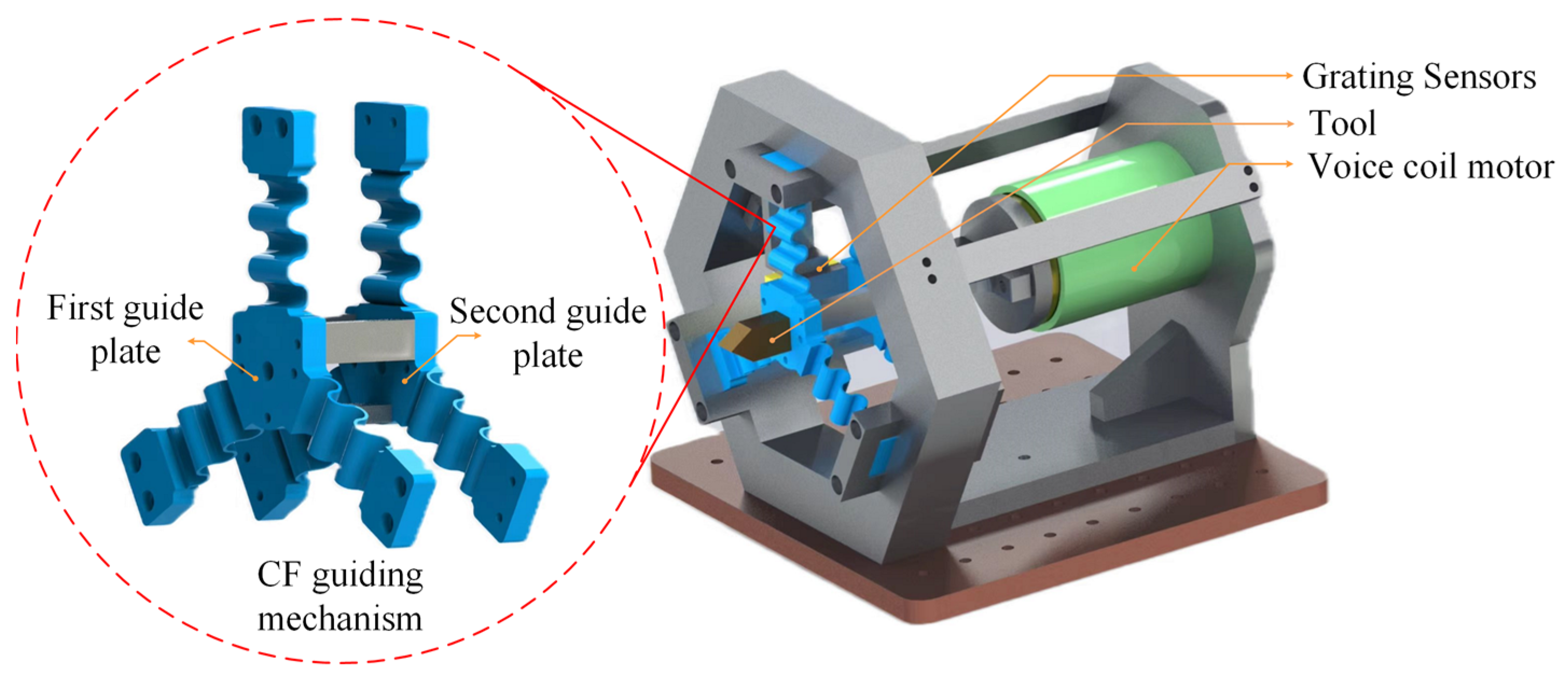
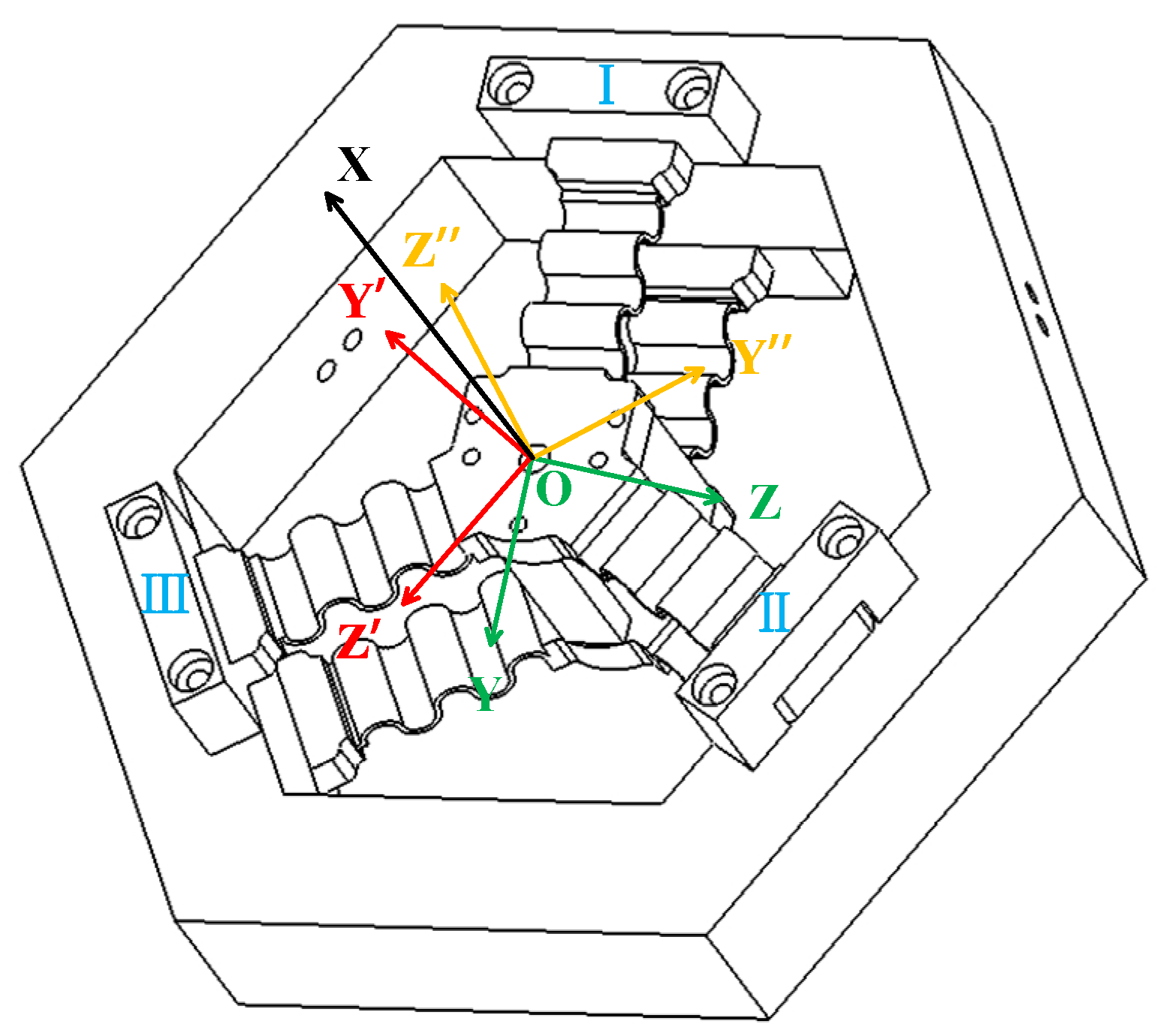
2. Design of FTS Platform with CF Guiding Mechanism
3. Static Modeling of CF Guiding Mechanism
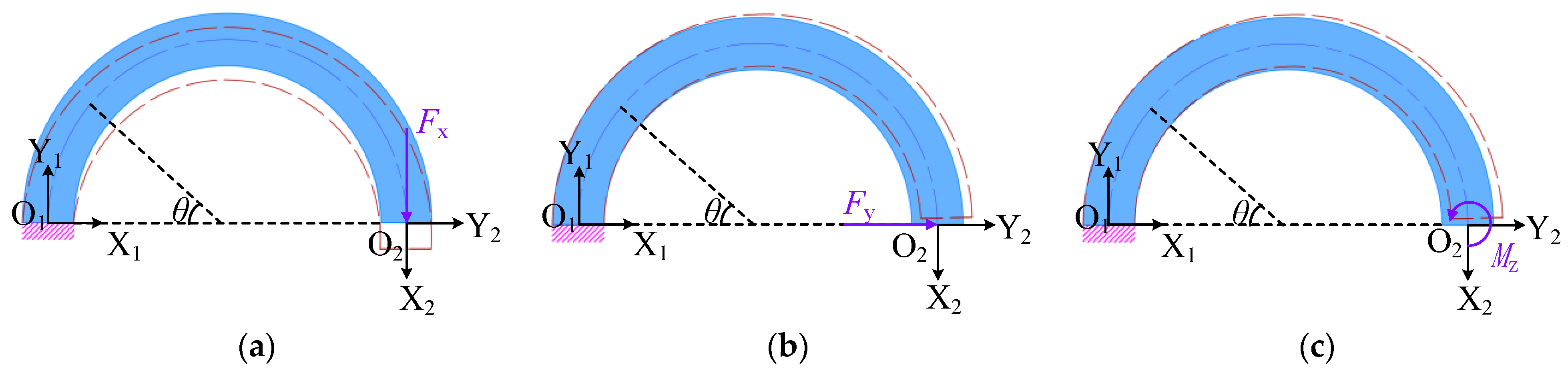
3.1. Flexibility Model for Semi-Circle Flexure Units
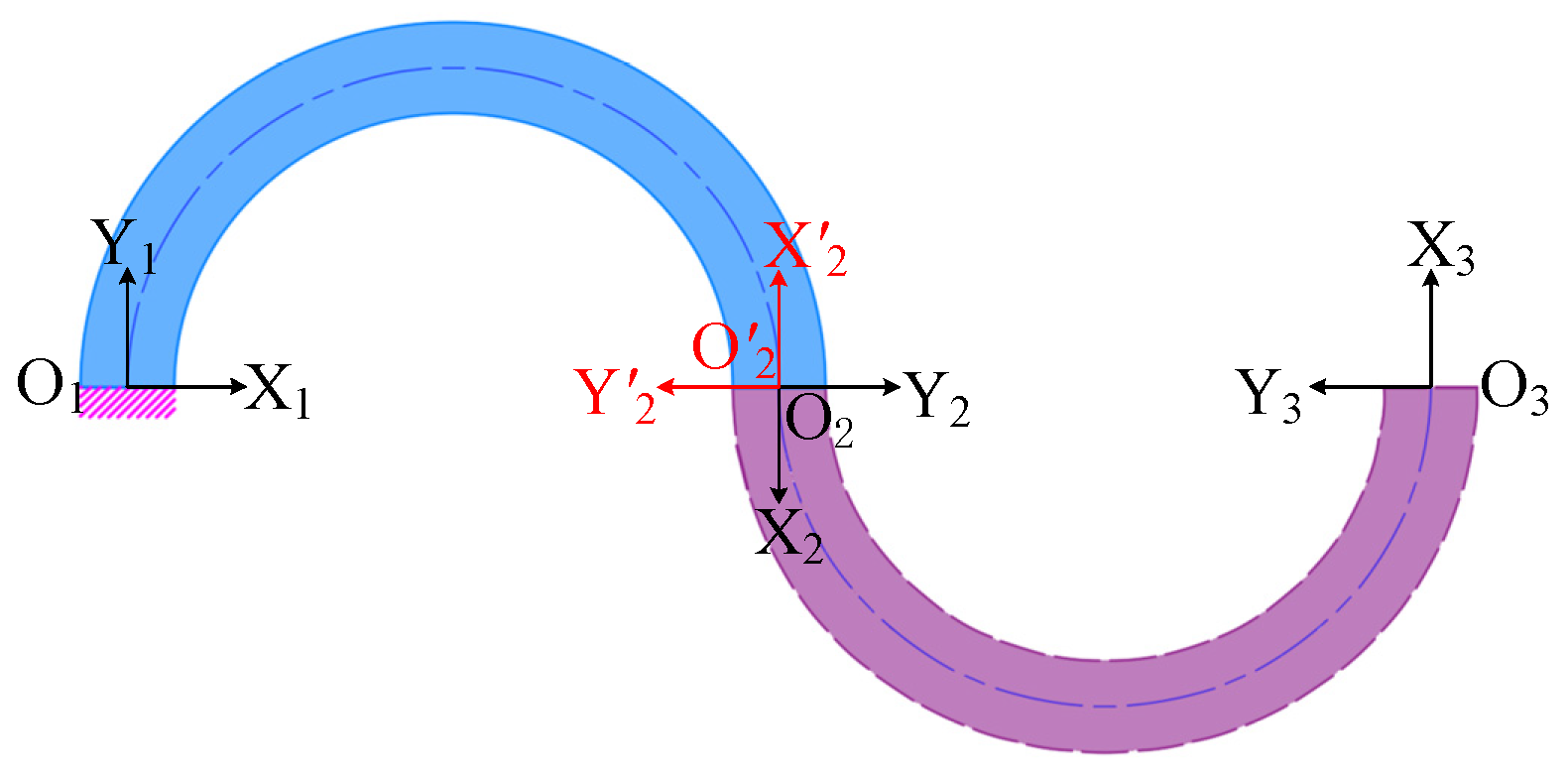
3.2. Flexibility Modeling of CF Units
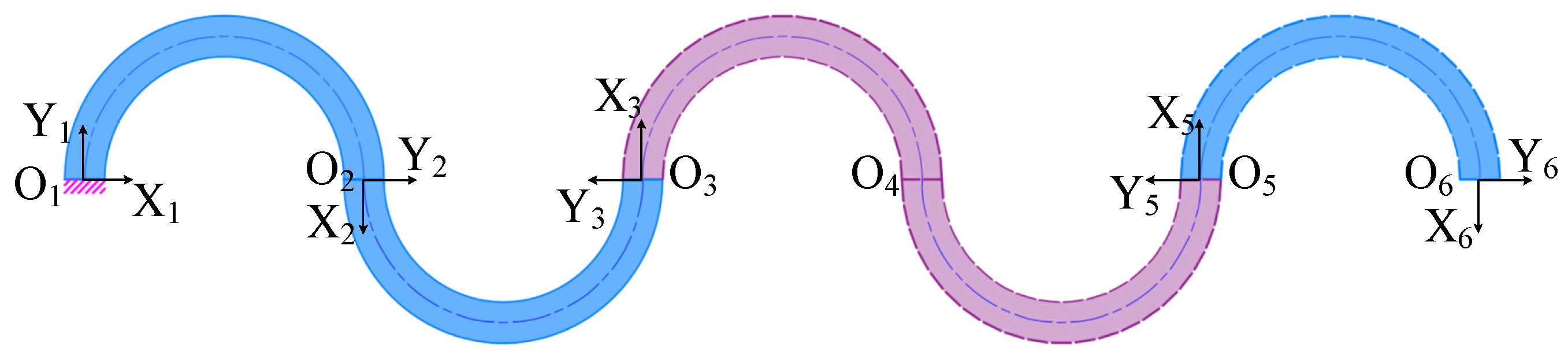
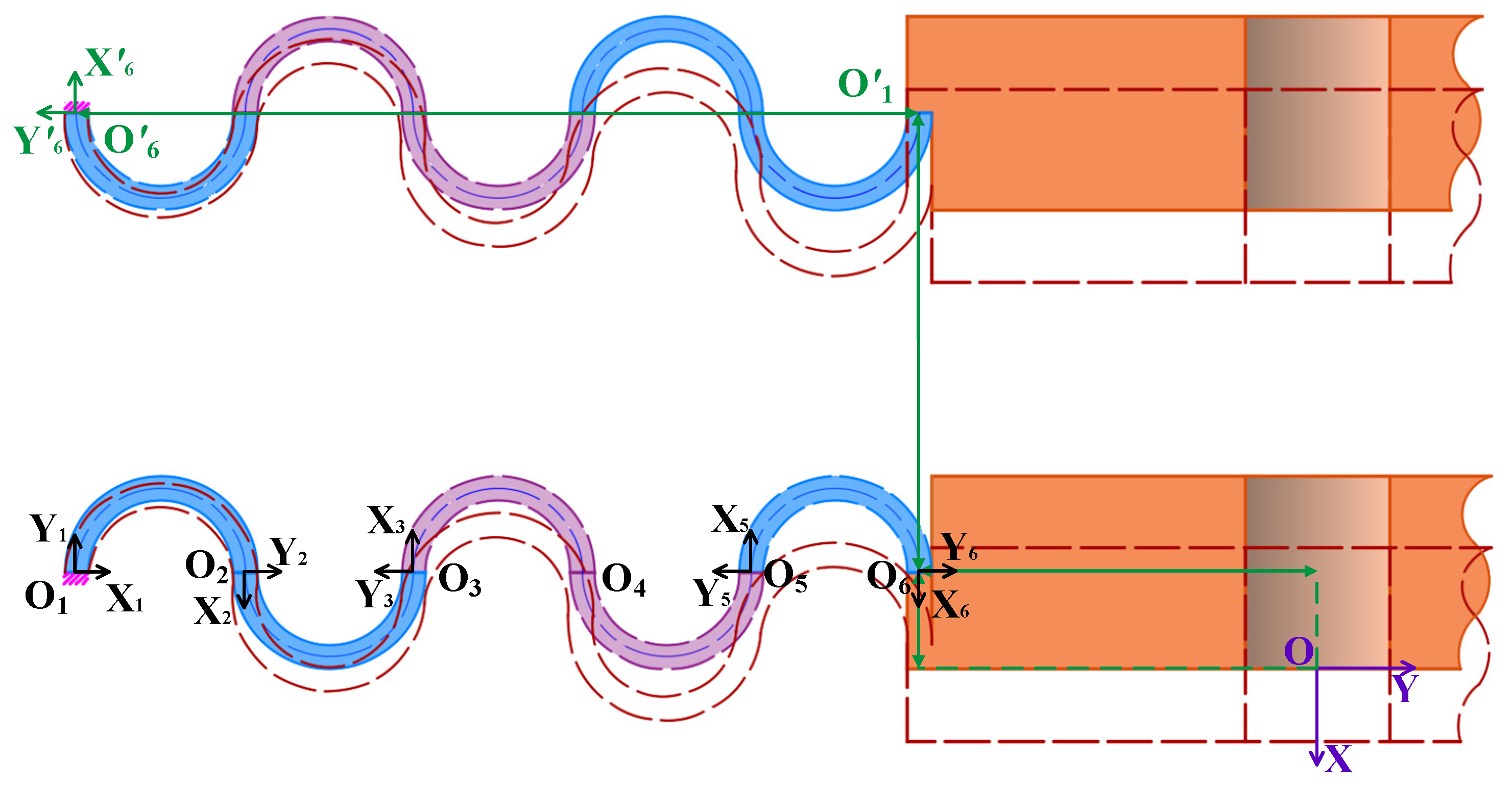
3.3. Flexibility Modeling of Five-Link CF Beams
3.4. Static Modeling of the FTS System
3.5. Static Modeling of FTS Systems with Arbitrary Number of Links
4. Static Model Validation and Static Characteristic Experiments
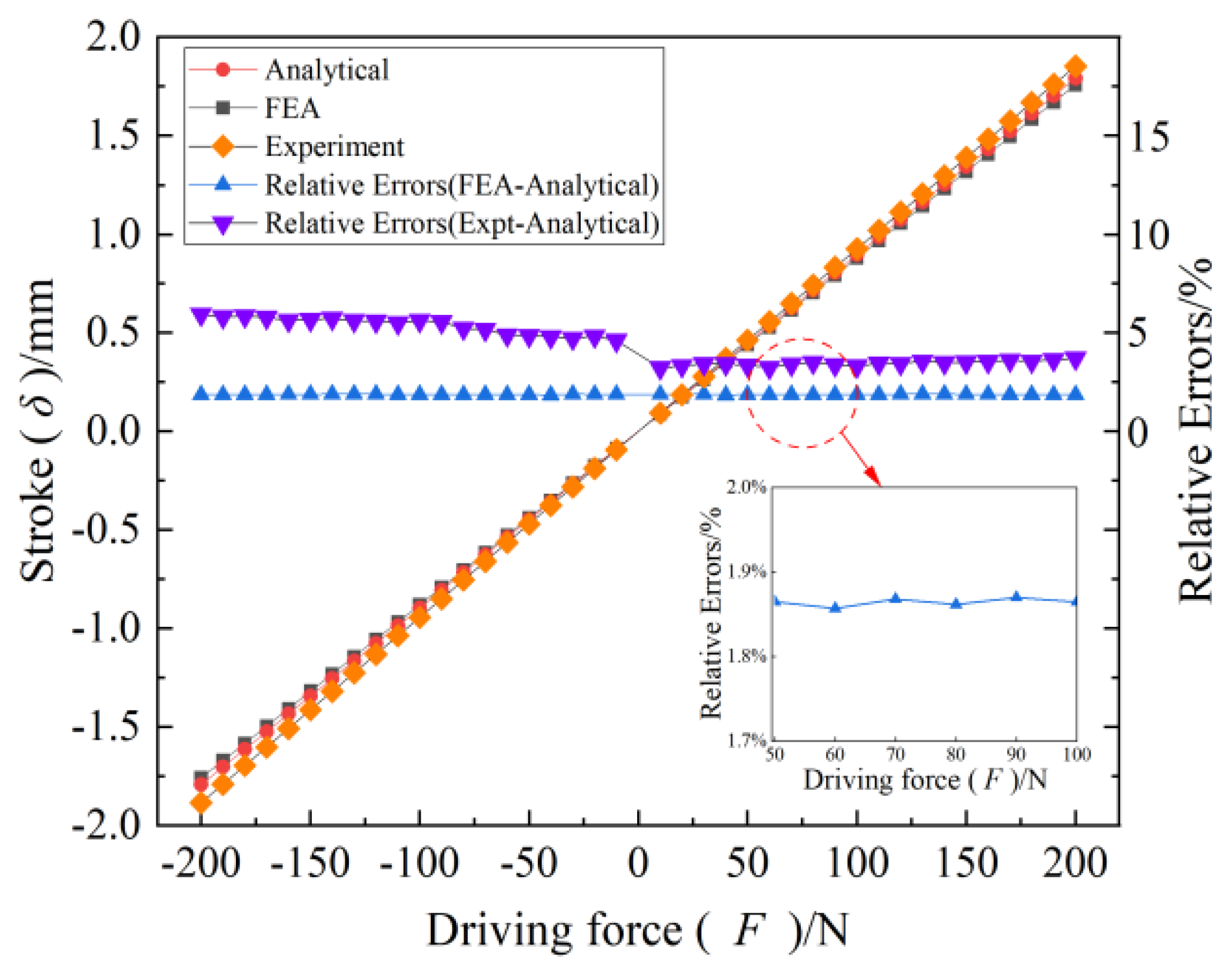
4.1. Verification of the Accuracy of the Static Model
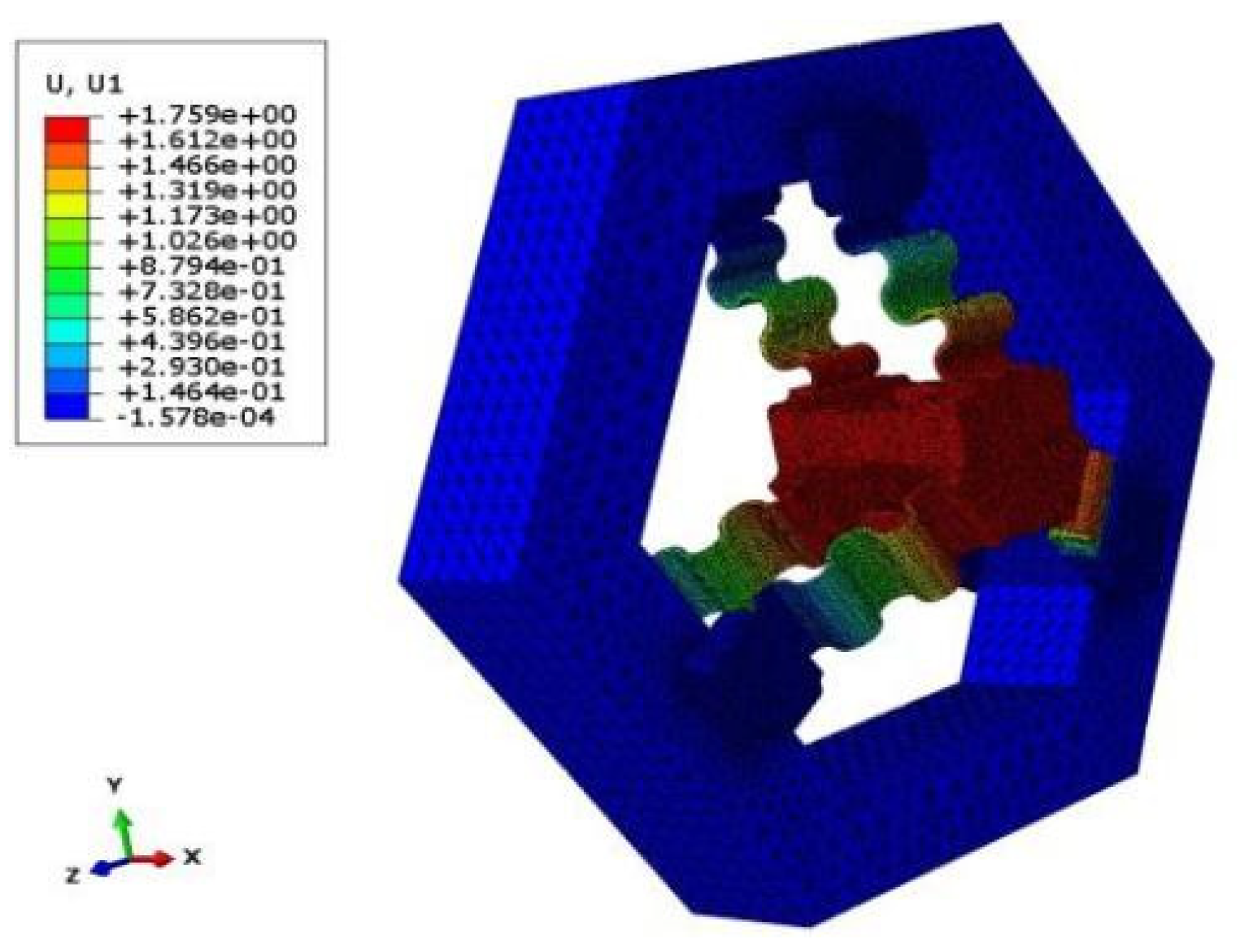
4.1.1. FEA Verification
4.1.2. Stroke Test Experiments
4.2. Experiments on Static Characteristics under Open-Loop Control
4.2.1. System Resolution Test
4.2.2. Positioning Accuracy and Repeat Positioning Accuracy Test
5. Discussion
6. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Nomenclature
| C | flexibility |
| CF | corrugated flexure |
| E | modulus of elasticity |
| F | force |
| FEA | finite element analysis |
| FTS | fast tool servo |
| I | moment of inertia |
| K | stiffness |
