

A Droplet Generator Using Piezoelectric Ceramics to Impact Metallic Pellets
Abstract
:1. Introduction
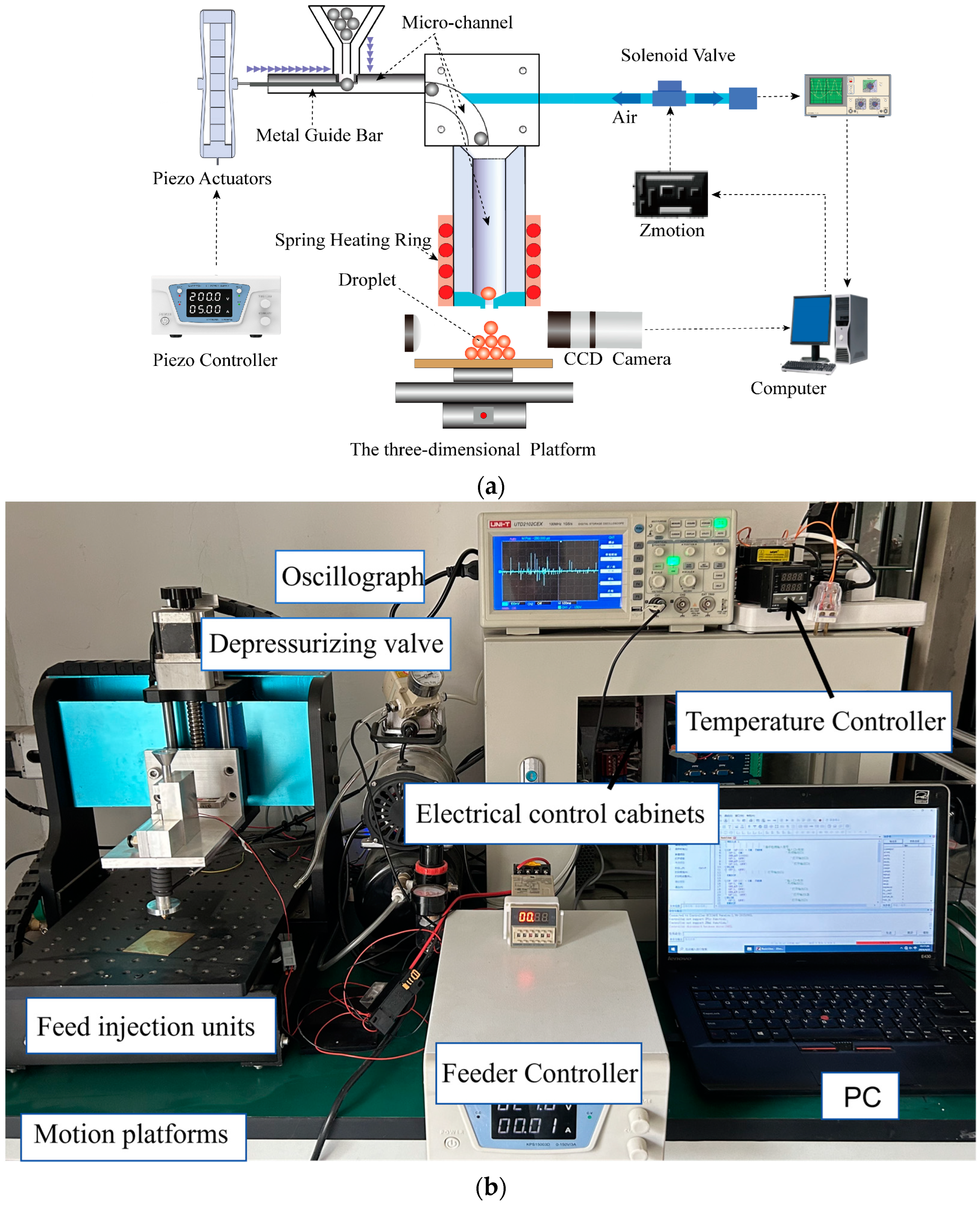
2. Design of the Experimental Setup and Experimental Approach
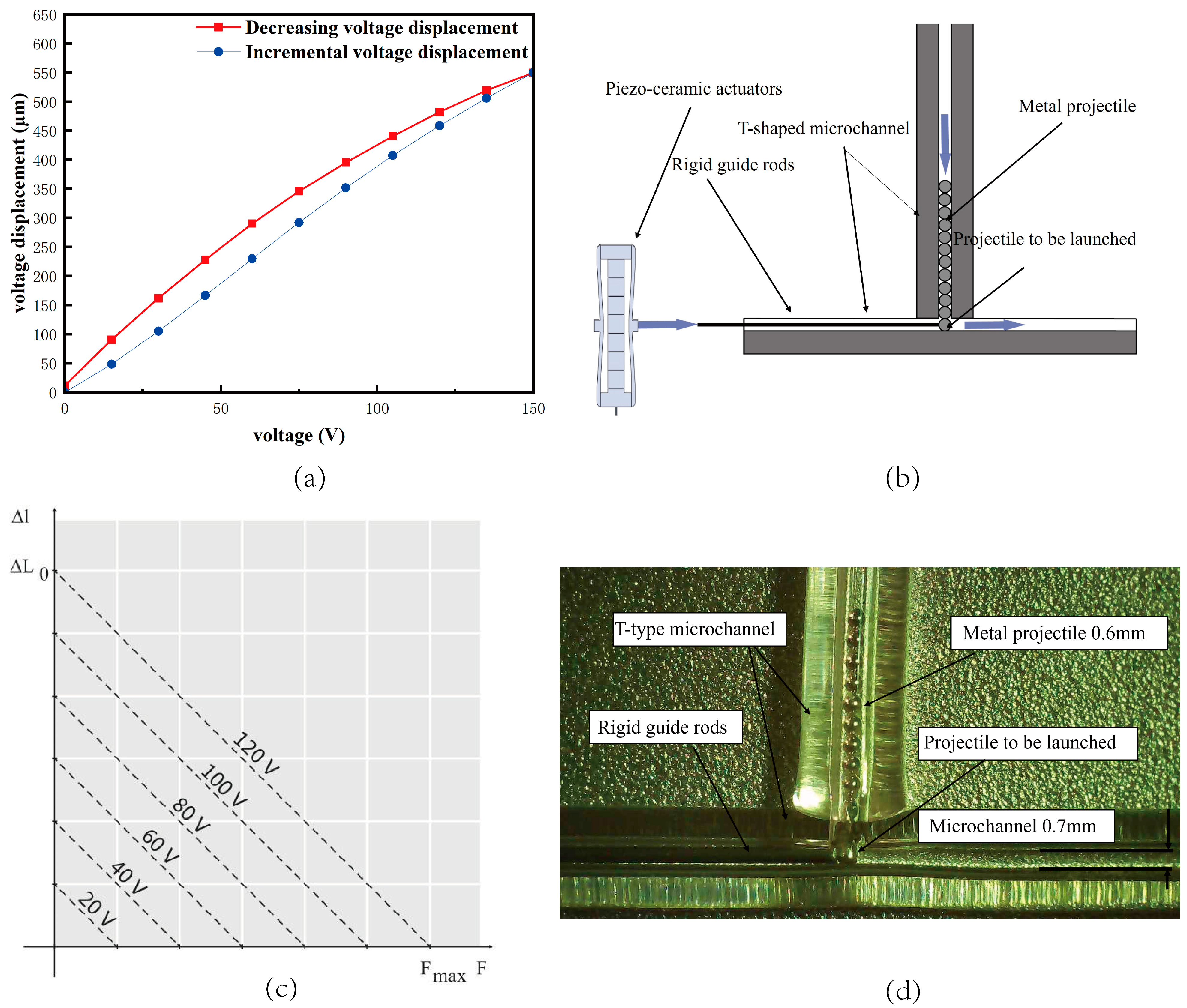
2.1. Impact Feeding System