| M | bending moment |
| n | number of links |
| r | radius of semi-circle flexure unit |
| Ri, Rij | rotation matrix |
| Ti, Tij | rotation matrix |
| VCM | voice coil motor |
| θ | polar angle |
| θz, θi | rotation angle |
| δ, Δ | Displacement |
References
- Cheng, K.; Niu, Z.C.; Wang, R.C.; Rakowski, R.; Bateman, R. Smart cutting tools and smart machining: Development approaches, and their implementation and application perspectives. Chin. J. Mech. Eng. 2017, 30, 1162–1176. [Google Scholar] [CrossRef]
- Huo, D. Micro-Cutting: Fundamentals and Applications; John Wiley & Sons: Chichester, UK, 2013. [Google Scholar]
- Guo, Y.; Yang, X.; Kang, J.; Zhang, W.; Wang, X.; Li, M.; Wang, Y.; Xie, Q.; Luo, S. Ductile machining of single-crystal germanium for freeform surfaces diamond turning based on a long-stroke fast tool servo. J. Manuf. Process. 2022, 82, 615–627. [Google Scholar] [CrossRef]
- Liu, J.; Zhao, Y.; Liu, K.; Wang, L.; Li, F. Compensation machining of freeform based on fast tool servo system. PLoS ONE 2023, 18, e0282752. [Google Scholar] [CrossRef] [PubMed]
- Chang, K.M.; Cheng, J.L.; Liu, Y.T. Machining control of non-axisymmetric aspheric surface based on piezoelectric fast tool servo system. Precis. Eng. 2022, 76, 160–172. [Google Scholar] [CrossRef]
- Huang, W.W.; Zhang, X.; Zhu, L.M. Band-stop-filter-based repetitive control of fast tool servos for diamond turning of micro-structured functional surfaces. Precis. Eng. 2023, 83, 124–133. [Google Scholar] [CrossRef]
- Pu, X.; Xu, J.; Huang, P.; Du, H.; Zhu, Z. Fast tool servo-based ultra-precision diamond sculpturing for fabricating micro-structured surfaces. Int. J. Mech. Sci. 2024, 263, 108790. [Google Scholar] [CrossRef]
- Tang, H.; Li, H.; To, S.; Yu, K.M.; He, Y.; Gao, J.; Chen, X.; Li, J. Design and control of a new 3-PUU fast tool servo for complex microstructure machining. Int. J. Adv. Manuf. Technol. 2018, 94, 3503–3517. [Google Scholar] [CrossRef]
- Liu, J.; Luo, T.; Liu, K.; Lai, T.; Zhao, Y.; Wang, L. A Novel Fast Servo Tool Device with Double Piezoelectric Driving. Micromachines 2022, 14, 85. [Google Scholar] [CrossRef]
- Guo, J.; Morita, S.Y.; Hara, M.; Yamagata, Y.; Higuchi, T. Ultra-precision finishing of micro-aspheric mold using a magnetostrictive vibrating polisher. CIRP Ann.-Manuf. Technol. 2012, 61, 371–374. [Google Scholar] [CrossRef]
- Nie, Y.H.; Fang, F.Z.; Zhang, X.D. System design of Maxwell force driving fast tool servos based on model analysis. Int. J. Adv. Manuf. Technol. 2014, 72, 25–32. [Google Scholar] [CrossRef]