2.2. Molten Droplet Ejection Device
2.3. Data Acquisition System
3. Simulation
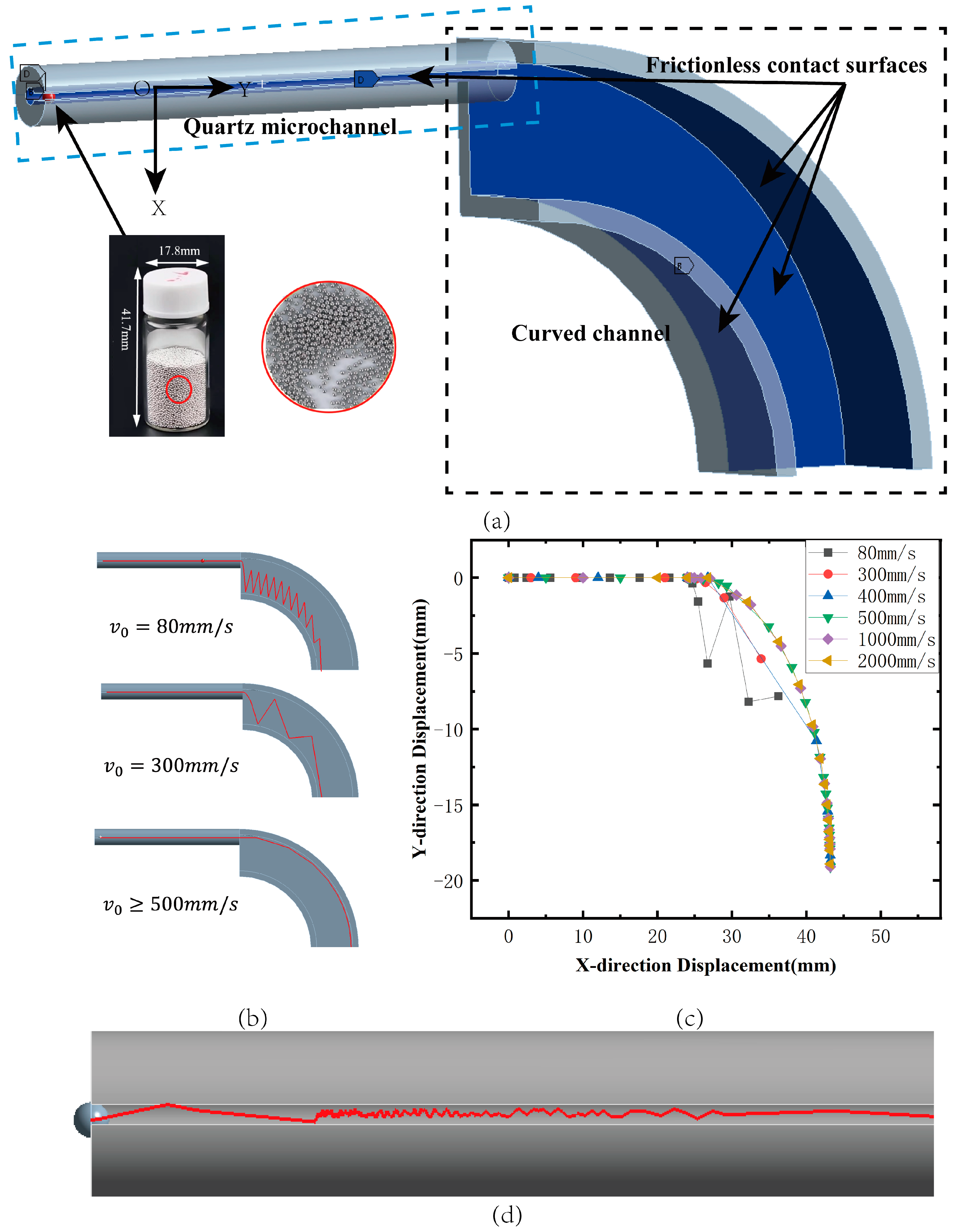
3.1. Simulation of Rigid Dynamics
3.1.1. Mathematical Model
3.1.2. Simulation Analysis
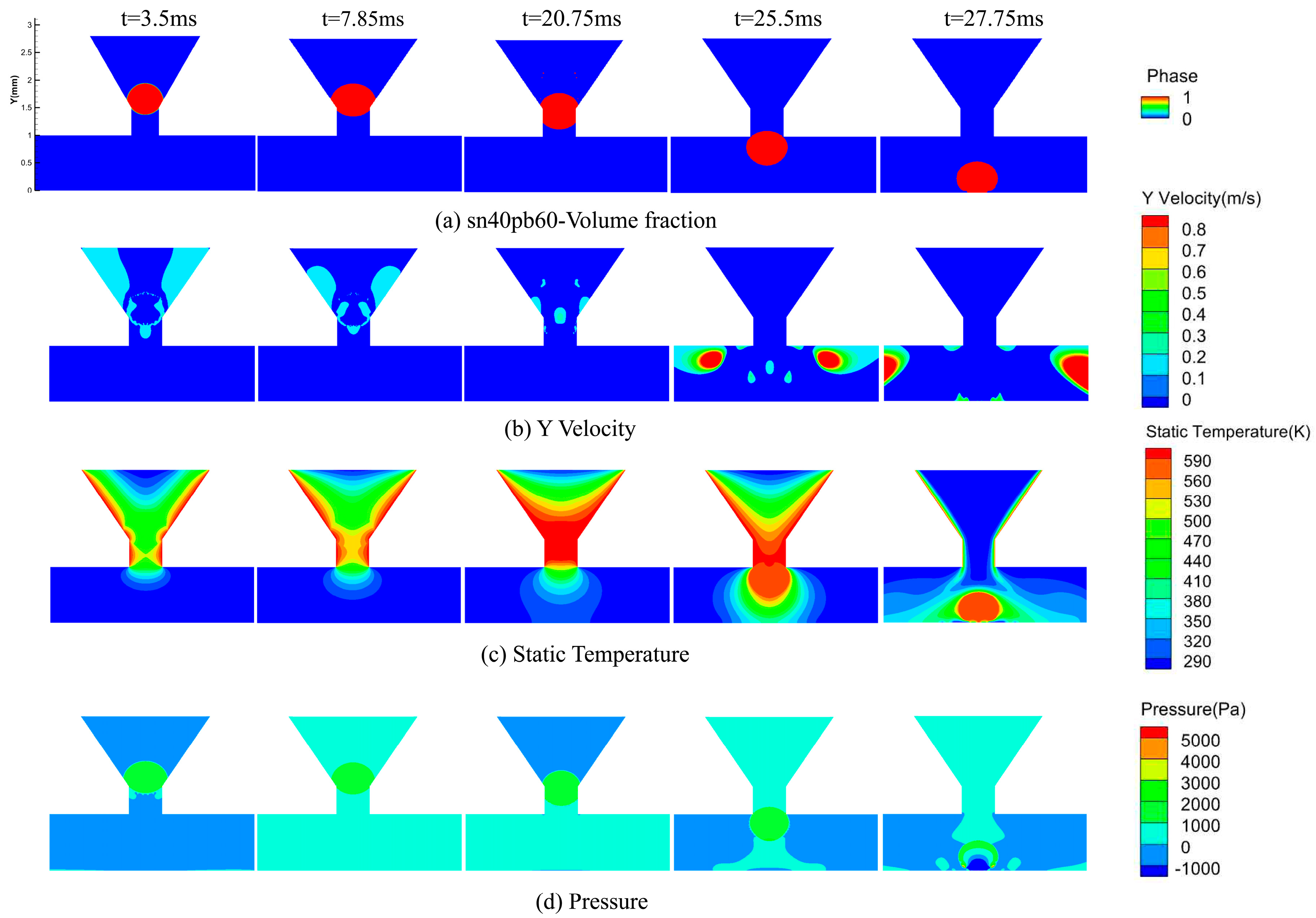
3.2. Simulation of Fluid Dynamics
3.2.1. Physical Model
3.2.2. Simulation Analysis
Projectile Melts
4. Experiment and Discussion
5. Conclusions
- (1)
- A metal particle piezoelectric ceramic feed–melt–jet droplet generator was designed, which goes through the following three stages: feeding, melting, and ejection. The droplet generator produces stable droplets with a pulse width of 500 µs and an initial velocity of 1100 mm/s of the projectile.
- (2)
- A rigid dynamics metal pellet feeding flight trajectory simulation based on the finite volume method and a micro-pneumatic-type metal pellet spraying process simulation model were established.