- Tao, Y.; Li, Z.; Hu, P.; Chen, F.W.; Ju, B.F.; Chen, Y.L. High-accurate cutting forces estimation by machine learning with voice coil motor-driven fast tool servo for micro/nano cutting. Precis. Eng. 2023, 79, 291–299. [Google Scholar] [CrossRef]
- Zhu, Z.; Zhou, X.; Liu, Q.; Zhao, S. Multi-objective optimum design of fast tool servo based on improved differential evolution algorithm. J. Mech. Sci. Technol. 2011, 25, 3141–3149. [Google Scholar] [CrossRef]
- Yang, X.; Zhu, W.L. Design, analysis, and test of a novel self-sensing fast tool servo. IEEE Trans. Ind. Inform. 2019, 16, 4447–4455. [Google Scholar] [CrossRef]
- Zhao, D.; Zhu, Z.; Huang, P.; Guo, P.; Zhu, L.; Zhu, Z. Development of a piezoelectrically actuated dual-stage fast tool servo. Mech. Syst. Signal Process. 2020, 144, 106873. [Google Scholar] [CrossRef]
- Kim, H.S.; Lee, K.I.; Lee, K.M.; Bang, Y.B. Fabrication of free-form surfaces using a long-stroke fast tool servo and corrective figuring with on-machine measurement. Int. J. Mach. Tools Manuf. 2009, 49, 991–997. [Google Scholar] [CrossRef]
- Ma, H.; Tian, J.; Hu, D. Development of a fast tool servo in noncircular turning and its control. Mech. Syst. Signal Process. 2013, 41, 705–713. [Google Scholar] [CrossRef]