- (3)
- The initial velocity of the metal pellet flight is 1100 mm/s, and the simulation of the feeding, melting, and ejecting process of the metal pellet feed takes 39.5 ms, 7.85 ms, and 17.65 ms, respectively, with a total time of 65.0 ms. The theoretical ejection frequency of the device reaches 15 Hz.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Yanpu, C.; Lehua, Q.; Zhengmin, B. 3D Dynamic Simulation Analysis of Thermal-Mechanical Coupling during 7075 Aluminum Alloy Micro-droplet Deposition Manufacture. Rare Met. Mater. Eng. 2016, 45, 1924–1930. [Google Scholar] [CrossRef]
- Li, S.; Wei, Z.; Du, J.; Zhao, G.; Wang, X.; Lu, B. Numerical and experimental investigation of molten metal droplet deposition applied to rapid prototyping. Appl. Phys. A 2016, 122, 784. [Google Scholar] [CrossRef]
- Zheng, N.; Liu, Z.; Pang, Y.; Cai, F.; Zhao, S. Study on flow and heat transfer characteristics of 3D molten aluminum droplet printing process. Int. J. Heat Mass Transf. 2023, 204, 123863. [Google Scholar] [CrossRef]
- Li, S.; Yang, L.; Gao, Y.; Xu, C.; Lu, B. Fusions between Successive Deposition Droplets Impinging on a Moving Substrate Surface. In Proceedings of the 2017 International Conference on Material Science, Energy and Environmental Engineering (MSEEE 2017), Xi’an, China, 26–27 August 2017. [Google Scholar]
- Chen, Y.; Xu, B.; Mei, Y. Front Cover: Design and Fabrication of Tubular Micro/Nanomotors via 3D Laser Lithography (Chem. Asian J. 14/2019). Chemistry 2019, 14, 2322. [Google Scholar] [CrossRef]
- Feng, Y.; Liu, J.; Li, K.; Li, H.; Deng, J.; Liu, Y. Waveform Optimization of Piezoelectric Micro-Jet for the Control of Metal Micro-Droplet Ejection. IEEE Trans. Ind. Electron. 2021, 69, 3967–3976. [Google Scholar] [CrossRef]
- Korkut, V.; Yavuz, H. In-Space Additive Manufacturing Based on Metal Droplet Generation Using Drop-on-Demand Technique. J. Mater. Eng. Perform. 2022, 31, 6101–6111. [Google Scholar] [CrossRef]
- Zhang, D.; Qi, L.; Luo, J.; Yi, H.; Xiong, W.; Mo, Y. Parametric mapping of linear deposition morphology in uniform metal droplet deposition technique. J. Mater. Process. Technol. 2019, 264, 234–239. [Google Scholar] [CrossRef]
- Wang, T.; Lin, J.; Lei, Y.; Guo, X.; Fu, H. Droplets generator: Formation and control of main and satellite droplets. Colloids Surf. A Physicochem. Eng. Asp. 2018, 558, 303–312. [Google Scholar] [CrossRef]
- Kapil, A.; Kayarthaya, N.; Sharma, V.; Sharma, A. Capturing droplet flight and impingement behavior in plasma–MIG process for metal droplet-on-demand applications. J. Mater. Process. Technol. 2023, 316, 117955. [Google Scholar] [CrossRef]
- Xu, H.; Wang, J.; Yu, K.; Li, B.; Zhang, W.; Zuo, L.; Kim, H.B. Droplet impact on hot substrates under a uniform electric field. Phys. Fluids 2022, 34, 092111. [Google Scholar] [CrossRef]
- Tian, Y.; Peng, Z.; Liu, Y.; Di, L.; Zhan, Z.; Ye, D.; Guan, Y.; Zhou, X.; Deng, W.; Huang, Y. Effects of the electric field on the overall drop impact on a solid surface. Phys. Rev. Fluids 2022, 7, 113604. [Google Scholar] [CrossRef]
- Jiang, X.-S.; Qi, L.-H.; Luo, J.; Huang, H.; Zhou, J.-M. Research on accurate droplet generation for micro-droplet deposition manufacture. Int. J. Adv. Manuf. Technol. 2010, 49, 535–541. [Google Scholar] [CrossRef]
- Zeng, X.H.; Qi, L.H.; Huang, H.; Jiang, X.S.; Xiao, Y. Experimental Research of Pneumatic Drop-on-Demand High Temperature Droplet Deposition for Rapid Prototyping. Key Eng. Mater. 2010, 419, 405–408. [Google Scholar] [CrossRef]
- Van Nguyen, H.; Nguyen, H.Q.; Nguyen, V.D.; Seo, T.S. A 3D printed screw-and-nut based droplet generator with facile and precise droplet size controllability. Sens. Actuators B Chem. 2019, 296, 126676. [Google Scholar] [CrossRef]