- Wang, H.; Yang, S. Design and control of a fast tool servo used in noncircular piston turning process. Mech. Syst. Signal Process. 2013, 36, 87–94. [Google Scholar] [CrossRef]
- Chen, Y.L.; Tao, Y.; Hu, P.; Wu, L.; Ju, B.F. Self-sensing of cutting forces in diamond cutting by utilizing a voice coil motor-driven fast tool servo. Precis. Eng. 2021, 71, 178–186. [Google Scholar] [CrossRef]
- Tanikawa, S.; Sato, Y.; Yan, J. A novel calibration method for angular misalignment in independently controlled fast tool servo-based diamond turning. Precis. Eng. 2023, 83, 216–227. [Google Scholar] [CrossRef]
- Feng, H.; Xia, R.; Li, Y.; Chen, J.; Yuan, Y.; Zhu, D.; Chen, S.; Chen, H. Fabrication of freeform progressive addition lenses using a self-developed long stroke fast tool servo. Int. J. Adv. Manuf. Technol. 2017, 91, 3799–3806. [Google Scholar] [CrossRef]
- Tao, Y.; Chen, Y.L.; Hu, P.; Ju, B.F.; Du, H. Development of a voice coil motor based fast tool servo with a function of self-sensing of cutting forces. Precis. Eng. 2020, 65, 130–137. [Google Scholar] [CrossRef]
- Gong, Z.; Huo, D.; Niu, Z.; Chen, W.; Cheng, K. A novel long-stroke fast tool servo system with counterbalance and its application to the ultra-precision machining of microstructured surfaces. Mech. Syst. Signal Process. 2022, 173, 109063. [Google Scholar] [CrossRef]
- Gong, Z.; Huo, D.; Niu, Z.; Chen, W.; Shyha, I. Investigation of control algorithm for long-stroke fast tool servo system. Precis. Eng. 2022, 75, 12–23. [Google Scholar] [CrossRef]
- Tian, F.; Yin, Z.; Li, S. A novel long range fast tool servo for diamond turning. Int. J. Adv. Manuf. Technol. 2016, 86, 1227–1234. [Google Scholar] [CrossRef]
- Zhuang, Z.; Du, H.; Yip, W.S.; Yin, T.; Zhao, Z.; Zhu, Z.; To, S. Development of a high-performance cutting device based on hybrid actuation for ultra-precision machining. Mater. Des. 2023, 225, 111420. [Google Scholar] [CrossRef]
- Zhang, J.; Zhang, Y.; Dong, M. Design, analysis, and test of a decoupled flexure-based 5-DOF micro-positioning platform. J. Mech. Sci. Technol. 2022, 36, 3883–3896. [Google Scholar] [CrossRef]
- Ji, H.W.; Lv, B.; Li, T.Y.; Yang, F.; Qi, A.Q.; Wu, X.; Ni, J. Design of 2-DOF decoupled large stroke precision positioning platform. J. Mech. Sci. Technol. 2022, 36, 5871–5884. [Google Scholar] [CrossRef]
- Rakuff, S.; Cuttino, J.F. Design and testing of a long-range, precision fast tool servo system for diamond turning. Precis. Eng. 2009, 33, 18–25. [Google Scholar] [CrossRef]
- Liu, Q.; Zhou, X.; Xu, P.; Zou, Q.; Lin, C. A flexure-based long-stroke fast tool servo for diamond turning. Int. J. Adv. Manuf. Technol. 2012, 59, 859–867. [Google Scholar] [CrossRef]