- Beck, V.A.; Watkins, N.N.; Ashby, A.S.; Martin, A.A.; Paul, P.H.; Jeffries, J.R.; Pascall, A.J. A combined numerical and experimental study to elucidate primary breakup dynamics in liquid metal droplet-on-demand printing. Phys. Fluids 2020, 32, 112020. [Google Scholar] [CrossRef]
- Cheng, S.; Chandra, S. A pneumatic droplet-on-demand generator. Exp. Fluids 2003, 34, 755–762. [Google Scholar] [CrossRef]
- Sweet, R.G. High Frequency Recording with Electrostatically Deflected Ink Jets. Rev. Sci. Instrum. 1965, 36, 131–136. [Google Scholar] [CrossRef]
- Cooley, P.W.; Wallace, D.B.; Antohe, B.V. Applications of ink-jet printing technology to BioMEMS and microfluidic systems. In Proceedings of the Micromachining and Microfabrication, San Francisco, CA, USA, 21–25 October 2001; pp. 177–188. [Google Scholar]
- Li, S.; Wei, Z.; Jun, D.; Zhao, G.; Wang, X.; Lu, B. Research on the manufacturing of electrical power fittings based on metal droplet deposition. Appl. Phys. A 2017, 123, 405. [Google Scholar] [CrossRef]
- Cao, W.; Miyamoto, Y. Freeform fabrication of aluminum parts by direct deposition of molten aluminum. J. Mech. Work. Technol. 2006, 173, 209–212. [Google Scholar] [CrossRef]
- Luo, J.; Qi, L.-H.; Zhou, J.-M.; Hou, X.-H.; Li, H.-J. Modeling and characterization of metal droplets generation by using a pneumatic drop-on-demand generator. J. Mech. Work. Technol. 2011, 212, 718–726. [Google Scholar] [CrossRef]
- Xie, D.; Zhang, H.; Shu, X.; Xiao, J. Fabrication of polymer micro-lens array with pneumatically diaphragm-driven drop-on-demand inkjet technology. Opt. Express 2012, 20, 15186–15195. [Google Scholar] [CrossRef] [PubMed]
- Jiang, X.-S.; Qi, L.-H.; Luo, J.; Zeng, X.-H. Influences of disturbance frequency on the droplet generation for microdroplet deposition manufacture. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2009, 223, 1529–1539. [Google Scholar] [CrossRef]
- Zhong, S.-Y.; Qi, L.-H.; Luo, J.; Zuo, H.-S.; Hou, X.-H.; Li, H.-J. Effect of process parameters on copper droplet ejecting by pneumatic drop-on-demand technology. J. Mech. Work. Technol. 2014, 214, 3089–3097. [Google Scholar] [CrossRef]
- Wang, P.; Li, H.; Qi, L.; Li, K.; Jun, L. Modeling of Generation of Uniform Metal Droplet During Drop-On-Demand Spray Forming. J. Comput. Theor. Nanosci. 2012, 9, 1408–1412. [Google Scholar] [CrossRef]
- Gao, J.; Xue, D.; Liu, W.; Zhou, C.; Ren, X. Recent Progress on BaTiO3-Based Piezoelectric Ceramics for Actuator Applications. Actuators 2017, 6, 24. [Google Scholar] [CrossRef]
- Demeri, M.; Farag, M.; Heasley, J. Surface tension of liquid Pb-Sn alloys. J. Mater. Sci. 1974, 9, 683–685. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | Value |
|---|---|
| Density (kg·m−3) | = 8500 |
| Surface tension (N·m−1) | |
| Dynamic viscosity (Pa·s) | |
| Heat conductivity coefficient (W·m−1K−1) | |
| Specific heat (J·kg−1K−1) | |
| Latent heat of fusion (J·kg−1) | |
| Liquidus temperature (K) | |
| Solidus temperature (K) |
| Particle Diameter (µm) | Nozzle Diameter (µm) | Pulse Width (µs) | Heating Temperature (K) | Supply Pressure (Pa) | Deposition Distance (mm) |
|---|---|---|---|---|---|
| 600 | 500 | 500 | 590 K | 800 | 15 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yu, J.; Zhang, D.; Guo, W.; Jing, C.; Xiao, Y. A Droplet Generator Using Piezoelectric Ceramics to Impact Metallic Pellets. Micromachines 2024, 15, 1139. https://doi.org/10.3390/mi15091139
Yu J, Zhang D, Guo W, Jing C, Xiao Y. A Droplet Generator Using Piezoelectric Ceramics to Impact Metallic Pellets. Micromachines. 2024; 15(9):1139. https://doi.org/10.3390/mi15091139
Chicago/Turabian StyleYu, Jilong, Daicong Zhang, Wei Guo, Chunhui Jing, and Yuan Xiao. 2024. "A Droplet Generator Using Piezoelectric Ceramics to Impact Metallic Pellets" Micromachines 15, no. 9: 1139. https://doi.org/10.3390/mi15091139