- Wang, T.; Li, Y.; Zhang, Y.; Lin, R.; Qian, J.; Dou, Z. Design of a flexure-based parallel XY micropositioning stage with millimeter workspace and high bandwidth. Sens. Actuators A Phys. 2021, 331, 112899. [Google Scholar] [CrossRef]
- Sun, X.; Yang, S.; Li, Y.; Chen, W.; Jin, Y. A low-cost underactuated compliant gripper with multifunctional jaws for precision manipulation. Sens. Actuators A Phys. 2024, 366, 115047. [Google Scholar] [CrossRef]
- Wang, N.; Zhang, Z.; Zhang, X.; Cui, C. Optimization of a 2-DOF micro-positioning stage using corrugated flexure units. Mech. Mach. Theory 2018, 121, 683–696. [Google Scholar] [CrossRef]
- Wang, N.; Zhang, Z.; Yue, F.; Zhang, X. Design and analysis of translational joints using corrugated flexural beams with conic curve segments. Mech. Mach. Theory 2019, 132, 223–235. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Dimensional Parameters | Value (mm) |
|---|---|
| Inner radius of semi-circle flexure unit in CF beams (r1) | 3 |
| Outer radius of semi-circle flexure unit in CF beams (r2) | 4 |
| Width of CF beams (b) | 18 |
| Thickness of CF beams (h) | 1 |
| Length of CF beams (L) | 35 |
| Distance between two CF beams (Δx1) | 38 |
| Distance between the end of the CF beam and the tool mounting surface (Δx2) | 4 |
| Distance between the end of the CF beam and the axis of the guiding mechanism (Δy) | 17 |
| Density ρ/(kg/m3) | Young’s Modulus E/Mpa | Poisson’s Ratio μ | Tensile Strength/Mpa | Yield Strength/Mpa |
|---|---|---|---|---|
| 2810 | 71,000 | 0.33 | 524 | 455 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, N.; Wen, Z.; Rong, J.; Tian, C.; Liu, X. Design, Modeling, and Testing of a Long-Stroke Fast Tool Servo Based on Corrugated Flexure Units. Micromachines 2024, 15, 1039. https://doi.org/10.3390/mi15081039
Chen N, Wen Z, Rong J, Tian C, Liu X. Design, Modeling, and Testing of a Long-Stroke Fast Tool Servo Based on Corrugated Flexure Units. Micromachines. 2024; 15(8):1039. https://doi.org/10.3390/mi15081039
Chicago/Turabian StyleChen, Ning, Zhichao Wen, Jiateng Rong, Chuan Tian, and Xianfu Liu. 2024. "Design, Modeling, and Testing of a Long-Stroke Fast Tool Servo Based on Corrugated Flexure Units" Micromachines 15, no. 8: 1039. https://doi.org/10.3390/mi15081039
APA StyleChen, N., Wen, Z., Rong, J., Tian, C., & Liu, X. (2024). Design, Modeling, and Testing of a Long-Stroke Fast Tool Servo Based on Corrugated Flexure Units. Micromachines, 15(8), 1039. https://doi.org/10.3390/mi15081039